烟片胶采购要求

三级烟片胶(No.3 RSS)采购要求
执行GB/T8089-2007标准
一.外观要求执行GB/T8089-2007标准中4.1.1.3项规定。二.物理和化学性能规格要求:按执行GB/T8089-2007标准中的4.2项规定
三. 包装和标志要求:执行GB/T8089-2007标准中7.1.1.1项、7.3.2项
四.胶包的运输时须用清洁车厢装运,盖好篷车,以防阳光晒或雨水淋湿导致橡胶发霉变变质。
如果有不确定的外观、质量等因素同样参照GB/T 8089-2007解释。第二种形式是如下(这是第二种方式)
三级烟片胶(No.3 RSS)采购要求
执行GB/T8089-2007标准
一.外观要求执行GB/T8089-2007标准中4.1.1.3项规定。
胶片应干燥、强韧,且应无缺陷、火泡、砂砾、污秽和下述规定允许之外的其他外来物质。
交货时允许有轻微的胶锈,在包皮上、胶包表面和内部胶片允许有少量的干霉。如果胶包上出现有显著程度的胶锈或干霉者,其胶包数不应超过抽样胶包数的10%。
允许有实物标准样本所示程度的针头大小的小气泡和微小的树皮屑
点。
不应有氧化斑点或条痕、胶块、分级剪下的不合格的碎胶、撇泡胶、弱胶、过热胶、烟熏过度胶、夹生胶、返生胶、无花纹不透明和烧焦胶片及其他杂质。
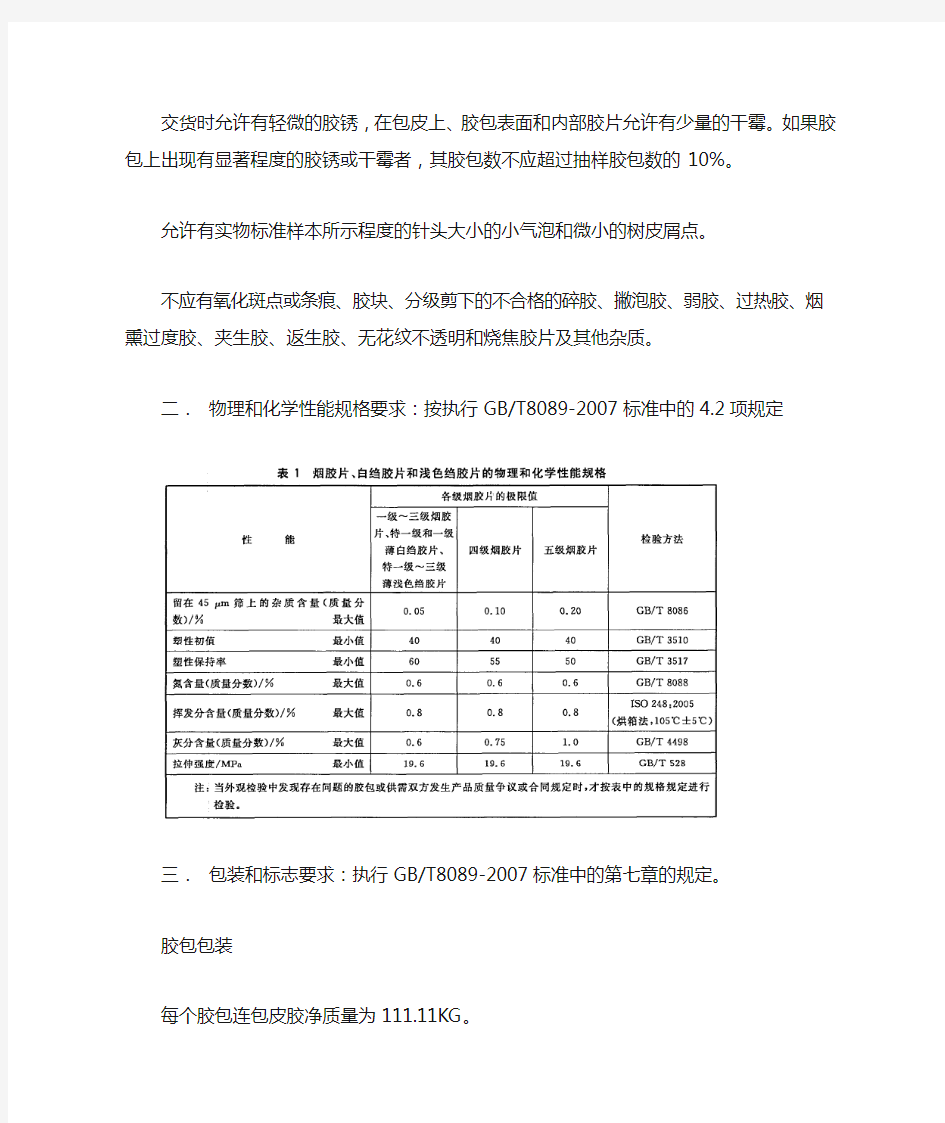
二.物理和化学性能规格要求:按执行GB/T8089-2007标准中的4.2项规定
三.包装和标志要求:执行GB/T8089-2007标准中的第七章的规定。胶包包装
每个胶包连包皮胶净质量为111.11KG。
每个胶包的各个面和角,使用同种类、同级别或较高质量的胶片作包皮进行包裹。如果包皮有洞孔,要使用双层包皮。禁止在包皮的内外捆绑金属带、金属线或非金属绳索。
胶包标志
若采用胶包包装,要标明橡胶的种类、等级、净质量生产厂名或代号、生产日期。在每托或每箱的下面和侧面标明与胶包包装同类的标志。四.胶包运输时须用清洁车厢装运,盖好篷车,以防阳光照晒或雨水淋湿导致橡胶发霉变质。
其它没注明项,在需要时按GB/T8089-2007解释。
我不懂合同的写法,不当之处请按需删改。
天然橡胶制作过程
1.割胶: 胶乳贮藏在树皮韧皮部的乳管里,把树皮割开,牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨 压作用,就会不断地流出来。割胶一般是凌晨4点左右,这个时候温度比较低,胶树体内水分饱满,细胞的 膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产量高。 2.收胶: 不同季节、不同品种,排胶时间的长短有很大差异,当绝大部分胶树已经断滴时便可收胶, 必须在太阳升出来前完成收胶工作。收集碗内的鲜胶乳后树上留下的胶线及胶杯中剩余的凝胶。它 一般可制成l0号、20号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶等产品。 3.胶乳净化: 胶乳净化是通过过滤、离心分离(如图)、自然沉降等方法除去胶乳中的杂质。橡胶中的 杂质,会使橡胶制品的性能降低。如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。对于标准胶来 说,杂质含量是一项主要的指标。因此,胶乳净化是确保提高橡胶质量的关键措施。 4.胶乳凝固:
在凝固槽中导入净化后的胶乳加酸凝固。这种加酸凝固工艺目前使用较为普遍,是影响天 然橡胶质量的重要环节之一。胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑 性保持率。橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。 5.压薄、压绉: 把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的凝块。这增加了胶片的表面积, 缩短干燥时间。同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量, 提高生产效率。 6.造粒: 胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面粗糙,使得胶料的后续过程干燥、 包装等操作条件得到改善。通过造粒,使胶料物理性能和堆积比重得到较大提高。节约运输、 储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。 7.干燥: 把湿颗粒胶装入干燥车进行烘干。颗粒胶加工时的干燥程度会影响制成标准胶的挥发含量。
完整版天然橡胶制作过程
实用文档 海南橡胶加工过程 割胶:1. 把树皮割开,胶乳贮藏在树皮韧皮部的乳管里, 牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨点左右,这个时压作用,就会不断地流出来。割胶一般是凌晨4 候温度比较低,胶树体内水分饱满,细胞的膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产 量高。 收胶:2. 当绝排胶时间的长短有很大差异,不同季节、不同品种, 大部分胶树已经断滴时便可收胶,必须在太阳升出来前完成收胶工作。收集碗内的鲜胶乳后树上留下的胶线 及胶杯中剩余的凝胶。它文案大全. 实用文档 号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶20l0号、一般可制成 等产品。
胶乳净化: 3. 胶乳净化是通过过滤、离心分离(如图)、自然沉降等方 法除去胶乳中的杂质。橡胶中的杂质,会使橡胶制品的性能降低。如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。对于标准胶来说,杂质含量是一项主要的指标。因此,胶乳净化是确保提高橡胶质量 的关键措施。文案大全. 实用文档
胶乳凝固: 4. 在凝固槽中导入净化后的胶乳加酸凝固。这种加酸凝固工 艺目前使用较为普遍,是影响天然橡胶质量的重要环节之一。胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑性保持率。橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。文案大全. 实用文档 压薄、压绉: 5. 把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的 凝块。这增加了胶片的表面积,缩短干燥时间。同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量,提高生产效率。 文案大全. 实用文档
造粒: 6. 胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面 粗糙,使得胶料的后续过程干燥、包装等操作条件得到改善。通过造粒,使胶料物理性能和堆积比重得到较大提高。节约运输、储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。文案大全. 实用文档
天然橡胶制作过程
海南橡胶加工过程 1.割胶: 胶乳贮藏在树皮韧皮部的乳管里,把树皮割开,牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨 压作用,就会不断地流出来。割胶一般是凌晨4点左右,这个时候温度比较低,胶树体内水分饱满,细胞的 膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产量高。 2.收胶: 不同季节、不同品种,排胶时间的长短有很大差异,当绝大部分胶树已经断滴时便可收胶, 必须在太阳升出来前完成收胶工作。收集碗内的鲜胶乳后树上留下的胶线及胶杯中剩余的凝胶。它 一般可制成l0号、20号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶等产品。
3.胶乳净化: 胶乳净化是通过过滤、离心分离(如图)、自然沉降等方法除去胶乳中的杂质。橡胶中的 杂质,会使橡胶制品的性能降低。如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。对于标准胶来 说,杂质含量是一项主要的指标。因此,胶乳净化是确保提高橡胶质量的关键措施。
4.胶乳凝固: 在凝固槽中导入净化后的胶乳加酸凝固。这种加酸凝固工艺目前使用较为普遍,是影响天 然橡胶质量的重要环节之一。胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑 性保持率。橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。
5.压薄、压绉: 把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的凝块。这增加了胶片的表面积, 缩短干燥时间。同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量, 提高生产效率。
6.造粒: 胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面粗糙,使得胶料的后续过程干燥、 包装等操作条件得到改善。通过造粒,使胶料物理性能和堆积比重得到较大提高。节约运输、 储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。
天然橡胶制作过程
橡胶加工过程 1.割胶: 胶乳贮藏在树皮韧皮部的乳管里,把树皮割开,牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨 压作用,就会不断地流出来。割胶一般是凌晨4点左右,这个时候温度比较低,胶树体水分饱满,细胞的 膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产量高。 2.收胶:
不同季节、不同品种,排胶时间的长短有很大差异,当绝大部分胶树已经断滴时便可收胶, 必须在太阳升出来前完成收胶工作。收集碗的鲜胶乳后树上留下的胶线及胶杯中剩余的凝胶。它 一般可制成l0号、20号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶等产品。 3.胶乳净化: 胶乳净化是通过过滤、离心分离(如图)、自然沉降等方法除去胶乳中的杂质。橡胶中的 杂质,会使橡胶制品的性能降低。如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。对于标准胶来 说,杂质含量是一项主要的指标。因此,胶乳净化是确保提高橡胶质量的关键措施。
4.胶乳凝固: 在凝固槽中导入净化后的胶乳加酸凝固。这种加酸凝固工艺目前使用较为普遍,是影响天 然橡胶质量的重要环节之一。胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑 性保持率。橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。
5.压薄、压绉: 把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的凝块。这增加了胶片的表面积, 缩短干燥时间。同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量, 提高生产效率。
6.造粒: 胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面粗糙,使得胶料的后续过程干燥、 包装等操作条件得到改善。通过造粒,使胶料物理性能和堆积比重得到较大提高。节约运输、 储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。
橡胶制品的一般生产过程
橡胶制品的一般生产过程
配合剂 单体 原 料 生胶 制造 生 胶 切胶 烘胶 塑 炼 塑炼 胶 预加工 混 炼 混炼 胶
橡胶 制品
硫 化
半成品 (坯料)
压延、压出 成 形 模压、注塑
§15 橡胶制品成形 § 15.1 压延
把胶料(混炼胶)置于压延机上,借助辊筒间距、剪切力和 挤压作用制取一定厚度和宽度的胶片,或是在胶片上压出某种花纹, 或是在纤维、织物等骨架材料上贴擦一层薄胶,这种包括压制胶片、 压型、和纤维材料挂胶的工艺过程称为压延。
主要设备:压延机
压延过程工序 混炼胶的预热和供胶 纺织物的导开和干燥(有时还有浸胶) 胶料再四辊活三辊压延机上的压片或再纺织物上挂胶 压延半成品的冷却、卷曲、裁断、放置
天然橡胶
§ 15.1.1 胶片压延
是指将混炼好的胶 料在压延机上,制造 成具有规定厚度和宽 度的胶片
压延胶片的纵向抗张强度大于横 向抗张强度,而横向伸长大于纵 向伸长,在胶片的停放中,纵向 收缩比横向收缩大。物理-机械 性能各向异性。
压延效应 胶料的性质 压延温度及操作工艺 是否添加各向异性的配合剂
§ 15.1.2 压型
是指将胶料压制成具有一定断面形状或表面有某种花纹的胶片的工艺 鞋底、力车车胎面等的坯胶 花纹清晰、规格尺寸,无气泡
压型后急冷使花纹定型
§ 15.1.3 纺织物的贴胶和擦胶
贴胶:用压延机在纺织物上覆上一层薄胶 擦胶:用压延机使胶料渗入纺织物 保护纺织物 提高纺织物弹性
天然橡胶生产成本计算
国产全乳胶可交割量25万余吨 国内天然橡胶种植园大体可分为三类:一是农垦等集团系统胶园,如海南橡 胶、云南农垦、广东农垦、中化国际等;二是民营中等规模胶园,规模一般在几百亩至数千亩;三是小微胶园,以家庭种植为主。其中,农垦集团和民营中等规模胶园需要雇佣工人割胶,并采取割胶分成的雇佣模式。 据统计,2013年国产全乳胶产量为46万吨,占国内天然橡胶总产量的55%。其中,海南农垦全乳胶产量为15万吨,海南民营全乳胶产量为8万吨,云南农垦全乳胶产量为10万吨,云南民营全乳胶产量为12万吨,广东农垦和中化国际全乳胶产量分别为0.8万吨和0.5万吨。 目前上海期货交易所国产全乳胶可交割品牌有海南农垦的“宝岛”、“美联”、“五指山”,云南农垦的“云象”、“东风”、“金凤”以及中化国际的“中化橡胶”,共计7个注册品牌。以此计算,2013年可供交割的数量有25.5万吨。 从国内天然橡胶种植情况看,每亩胶林种植33—37株橡胶树,单产在60—120公斤/亩不等。其中,海南亩产偏低,在65—85公斤/亩,而云南单产较高,可到100—110公斤/亩。 割胶方面,国内基本是三天一刀,行情好的时候也可能两天一刀。一般来讲,一个胶工可以负责700—1000株橡胶树,收入基本是五五分成或六四分成(卖胶收入的六成分给割胶工人)。 割胶人工成本占总成本较大比重 天然橡胶生产成本主要由三大部分构成:一是橡胶种植成本;二是割胶人工成本;三是加工运输成本。 由于种植相关成本和割胶人工成本的浮动性和区域差异性较大,这里很难给出一个准确的比例。 种植成本 天然橡胶种植及相关成本投入主要包括土地、苗木分摊、化肥农药、工具、人工管理等费用。 根据前期对海南产区调研走访了解到的情况,我们可以对橡胶种植生产过程中相关投入费用进行估算(因地区和生产主体差异,土地成本及相关科目投入会略有不同)。 橡胶园种植成本估算
橡胶生产工艺简介
橡胶技术基础知识问答 一)什么是橡胶老化?在表面上有哪此表现? 答:橡胶及其制品在加工,贮存和使用过程中,由于受内外因素的综合作用而引起橡胶物理化学性质和机械性能的逐步变坏,最后丧失使用价值,这种变化叫做橡胶老化。 表面上表现为龟裂、发粘、硬化、软化、粉化、变色、长霉等。 影响橡胶老化的因素有哪些? 引起橡胶老化的因素有: a)氧、氧在橡胶中同橡胶分子发生游离基链锁反应,分子链发生断裂或过度交联,引起橡胶性能的改变。氧化作用是橡胶老化的重要原因之一。 B臭氧、臭氧的化学活性氧高得多,破坏性更大,它同样是使分子链发生断裂,但臭氧对橡胶的作用情况随橡胶变形与否而不同。当作用于变形的橡胶(主要是不饱和橡胶)时,出现与应力作用方向直的裂纹,即所谓“臭氧龟裂”;作用于变形的橡胶时,仅表面生成氧化膜而不龟裂。 C)热:提高温度可引起橡胶的热裂解或热交联。但热的基本作用还是活化作用。提高氧扩散速度和活化氧化反应,从而加速橡胶氧化反应速度,这是普遍存在的一种老化现象——热氧老化。 D)光:光波越短、能量越大。对橡胶起破坏作用的是能量较高的紫外线。紫外线除了能直接引起橡胶分子链的断裂和交联外,橡胶因吸收光能而产生游离基,引发并加速氧化链反应过程。经外线光起着加热的作用。光作用其所长另一特点(与热作用不同)是它主要在橡表面进生。含胶率高的试样,两面会出现网状裂纹,即所谓“光外层裂”。 E)机械应力:在机械应力反复作用下,会使橡胶分子链断裂生成游离荃,引发氧化链反应,形成力化学过程。机械断裂分子链和机械活化氧化过程。哪能个占优势,视其所处的条件而定。此外,在应力作用下容易引起臭氧龟裂。 F)水分:水分的作用有两个方面:橡胶在潮湿空气淋雨或浸泡在水中时,容易破坏,这是由于橡胶中的水溶性物质和清水荃团等成分被水抽提溶解。水解或吸收等原因引起的。特别是在水浸泡和大气曝露的交替作用下,会加速橡胶的破坏。但在某种情况下水分对橡胶则不起破坏作用,甚至有延缓老化的作用。 G)其它:对橡胶的作用因素还有化学介质、变价金属离子、高能辐射、电和生物等。(二)橡胶老化试验方法可分为哪几类? 答:可分为两大类:
天然橡胶制品问答
?天然橡胶制品问答 ?来源:橡胶人才网添加时间:2010-07-13浏览次数:25次进入论坛交流 ? 1.天然橡胶初制品主要有哪些? 答:由于橡胶消费的需要,固态生胶有烟胶片、风干胶片、绉胶片、颗粒橡胶等;商品胶乳有离心浓缩胶乳、膏化浓缩胶乳、蒸发浓缩胶乳等。 2.固态生胶和商品胶乳主要用于生产哪些工业产品? 答:固态生胶主要用于制造各种轮胎、输送带、工业胶管、胶鞋等难于用胶乳直接成型的制品;商品胶乳主要用于地毯、各种浸渍制品、海绵和胶粘剂的生产。 3.目前世界上固态生胶的种类主要有哪些? 答:目前世界上固态生胶的主要种类有:恒粘胶、低粘胶、5号胶、10号胶、20号胶、50号胶、通用胶、烟胶片、风干胶片、白绉片、褐绉片、子午线轮胎标准橡胶、航空轮胎标准橡胶、胶清胶等。 4.国产标准橡胶分为哪几个级别? 答:GB/T 8081-1999将国产标准橡胶统一分为六个级别,即恒粘胶、浅色胶、5号胶(SCR5)、10号胶(SCR10)、20号胶(SCR20)和50号胶(SCR50)。 5.国产浓缩天然胶乳分为哪几个级别? 答:GB/T 8289-2001将国产浓缩天然胶乳统一分为高氨离心浓缩胶乳、低氨离心浓缩胶乳、中氨离心浓缩胶乳、高氨膏化浓缩胶乳、低氨膏化浓缩胶乳五个级别。 6.什么是分级? 答:每种产品都有相应的质量标准。按质量标准的要求,把产品分为相应的等级的过程就叫分级。 7.国产标准橡胶分级的依据是什么?其技术要求包含哪些质量项目? 答:国产标准橡胶分级的依据是国家标准“天然生胶标准橡胶规格”。其技术要求包含杂质含量、灰分含量、氮含量、挥发物含量、塑性初值、塑性保持率、颜色指数、门尼粘度8个质量项目。 8.国产浓缩天然胶乳分级的依据是什么?其技术要求包含哪些质量项目? 答:国产浓缩天然胶乳分级的依据是国家标准“浓缩天然胶乳氨保存离心或膏化胶乳规格”。其技术要求包含总固体含量、干胶含量、非胶固体、碱度、机械稳定度、凝块含量、铜含量、锰含量、残渣含量、挥性能脂肪酸值、KOH值11个质量项目。 9.国产标准橡胶对包装、重量和尺寸有什么要求? 答:胶包用聚乙烯薄膜袋和聚丙烯编织袋双层包装;胶包重量每包净重40kg±0.2kg;胶包长600mm±20mm、宽400mm±20mm、高200mm±20mm。 10.标准橡胶包装袋上的“SCR”含义是什么? 答:国产标准橡胶使用“SCR”代号。其中S代表“标准”、C代表“中国”、R代表“橡胶”,意为标准中国橡胶。
橡胶的工艺流程
橡胶的工艺流程(精品) 2014-10-22橡胶技术网 橡胶工艺流程开始 1 综述 橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。 橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。 2 橡胶加工工艺 2.1塑炼工艺 生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。 生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。在满足加工工艺要求的前提下应尽可能降低可塑度。随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。 在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。 开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。 生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。 几种胶的塑炼特性: 天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为 15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。 丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。顺丁胶的门尼粘度较低,可不用塑炼。 氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。 乙丙橡胶的分子主链是饱和结构,塑炼难以引起分子的裂解,因此要选择门尼粘度低的品种而不用塑炼。