光缆工艺流程图
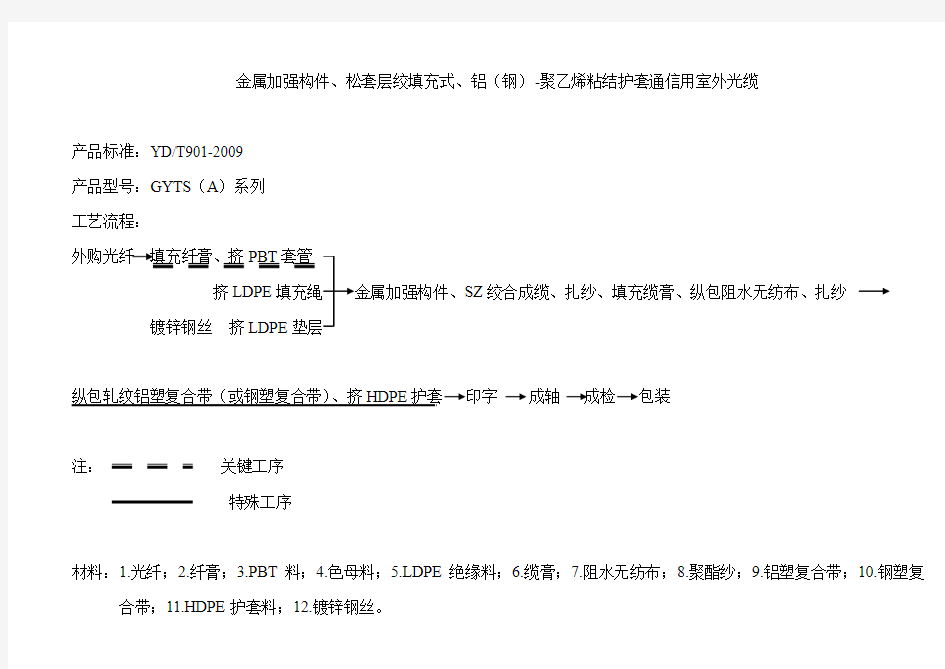

金属加强构件、松套层绞填充式、铝(钢)-聚乙烯粘结护套通信用室外光缆
产品标准:YD/T901-2009
产品型号:GYTS(A)系列
工艺流程:
外购光纤填充纤膏、挤PBT套管
挤LDPE SZ绞合成缆、扎纱、填充缆膏、纵包阻水无纺布、扎纱镀锌钢丝挤LDPE
纵包轧纹铝塑复合带(或钢塑复合带)、挤HDPE护套印字成轴成检包装
注:关键工序
特殊工序
材料:1.光纤;2.纤膏;3.PBT料;4.色母料;5.LDPE绝缘料;6.缆膏;7.阻水无纺布;8.聚酯纱;9.铝塑复合带;10.钢塑复合带;11.HDPE护套料;12.镀锌钢丝。
金属加强构件聚乙烯护套中心束管式全填充型通信用室外光缆
产品标准:YD/T769-2010
产品型号:GYXTY(A、S)系列;
工艺流程:
外购光纤填充纤膏、挤PBT套管层绞镀锌钢丝、绕包无纺布挤HDPE护套印字成轴成检包装
注:关键工序
特殊工序
材料:1.光纤;2.纤膏;3.PBT料;4.镀锌钢丝;5.无纺布;6.HDPE护套料;7.LDPE绝缘料;8.铝塑复合带;9.钢塑复合带。
金属加强构件夹带钢-聚乙烯粘结护套中心束管式全填充型通信用室外光缆
产品标准:YD/T769-2010
产品型号:GYXTW系列
工艺流程:
外购光纤填充纤膏、挤PBT套管纵包阻水无纺布、纵包轧纹钢塑复合带、镀锌钢丝、挤HDPE护套印字成轴成检包装
注:关键工序
特殊工序
材料:1.光纤;2.纤膏;3.PBT料;4.阻水无纺布;5.镀锌钢丝;6.钢塑复合带;7.中密度聚乙烯护套料。
FTTH皮线光缆
产品标准:YD/T1997-2009
产品型号:GJXDH、GJXFDH、GJXV系列
工艺流程:
KFRP
外购光纤1-4印字成检成盘包装KFRP
注:特殊工序
材料:1.IUT G.657光纤;2.KFRP碳纤维棒或钢丝;3.PVC或LSZH护套料。
铜芯聚烯烃绝缘铝塑综合护套市内通信电缆
产品标准:YD/T322-1996
产品型号:HYA系列
工艺流程:
外购Φ2.6无氧铜拉丝、退火、挤聚烯烃绝缘、火花检查对绞色带、成缆、绕包聚酯膜纵包铝塑复合带、挤PE护套印字成轴成检充气包装
注:关键工序
特殊工序
材料:1.无氧铜;2.聚烯烃绝缘;3.色母料;4.扎色带;5. 聚酯膜;6.塑铝塑复合带;7.PE护套。
实心聚乙烯绝缘射频电缆
产品标准:GB/T14864-93
产品型号:SYV(Y)系列
工艺流程:
外购内导体(软铜、铜包钢、铜包铝)挤实心聚乙烯绝缘铝箔、编织挤PVC(或PE)护套印字成轴成检成盘包装
注:关键工序
特殊工序
材料:1.铜线、铜包钢线、铜包铝线;2.聚乙烯料;3.铝塑复合带;4.铝镁合金线;5.PVC或PE护套料。
有线电视系统物理发泡聚乙烯绝缘同轴电缆
产品标准:GY/T135-1998
产品型号:SYWV(Y)系列
工艺流程:
外购内导体(软铜、铜包钢、铜包铝)挤物理发泡聚乙烯绝缘铝箔、编织挤PVC(或PE)护套
印字成轴成检成盘包装
注:关键工序
特殊工序
材料:1.铜线、铜包钢线、铜包铝线;2.HDPE聚乙烯料、LDPE聚乙烯;3.成核剂;4.铝塑复合带;5.铝镁合金线;
6.PVC或PE护套料。
数字通信用实心聚烯烃绝缘水平对绞电缆
产品标准:DY/T1019-2001
产品型号:HSYVP(Y)系列
工艺流程:
外购Φ2.6无氧铜线拉丝-退火-挤高密度聚乙烯绝缘-火花检查对绞成缆铝箔、编织
铝箔+排流线
挤PVC(或PE)护套印字成轴成检成盘包装
注:关键工序
特殊工序
材料:1.无氧铜线;2.HDPE聚乙烯料;3.色母料;4. 铝塑复合带;5.铝镁合金线或镀锡铜线;6.PVC或PE护套料。
数字通信用实心聚烯烃绝缘水平对绞电缆
产品标准:DY/T1019-2001
产品型号:HSYV(Y)系列
工艺流程:
外购Φ2.6无氧铜线拉丝-退火-挤高密度聚乙烯绝缘-火花检查对绞成缆挤PVC(或PE)护套印字成轴成检成盘包装
注:关键工序
特殊工序
材料:1.无氧铜线;2.HDPE聚乙烯料;3.色母料;4.PVC或PE护套料。
电线电缆生产加工工艺流程(研究材料)
电线电缆生产加工工艺流程 1.单芯安装线 1、导体→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→检验合格→成卷包装→出厂2.护套安装线 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 3.特种单芯安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 4.特种护套安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 5.补偿导线或补偿电缆。 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→绝缘注塑→耐压试验→合并屏蔽编织→护套注塑→检验合格→成卷包装→出厂 3、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并屏蔽编织→护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 6.电力电缆 1、导体→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂
7.特种电力电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 8.高压电力电缆 1、导体→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 9.特种硅橡胶高压电缆 导体→导体绞线→高压硅橡胶绝缘→耐压试验→成缆或加钢铠→硅橡胶护套→检验合格→成盘包装→出厂 10.控制电缆 导体→绝缘注塑→耐压试验→成缆或加屏蔽→护套注塑→检验合格→成盘包装→出厂 11.特种控制电缆 导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 12.计算机电缆 1、导体→绝缘注塑→耐压试验→对绞→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 2、导体→绝缘注塑→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 13.特种计算机电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂
铝合金门窗生产工艺流程
铝合金门窗生产工艺流程 作业前的准备:熟悉门窗分格图,查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同一樘 窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与钢卷尺尺 寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确认尺 寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核对断料 是否有误差。 3、针对 45 度组角的外框断料。断第一支料时,应用万能角度尺检查角度误差值不 大于 10um 。 二、框料工艺孔槽铣削 1、平开外框。外框中柱需要铣缺,铣榫。铣缺、铣榫时,先用同型号废铝或者断一 条短料试样,确认中柱铣缺、铣榫后与外框角缝严密咬合。 2、推拉外框。铣推拉框下滑时,先用料头放样,直到下滑料头铣缺与边框完全咬合 后,才能用新料铣缺。下滑滑轮茎条铣缺作为排水孔时,其长度不超过20mm. 两端头长度应一致。1800mm 铣两个排水孔,超过1800mm 铣三个排水孔。铣缺后的上 下滑,应严格配对,避免铣错、铣反。铣孔铣缺时,型材不能有划伤和划痕。 三、扇料工艺孔槽铣削 1、推拉门、窗扇;勾光企铣口,勾光、企上下口应铣方正,左右余量一致。滑轮调 节孔应正确,孔距型材边缘左右应一致。推拉门锁孔高度:扇高2300mm 以内,锁孔位置离地垂直距离950-1150mm; 推拉窗铣锁高度:离地垂直距离1500-1600mm ;相邻门窗的门窗锁孔高度必须一致。 2、平开门、窗;铣平开门锁孔高度:离地面垂直距离950-1150mm; 铣平开窗锁孔高度,离地面垂直距离1500-1600mm; 平开窗锁孔离型材边必须一致,误差不得超过
塑钢门窗生产工艺流程
塑钢门窗生产工艺流程 一、生产工艺流程 1、平开门窗工艺流程 锯切主型材→开V型口→铣排水孔→形钢下料→装型钢→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→装五金配件→检验→包装→入库 2、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风条→防风条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块→装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库 二、工艺制定、完善 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求。 工艺的制定。以下是几个主要工序的工艺流程情况。 1、型材下料 我公司使用的是HYSJ02―3500塑铝型材双角锯。工作气压0.4―0.6MPa,耗气量100L/min,采用无级调速,工作长度450―3500mm,使用此锯下料,尺寸公差控制在±0.5mm以内。 在使用双角锯下料前,首先根据图纸及下料单确定下料尺寸。在批量生产时,应先下一樘,检验合格后,再投入成批生产。生产时应不断抽检构件尺寸,以保证产品批量的合格率。 2、铣水槽 我公司使用的是HYDX―01塑铝型材多功能铣床。工作气压0.4―0.6MPa,耗气量45L/min,铣刀规格Ф4mm*100mm、Ф4mm*75mm,铣头转速2800转/ min。在铣水槽前一定要清楚漏水孔的数目、位置,弄清之后,先将要铣的型材放在托米架上正确位置,然后开始铣切,另外,在铣水槽时一定要注意水槽位置。在铣平开窗固定窗时,一定要根据窗型是内平开,还是外平开,以及具体的安装方法来确定水槽方向。每班应及时进行屑渣清理和导轴润滑。 3、开V型口 V型切割锯用于铝合金型材90°V形槽的下料,适用于料宽120 mm,长度1800 mm。我公司使用的是HYVJ―01―65V型锯,工作气压0.4―0.6MPa,耗气量80L/min,切割深度ma*70,锯片规格300*30,锯片转速2800r/ min,进刀速度:无级调速。首先应根据V口深度来调整升降台紧定手柄,再摇动至所需位置,夹紧手柄,同样根据V口位置来确定水平定位尺寸。 4、焊接 这是一道很重要的工作。我厂使用的是HYSH(2+2)―130―3500型铝合金门窗四角焊机。通过焊接,我们根据型材的特点,了解到影响焊接强度的主要因素是熔接温度,夹紧压力,加热时间,保压时间。焊温过高,影响焊后表面,型
铝门窗生产工艺设计流程图
铝合金门窗制作工艺流程图 标“*”为关键工序
(一)、下料(关键工序) A、工序流程: *为关键工序 B、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平台面与料的最高点做料高,不许单独测量原材料的料高(测料高采用游标卡尺,至少3点,以平均值为准)。 7、下料时必须严格执行首检制,确认无误后方可成批下料(由工艺员、质检员、班长认可并做好首检记录),并且在下料过程中要进行抽检。 8、主操手和副操手应互检,每次调整尺寸或角度,副操手应复合尺寸和角度,防止批量尺寸或角度出现错误, 9、角码要根据不同的型材试装后,方可成批下料,样窗及私人窗,如果没有订购角码,可自行配制,应以间隙不大于0.2为准。工程用角码一定按设计要求提角码料切割。 10、工件的数量应以生产部下发的下料单或班长经书面形式提供的数量为准,确保数量无误(生产部或班长签字为准)。
11、尺寸:框料0——+0.5;扇料-0.5——0.。 12、下完料后要及时清除腔内的铝屑(用压缩空气吹,但是要注意安全),要按照不同的规格,标明尺寸/数量,分类码放整齐,不同规格不能混放,转到下道工序时要办好交接记录(填好工艺卡片)。 13、合格下料转到下道工序后,下料任务单由下料工签字后交组长保存,以便查阅。 14、需交接班时,应有记录,并作好交接手续。由于交接不当而出现的问题由交接双方负同责。 15、检查方法:检查首件记录、现场抽查、按照批量3%抽查且不少于5根。 C、质量控制点: 1、型材下料后的长度L±0.5 2、角度偏差-10′ D、检验标准: 下料长度L±0.5,角度偏差-10′,型材不得夹伤和变形,切口平整,不准缺角或留有断 E、基本要求: 1、人员要求:经过机械设备操作规程的培训,考核合格,熟悉本职工作的所有程序。 2、使用设备:双头切割锯 单头切割锯 角码切割锯 设备必须处于完好状态。 3、车间环境要求:地面干净,操作平台上无铝屑,车间温度控制在10度以上。 4、技术要求:严格依照制定的技术文件操作。 5、操作方法:严格依据工艺流程、设备操作规程以及生产操作流程。。 6、检验器具:角度尺(0-3200)、盒尺(0-7.5m)、游标卡尺(0-150mm)
铝合金门窗制作、安装工艺流程
第一章铝合金门窗制作工艺 一、工艺流程 1、平开门窗工艺流程 锯切主型材→开V型口→铣排水孔→形钢下料→装型钢→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→装五金配件→检验→包装→入库 2、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风条→防风条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块→装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库 二、铝合金门窗工艺制作控制要点 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求工艺的制定。以下是几个主要工序的工艺流程情况。 1、型材下料 使用LJZ2F-500X5000塑铝型材双角锯。输入电压:380v/50HZ 功率:4.4KW 电机转速2800r/min工作气压:0.5-0.8MPa 耗气量:100L/min 锯切长度:最小:450mm 最大:5000mm 锯切角度:45°、90°;进刀速度:无级调速,使用此锯下料,尺寸公差控制在±0.5mm以内。 在使用双角锯下料前,首先根据图纸及下料单确定下料尺寸。在批量生产时,应先下一樘,检验合格后,再投入成批生产。生产时应不断抽检构件尺寸,以保证产品批量的合格率。 2、铣水槽
使用HYDX—01塑铝型材多功能铣床。工作气压0.4—0.6MPa,耗气量45L/min,铣刀规格Ф4mm*100mm、Ф4mm*75mm,铣头转速2800转/ min。在铣水槽前一定要清楚漏水孔的数目、位置,弄清之后,先将要铣的型材放在托米架上正确位置,然后开始铣切,另外,在铣水槽时一定要注意水槽位置。在铣平开窗固定窗时,一定要根据窗型是内平开,还是外平开,以及具体的安装方法来确定水槽方向。每班应及时进行屑渣清理和导轴润滑。 3、开V型口 V型切割锯用于铝合金型材90°V形槽的下料,适用于料宽120 mm,长度1800 mm。我公司使用的是铝塑门窗V型锯床VJ02-65,工作电压:380v/50HZ 功率:1.6KW 电机转速:2800r/min 气压:0.4-0.6MPa 耗气量:25L/min切削型材高度:120 切削型材宽度:125 切削V槽深度:0-65mm。首先应根据V口深度来调整升降台紧定手柄,再摇动至所需位置,夹紧手柄,同样根据V口位置来确定水平定位尺寸。 4、焊接 这是一道很重要的工作,使用卧式多功能四角塑焊机(SHP4B-H,可焊框架尺寸350*650-2600*3300;可焊型材高度20-120;可焊型材宽度120;工作电压220伏、50HZ),通过焊接,根据型材的特点,了解到影响焊接强度的主要因素是熔接温度,夹紧压力,加热时间,保压时间。焊温过高,影响焊后表面,型材易分解产生有毒气体;过低,易出现虚焊。夹紧力必须达到一定的压力值,使型材断面充分贴合,否则影响焊缝熔结强度。通过反处长试验,确定最佳加热时间,保压时间。保压时间根据前三个因素而定,达到合适的时间即可。不同的工艺条件下,按标准测试其焊角强度,选择最佳工艺条件。这样,确定焊接的工艺参数:焊接温度240—251℃,夹紧力0.5—0.6 MPa,加热时间20—30S,保压时间30—40S,这种参数下测试焊角强度最佳。在焊接中还应及时检查边框垂直度、对角尺寸误差等,如有不妥,应及时调整焊机。 5、角强度实验机 用检测铝合金力学性能及测量门窗隅部位的断裂强度,以便更好的控制焊接质量。 6、清角缝 在清角采用铝门窗角码自动切割锯LJJA-500、铝门窗组角机LMB-120等,并配备专用空压机,以提高工效及角缝清理质量。 7、玻璃压条切割锯 使用SYJ03-1800玻璃压条锯(工作电压:380v/50HZ;功率:1-6KW;电机转速:2800r/min;工作气压:0.5-0.8MPa;耗气量:80L/min;加工长度:320-1800mm)。在切割玻璃压条时,
电线电缆生产工艺流程
电线电缆生产工艺流程公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
一、电线电缆产品制造的工艺特性:? 1.大长度连续叠加组合生产方式? 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:? (1)生产工艺流程和设备布置? 生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。? (2)生产组织管理? 生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。反之,如果某个单元长度过长,则必须锯去造成浪费。? (3)质量管理? 大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。它无法拆开重装。? 电线电缆的质量管理,必须贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。? 2.生产工艺门类多、物料流量大? 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。? 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。? 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。? 3.专用设备多? 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。? 电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。? 二、电线电缆的主要工艺? 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。? 1.拉制? 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。? 拉制工艺分:单丝拉制和绞制拉制。? 2.绞制? 为了提高电线电缆的柔软度、整体度,让2根以上的单线,按着规定的方向交织在一起称为绞制。 绞制工艺分:导体绞制、成缆、编织、钢丝装铠和缠绕。? 3.包覆? 根据对电线电缆不同的性能要求,采用专用的设备在导体的外面包覆不同的材料。包覆工艺分:? A.挤包:橡胶、塑料、铅、铝等材料。? B.纵包:橡皮、皱纹铝带材料。?
铝合金门窗生产工艺流程
铝 合 金 门 窗 生 产 工 艺 流 程 铝合金门窗生产工艺流程
标注*为关键工序下料(关键工序)
一、工序流程: *为关键工序 二、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、检查设备运行是否正常。 4、确认型材放置方向是否正确。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,测料高采用游标卡尺,至少3点,以平均值为准。 7、下料时须严格执行首检制,确认无误后方可成批下料(由工艺员、质检员、班长认可并做好首检记录),并且在下料过程中进行抽检。8、主操手和副操手应互检,每次调整尺寸或角度,副操手应复合尺寸和角度,防止批量尺寸或角度出现错误。 9、角码要根据不同的型材试装后,方可成批下料。
10、工件的数量应以生产部下发的下料单或班长经书面形式提供的数量为准,确保数量无误(生产部或班长签字为准)。 11、尺寸:框料0——+0.5;扇料-0.5——0.。 12、下完料后待设备停止运行后及时清除腔内的铝屑,要按照不同的规格,标明尺寸/数量,分类码放整齐,不同规格不能混放,转到下道工序时要办好交接记录。 13、需交接班时,应有记录,并作好交接手续。由于交接不当而出现的问题由交接双方负同责。 三、基本要求 1、人员要求:经过机械设备操作规程的培训,考核合格,熟悉本职工作的所有程序。 2、使用设备:双头切割锯 单头切割锯 角码切割锯 设备必须处于完好状态。 3、车间环境要求:地面干净,操作平台上无铝屑。 4、技术要求:严格依照制定的技术文件操作。 5、操作方法:严格依据工艺流程、设备操作规程以及生产操作流程。 6、检验器具:角度尺(0-3200)、盒尺(0-7.5m)、游标卡尺(0-150mm) 加工工序:
光缆制造
第五章光纤光缆制造工艺及设备 重点内容:原料提纯工艺、预制棒汽相沉积工艺、拉丝工艺、套塑工艺、余长形成、松套水冷、绞合工艺、层绞工艺 难点: 汽相沉积工艺参数确定、拉丝环境保护、余长的控制、梯度水冷的控制、绞合参数的选择 主要内容: (1)光纤制造工艺 (2)缆芯制造工艺(成缆工艺)
(3)护套挤制工艺 图5-0-1光纤光缆制造工艺流程图 通信用光纤是由高纯度SiO2与少量高折射率掺杂剂GeO2、TiO2、Al2O3、ZrO2和低折射率掺杂剂SiF4(F)或B2O3或P2O5等玻璃材料经涂覆高分子材料制成的具有一定机械强度的涂覆光纤。而通信用光缆是将若干根(1~2160根)上述的成品光纤经套塑、绞合、挤护套、装铠等工序工艺加工制造而成的实用型的线缆产品。在光纤光缆制造过程中,要求严格控制并保证光纤原料的纯度,这样才能生产出性能优良的光纤光缆产品,同时,合理的选择生产工艺也是非常重要的。目前,世界上将光纤光缆的制造技术分成三大工艺. 5.0.1光纤制造工艺的技术要点: 1.光纤的质量在很大程度上取决于原材料的纯度,用作原料的化学试剂需严格提纯,其金属杂质含量应小于几个ppb,含氢化合物的含量应小于1ppm,参与反应的氧气和其他气体的纯度应为6个9(99.9999%)以上,干燥度应达-80℃露点。 2.光纤制造应在净化恒温的环境中进行,光纤预制棒、拉丝、测量等工序均应在10000级以上洁净度的净化车间中进行。在光纤拉丝炉光纤成形部位应达100级以上。光纤预制棒的沉积区应在密封环境中进行。光纤制造设备上所有气体管道在工作间歇期间,均应充氮气保护,避免空气中潮气进入管道,影响光纤性能。 3.光纤质量的稳定取决于加工工艺参数的稳定。光纤的制备不仅需要一整套精密的生产设备和控制系统,尤其重要的是要长期保持加工工艺参数的稳定,必须配备一整套的用来检测和校正光纤加工设备各部件的运行参数的设施和装置。以MCVD工艺为例:要对用来控制反应气体流量的质量流量控制器(MFC)定期进行在线或不在线的检验校正,以保证其控制流量的精度;需对测量反应温度的红外高温测量仪定期用黑体辐射系统进行检验校正,以保证测量温度的精度;要对玻璃车床的每一个运转部件进行定期校验,保证其运行参数的稳定;甚至要对用于控制工艺过程的计算机本身的运行参数要定期校验等。只有保持稳定的工艺参数,才有可能持续生产出质量稳定的光纤产品。 5.0.2光缆缆芯制造工艺的技术要点: 每种光缆都有自己的生产工艺,因为它们之间存在着不同的性能要求和结构型式,所以各部分材料不尽相同,结构方面存在差异。故生产过程中都有自己的生产工艺流程。但是各种光缆的基本制造工艺流程是基本相同的。成缆工艺首先要做两方面的准备并应注意这样几点技术要点:
电线电缆制作工艺流程基本知识
电线电缆制作工艺流程基本知识 【摘要】电线电缆的制造与大多数机电产品的生产方式是完全不同的。所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、成缆、护层等而制成电线电缆产品。 【关键词】电线电缆;导体加工;工艺 一、电线电缆产品制造的工艺特性 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。 电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。 二、电线电缆的主要工艺 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。 1.拉制 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。 2.绞制
铝合金门窗生产工艺
铝合金门窗工艺流程图
铝合金门窗生产工艺 1 范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗的全部组装过程。 2 目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、质量考核提供依据。 3 工艺要求 型材检验 型材进厂后,应根据国家标准GB/T5237-2008《铝合金建筑型材》及合同要求对型材进行检验。 下料 3.2.1 使用设备:设备双头锯、自动角码切割锯。 锯片宜为进口,要求切口应光滑,无明显毛刺 3.2.2 型材备料 应按型材厂商提供的型材代号进行编号,防止下一步加工时出现混乱;并按组角状态确定型材在双头锯上的摆放方法;保证切割同种型材时,摆放方法一致;必要时使用与型材形状相符的垫块。 3.2.3 加工精度 长度:≤2000 mm:±0.3mm 2000~3600 mm:±0.5mm >3600 mm:±1mm 角度:45°:-10′,90°:±10′其它:±10′ 垂直度:± 3.2.4 角码下料长度应比所配用的型材腔室小~0.4mm。 3.2.5 检验量具 检测平台、钢卷尺、万能角度尺、宽座角尺、塞尺、游标卡尺 杆件加工 3.3.1 使用设备、工具:钻模、冲模、端铣机、钻铣床、仿形铣 3.3.2 加工工艺要求:
a) T型接头端铣:使用端铣机,加工精度:(+0 ,–) b) 排水孔: 框:加工部位:底部窗框和中横框,距角部75mm。要求:最少两个,相邻排水孔间距最大600mm。排水孔尺寸5×34mm;要加工的边框和中 横框分开放置;中间排水孔要划线;内开窗框铣掉中心胶条装配槽 和扣条卡槽室外侧;固定扇底部杆件,玻璃槽内,排水孔错开80mm; 冲模润滑。 扇:加工部位:排水孔:扇下梃;通风孔:扇边梃上部。排水孔间距最大600mm。 c) 扇传动槽豁口:上下左右杆件角部传动槽 d) 扇执手孔及其它功能孔:使用仿形铣或冲模、钻铣床。具体要求见图纸。组角 3.4.1 使用设备、工具:注胶枪、胶盘、刷子、挤角机 3.4.2 用硬木或硬塑料去除型材切割面的毛刺;不宜使用刀片或其他锐利的金属物品,并用适宜的清洗剂清洁杆件端部。 3.4.3 用胶盘和刷子蘸组角胶(米色或无色),涂于待组角的两个杆件之一的端面。组角胶的颜色可根据型颜色要求加调色剂调色。 3.4.4 插入组角件,若有必要组窗扇时还要插入组角钢片,组门框和门扇时,先在外腔注入组角胶,插入外腔组角件,对齐。 3.4.5 将杆件按组角要求放置在挤角机上,校正高低差(以无明显手感为度,即小于±0.1 mm)和装配间隙(以眼观不明显为度,即小于±0.2 mm),挤角。3.4.6 将接缝处渗出的组角胶,在其未干时,用清洗剂清除。 3.4.7 使用注胶枪向注胶孔内注胶,直至有胶冒出。 3.4.8 3.4.9 组角后应静止放置至少6小时,再进行下一步工序,保证胶完全干透。 拼中横/竖框 3.5.1 使用设备、工具:注胶枪、铁锤、销钉冲、手枪钻、气螺刀 3.5.2 使用T型接头拼接: a) 按加工图尺寸要求切割T型接头型材。用硬木去除型材切割面的毛刺; 不宜使用刀片或其他锐利的金属物品。 b) 按图要求在中横/竖框端部打销钉孔。用清洗剂清洁端铣部位。
电缆生产工艺操作规范
电缆生产工艺流程图 1.1产品型号:VV 、VLV 、ZR-VV 、ZR-VLV ……以及阻燃型并包含类似的协议产品 1.1.1执行标准:GB/T12706-2002、GB/T19666-2005。 (单芯) △△○△△○△△△△ * (实芯) (Cu 、A1)(N 2) (PVC )(填充料、包带)(PVC )(油墨)(包材) 产品型号:YJV 、YJLV 、YJY 、YJLY ……以及阻燃型并包含类似的协议产品 1.1.2执行标准:GB/T12706-2002、GB/T19666-2005。 (单芯) △△○△△○△△△△△ * (实芯) (Cu 、A1)(N 2) (XLPE )(填充料、包带)(PVC 、PE )(油墨)(包材) 产品型号:VV22、VLV22、VV32、VLV32……以及阻燃型并包含类似的协议产品。 1.1.3执行标准:GB/T12706-2002、GB/T19666-2005. 1.1.4 △△○△△○△△△△△ * (实芯) (Cu 、A1)(N 2) (PVC )(填充料、包带)(钢带或钢丝)(PVC )(油墨)(包材) 产品型号:N-VV 、N-VV22、N-VV32……以及类似的协议产品 1.2执行标准:GB/T19666-2005、GB/T12706-2002。 (单芯) △△○△△△○△△△△△ * (实芯) (Cu )(N 2) (云母带)(PVC )(填充料、包带)(钢带或钢丝)(PVC)(油墨)(包 材) 产品型号:YJV22、YJLV22、YJV23、YJLV23、YJV33、YJLV33、YJV32、YJLV32。 1.2执行标准:GB/T12706-2002、GB/T19666-2005 1.2.1 (单芯) △△○△△○△△△△△△ * (实芯) (Cu 、A1)(N 2) (XLPE )(填充料、包带)(钢带或钢丝)(PVC 、PE)(油墨)(包材) 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 包带 成缆 铠装 配盘 绝缘 护套 拉丝 韧炼 绞线 绝缘 成缆 铠装 配盘 交联 护套 交联 铠装
电线电缆生产加工工艺流程
电线电缆生产加工工艺 流程 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
电线电缆生产加工工艺流程 1.单芯安装线 1、导体→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2.护套安装线 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 3.特种单芯安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 4.特种护套安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 5.补偿导线或补偿电缆。 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→绝缘注塑→耐压试验→合并屏蔽编织→护套注塑→检验合格→成卷包装→出厂 3、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并屏蔽编织→护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 6.电力电缆 1、导体→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂
7.特种电力电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 8.高压电力电缆 1、导体→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 9.特种硅橡胶高压电缆 导体→导体绞线→高压硅橡胶绝缘→耐压试验→成缆或加钢铠→硅橡胶护套→检验合格→成盘包装→出厂 10.控制电缆 导体→绝缘注塑→耐压试验→成缆或加屏蔽→护套注塑→检验合格→成盘包装→出厂11.特种控制电缆 导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 12.计算机电缆 1、导体→绝缘注塑→耐压试验→对绞→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 2、导体→绝缘注塑→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 13.特种计算机电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 14.变频器电缆(特种)
光纤光缆生产工艺流程
光纤光缆制造工艺及设备 重点内容:原料提纯工艺、预制棒汽相沉积工艺、拉丝工艺、套塑工艺、余长形成、松套水冷、绞合工艺、层绞工艺 难点: 汽相沉积工艺参数确定、拉丝环境保护、余长的控制、梯度水冷的控制、绞合参数的选择 主要内容: (1)光纤制造工艺 (2)缆芯制造工艺(成缆工艺) (3)护套挤制工艺
成品光缆 图5-0-1光纤光缆制造工艺流程图 通信用光纤是由高纯度SiO2与少量高折射率掺杂剂GeO2、TiO2、Al2O3、ZrO2和低折射率掺杂剂SiF4(F)或B2O3或P2O5等玻璃材料经涂覆高分子材料制成的具有一定机械强度的涂覆光纤。而通信用光缆是将若干根(1~2160根)上述的成品光纤经套塑、绞合、挤护套、装铠等工序工艺加工制造而成的实用型的线缆产品。在光纤光缆制造过程中,要求严格控制并保证光纤原料的纯度,这样才能生产出性能优良的光纤光缆产品,同时,合理的选择生产工艺也是非常重要的。目前,世界上将光纤光缆的制造技术分成三大工艺. 5.0.1光纤制造工艺的技术要点: 1.光纤的质量在很大程度上取决于原材料的纯度,用作原料的化学试剂需严格提纯,其金属杂质含量应小于几个ppb,含氢化合物的含量应小于1ppm,参与反应的氧气和其他气体的纯度应为6个9(99.9999%)以上,干燥度应达-80℃露点。 2.光纤制造应在净化恒温的环境中进行,光纤预制棒、拉丝、测量等工序均应在10000级以上洁净度的净化车间中进行。在光纤拉丝炉光纤成形部位应达100级以上。光纤预制棒的沉积区应在密封环境中进行。光纤制造设备上所有气体管道在工作间歇期间,均应充氮气保护,避免空气中潮气进入管道,影响光纤性能。 3.光纤质量的稳定取决于加工工艺参数的稳定。光纤的制备不仅需要一整套精密的生产设备和控制系统,尤其重要的是要长期保持加工工艺参数的稳定,必须配备一整套的用来检测和校正光纤加工设备各部件的运行参数的设施和装置。以MCVD工艺为例:要对用来控制反应气体流量的质量流量控制器(MFC)定期进行在线或不在线的检验校正,以保证其控制流量的精度;需对测量反应温度的红外高温测量仪定期用黑体辐射系统进行检验校正,以保证测量温度的精度;要对玻璃车床的每一个运转部件进行定期校验,保证其运行参数的稳定;甚至要对用于控制工艺过程的计算机本身的运行参数要定期校验等。只有保持稳定的工艺参数,才有可能持续生产出质量稳定的光纤产品。 5.0.2光缆缆芯制造工艺的技术要点: 每种光缆都有自己的生产工艺,因为它们之间存在着不同的性能要求和结构型式,所以各部分材料不尽相同,结构方面存在差异。故生产过程中都有自己的生产工艺流程。但是各种光缆的基本制造工艺流程是基本相同的。成缆工艺首先要做两方面的准备并应注意这样几点技术要点: (1)选择具有优良传输特性的光纤,此光纤可以是单模光纤也可以是多模光纤,并对光纤施加相应应力的筛选,筛选合格之后才能用来成缆; (2)对成缆用各种材料,强度元件,包扎带,填充油膏等进行抽样检测,100%的检查外形和备用长度,同时,按不同应用环境,选择专用的成缆材料。 (3)在层绞结构中要特别注意绞合节距和形式的选择,要合理科学,作到在成缆、?设和使用运输中避免光纤受力。 (4)在骨架式结构中注意光纤置入沟槽时所受应力的大小,保证光纤既不受力也不松驰跳线。 (5)中心管式结构中特别注意中心管内部空间的合理利用,同时注意填充油膏的压力与温度的控制。 5.0.3光缆外护套挤制工艺的技术要点 根据不同使用环境,选择不同的护套结构和材料,并要考虑?设效应和老化效应的影响。在挤制内外护套时,注意挤出机的挤出速度、出口温度与冷却水的温度梯度、冷却速度的合理控制,保证形成合理的材料温度性能。对于金属铠装层应注意铠装机所施加压力的控制。
电线施工工艺流程及施工标准
电线的施工是整个电路施工中的重中之重,电线的铺设决定着整个电路的安全与否以及使用的方便性、合理性等,所以布线的施工工艺必须一丝不苟,严格按照规定的施工标准来施工,否则有可能引起整个电路的瘫痪。下面是装酷网为大家提供的电线施工工艺流程及施工标准,可以作为电路施工中的参考标准。 一、施工准备 1、材料要求 线管:现在最常用的线管是中财PVC-U绝缘阻燃电工套管(215轻型),有4分管(16mm)和6分管(20mm)两种规格。一般来说,可以用4分管,为了牢固,辰歌规定地面走线全部使用6分管。 电线:电线最常用的就是熊猫电线了,但要注意防伪。一般防伪标志的背面印有防伪编码,材料进场时,用户可拨打电话查询真伪。但由于白色、灰色、黑色单芯线为不常用产品,所以出厂时外包装上无防伪密码查询,建议选购其他颜色的,以便进行真伪鉴别。? 2、设计确认 注意浴霸、照明、镜前灯的位置;确认电话、电源等的数量和位置;确定房间内床铺、衣柜、书桌等家具的定位,插座及双联的位置和数量。 二、施工流程 1、交底放线 项目经理要对工人进行技术交底,再由工人师傅根据设计要求放线,开槽宽度50mm。放线要精确到位,无缺漏。? 2、拆除原有电线及开关插座 将原有线管、电线、开关插座全部换为品牌产品。原有电线的质量不能保证,导电性差,甚至可能有发生漏电、火灾的危险。新旧电线不能混用,因其电阻不同,易出现线路故障。 3、开槽钻孔 根据施工现场实际的放线位置进行开槽,开槽时应注意开槽深度。因为上面必须灌入水泥沙浆,所以深度必须高于管径。顶面不能开槽,如顶面无吊顶,又需要走线(如飘窗),应在顶面浅浅地凿开线槽,电线用薄线管包好,再在槽内固定。过墙和过梁的地方需要钻孔,钻孔时的孔径、孔距一般为100mm;电线和水管不能走一个孔。 4、布管 根据在施工现场开设的沟槽进行布排管,在有水房间进行布排管时电管应布设在墙上、顶上。强弱电线不允许走厨房、卫生间阳台的地面。 墙面管道的布置应平顺竖直,尽量不要有弯折的地方。如有弯折,转弯处不应有明显的折痕。强弱电的间距必须大于等于150mm,以防止电缆信号不清晰。煤气管和电管的距离不能小于150mm。
电线电缆制造的基本工艺流程
电线电缆制造的基本工艺流程 电线电缆常用的铜、铝杆材,在常温下,利用拉丝机通过一道或数道拉伸模具的模孔,使其截面减小、长度增加、强度提高。拉丝是各电线电缆公司的首道工序,拉丝的主要工艺参数是配模技术。2.单丝退火 铜、铝单丝在加热到一定的温度下,以再结晶的方式来提高单丝的韧性、降低单丝的强度,以符合电线电缆对导电线芯的要求。退火工序关键是杜绝铜丝的氧化、3.导体的绞制 为了提高电线电缆的柔软度,以便于敷设安装,导电线芯采取多根单丝绞合而成。从导电线芯的绞合形式上,可分为规则绞合和非规则绞合。非规则绞合又分为束绞、同心复绞、特殊绞合等。 为了减少导线的占用面积、缩小电缆的几何尺寸,在绞合导体的同时采用紧压形式,使普通圆形变异为半圆、扇形、瓦形和紧压的圆形。此种导体主要应用在电力电缆上。4.绝缘挤出塑料电线电缆主要采用挤包实心型绝缘层,塑料绝缘挤出的主要技术要求:4. 1.偏心度:挤出的绝缘厚度的偏差值是体现挤出工艺水平的重要标志,大多数的产品结构尺寸及其偏差值在标准中均有明确的规定。4. 2.光滑度:挤出的绝缘层表面要求光滑,不得出现表面粗糙、烧焦、杂质的不良质量问题、4. 3.致密
度:挤出绝缘层的横断面要致密结实、不准有肉眼可见的针孔,杜绝有气泡的存在。5.成缆 对于多芯的电缆为了保证成型度、减小电缆的外形,一般都需要将其绞合为圆形。绞合的机理与导体绞制相仿,由于绞制节径较大,大多采用无退扭方式。成缆的技术要求:一是杜绝异型绝缘线芯翻身而导致电缆的扭弯;二是防止绝缘层被划伤。 大部分电缆在成缆的同时伴随另外两个工序的完成:一个是填充,保证成缆后电缆的圆整和稳定;一个是绑扎,保证缆芯不松散。6.内护层 为了保护绝缘线芯不被铠装所疙伤,需要对绝缘层进行适当的保护,内护层分:挤包内护层(隔离套)和绕包内护层(垫层)。绕包垫层代替绑扎带与成缆工序同步进行。7.装铠敷设在地下电缆,工作中可能承受一定的正压力作用,可选择内钢带铠装结构。电缆敷设在既有正压力作用又有拉力作用的场合(如水中、垂直竖井或落差较大的土壤中),应选用具有内钢丝铠装的结构型。8.外护套 外护套是保护电线电缆的绝缘层防止环境因素侵蚀的结构部分。外护套的主要作用是提髙电线电缆的机械强度、防化学腐蚀、防潮、防水浸人、阻止电缆燃烧等能力。根据对电缆的不同要求利用挤塑机直接挤包塑料护套。
光纤制造工艺
光纤制造工艺 郭克俊 1231410007 【摘要】光线的制造工艺包括光纤原料制备及提纯、光纤预制棒熔炼及表面处理、拉丝及一次涂覆、光纤张力筛选及着色、二次涂覆五步。其中SiO2光纤预制棒的制造工艺是光纤制造技术中最重要、也是难度最大的工艺,传统的SiO2光纤预制棒制备工艺普遍采用气相反应沉积方法。尽管利用气相沉积技术可制备优质光纤预制棒,但是气相技术也有其不足之处,如原料昂贵,工艺复杂,设备资源投资大,玻璃组成范围窄等。为此,人们经不断的艰苦努力,终于研究开发出一些非气相技术制备光纤预制棒。溶胶-凝胶法是一种非气相沉积技术,最具发展前途。 【关键词】 光纤 预制棒 溶胶-凝胶法 通信用光纤是由高纯度SiO 2与少量高折射率掺杂剂GeO 2、TiO 2、Al 2O 3、ZrO 2和低折射率掺杂剂SiF 4(F)或B 2O 3或P 2O 5等玻璃材料经涂覆高分子材料制成的具有一定机械强度的涂覆光纤。而通信用光缆是将若干根(1~2160根)上述的成品光纤经套塑、绞合、挤护套、装铠等工序工艺加工制造而成的实用型的线缆产品。在光纤光缆制造过程中,要求严格控制并保证光纤原料的纯度,这样才能生产出性能优良的光纤光缆产品,同时,合理的选择生产工艺也是非常重要的。其制造工艺流程如下图所示: 光纤制造工艺流程 由图可知,光纤的制造工艺主要有光纤原料制备及提纯、光纤预制棒熔炼及表面处理、拉丝及一次涂覆工艺、光纤张力筛选及着色工艺、二次涂覆工艺五步。其中SiO2光纤预制棒的制造工艺是当今光纤制造技术中最重要、也是难度最大的工艺。 先将经过提纯的原料制成一根满足一定性能要求的玻璃棒,称之为“光纤预制棒”或“毌棒”。光纤预制棒是控制光纤的原始棒体材料,组元结构为多层圆柱体,它的内层为高折射率的纤芯层,外层为低折射率的包层,它应具有符合要求的折射率分布型式和几何尺寸。传统的SiO2光纤预制棒制备工艺普遍采用气相反应沉积方法。目前最为成熟的技术有四种: 美国康宁公司在1974年开发成功,1980年全面投入使用的管外气相沉积法,简称OVD 法(OVD -Outside Vaper Deposition ); 美国阿尔卡特公司在1974年开发的管内化学气相沉积法,简称MCVD 法(MCVD -Modified Chemical Vaper Deposition ); 日本NTT 公司在1977年开发的轴向气相沉积法,简称VAD 法(VAD -Vaper Axial Deposition ); 荷兰菲利浦公司开发的微波等离子体化学气相沉积法,简称PCVD 法(PCVD -Plasma Chemical Vaper Deposition )。 尽管利用气相沉积技术可制备优质光纤预制棒,但是气相技术也有其不足之处,如原料光纤原料制备及提质量检测与控制 光纤预制棒熔炼及表面合格光纤 拉丝及一次涂覆工二次涂覆 工艺 光纤张力筛选及着色工