FANUC 刀具寿命管理
FANUC 刀具壽命管理設定說明
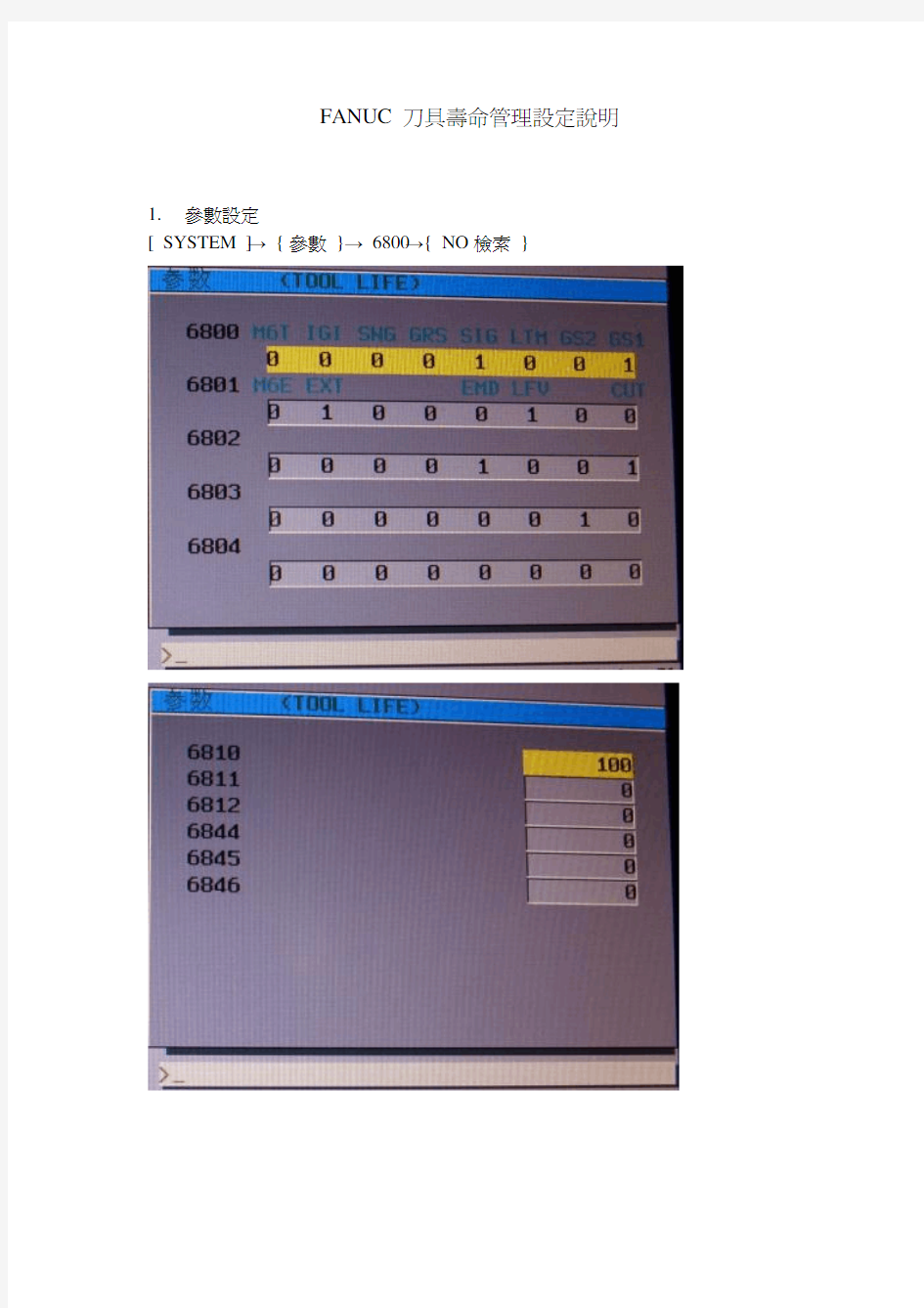
1.參數設定
[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}
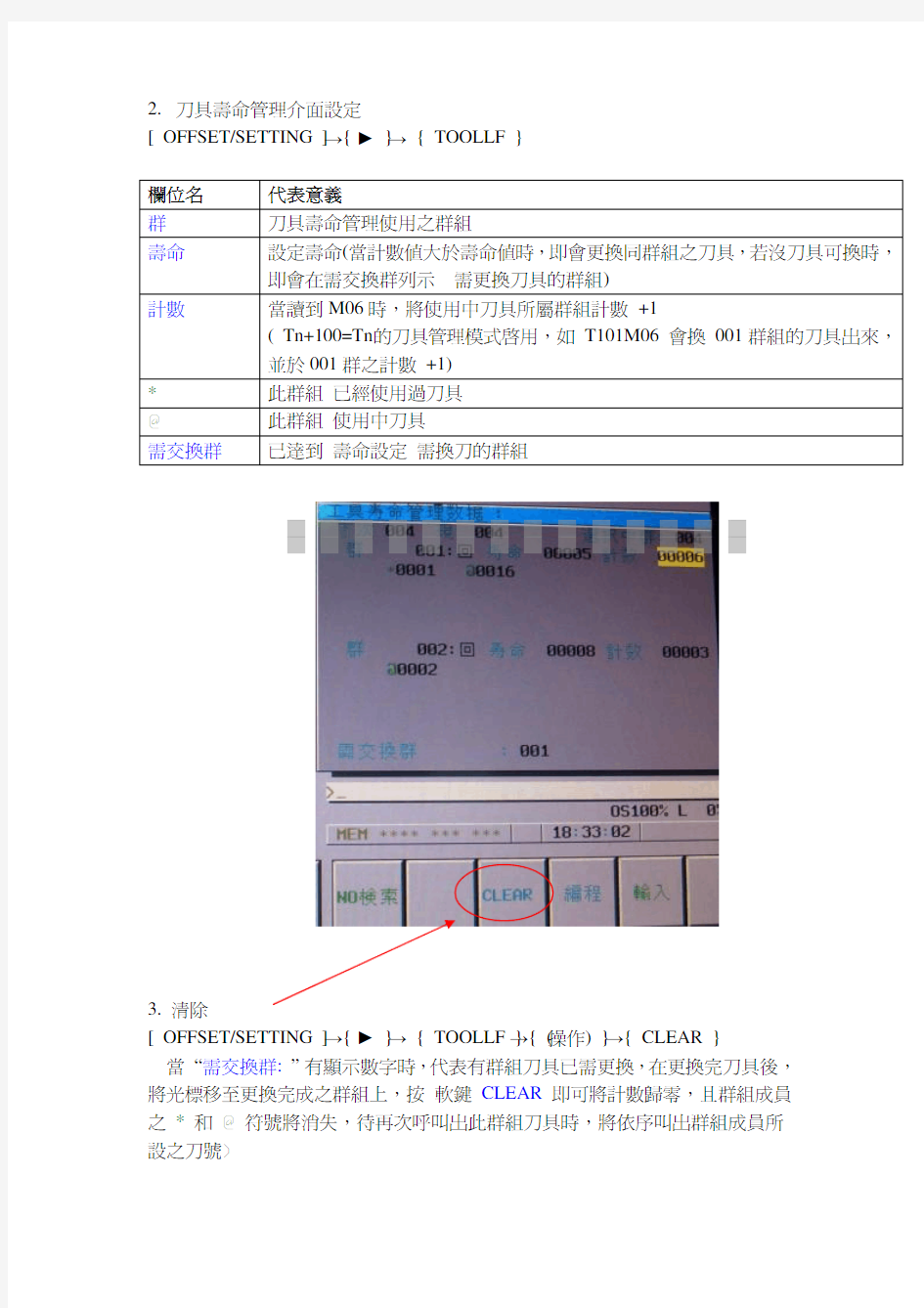
2.刀具壽命管理介面設定
[ OFFSET/SETTING ] →{ ? }→ { TOOLLF }
欄位名代表意義
群刀具壽命管理使用之群組
壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)
計數當讀到M06時,將使用中刀具所屬群組計數+1
( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,
並於001群之計數+1)
* 此群組已經使用過刀具
@此群組使用中刀具
需交換群已達到壽命設定需換刀的群組
3. 清除
[ OFFSET/SETTING ] →{ ? }→ { TOOLLF }→{ (操作) }→{ CLEAR }
當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,
將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員
之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所
設之刀號)
4. 編輯群組內容
[ OFFSET/SETTING ] →{ ? }→ { TOOLLF }→{ (操作) }→{ 編程 }
見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下
畫面
1用次數算
2
用時間算
隸屬於
群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *
且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取
代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用
中刀具
群組: 001
刀具寿命管理办法
精心整理 精心整理 机加刀具寿命管理办法 1. 目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响。 2. 范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3. 职责: 3.1机加车间负责初拟刀具寿命。 3.2善。 3.33.4 4. 4.14.1.14.1.24.24.1.1《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 刀具寿命管理明细表》的变更应按工艺变更程序执行。 寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 现场管理员完成,操作员工不得随意更换刀具。 4.2.3加工中心/钻攻中心等能以程序控制刀具寿命的,按相关程式必须加密或加锁,密码或钥匙由生产线现场管理员掌握,不得随意泄漏。
精心整理 精心整理 4.2.4现场管理员在输入刀具寿命时必须严格按照《刀具寿命管理明细表》上刃磨周期栏的规定执行,不得随意提高刀具的预定寿命。确需变更应按程序先变更《刀具寿命管理明细表》。 ,或刀具异常损坏需更换刀具时,刀具更换后,现场管理员应立即修改机床控制面板上该刀具的有关信息(修改刀具更换日期和对刀具实际加工件数进行清零),以确保刀具寿命跟踪有效实施。 现场管理员应将刀具更换情况记录在《刀具更换台帐》上,该记录每月月末交本部门汇总后归档。 4.2.64.2.84.2.9 5.附件1附件25.5.15.2员。 5.3 5.4现场管理员不认真、如实填写和及时上报《刀具更换台账》,按100元/次的标准考核调试员。 5.5《刀具更换台账》的收集和存档管理不良,按100元/次的标准考核现场技术员。 5.6不按上述规定管理外协复磨刀具,按100元/次的标准考核相关责任人。 5.7公司或上级部门查处到上述不良,按对直接责任人考核金额的30%考核车间主任的管理连带责任。
980TDb刀具寿命管理功能使用说明
刀具寿命管理功能使用 1. 刀具寿命管理功能的启用 参数(No.002#0)作为刀具寿命功能是否启用的标志(0-未启用,1-启用),当未启用时,相应的刀具寿命管理界面也不显示。 2. 刀具寿命管理显示界面 刀具寿命管理界面放入 按键中,作为第三个子画面出现,由两个页面组成(按翻页键翻页): 重复按《刀补》键时显示的界面 刀具寿命管理画面(第一页): 刀具寿命管理画面的第一页显示当前所用刀具的寿命管理数据和已定义刀具组的清单。这页主要用来以组为单位监视刀具的寿命数据。某组内每一刀具数据的监视、组号的设定和刀具寿命管理数据在下页中显示。 ⅰ.显示说明 <当前刀具状况> :显示当前正在使用中刀具的寿命管理数据 方式: 显示寿命数据的计数单位(0:分钟/1:次数) 状态: 显示刀具状态(0-未使用,1-使用中,2-寿命到,3-跳跃) <已定义组号> : 只显示所有定义的组号,未定义的组号不显示。反白显示的组号表示该组内所有刀具的寿
命都已达到。 ⅱ.所有已定义数据的删除 在该页面下,按下[取消]+[G]键可删除所有定义的数据(包括组号,组内刀具号及寿命值等)。 刀具寿命管理画面(第二页): 第二页用于设定和显示某刀具组的寿命管理数据,按序号1~8显示。 刀具组号的选择显示有三种方式: i.直接在第二页界面的《刀具组号P》位置输入组号即显示该组刀具寿命数据,如该组不存在,则作为新定 义组号。 新定义组号:22,系统并自动定义第一把刀: ii.在第一页界面的《已定义组号》中移动光标选择组号,翻到第二页时即显示该组内容 iii.在第二页界面显示完当前的组号内容后,继续翻页即显示紧跟后面的组号的内容 3.刀具寿命数据的定义 刀具寿命数据的设置有两种方式:①编写NC程序并运行程序设置,②直接从刀具寿命管理界面输入。 ① 编写NC程序设置 例:
FANUC 刀具寿命管理
FANUC 刀具壽命管理設定說明 1.參數設定 [ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}
2.刀具壽命管理介面設定 [ OFFSET/SETTING ] →{ ? }→ { TOOLLF } 欄位名代表意義 群刀具壽命管理使用之群組 壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組) 計數當讀到M06時,將使用中刀具所屬群組計數+1 ( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來, 並於001群之計數+1) * 此群組已經使用過刀具 @此群組使用中刀具 需交換群已達到壽命設定需換刀的群組 3. 清除 [ OFFSET/SETTING ] →{ ? }→ { TOOLLF }→{ (操作) }→{ CLEAR } 當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後, 將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員 之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所 設之刀號)
4. 編輯群組內容 [ OFFSET/SETTING ] →{ ? }→ { TOOLLF }→{ (操作) }→{ 編程 } 見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下 畫面 1用次數算 2 用時間算 隸屬於 群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 * 且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取 代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用 中刀具 群組: 001
刀具管理制度
刀具管理制度 、目的 规范公司内部刀具采购、刀具领用和刀具返修等管理制度,以降低刀具库存金额风险,减少刀具消耗。 、适用范围 适用于公司各生产车间及相关人员。 、实施细则 ??编制采购计划 ????新产品开发时:在评审阶段,技术质量部将《产品刀具使用清单》发放给各相关部门,并形成文件收发记录,同时将非标刀具电子版的刀具轮廓图发给生产部和采购部,生产部依据产品计划单的数量及标准刀具库存量,制定合理的刀具采购数量,形成月度刀具采购计划,新产品各部分非标刀具建议控制在 件以下。 ????产品变更时:产品结构或加工工艺变更时,技术质量部组织相关部门主管实施变更评审,盘点变更前刀具数量,制定变更前刀具使用计划,明确刀具变更节点,并形成变更后的《产品刀具使用清单》及非标刀具电子版的轮廓图纸,发生产部及采购部,生产部依据产品计划单的数量及标准刀具库存量,制定或调整刀具采购计划数量。 ????量产时:依据生产计划,结合上月仓库管理员的刀具盘存结果,生产部编制月度刀具采购计划,月度刀具采购计划中的非标
刀具必须明确采购刀具的图号,采购计划编制完成后交给仓库管理员会签后,报生产副总经理审批。 ????文件管理员将审批后的月度刀具采购计划分别下发给仓库管理员、生产部和采购部。 ??刀具采购 ????采购部按照月度刀具采购计划在合格供方中选取性价比最高的供应商,发放采购订单。 ????采购部负责协调和跟催刀具的交货期,须保证生产的顺利进行。 ??刀具入厂检验 ????仓库管理员对送货单上的型号、规格、数量是否与采购计划上的型号、规格、数量进行核对,没有采购计划严禁收货。 ????仓库管理员通知品质部对标准刀具和非标刀具进行结构形状、尺寸、精度的验收,必要时,申请技术部相关人员协助验收,验收报告在品质部保管;量产刀具正常采购过程中不再进行结构形状的验收,品质部只对尺寸和精度进行验收。 ????对于验收合格的刀具,仓库管理员进行入库作业,并形成电子台账或者录入管理系统。 ??刀具贮存 ????刀具按照刀具种类、型号、规格整齐放置在对应区域,后进厂的刀具放在下层,保证出库按照先进先出原则,避免刀具生锈、变形等造成质量、精度损失。
机加刀具寿命管理制度
东盛新精密机械有限公司 机加刀具寿命管理制度 1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响 2.范围:机加车间专机、加工中心钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3.职责: 3.1机加车间负责初拟刀具寿命。 3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.刀具寿命管理办法: 4.1刀具寿命相关术语及定义 4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。
4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。 4.1.3正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.1.4异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.1.5特别情况举例说明:当一把刀在一个程序周期中先后加工一个产品的m个部位(如钻孔攻丝等),则刀具寿命等于刀具耐用度与(n+1)以及m三者的乘积。 4.2刀具寿命标准的制定 4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。 4.1.2《刀具寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 4.1.3《刀具寿命管理明细表》的变更应按工艺变更程序执行。4.1.4《刀具寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 4.2.1刀具更换及相关寿命管理的工作由各生产线现场管理员完成,操作员工不得随意更换刀具。 4.2.3能以程序控制刀具寿命的机床,按相关程式必须加密或加锁,密码或钥匙由生产线现场管理员掌握,不得随意泄漏。
刀具管理规定
刀具管理规定
一、刀具考核条例 为了更好的服务于生产,控制刀具成本,特制定此条例。 1.1、单位工时消耗定额: 龙门铣床:8.3元/小时 A1——A8数控铣床:14.8元/小时; B2五轴:11.1元/小时; B1,B3——B8数控铣床:16元/小时; (注:基于 11月— 4月统计数据制定) 1.2、个人超额考核: 当月操作者消耗超出定额的,操作者承担超出定额部分的10%。操作者承担超出定额的上限为150元。 当月程序员产生刀具费用的,按产生费用的3%罚款处理。操作者承担超出定额的上限为150元。 1.3、刀柄考核比例: 刀柄擦伤,能够正常使用的,按刀柄采购价的3%考核;不能够正常使用的,按刀柄采购价的30%考核。同时参照1.7条款进行处理。 1.4、刀具刀体损坏(报废)定性标准以及考核比例: 1.4.1刀具损耗定性: A)自然损耗:指刀具已经超过使用期限或刀具正常磨损,达到报废状态。 B)材质夹砂:指在加工过程中出现材质有夹砂现象。 C)型面小R清角(D10及以下刀具)报废:
D)加工轮廓小R角(D8及以下刀具)报废: E)人为失误:人为失误是指在加工中野蛮使用,误操作等造成的刀具损坏; 1).拐角处刀具不减速运行,刀具折断或崩刃报废; 2).刀具切削参数设置不合理,导致刀具报废; 3).刀具加工硬度较高,或有夹砂的工件时,不注意散热或排屑,导致 刀具损坏; 4).中途未及时更换刀片,导致刀具螺丝拆不下来或刀具损坏的; F)烧焊型面加工:加工烧焊型面; G)淬火轮廓加工:加工淬火后的轮廓; H)凹模套型面加工:加工凹模套型面; I)编程原因:程序错误导致的刀具损耗; J)钳工原因:钳工原因导致的刀具损耗; K)保丽龙原因:保丽龙原因导致的刀具损耗; L)设计原因:设计原因导致的刀具损耗; 1.4.2考核比例:按照刀具折旧后的价值为考核基数。 A)自然损耗:考核比例0%; B)材质夹砂:考核比例20%; C)型面小R清角(D10及以下刀具)报废:考核比例15%; D)加工轮廓小R角(D8及以下刀具)报废:考核比例15%; E)人为失误:考核比例30%; 人为失误是指在加工中野蛮使用,误操作等造成的刀具损坏; 1).拐角处刀具不减速运行,刀具折断或崩刃报废;
刀具寿命管理规定
刀具寿命管理规定 SANY GROUP system office room 【SANYUA16H-
机加刀具寿命管理办法 1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响。 2.范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3.职责: 3.1机加车间负责初拟刀具寿命。 3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.刀具寿命管理办法: 4.1刀具寿命相关术语及定义 4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以n表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。 4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。 4.2刀具寿命标准的制定 4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。 寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 刀具寿命管理明细表》的变更应按工艺变更程序执行。 寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 现场管理员完成,操作员工不得随意更换刀具。
FANUC 刀具寿命管理开通方法
FANUC 刀具寿命管理开通方法 1刀具寿命管理 1.1 0I-MATE-TD/OI-TD 开通参数: 参数设定值意义 8132#01开通刀具寿命管理功能 6813128刀具寿命管理的最大组数 6800#01 每组刀具数量1-2个 6800#11 681190刀具寿命再启动的M代码 0:次数 6800#2 刀具寿命类型指定 1:时间 设定完参数,断电重启,执行以下程序初始化组数:
G10 L3;/登录时删除所有组/ P1L50;/组号1和寿命值50次/ T0101;/1号刀和偏置号01/ …… P8L100;/组号8和寿命值100次/ T0808;/8号刀和8号刀补/ G11; M30; 加工过程中调用刀具程序的格式为: …… T0199;/调用1号组刀具,并且进行寿命计算+1/…… T0899;/调用1号组刀具,并且进行寿命计算+1/…… T0888;/调用8号组刀具,取消8号刀补,使用00刀补,不进行寿命+1/
…… T0301;/调用3号刀1号刀补,不进行寿命计算/ …… M30; 当此程序运行50次之后,1号刀的寿命到达,则CNC 侧发出报警,提示用户更换刀具。 CNC测刀具寿命值的输入更改: 按下MDI面板上【OFS SET】,出现如下画面: 按右侧扩展键【+】,再按下【TL寿命】进入如下画面: 在该画面下按编辑进入如下画面: 移动光标,可以更改需要调用的T代码和对应刀偏值,以及刀具寿命值,按结束退出。 【注】:在程序中执行M02 M30或复位信号之前,只出现一次T0199即没有刀号重复额情况下,可正常刀具寿命计数。若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC处理结束信号)
刀具寿命管理办法
机加刀具寿命管理考核办法 1、目的:跟踪刀具使用寿命,实现刀具定期更换、复磨,减少刀具异常对生产和产品品质的影响。 2、范围:机加专机、加工中心/钻攻中心用刀具。 3、职责:机加现场技术员负责本办法在本部门的有效实施和推行,机加生产线调试员负责生产现场刀具更换和寿命跟踪及记录。 4、管理办法 4.1、刀具寿命标准的制定 4.1.1各部门现场技术员负责生产线《刀具管理明细表》初稿的编制。编制依据是《品质管理表》。 4.1.2《刀具管理明细表》初稿编制完成后送交机加/通机技术部,由机加/通机技术部组织评审,评审定稿之《刀具管理明细表》由机加/通机技术部部长批准并加盖受控章后下发生产线使用,同时存档备案。4.1.3《刀具管理明细表》的变更应按TS16949相关工艺变更程序执行。4.1.4《刀具管理明细表》应悬挂于生产设备上,以便实施刀具寿命的跟踪管理。 4.2、刀具寿命跟踪管理 4.2.1刀具更换及相关寿命管理的工作由各线调试员完成。员工不得随意更换刀具。 4.2.3机床刀具寿命的相关程式必须加密或加锁,密码或钥匙由该生产线调试人员掌握,不得随意泄露。 4.2.4调试员在输入刀具寿命时必须严格按照《刀具管理明细表》上复磨周期栏的规定执行,不得随意提高刀具的预定寿命。确需变更应按程序先
变更《刀具管理明细表》。 4.2.4因刀具加工件数到预设之刀具寿命后,机床发出刀具报警信号,并自动 停机,或刀具异常损坏需更换刀具时,刀具更换后,调试员应立即修改机床控制面板上该刀具的有关信息(修改刀具更换日期和对刀具实际加工件数进行清零),以确保刀具寿命跟踪有效实施。 4.2.5刀具更换后,调试员应将刀具更换情况记录在《刀具更换台帐》上,该 记录每月月末交本部门现场技术员汇总后归档。 4.2.6更换下来需外协复磨的刀具,由调试员装入专用的纸袋内,并将该刀具 名称、生产线名、工序名、刀具编号、已加工件数等信息通过条码的方式记录,该刀具的条码应张贴在纸袋外。 4.2.7由供应部负责刀具的外协复磨管理,并负责刀具和对应的贴有条码信息 的纸袋对应正确,防止信息失真。 4.2.8复磨后刀具由供应部返回生产车间后,生产线调试员应建立专用刀具柜定置管理。 4.2.8复磨后重新上机使用的刀具,调试员应根据复磨情况重新设定和输入复 磨刀具的寿命标准,原则上不得高于新刀的复磨周期。 5考核办法 5.1、操作员工私自更换实施刀具寿命管理的刀具,或私自进入刀具管理程序修改有关刀具信息者,按100元/次的标准考核操作员工。 5.2、机床刀具管理密码泄露或钥匙管理不善等,按50元/次的标准考核调试员。 5.3、调试员不按〈刀具管理明细表〉的规定输入刀具寿命,以及刀具更换时不如实修改机床上刀具寿命管理的相关信息,按100元/次的标准考核调
刀具管理系统
Smart Crib 刀具管理系统 系统概述 Smart Crib 是北京兰光创新科技有限公司集国外先进的刀具管理理念与国内用户的具体需要相结合而研制开发的刀具管理平台。Smart Crib 刀具管理系统具有完善的数据库管理功能,能够非常灵活、高效地对不同生产厂家、不同类型的刀具进行多库房管理,规范的出入库操作,智能的组合刀具拆装,丰富的库存统计等各种强大的功能,Smart Crib 刀具管理系统完全可以满足各类机械企业对刀具管理的各种需求。 Smart Crib 采用目前最前沿的B/S 架构,充分利用Internet 技术,实现网络内刀具信息共享,网络内任意一台计算机无需任何配置均可通过浏览器登录系统,并获得自己需要的刀具信息。人性化的设计理念、友好的人机对话界面及强大的管理功能,Smart Crib 刀具管理系统可以让您轻松获得刀具的最优资源配置,有效地降低生产中的刀具成本,并在最短时间内完成刀具准备,明显地提高机床的利用率。 主要模块 ?系统管理(用户管理,运行日志,数据远程备份,系统初始化,车间维护,系统维护); ?标准数据维护(参考数据定义,刀具定义,组装刀具定义,刀具包定义); ?刀柄管理(刀柄新购、出入库、报损管理、多功能查询); ?附件管理(附件新购、出入库、报损管理、多功能查询); ?组合刀具管理(组合刀具组装、借出、改装、拆卸、多功能查询); ?贵重刀具管理(贵重刀具新购、出入库、打磨维修、报损、维修入库,刀具寿命管理); ?量具管理(量具新购、出入库、校测、报损管理、多功能查询); ?夹具管理(新购/新做、出入库、报损管理、多功能查询); ?非标刀具设计(非标刀具的设计、审批、及出入库、报损管理、多功能查询); ?库房预警、自动订货功能; ?报表管理(附件类报表模块、刀柄类报表模块、贵重刀具类报表); ?友情连接;
刀具管理规定
目的: 为规范公司的刀具的管理和使用,控制刀具耗用成本,制定本规定。 2、适用范围: CNC加工所有耗用刀具。 3、定义: 耗用刀具:可换式刀具的刀片、钻头、立铣刀、丝攻、成型刀具、白(钨)钢棒、手磨刀等被领用消耗的刀具等。 技术主任:包括生产技术主任、样品组长及工程研发现场生产主要负责人。 4、指导文件: 《工量具管理规定》(PWWI/GL-06-03-01-02) 5、职责: 技术主任或配刀技术员负责对刀具请购, 各部门负责人审核, 刀具主管批准;采购课统一进行集中采购。 刀具仓库管理员负责各种刀具的登记、保管和收发,对每班刀具的使用情况及时录入ERP,并及时向刀具主管对安全库存刀具提出请购。 采购课严格按《供方管理程序》对刀具供应商进行开发、评审和监控,以确保所采购刀具的质量和性价比,并负责给刀具主管提供刀具的价格。 技术主任负责领料单的签核,并对以旧换新的旧刀具的使用情况进行判定。 工程课负责《调机指导书》的制定,及成型刀具(包括外购和自制刀具)出图。 磨刀技师负责对刀具的磨制。 品保课负责刀具检验。 配刀技术员负责按《调机指导书》给现场配刀,并负责对入库刀具的数量和外观进行检验。 财务课负责对当月各部分刀具的使用成本进行核算. 6、内容 刀具的采购。 6.1.1 采购需求:由技术主任根据生产需求提出申请(安全库存由刀具仓库管理员或配刀技术员提出申请),刀具请购单由刀具主 6.1.2 采购执行:采购部接到刀具请购单后按采购程序规定进行外购,并于1个工作日内回复刀具主管交期,如不回复,视为在请购单要求日期内购回。对外购成型刀具,采购部应要求供应商提供相应的合格证明。 6.1.3 接收: 6.1.3.1 刀具购回后,采购员将送货单和刀具一起送至刀具仓库,送货单上须注明采购单号和每种刀具的项目号,送货单上的项目名称须和公司的项目名称一致,如不一致,采购员须注明,否则刀具仓库有权拒收。刀具进仓后,由配刀技术员对刀具进行数量和外观及部分能检测尺寸进行检验(品保课给予配合),并填写好《刀具入库验收单》交刀具主管核准。(刀具验收单一式两份,一份配刀技术员存档,一份由刀具仓管员随送货单一起送财务。) 6.1.3.2 6.1.3.2验收合格的刀具,刀具仓库管理员须对实物与数量进行核对并及时将其分类
刀具寿命管理
刀具壽命管理相關設定 系統參數:0ic系列8132#0設 1 其它系列9932#4設1 相關使用參數:6800設10000000 6801設01001000 6802設00000001 6804設00000100 6810設100 刀具壽命功能開啟時,在OFFSET SETTING 畫面下會有TOOL LIFE管理選項。 最初使用時須使用G10L3 指令宣告群組數及群組內的刀號,詳細的使用方法可參照操作說明上 第一卷第十章程式製作篇10.2刀具壽命管理。 在Tool Life 管理選項內你可以隨意更改計數,壽命,及刀具狀態除此之外增加群組或群組內的刀都必須使用指令來宣告,詳細說明可參照操作說明書上第一卷第十章操作篇10.2.1-10.2.2 刀具壽命管理數據及紀錄.改變和刪除刀具管理壽命數據。刀具壽命究竟 是用時間表示(分鐘)還是用次數表示,由參數LTM(No.6800#2)設定。 刀具壽命最大值如下: 用分鐘表示:4300(分鐘) 用次數表示:9999(次) 參數說明: 6800#0#1:GS1 & GS2 在設定可用群組數量及單一群組內可設的刀數。 M系列T系列 GS1 (No.6800#0) GS2 (No.6800#1) 刀具組數刀具數刀具組數刀具數 0 0 1~16 1~64 1~16 1~32 1~16 1~16 1~16 1~32 0 1 1~32 1~128 1~8 1~16 1~32 1~32
1~8 1~16 1 0 1~64 1~256 1~4 1~8 1~64 1~64 1~4 1~8 1 1 1~128 1~512 1~2 1~4 1~16 1~128 1~16 1~4 下一行表示刀具壽命管理組數512 組(M 系列),或刀具壽命管理組數128 組(T 系列)有選項時的值。 6800#2:LTM設定刀具壽命計數的方法 0:以換刀次數作計數 1:以加工時間作計數 PS:用時間計數可用參數6801#5來改變計數時間 6800#7:M6T指令MCODE與TCODE同單節時 0:判斷為TCODE之後號碼 1:判斷為下一個刀具群組指令 6801#0:CUT刀具壽命管理使用切削距離 0:不執行(一般設為0) 1:執行 6801#1:TSM當刀具有相同的刀具號碼 0:刀具壽命計數反應在相同刀號上 1:刀具壽命計數反應在正在使用刀上 6801#3:EMD刀具壽命到達標記(*)執行時機 0:當下一把刀呼叫時 1: 刀具壽命到達後即標記 6801#5:EIS刀具壽命以時間量測時的基礎單位 0:每四秒計數一次 1:每秒計數一次 6801#6:EXT指定是否使用刀具壽命管理功能 0:不使用 1:使用
刀具寿命管理功能
刀具寿命管理功能 车床测试 1、开相关参数:P6800.2(0:依次数,1:依时间),软操作面板的SIGNAL2(TOOLLIFE) 设为ON,K1.7=0 2、编写程式: O0001 G10 L3;\设定刀具寿命数据开始\ P01 L2; \P为组号,01为第一组,L为次数或时间\ T0100; \01为刀具号码,00为道具偏置号\ T0101; T0103; | | | P02 L3; \第二组\ T0200; T0202; T0204; | | | G011; \设定刀具寿命数据结束\ M30; \程序结束\ 加工程序中的指令:T0199; \呼叫第一组的刀具\ T0299; \呼叫第二组刀具\ 3、刀具寿命到达时,程序会继续执行,直到程式结束才会出现“TOOL LIFE MANAGE”报 警。 4、测试实例,以车床为例: A、开所有的参数(其中6800.2=0) B、编写一个简单的程式:编辑状态下, O0001(不能和原有的程序号码冲突) G10 I3; P01 L2; T0100; T0300; T0500; P02 L2; T0200; T0401; T0600; M30(M02); C、自动状态,执行程序,执行后,所有的数据放在TOOL LIFE 画面下,但出现报警,复 位即可。 呼叫刀具寿命管理程式:单动状态下(也可在编辑状态下),
T0199; T0299; M30(M02); 单节执行直到T06刀具寿命到达,执行完程式,出现“TOOL LIFE MANAGE”报警,测试完成。 D、要消除报警可在TOOL LIFE 画面按CLEAR 键,选择EXEC 即可清除已有的寿命计数,报警也就消除了。
刀具寿命管理规定
刀具寿命管理规定集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-
1目的 为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。 2适用范围。 2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。 3职责 3.1机加车间负责初拟刀具寿命。 3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4术语及其定义。 4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。 4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.4刀具寿命设定:铣刀,车刀,加工数量件,丝锥加工数量为. 4.5刀具状态 5寿命统计及其方法 5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。至刀具损坏止所有的加工产品数为该刀具使用寿命。 5.2新刀使用统计为:领用加工至损坏止所有的加工数量。 5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。 5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。 5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
刀具寿命管理
鼎邦机刀具寿命管理功能使用方法 ----------深圳市合美特精密五金有限公司 注意: 此说明只能应用在鼎邦机器上;使用其它机器用此方法管控刀具寿命,将会造成严重后果。 前言 因为刀具寿命管理功能为新代系统的附加功能,需要使用此功能需要向新代系统厂家购买,设备厂商为控制成本,一般都不会启用此功能。下文中的内容,是非常规使用此功能的方法,过程稍有繁琐,功能也很单一,结合我们公司的实际情况,基本能够满足使用要求。 正文 一、首先找到每把刀具当前寿命所对应的系统变量号,下表是T0101----T0115刀具的对照表
二、加工程式中在刀具加工完成后,通过对当前刀具的当前寿命所对应的系统变量进行自加一运算,记录所对应刀具的调用次数来实现刀具寿命管理功能。具体使用方法见以下例程。 例程 G54 N1M8 T0101M3S2500G98 G0X-20.50 G0Z-2.34 G0X-20.50 G0Z-1.1 G3X-10.5Z0.15R0.3F555 G1X-9.0F555 G0Z30 @12113:=@12113+1 // T1加工完成,对当前寿命对应的系统变量自加一 M1 N2M8 T0102M3S1400G98 G0X0. G0Z0.5 G83Z-6.0Q1200R0.2F555 G0Z30.0 @12123:=@12123+1 // T2加工完成,对当前寿命对应的系统变量自加一 M1 N3 T0103M3S2500G0X10.5 G99Z0.5 G1Z-2.5F555 G0U-0.3 G0Z30. @12123:=@12133+1 // T2加工完成,对当前寿命对应的系统变量自加一 M30
刀具寿命管理规定(含表格)
刀具寿命管理规定 (IATF16949-2016/ISO9001-2015) 1.0目的 为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。 2.0适用范围。 2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。 3.0职责 3.1机加车间负责初拟刀具寿命。 3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.0术语及其定义。 4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。 4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.
4.5刀具状态 5.0寿命统计及其方法 5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。至刀具损坏止所有的加工产品数为该刀具使用寿命。 5.2新刀使用统计为:领用加工至损坏止所有的加工数量。 5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。 5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。 5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。 5.6更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》. 5.7更换后刀具需要由生产部班长级以上的相关人员统一鉴定评审,评审后刀具分为报废、可再利用或返修等,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。 6.0相关表格 6.1《刀具寿命管控记录表》
刀具寿命估算
刀具使用寿命的估算 在制定项目工作中,常常要对刀具使用寿命做一个估算,将此作为预算、规划的参考依据。通常应该对相同行业,相同产品类似加工形式刀具消耗情况调查和了解,依此作为基础,进行成熟度、准确性评估后,做出本企业相应刀具寿命的预定值。 但因种种原因,很多时候希望用更直接的形式,得到刀具寿命数据。 在机械加工专业理论学科内,通常用泰勒(F.W.Taylor)公式来表示刀具耐用度(T)与线速度(V)之间的关系。 VT m=C1 称为T-V关系式,不同的工件材料、不同的刀具材料、不同的切削条件有不同的系数和指数。可以再双双曲线坐标系内划出不同的刀具耐用度关系图表,叫做T-V图。同样,还有T与f(进给量),ap(切深)的关系式、图表。 泰勒公式被用在课堂上合实验室内,很少有在工厂使用。工厂习惯用估算的方法来得到刀具耐用度,或者叫刀具使用寿命。 一般有以下几种估算方法: 1.按切削时间计: 金属切削刀具行业内,以刀具寿命15分钟来推荐切削线速度。在实际使用时,一般取刀具品牌制造厂推荐值的75%,此时刀具寿命约为60分钟。 一个刀刃可加工工件数量可按下式估算: N=(19100XVXf)/(DXh) 式中: N - 刀具寿命,可加工工件数,单位:个 V –刀具选用切削线速度,单位:米/分钟 f –加工时的进给量,单位:毫米/转 D –被加工件工件直径,单位:毫米 h - 加工长度,毫米 例:车削一个直径50毫米的工件,长度100毫米,刀具制造厂推荐线速度200米/分钟,预定刀具切削时间寿命T=60分钟,实际使用线速度150米/分钟,进给量0.1毫米/转,估算刀具寿命: N=(19100X150X0.1)/(50X100)=57.3 即,按上述条件计算,每刃可加工57个工件。 2.以切削距离计: 切削距离是指,假设一个刀刃,在一个非常大的工件上连续不断地按一定的速度切削,这把刀从开始到失效所走过的路程全长,称为切削距离寿命。用L来表示。 一个刀刃可加工工件数量可按下式估算: N=(318300XLXf)/(DXh)
刀具寿命管理方法
刀具寿命管理方法 对于机械加工型企业,刀具的管理是非常重要的一项工作内容。刀具管理中最重要的课题之一就是如何减少刀具磨损、延长刀具的使用寿命。 一、导致刀具需要更换主要体现在三个方面: 1、刀具发生了磨耗。刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须更换。 2、刀具的缺损。刀具的缺损是指发生缺口、崩断等问题。刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。所以对刀具的缺损设定合适的检出装置如传感是非常必要的。 3、品质不良。因为刀具品质不良而需要更换刀具。 二、客观条件和主观因素都会影响刀具寿命和质量。 1、跟刀具寿命有关的客观因素有以下几点: ?刀具的材质、形状。 ?切削条件:切削厚度、切削速度。 ?产品的材质、硬度。 ?产品的品质要求:尺寸精度、表面粗糙度。 ?设备的刚性:动作的精度和刚性。
2、影响刀具寿命的主观因素主要是两条: 一是不遵守刀具的使用规范和保养规范;二是不遵守刀具的定期更换规范。 不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。 对于特定产品、特定种类的刀具而言,根据刀具寿命设定的更换周期是有要求的,但是遵守规范的不是特别多,有超长使用刀具的倾向。另外,有时候更换周期是建立在理想状态下的,而企业在实际生产的时候,切削条件会发生一些变更,产品形状、硬度发生了变化或偏差。出现这个问题的时候,现场的切削条件必须要变更。要遵守更换规范,更多的时候是要关注现场的变异问题,对刀具更换的设定值要经常修正,包括刀具的更换方法、重点、切削条件这些相应的要素。规范要不断地进行检讨修正,遵守才有意义,不然的话,死板的遵守只能导致一些坏的后果。 三、那么如何提升刀具的保养水平,延长刀具使用寿命呢? 1、加强日常保养,通过一些看似简单的工作将刀具的寿命延长:?生产现场,尤其是刀具夹持装置、工作台面、刀具存放场所等,进行彻底的清扫。
刀具管理办法
刀具管理程序 1. 目的 本标准规定了刀具管理的计划、采购、入库、领用、验证、维护等内容和要求,其目的是严格控制刀具采购成本,规范、合理使用刀具。 2. 适用范围 本标准适用于制冷机厂各加工线使用刀具的管理及生产供应科采购刀具、仓储的管 理。 3. 引用标准 Q/YB03G07.05 Q/YB03G07.09 Q/YB03G07.10 Q/YB03G07.12 Q/YB03G07.14 计划管理程序采购管理程序新产品试制管理程序文明生产管理程序工艺装备管理程序 4. 术语 4.1询价 指对于从未使用过或因生产需要而批量订购的刀具向不少于3家刀具生产商垂询价格的行为。 4.2刀具损坏 指刀具由于遭到碰撞、刮拉、崩刀或人为破坏等原因而出现的不同于以往完好无损,但不影响其使用的状态。 4. 3刀具损毁 指刀具由于损坏已破坏其原有精度并已无法使用的状态。 4. 4刀具锈蚀 指刀具表面由于受潮或接触化学物质等原因发生反应导致其失去原有光泽而 影响刀具美观或精度的状态。 4. 5易损耗刀具 指立铣刀、丝锥、三面刃铣刀、铰刀、中心钻、各类机夹刀片等一次性使 用刀具及钻头、焊接刀头等可连续磨削使用但有一定时间限度的刀具。 4. 6刀具管理员 指负责刀具的日常管理,如刀具询价、到货物资清点、刀具发放登记等工作,
并监督检查刀具合理、规范使用的人员 5. 主要职责 5.1刀具管理员 5.1.1禾U用由烟台冰轮股份有限公司计算机管理科与制冷机厂共同开发的《刀具管理系 统》作好日常的刀具管理工作。 5.1.2负责提出正常使用刀具采购计划、刀具的清点入库、刀具领用发放(以旧换新)。 5.1.3日常监督检查刀具使用状况,督促操作人员做好刀具防锈及合理使用,每月进行一次现场检查,及时收回暂时不用刀具。 5.1.4正常产品用刀具的询价调研和提出增补计划。 5.1.5生产中出现刀具损坏或损毁时会同生产线总监、责任工程师调查原因并在5个工作日内出具书面汇报材料,由刀具管理员、总监签字后上报厂长。 5.1.6负责向生产供应科反馈所订购刀具存在的质量问题(如规格、材质、质量等)。 5.1.7协助各生产线责任工程师制定新产品配刀方案。 5.1.8负责每年修订一次《刀具管理程序》的内容。 5.2生产线总监、责任工程师 5.2.1新产品试制时,责任工程师根据加工工艺制定新产品配刀方案。 5.2.2出现刀具损坏或损毁时总监与工程师根据当时设备、刀具所处状态组织人员调查分析原因,并出具详细的调查报告。 5.3生产供应科采购员 5.3.1负责二次落实所采购刀具的价格并及时实施采购。 5.3.2供货期内供应商未按期交货时,负责相关索赔事宜。 5.3.3负责与刀具管理员核实发票和实到货物是否一致。 5.3.4对存在质量、规格等问题的不合格刀具负责向供应商交涉。 5.4刀具借用人 5.4.1保持刀具清洁,每月进行一次刀具检修维护(拉钉、锁紧螺钉是否松动,刀具标签是否脱落等),刀具出现锈蚀、遭到破坏负直接责任。 5.4.2所借刀具出现问题时立即向生产线总监和刀具管理员汇报,并出具书面说明材料。 5.5刀具使用人
刀具寿命确认
刀具寿命的控制,也就是说刀具的使用寿命的控制 那么刀具寿命的控制学问还是蛮多的,首先要考虑材质,加工产品的材质和刀具的材质,合理的选材,能提高产品质量的同时,还能保证刀具加工寿命;其次要从加工技术的角度来考虑,调机师父的水平高低,也直接影响到刀具的切削寿命,要根据产品材料、结构,刀具材质确定有效的切削量和转速,如果调机师父不懂这个,那么刀具寿命是很难保证的;再就是冷却液(切削液)的合理选用也对刀具寿命有着不可忽视的影响;按照我以往控制加工业的刀具寿命经验,我们常常是这样做的,在产品(制程)开发阶段,我们就通过以住积累的经验结合实验设计和实际的数据统计,合理评估刀具寿命,如:直接试刀一段时间(三天、一周或是10天,看情况而定),然后统计每把刀的实际加工寿命,再平均,如试了10把刀,总加工寿命是3万,平均每把刀的加工寿命为3千,为了预防刀具损坏后带来的质量问题,我们往往会要求严一点,定刀具寿命为2800PCS/次,这样既最大的保证了成本,也有效的控制了产品质量。 但这些工作的前提是:产品的加工程式已确定,产品的加工工艺已确定,并且都得到了有效的管控的前提下,否则都是空谈控制。(如果设备允许,且技术水平还行,那么还可以继续研究刀具的磨损,在刀具有规率的磨损下,可以利用宏程式自动补刀,这也同样大大提高产品的质量) 1、每一种产品在开发时,车间的技术员会和开发部的工程师会参考产品毛坯的材质,再与之同类的产品对比,先定下一个大概的刀具使用寿命。 2 、在产品送样和小批加工时,对正在使用的刀具进行评估,一般是把刀具在批量生产前,所加工的产品数除以所试用刀具的数量,一般情况
下是会向两家刀具供应商定两套刀具,用来对比评估刀具在加工多少PCS产品后,会出现影响到产品不良的磨损,得到数量A,再用这个数量A的85%作为刀具强制更换的一个参考指标。 3、机器在加工产品时,刀具的进给、转速我们这里的规定必须要按刀具供应商给定的进给和转速来加工,如果按供应商给的数据无法达到加工要求那就要向技术组长报备更改数据。以确保刀具是在正常的加工。减少因为机器或程序的不合理而造成的刀具磨损。 4、使用符合标准的冷却液,这个标准是生产部定的,每天都有专人对每一台CNC的冷却液进行测试,不符合标准的,马上进行加水或加冷却液,保证所有CNC的冷却液都是在一个标准的范围内,这样可以减少刀具的磨损,减少同类刀具磨损因冷却液不同引起的误差,这样在诂算刀具寿命时会更好一些。 5、在日常刀具领用上,我这里是规定只能是当班的技术员向刀具管理员领用刀具,二个原则:一、以旧换新,旧的刀具无论是自然磨损不用再用的还是撞刀的,都必须是要有旧的刀具,断刀要有“尸体”。二、在领用刀具后的二天这内,要把该刀具的使用寿命算出,交给刀具管理员备案