铝型材出口速度分布的数值模拟
锻压技术 2005年 第4期
?计算机模拟?
铝型材出口速度分布的数值模拟3
彭必友33,傅 建,肖 兵
(西华大学材料学院,四川成都 610039)
摘要:铝型材挤压过程中的出口速度,是模具优化设计的重要参数之一,型材出口速度不均的原因之一是模具设计不当。为了获得高质量的挤压制品,对模具出口区域速度分布的研究是必须的。本文采用DEFORM3D 对铝型材进行了3D 模拟,获得了在模具制造之间铝型材的出口速度。数值模拟的结果得到了实验的验证,这对优化模具过程是非常重要的。
关键词:铝型材;出口速度;数值模拟
中图分类号:TG 146;TG 376 文献标识码:B 文章编号:100023940(2005)0420067203
Numerical simulation of distribution of exit velocities of aluminum prof iles extrusion
PENG Bi 2you,FU Jian ,XIAO Bing
(College of Materials Science and Engineering ,Xi Hua University ,Chengdu Sichuan 610039,China )
Abstract :The exit velocities in the process of aluminum profiles extrusion appear to be the most important pa 2rameters for optimal die design.Incorrect die design is one of the reasons for different velocities in profiles.To receive extruded product with high quality ,it is necessary to know the arrangement of the velocity profile at the outlet of die.The deformation process of aluminum profiles is simulated by finite element software ,DEFORM 23D ,which gives us an opportunity to get exit velocities of profiles before the manufacturing of die.Numerical simulation results are con 2firmed by experimental procedure in real production conditions ,which is very important for optimal die design process.
K eyw ords :aluminum profiles ;exit velocities ;numerical simulation
3四川省科技厅应用基础项目(0021780)33男,26岁,讲师,博士研究生收稿日期:20041227
1 引言
铝合金型材被广泛应用于建筑、交通运输、电子、航空航天等部门,据资料介绍[1],挤压加工制品中铝及铝合金制品约占70%以上。铝型材挤压,就是将高温铝合金铸坯放入挤压筒内,在挤压机提供的强大压力作用下,按给定的速度,将其从挤压模(机头)中挤出,从而获得所需形状、尺寸以及具有一定力学性能的铝合金挤压型材。如图1所示
。
图1 铝型材挤压的基本原理
Fig 11 Fundamental of aluminum profiles extrusion
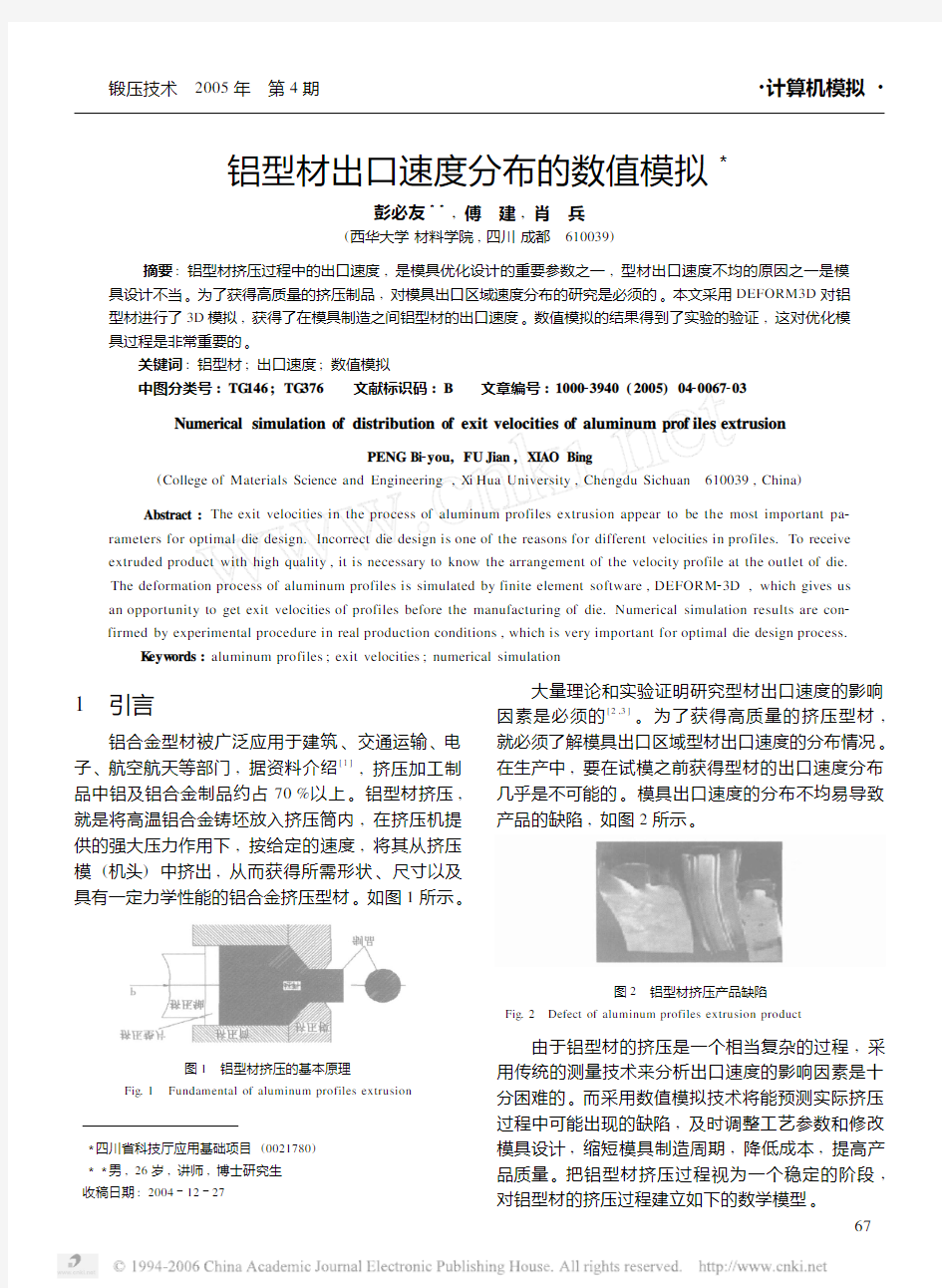
大量理论和实验证明研究型材出口速度的影响因素是必须的[2,3]。为了获得高质量的挤压型材,就必须了解模具出口区域型材出口速度的分布情况。在生产中,要在试模之前获得型材的出口速度分布几乎是不可能的。模具出口速度的分布不均易导致产品的缺陷,如图2所示
。
图2 铝型材挤压产品缺陷
Fig 12 Defect of aluminum profiles extrusion product
由于铝型材的挤压是一个相当复杂的过程,采
用传统的测量技术来分析出口速度的影响因素是十分困难的。而采用数值模拟技术将能预测实际挤压过程中可能出现的缺陷,及时调整工艺参数和修改模具设计,缩短模具制造周期,降低成本,提高产品质量。把铝型材挤压过程视为一个稳定的阶段,对铝型材的挤压过程建立如下的数学模型。
7
6
2 数学模型
211 材料抗力模型
为了提高铝型材挤压成形的数值模拟精度,变形材料流动应力模型的精确度是一个至关重要的因素,变形材料在一定变形温度、变形速率和变形程度下的屈服极限称为塑性变形抗力(流动应力)。影响塑性变形抗力的外部因素主要有变形温度、变形速率和变形量,其外部因素是通过影响内部因素从而影响塑性变形抗力来实现的。假定变形温度、应变、变形速率相互独立地影响变形抗力,式(1)表示了变形温度T k 、应变 εi 、变形速率 ε&j 与流动应力 σij k 之间的函数关系:
σij k =f ( εi , ε-j ,T k )
(1) 式(1)只能针对同一种材料,不同的材料需单独通过试验测定来建模。利用对数或线性插补可以得出材料的流动应力模型。如铝合金AL -6061(LD2),在T k =480℃时根据实验数据插补运算得
出的流动应力模型,如图3所示。
图3 AL 26061流动应力模型(480℃)Fig 13 Flow stress model for AL -6061(480℃
)212 摩擦模型
本文根据铝型材挤压摩擦特点以及摩擦影响因素,提出如下的摩擦力模型:
f =-
mk
2
π
arctan
v r
v 0
(2)
式中 v r ———相对滑动速度
v 0———小正数。
213 热力耦合计算[4]
采用增量法求解材料塑性变形的有关场量,例如:速度场、应力场、应变场等,而温度场采用时间差分格式逐步积分,假设或计算初始温度场T i ,计算初始温度场T 0对应的速度场u i ,由此计算初始温度率 T i 和 T ^i ,得出热力耦合计算步骤,见图4。
3 实例
根据产品的实际情况建立模型的尺寸:a ×b =60×60(mm ),
厚度s =4mm (如图5所示)。选用四结点四面体单元划分网格。图4 热力耦合计算步骤
Fig
14 Calculation procedure of t hermal 2structural couple
图5 型材产品图
Fig 15 Aluminum profiles extrusion product
挤压铝合金取AL -6061(LD2)
挤压轴速度:0175mm/s
挤压筒初始温度:410℃模具初始温度:400℃坯料初始温度:500℃
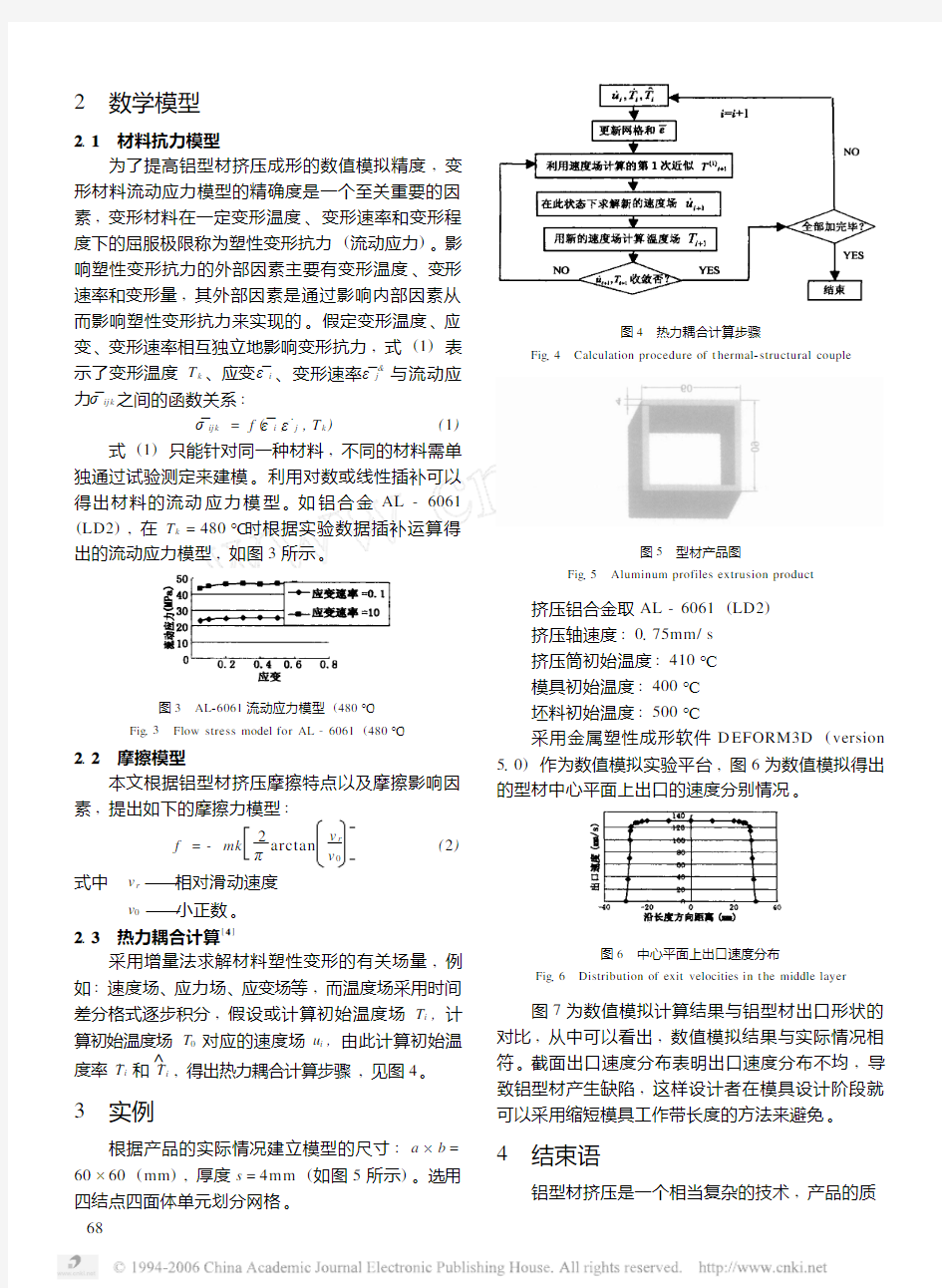
采用金属塑性成形软件D EFORM3D (
version 510)作为数值模拟实验平台,图6为数值模拟得出的型材中心平面上出口的速度分别情况。
图6 中心平面上出口速度分布
Fig 16 Distribution of exit velocities in t he middle layer
图7为数值模拟计算结果与铝型材出口形状的
对比,从中可以看出,数值模拟结果与实际情况相符。截面出口速度分布表明出口速度分布不均,导致铝型材产生缺陷,这样设计者在模具设计阶段就可以采用缩短模具工作带长度的方法来避免。
4 结束语
铝型材挤压是一个相当复杂的技术,产品的质
8
6
锻压技术 2005年 第4期
楔横轧内直角台阶成形过程的数学模型3
杜惠萍33 张康生 胡正寰
(北京科技大学机械工程学院,北京 100083)
摘要:楔横轧内直角台阶成形过程非常复杂,导致数学模型也很复杂。在符合实际情况的几何模型基础上,分析建立了内直角台阶成形过程的数学模型,求解得到各曲面的边界条件。
关键词:楔横轧;内直角台阶;成形过程;数学模型
中图分类号:TG335119 文献标识码:A 文章编号:100023940(2005)0420069203
Mathematical model of the shaping process of inside right2angle step on cross w edge rolling
DU H ui2ping,ZHANG K ang2sheng,HU Zheng2hu an
(School of Mechanical Engineering,University of Science and Technology Beijing,Beijing10083,China) Abstract:The shaping process of inside right2angle step is so complicated and its model is so complicated too.
Based on actual geometrical model,mathematical model is built,and boundary condition is gained.
K eyw ords:cross wedge rolling;lnside right2angle step;shaping process;mathematical model
1 引言
在楔横轧工艺设计中,轧齐曲线的设计计算是一个很重要的内容。实际应用中,经常在简单轧齐曲线的基础上,经过多次实验与修正才能轧出合格的产品,调试时间长、工作量大。随着数控机床的广泛应用,为了更好地提高生产效率,我们需要一个精确的轧齐曲线方程。在求解精确轧齐曲线方程时,首先要建立符合实际的数学模型。但是楔横轧
3国家自然科学基金资助课题(50035010)
33女,26岁,博士研究生
收稿日期:2004209213内直角台阶成形过程非常复杂,导致各接触面有着复杂的边界条件。
2 成形过程中各接触面数学模型的建立
211 几何模型的建立
在研究内直角台阶成形过程中,几何模型建立的正确性是轧齐曲线的精确与否的关键,我们考虑楔横轧内直角台阶成形过程中的各种几何影响因素,建立了符合实际的内直角台阶成形阶段的几何模型。经过实验研究和理论研究,一般认为在轧齐过程中轧件如图1所示,由模具顶面S1、模具斜楔侧斜面S2、过渡螺旋面S3、轧件坯料柱面S4、轧件柱
面
图7 数值模拟与铝型材出口形状对比
Fig17 Numerical simulation contrast wit h t he shape of
aluminum profiles exit
量主要依靠模具设计者的经验。本文对AL6061合
金型材挤出的实验数据和数值模拟数据进行了对比
研究,数值模拟的结果与实际实验数据相符合。根
据模拟结果设计者可以及时调整工艺参数和修改模
具设计,提高产品质量。
参考文献:
[1] 谢建新,刘静安1金属挤压理论与技术[M],冶金工业出版
社,20011
[2] 闫洪,包忠诩1型材挤压过程三维弹塑性有限元模拟[J]1
轻合金加工技术,2000,28(11):30331
[3] 马思群,孙彦彬,等1金属挤压成型的数值模拟技术研究,
大连铁道学院学报[J],2002,2(23):8111
[4] 彭颖红1金属塑性成形仿真技术[M]1上海:上海交通大学
出版社,19991
96
厦门建筑用铝合金模板项目建议书
厦门建筑用铝合金模板项目 建议书 规划设计/投资分析/产业运营
摘要 建筑铝模系统由铝合金模板、支撑件、加固件、辅件四大构件组成。 铝合金模板是由高强度的铝合金挤压而成,形成整体强度和刚度高的金属 模板;支撑件主要包括独立钢支撑、斜撑等;加固件主要包括连接件、穿 墙螺杆、背楞等;辅件主要包括拆模工具、工作凳等。 目前铝合金模板行业正处于快速发展期,大量企业涌入市场,很多新 进入者对行业的把握度不够,重经营、轻服务是中小铝合金模板企业存在 的普遍问题。建筑铝合金模板的研发和生产涉及建筑、材料、软件、焊接、自动化、力学等多学科技术及经验,铝合金模板行业内企业需要服务于施 工现场深入了解建筑施工需求,不断改进铝合金模板的设计和生产工艺, 为客户提供涵盖铝模系统产品研发、设计、生产、销售、租赁和技术支持 的一体化综合服务方案。随着建筑业整体分工的不断细化,提升综合服务 能力、优化客户体验已成为铝合金模板企业发展的关键。 该铝膜板项目计划总投资12307.80万元,其中:固定资产投资9274.60万元,占项目总投资的75.36%;流动资金3033.20万元,占 项目总投资的24.64%。 本期项目达产年营业收入24701.00万元,总成本费用18767.11 万元,税金及附加246.85万元,利润总额5933.89万元,利税总额6999.21万元,税后净利润4450.42万元,达产年纳税总额2548.79万
元;达产年投资利润率48.21%,投资利税率56.87%,投资回报率36.16%,全部投资回收期4.27年,提供就业职位499个。
厦门建筑用铝合金模板项目建议书目录 第一章基本信息 一、项目名称及建设性质 二、项目承办单位 三、战略合作单位 四、项目提出的理由 五、项目选址及用地综述 六、土建工程建设指标 七、设备购置 八、产品规划方案 九、原材料供应 十、项目能耗分析 十一、环境保护 十二、项目建设符合性 十三、项目进度规划 十四、投资估算及经济效益分析 十五、报告说明 十六、项目评价 十七、主要经济指标
铝型材行业现状分析及市场前景
2014年中国铝型材行业现状研究分析与市场前景预测报告 编号:133AA05
行业市场研究是当前应用最为广泛的咨询服务,一份专业的行业市场研究分析报告的主要包括以下几个方面: 注:以上内容的数据和研究分析部分,在报告中的比例各占50%。 作为通用型调研报告,行业市场研究注重指导企业或投资者了解该行业整体发展态势及经济运行状况,旨在为企业或投资者提供方向性的思路和参考。 一份有价值的铝型材行业市场研究报告,可以完成对铝型材行业系统、完整的调研分析工作,使决策者在阅读完铝型材行业研究报告后,能够清楚地了解铝型材行业现状和整体的发展情况,确保了决策方向的正确性和科学性。 中国产业调研网基于多年对客户需求的深入了解,全面系统地研究铝型材行业现状及铝型材发展前景,注重信息的时效性,从而更好地把握铝型材市场变化和铝型材行业发展趋势。
产业现状 近年来,随着我国大规模的基建投资和工业化进程的快速推进,中国铝型材行业发展迅速,国内企业为了获得更大的投资收益,不断加大生产规模和提升产品质量,促进全行业的产量和消费量的迅猛增长,我国也一跃成为世界最大的铝型材生产基地和消费市场。由于国民经济持续快速健康的发展,铝型材的需求也越来越大,装备和技术水平也将越来越先进,铝型材广阔的市场发展空间的事实已是不容置疑。但是,如何把握好这个黄金时机也成了众多铝型材供应商需要思考的问题。当前背景下,传统互联网所形成的格局并不能给中小企业的销售渠道带来大的开发拓展,特别是真真假假鱼目混杂的加盟和购物网站,让众多中小企业无所适从,即使建站或者已经开展传统电子商务的渠道,却又被高额的费用所累赘,不能达到所期望的目的。所以,移动电子商务的发展以其低成本、受众更具有针对性,适应了中小企业的销售需要。 市场容量 近年来,随着中国经济的快速增长,人民生活水平的提高,金属门窗、建筑幕墙、铁路运输设备、汽车和城市轨道交通等行业发展迅速,推动了铝型材行业的快速发展。另外,随着中国大规模的基建投资和工业化进程的快速推进,铝型材作为建筑领域和机械工业领域重要的应用材料,其全行业的产量和消费量迅猛增长,中国也一跃成为世界最大的铝型材生产基地和消费市场。调查数据显示,2013年,我国铝材产量约为4000万吨,同比增长25.36%,其中,铝型材产量为1730万吨,同比增长20.14%。 在未来的20-30年内,中国将步入中等发达国家行列,铝型材在工业发展中具有很大的应用空间。目前,国内124个工业部门中,有113个部门涉及铝制品,占总数的91%。国家发展和改革委员会、国家财政部和其他九部委联合发表关于加快铝工业结构调整指导意见,指出铝工业结构调整的主要目标在于提升高附加值加工产品的比例,使工业型材与建筑型材的比例达到7:3。与此同时,随着交通行业轻量化和电子、电力工业及机械工业的发展,铝型材行业在中国的应用领域不断扩大,中、高强度铝合金板带箔,管材和棒材的需求正在迅速增长。未来几年,受益城市化进程加快、旧有建筑改造更新,建筑铝型材消费量仍将保持快速增长。特别是国内二三线城市、小城镇和农村市场将逐渐成为铝型材消费的主要市场,工业铝型材消费量占铝型材总消费量的比重将逐年增长,至2015年,比重将由目前的30%增加到45%-50%,逐步占据市场主导地位。 市场格局 从铝型材的发展趋势来看,国内铝冶炼挤铝材加工业呈现快速发展态势,未来我国铝型材加工行业的竞争状况将呈现以下几个特点:一是由于铝型材行业相对于其他行业产品差异化程度较小,因此成本竞争在未来仍然是市场竞争的关键因素;二是厂商的规模化扩张趋势和产业纵向一体化趋势明显加快,少数快速成长的优质企业将越来越成为未来市场竞争的主
浅析建筑用铝型材生产工艺与污染防治技术
浅析建筑用铝型材生产工艺与污染防治技术 发表时间:2018-09-03T12:19:19.300Z 来源:《防护工程》2018年第7期作者:罗伟浩罗铭强陈文泗黄和銮聂德键 [导读] 结合一般建筑铝型材企业实际情况,分析生产工艺及污染防治方法,期待能对企业节能减排工作提供一些有益的借鉴 广东兴发铝业有限公司广东佛山 528061 摘要:结合一般建筑铝型材企业实际情况,分析生产工艺及污染防治方法,期待能对企业节能减排工作提供一些有益的借鉴。 关键词:铝型材;生产工艺;污染源;污染防治 Simple Analysis of the Production Process and Pollution Prevention Pechnology of Architectural Aluminium Profile LUO Wei-hao,LUO Ming-qiang,CHEN Wen-si,HUANG He-luan, NIE De-jian (Guangdong Xingfa Aluminum CO.,Ltd. Foshan Guangdong,528061 P.R. China) Abstract:Combined with the actual situation of aluminum profiles enterprises,the production process and pollution prevention and control methods are analyzed,hoping to provide some useful references for energy saving and emission reduction in enterprises. Key words:aluminum profile,production process,pollution source,pollution prevention 1 建筑用铝型材生产工艺分析 建筑用铝型材生产制造工序包括铝锭熔炼、模具制造、型材挤压、表面处理等工序。 1.1铝锭熔铸 铝锭熔铸是将铝锭、镁锭、硅锭按一定比例经熔炼炉熔炼成铝水,由铝铸造机铸成各种规格的铝棒,铝棒通过均质炉进行均热处理,消除成份偏析。 1.2 模具制造 模具制造是将模具钢通过机加工、电加工、热处理等工序,应用内腔形状可使坯料获得相应的立体形状,铝型材用模具一般分为平面模和空心模。 1.3 型材挤压 型材挤压是将铝棒经加热炉加热到480℃-500℃后进入挤压机挤压成各种规格的铝型材,经时效处理后,工业用铝型材经检验合格后便可包装进仓,建筑用铝型材则送到不同表面车间作表面处理。 1.4 表面处理 表面处理是利用物理、化学反应,在铝材表面形成保护膜层,在自然界中能达到稳定状态,增强其防护性、装饰性及功能性。目前常用的表面处理方式包括粉末喷涂、氟碳漆喷涂、阳极氧化、电泳涂装四大类。 1)粉末喷涂 粉末喷涂是采用高压静电喷涂的方式,将涂层材料喷向铝材,铝材接地形成正极,粉末带有负电荷,在静电力和运载气体推动力的作用下,粉末均匀地飞行型材表面形成厚薄均匀的粉尘,再加热固化为耐久的涂层。 2)氟碳漆喷涂 氟碳漆喷涂原理与粉末喷涂原理基本一致,不同之处在于粉末喷涂多采用环氧树脂、聚酯等粉末,而氟碳漆是以聚偏二氟乙烯树脂为基料的涂料。氟碳基料以氟/碳化合键结合,这种化学键为短键结构,与氢离子结合十分稳定牢固,氟碳漆型材在稳定性,耐磨性,抗褪色性等性能均优于粉末喷涂型材。 3)阳极氧化 阳极氧化是将铝型材作为阳极置于硫酸电解液中,利用电解作用,使其表面形成氧化铝薄膜,阳极氧化膜外层呈柱状的多孔结构,使氧化膜具有强烈的吸附性能。 4)电泳涂漆 电泳涂漆是将经阳极氧化后的型材和对应电极放入电泳漆液中,在直流电场的作用下,涂料在型材氧化膜上形成一层有机聚合膜。 2 生产工艺中的污染源及防治技术分析 2.1 废气污染源及防治技术 1)热工设备产生的燃烧废气 熔铝炉、均质炉、铝棒加热炉和时效炉等热工设备采用燃料加热会产生燃烧废气,企业将热工设备的加热方式由传统的烧重油、烧木粒改成烧天然气、用电,将有效降低废气的产生量。 2)烟尘废气 熔炼炉和搓灰机在熔炼过程中,会产生烟尘废气,主要污染物包括SO2、NOX、烟尘和氟化物,企业可采用“布袋除尘+钠碱法湿法脱硫”的工艺进行脱硫除尘。 3)酸雾废气和碱雾废气 氟碳碱蚀和氧化着色过程中,碱蚀槽会挥发碱雾,阳极氧化槽会形成酸雾。因此,需要在每个碱蚀槽、阳极氧化槽分别进行碱雾/酸雾收集,经过碱雾/酸雾净化装置,碱雾/酸雾由喷淋塔净化吸收变成酸性/碱性废水后,再排放到综合废水处理池治理。 4)喷漆废气 粉末喷涂时,部分涂料无法吸附在铝型材表面,会随风排出,产生污染物,对此,企业可采用“旋风回收+过滤”的方法进行废气处理,该方法不仅处理效果达标,还能回收废气中的涂料。 5)氟碳漆废气 由于氟碳车间使用的原辅材料主要有氟碳漆、二甲苯和丁酮等,这些原料在固化加热过程中会挥发,产生大量有机污染物,车间一般
铝型材标准gb5237-2004
铝及铝合金检验标准 来源:中国铝材信息网,更新时间:2006-10-3 20:03:53,阅读:385次 1、目的 发现、控制不合格品,采取相应措施处置,以防不合格品误用。 2、范围 适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。 3、定义(无) 4、职责 4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。 4.2 制造部参与不合格品的处理。 4.3 供应部负责进料中不合格品与供应商的联络。 4.4 管理者代表负责不合格品处理的批准。 5.氧化类型: B3-002 胚料 B3-003 黑色阳极氧化 B3-004 银白阳极氧化 B3-005 雾银阳极氧化 B3-006 磨砂阳极氧化 B3-007 古铜阳极氧化 B3-008 金黄色阳极氧化 B3-009 香槟色阳极氧化 B3-010 光亮阳极氧化 B3-011 黑色化学氧化 B3-012 银白化学氧化 B3-013 雾银化学氧化 B3-014 磨砂化学氧化 B3-015 古铜化学氧化 B3-016 金黄色化学氧化 B3-017 香槟色化学氧化 B3-018 光亮化学氧化 5、检验 5.1抽检标准 检验员按照按照《GB/T 2828。1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。抽检水平一般为Ⅱ级,AQL=1.5。检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。 5.2检验内容: 5.2.1检验来料包装是否符合要求。出厂标识是否清楚、完整。 5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。 5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于合金表面不均匀,用细砂纸打磨后重新氧化带来的长条纹。 5.2.6 测厚仪检验膜厚,不允许没有氧化膜或氧化膜偏薄。一般要求氧化膜不得小于4μm。
型材检验标准
型材检验标准 Prepared on 24 November 2020
挤压型材检验标准 编制: 审核: 2015年1月15日发布 2015年 1月16 日实施 XXXXX铝业有限公司 一.检验依据与规范 针对工业型材太阳能支架为6005牌号,其主要成分见下表 铝型材进行检验的主要依据为: GB/3190-2008 变形铝及铝合金化学成分 铝合金建筑型材第一部分基材 GB/T -2006 一般工业用铝及铝合金挤压型材 JIS H4100-2006 铝和铝合金挤压型材(日本标准) 计数抽样检验程序第一部分按AQL=特殊水平S-4级进行抽样检验 GB/T14846-2008 铝及铝合金挤压型材尺寸偏差 以上相关技术标准进行实施,如遇到国家技术标准变动,依据最新国家标准或者出口国家的标准进行检验。 具体标准如下; 铝型材的材质应符合GB/3190-2008 中相应的成分要求
铝型材的力学性能应符合GB/T -2006 相对应的牌号状态力学性能的要求 如需要喷砂按客户提供的要求生产(砂的目数) 如需要阳极氧化膜性能应符合的规定要求。 横截面尺寸允许偏差 铝型材横截面尺寸应符合本公司相应规格型材设计图纸及文件中相关项目的要求,未注尺寸应符合JIS H4100-2006、 GB/T14846-2008高精级要求。 铝型材角度允许偏差 铝型材角度允许偏差应符合本公司相应规格型材的设计图纸及文件中相关项目要求,未注明角度偏差的应符合GB/T 14846-2008超高精级要求±° 平面间隙(挤压) 铝型材平面间隙应符合GB/T 14846-2008 条款相关要求生产检验,需要级别在合同中注明。 型材弯曲度(挤压) 铝型材的弯曲度应符合GB/T 14846-2008相关精级要求,需要级别在合同中注明。 型材的扭拧度 铝型材的扭拧度应符合GB/T 14846-2008高精级要求。
长沙建筑用铝合金模板项目实施方案
长沙建筑用铝合金模板项目 实施方案 投资分析/实施方案
报告说明— 建筑铝模系统由铝合金模板、支撑件、加固件、辅件四大构件组成。铝合金模板是由高强度的铝合金挤压而成,形成整体强度和刚度高的金属模板;支撑件主要包括独立钢支撑、斜撑等;加固件主要包括连接件、穿墙螺杆、背楞等;辅件主要包括拆模工具、工作凳等。 该铝膜板项目计划总投资7756.56万元,其中:固定资产投资5187.06万元,占项目总投资的66.87%;流动资金2569.50万元,占项目总投资的33.13%。 达产年营业收入17898.00万元,总成本费用13609.19万元,税金及附加152.79万元,利润总额4288.81万元,利税总额5033.16万元,税后净利润3216.61万元,达产年纳税总额1816.55万元;达产年投资利润率55.29%,投资利税率64.89%,投资回报率41.47%,全部投资回收期3.91年,提供就业职位334个。 建筑模板是一种临时性支护结构,按设计要求制作,使混凝土结构、构件按规定的位置、几何尺寸成形,保持其正确位置,并承受建筑模板自重及作用在其上的外部荷载。使用建筑模板是为了保证混凝土工程质量与施工安全、加快施工进度和降低工程成本。
目录 第一章项目基本情况 第二章投资单位说明 第三章建设背景及必要性分析 第四章市场分析预测 第五章项目投资建设方案 第六章选址可行性研究 第七章建设方案设计 第八章工艺技术方案 第九章项目环境保护和绿色生产分析第十章生产安全 第十一章建设风险评估分析 第十二章节能概况 第十三章项目进度计划 第十四章项目投资规划 第十五章经济效益可行性 第十六章评价及建议 第十七章项目招投标方案
铝材检验标准
广东唐氏集团铝型材检验标准 第一章总则 第一条为了规范公司铝型材检验标准,控制型材生产工艺以及成品出厂质量,规避市场风险,提升品牌形象,特制定本章。 第二条本标准规定了铝型材的技术标准、外观质量、检验方法。本标准适用于建筑铝型材。 第三条本标准以GB5237-2008为基准拟定。 第四条公司旗下“永兴”、“亚阳”、“兴铝”三个品牌均以此标准为检验标准。 第五条涉及到商标方面的各项要求,应完全符合《商标法》、《广告法》、《反不正当竞争法》、《知识产权保护法》等法律、法规要求。 第二章基材 第六条本部分规定了未经表面处理的铝合金建筑型材的要求、试验方法、检验规则、标识及合同(或订货单)内容。 第七条本部分适用于表面未经处理的建筑用铝合金热挤压型材(以下简称型材)。 第八条术语定义
基材是指表面未经处理铝合金建筑型材。 装饰面是指型材经加工、制作并安装在建筑物上后,处于开启和关闭状态时,仍可看的见的表面。 外接圆是指能够将型材的横截面完全包围的最小的圆。 第九条基材(坯料)相关技术指标及外观要求,见下表: 一) 长度要求定尺时,应在合同中注明,公称长度≤6m时,允许偏差为﹢15mm;长度>6m时,允许偏差由双方协商决定。 (二) 以倍尺交货的型材,其总长度允许偏差为+20mm,需要加锯口余量时,应在合同中注明。 (三) 端头斜切度不应超过2°。 第十条力学性能 取样部位的公称壁厚<时,不测定断后伸长率。
室温力学性能要求如下 第十一条试验方法 (一) 化学成分分析可采用化学分析法和仪器分析法等方法进行,化学成分仲裁分析按照GB/T 20975规定的方法进行。 (二) 力学性能拉伸试验按照GB/T 228-2002规定的方法进行,断后伸长率按照GB/T 228-2002中的条仲裁;维氏硬度试验按GB/T 规定的方法进行;韦氏硬度试验按YS/T 420规定的方法进行。 第十二条尺寸偏差 (一) 壁厚、非壁厚尺寸、角度、倒角半径及圆角半径采用相应精度的卡尺、千分尺、R规等测量工具或专用仪器测量。 (二) 长度、斜切度采用相应精度的测量工具或专用仪器测量。 第十三条外观质量在自然散射光下,以正常视力(不使用放大器)检查型材外观。对缺陷深度不能确定时,可采用打磨测
重庆建筑用铝合金模板项目融资报告
重庆建筑用铝合金模板项目 融资报告 规划设计/投资方案/产业运营
承诺书 申请人郑重承诺如下: “重庆建筑用铝合金模板项目”已按国家法律和政策的要 求办理相关手续,报告内容及附件资料准确、真实、有效,不 存在虚假申请、分拆、重复申请获得其他财政资金支持的情况。如有弄虚作假、隐瞒真实情况的行为,将愿意承担相关法律法 规的处罚以及由此导致的所有后果。 公司法人代表签字: xxx有限责任公司(盖章) xxx年xx月xx日
项目概要 目前铝合金模板行业正处于快速发展期,大量企业涌入市场,很多新 进入者对行业的把握度不够,重经营、轻服务是中小铝合金模板企业存在 的普遍问题。建筑铝合金模板的研发和生产涉及建筑、材料、软件、焊接、自动化、力学等多学科技术及经验,铝合金模板行业内企业需要服务于施 工现场深入了解建筑施工需求,不断改进铝合金模板的设计和生产工艺, 为客户提供涵盖铝模系统产品研发、设计、生产、销售、租赁和技术支持 的一体化综合服务方案。随着建筑业整体分工的不断细化,提升综合服务 能力、优化客户体验已成为铝合金模板企业发展的关键。 目前我国已有铝合金模板生产企业近百家,其中注册生产铝合金模板 的企业有60-80家。在广州、中山、咸阳、南宁等地区的超高层工程中, 万科、中海等大型房地产企业和中建系统、上海建工等大型施工企业均正 在使用铝合金模板。 该铝膜板项目计划总投资19187.51万元,其中:固定资产投资14878.96万元,占项目总投资的77.55%;流动资金4308.55万元,占 项目总投资的22.45%。 达产年营业收入36459.00万元,总成本费用28769.35万元,税 金及附加331.46万元,利润总额7689.65万元,利税总额9081.75万元,税后净利润5767.24万元,达产年纳税总额3314.51万元;达产
我国铝型材行业发展概况
我国铝型材行业发展概况 1、铝型材基本情况 (1)铝和铝合金的特点 铝是一种较软的易延展的银白色金属,是地壳中第三大丰度的元素(仅次于氧和硅),也是丰度最大的金属,在地球的固体表面中占约8%的质量。铝金属在化学上很活跃,因此除非在极其特殊的氧化还原环境下,一般很难找到游离态的金属铝。目前全球已发现的含铝矿物超过270 种,其中最主要的含铝矿石是铝土矿。 铝及铝合金由于具有质量轻、易加工、耐腐蚀、导热导电及可回收性强等优良性能,在太阳能光伏、建筑、汽车、轨道交通、电子电器、机械、日常耐用消费品及包装材料等领域有着广泛的应用。随着铝合金技术的发展,特别是在强韧化、结构减重、耐腐蚀、使用寿命、安全可靠性等方面的技术进步,具有高合金化、高综合性能的铝合金材料的需求逐步增大。 (2)我国铝及铝合金的产量情况 我国是铝生产和消费大国,氧化铝和原铝产量居全球首位,根据国际统计局的数据,2018 年我国氧化铝和原铝产量分别为7,253.1 万吨和3,580.0 万吨,同比增长5.09%和10.94%。2011 年至2018 年我国氧化铝和原铝产量情况如下:
铝合金是工业中应用最广泛的一类有色金属结构材料,在新能源、节能建筑、汽车、家用电器、电子电力、航空、航天、机械制造、船舶及化学工业等领域中已得到大量的应用。 (3)铝及铝制品行业的加工产业链 铝及铝制品行业的加工产业链,是指从铝土矿提取氧化铝,然后制成电解铝,再加工成各种铝材,最后在下游产品中进行应用的整个产业链条。铝加工产业链可分解为上游采矿及冶炼、中游铝型材生产及精加工、下游各行业应用三个环节, 具体情况如下:
(4)铝型材分类 按照加工方式分类:铝型材主要分为铸造加工和变形加工两种铝型材。铸造加工是通过压铸的方式将原铝加工成各种精密铝合金压铸件和精密钣金;而变形加工又分为挤压和压延两种方式,通过挤压工艺制成的产品叫做挤压型材,主要包括建筑型材和工业型材;通过压延工艺制成的产品叫做板带箔材,主要包括各种铝板带、箔材。 按表面处理工艺分类:铝型材可分为阳极氧化铝材、电泳涂装铝材、粉末喷涂铝材、木纹转印铝材、氟碳喷涂铝材、抛光铝材等。 按合金成分分类:铝型材在制作过程中根据添加的其他元素的不同,展现出不同的性能,主要可分为1-8 个系列的合金牌号铝型材,其中6 系(合金中主要含镁、硅两类元素)的最为常见。
铝型材产品检验标准
蘇州穩勝精密鋁業有限公司
范围 本文规定了产品铝制结构件的表面等级划分及其外观质量要求。 本文适用于苏州稳盛精密铝业有限公司所有不需要表面处理的铝制产品或结构件检验规范. 2术语和定义 2.1外部表面:在产品正常工作状态下、或产品开启前门后,能直接正视到的表面。 2.2内部表面:在产品正常工作状态下、或产品开启前门后,不能直接正视到的表面。 0而进行的观察(如图1)。 2.3正视:指检查者站立于被检查表面的正面、视线与被检表面呈45-90 2.4金属表面:产品材料有金属质感的表面。 2.5凹坑:由于基体材料缺陷、或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。 2.6凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平整的现象,手摸时有不 平感觉。 2.7水印:材料脏污清除后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印痕。 2.9保护膜:指附着在铝材表面放臵基材划伤等起保护基材作用的一层薄膜。
2.10异物、杂质:由材料、模具、环境或机器设备中的灰尘、夹杂物、污物等影响而形成的压杂在产品表面不同色的斑点。 2.11颗粒:因材料杂质或外来物(如焊渣等)的影响而在表面形成的、颜色与正常表面一致的凸起现象。 2.12 图文损伤:印刷图文因局部脱落或擦伤、附着不良、污染等所造成的图形、字迹变形、模 糊、断字、毛边、缺损、漏印等不完整不清晰现象。 2.13浅划痕:基材金属表面有伤痕,且伤及很浅手摸无明显手感的划痕。 2.14深划痕:基材金属表面有伤痕,且伤及很深手摸有明显的手感的划痕 2.15 色差:基材金属表面颜色出现两种以上(含两种)或与同批材料在色调上有明显层次感觉的现象。 2.16表面氧化:基材金属表面由于长时间接触汗渍等带盐份物资从而引发的金属表面发生色差和硬度降低的化学反应。 2.17剥落:基材出现一道或多道金属层脱落的现象。 2.18裂纹:产品基材在经过折弯等外界压力作用下受力处发生物理变化出现条纹当没有明显手感的现象。 2.19毛刺:材料在剪切过程中由于剪切到刀片磨损不锋利没能同时及时整齐剪断而残留材料切边针状的金属废料。 2.20平面度:产品受到外力受力而产生扭曲的现象。 2.21尺寸超差:产品在制造过程中的实际测量尺寸与设计图纸尺寸不一致的现象。 3对外观的技术要求 3.1 总则 3.1.1原则:产品外观应美观,单独一零/部件的整体视觉效果不能受到破坏,不会给人以劣质产品的印象。生产者应认真操作、严格控制产品质量,避免在生产过程中出现对各种表面的损伤。 3.1.2产品的各部位表面按其在产品中所处位臵和质量要求划分为二个等级,即:外部表面和内部 3.1.3有签样或图纸上有特殊要求的零部件,其对应的缺陷优先按其样板或技术要求的标准进行判断。其它结构件表面缺陷的程度不能超出表2的要求,否则为不合格。表2中未包括的缺陷均属于不允许范围(但符合零件状态标准的除外)。 (注:表2中所列的缺陷个数当在每一表面上≥2个时,每2个缺陷之间的距离必须大于50mm,否则视为同一缺陷,面积.长度以其总和计。)
建筑用铝合金模板全套生产工艺流程
由于建筑用铝合金模板表面的润滑度和平整度将直接影响工程混凝土表面的平整度,因此它的出产过程是非常严格的,而且只有做到对其严厉把控,并且提高原材料、涂胶、热压和修剪等环节中的出产工艺技术,才能确保铝合金模板在实际施工中的质量。 铝合金模板出产的第一步是原材料裁切,根据原木进行层切开得来的,将原木按照必定的层厚度进行水平面的切开旋切,根据模板的标准大小才裁切成比例相同的木层,而且将木层表面的杂质进行铲除,为的是避免杂质对后期胶的粘结牢度造成不良影响。 第二步是烘干、单调处理,裁切和旋切往后的木层都含有比较大的水分,因此,大规模的出产铝合金模板就需要经过木材烘干机进行烘干处理,烘干后的木层比较脆,因此,要天然放置2-3天,可以保证木层的耐性。在少量的情况,可以选用了阳光进行晒干处理。
在这之后才是涂胶、合层处理,一张成型的建筑铝合金模板都是选用了多层木板材选用涂胶方式进行粘接在一同的,设置有专门的滚胶机,将木板材经过灌胶机,板材的正反面都会被均匀的涂改胶层,将涂有胶层的木板材平整的放置在模板的表面模板上面,均匀的进行铺盖6-10层即可。 经过涂胶铺设好的铝合金模板层,经过热压工艺进行压平,传统的加热是选用了锅炉水传到热进行加热,而现代化设备室选用了电加热,压平后,可以增加铝合金模板的密实度,成型比较规则,从而提高了模板的运用质量。选用先预压再热压的工艺,最高程度下降坯板错位的几率,再施以合理的压力和温度热压,保证了每一张铝合金模板都有出色的胶合强度和硬度。 完成之后对铝合金模板进行喷漆、修边包装处理,防腐漆是保证模板运用寿命和储藏时间的重要因素,使得铝合金模板具有质量轻、承受重力大、运用瓶装便当、表面润滑、防腐等优势。
中国建筑铝型材分布图
中国建筑铝型材分布图 迄今为止,建筑类型材(建筑门窗、幕墙、遮阳、结构及装饰等)的产量在中国整个铝挤压行业中仍占着绝大的比例。总体上来看,现在还是广东的铝型材厂家最多,达167家,占36.38%。广东铝型材行业的水平被公认是中国铝型材行业水平的代表。 产业集群优势凸显 铝型材是铝合金门窗幕墙的重要材料。从1997年开始,中国铝型材工业随着铝合金门窗的发展结束了数量型高速发展期,进入了以效益为中心的结构调整期。由于产能严重过剩,又面临塑料以及塑钢型材的步步紧逼,铝型材业出现了前所未有的激烈竞争,行业利润率大幅度下降,进口铝材生存空间被急剧压缩。此外,一些竞争力弱的国产企业也纷纷退出市场,停产或转产工业型材,而一些竞争力强的大企业则通过资产重组与优化产品结构、扩大生产能力得到了更大的发展。这些大企业包括亚洲铝业、兴发铝业、凤铝铝厂等。2000年以后,中国建筑铝型材基本不再进口了。中国的建筑铝型材企业实现了大量出口,成为了建筑铝型材生产的大国。 20世纪80年代至90年代,是中国铝型材极速发展的旺盛时期。政策一放开,港资、乡镇企业、私人企业就纷纷兴建铝型材厂。铝型材生产从国营企业扩大到乡镇集体和私营企业,从军用转向民用。电子工业、新型建材、铝门窗以及随后的建筑幕墙的巨大需求,刺激了铝型材工业的发展。铝型材企业和铝型材产量猛增。目前,这批企业,包括乡镇企业,基本上都转为民营私人企业,成为当今中国建筑铝型材产业主力。 80年代末至90年代初,建筑铝型材进入发展高潮。北方辽宁的大连铝材厂、台资苏州罗普斯金铝业有限公司、广东南海的兴发铝材厂,都是闻名于全国的明星乡镇企业。 在新环境中,国营企业生存及发展比较艰难。不过,福建南平铝业有限公司和陕西西安飞机工业铝业股份有限公司却是顽强争存的国营企业,一直在持续发展壮大,并在行业中有着较高的地位和声誉。 与此同时,铝型材产业不断从广东沿海域向北延伸,从沿海向内地延伸。 广东毗邻港澳,借助于改革开放和地理位置的优势,建筑铝型材起步早,发展快。广东建筑铝型材行业的发展最为突出的就是占全国建筑铝型材总生产能力40%的佛山南海。南海是中国挤压铝型材发祥地之一。这块面积仅为1073.82平方公里的土地,并没有出产一吨的铝土,但却出产了全国40%的铝型材,现有生产建筑铝型材挤压企业近200家,占全国总厂数的三分之一,并涌现出如兴发、坚美、亚铝、凤铝等诸多中国知名品牌,成为我国目前唯一的国家铝型材产业基地。这一切,都因为南海形成了明显的产业集群优势。 进入90年代,内地经济兴起,建筑铝型材企业渐渐向沿海各省延伸发展。广西、福建、浙江、江苏(包括上海)、山东、辽宁等地发展很快。近些年来,浙江湖州南浔、江苏无锡江阴昆山一带和辽宁营口大石桥一带集中新建了许多铝型材厂,构成东部和北部新的铝型材厂
铝型材生产过程讲解
铝合金按所含主要元素成分可分为: 1、工业纯铝1XXX系(1350工业纯铝) 2、AL-Cu合金2XXX系(2024AL-Cu合金) 3、AL-Mn合金3XXX系 4、AL-Si合金4XXX系 5、AL-Mg合金5XXX系 6、AL-Mg-Si合金6XXX系 7、AL-Zn-Mg-Cu合金7XXX系 8、AL-Li合金8XXX系 6063化学主要成分: 硅Si:0.20-0.6%;铁Fe:0.35%;铜Cu:0.10%;锰Mn:0.10%;镁Mg:0.45-0.9%;铬Cr:0.10%;锌Zn:0.10%;钛Ti:0.10%;铝Al:余量 该合金特点:挤压性能好易挤压,中等强度,关键是具有良好的氧化性能,给铝门窗型材一个好的装饰面。力学性能: 抗拉强度σb (MPa):≥150 伸长应力σp0.2 (MPa):≥110 伸长率δ5 (%):≥7 注:棒材室温纵向力学性能
试样尺寸:直径≤12.5 6063的密度为2.69g/cm3。 6061合金主要成分: Mg:0.8-1.2%,Si:0.4-0.8%,Fe:0.7%,Cu:0.15-0.4%,Mn:0.15%,Cr:0.04-0.35%,Zn:0.25%,Ti:0.15%,Al:余量。 工业铝型材的简单分类与用途 1、6063,6063A,6463A,6060工业用铝合金型材。除广泛用作建筑门窗和幕墙结构与装饰材料外,还大量用作室内家具、卫生间、散热器、升降梯扶手型材及一般工业用管材和棒材。 2、6061,6068铝合金工业型材。主要用作冷藏箱、集装箱底板、卡车车架部件、船舶上层结构件、轨道车辆结构件、大型货车结构及其他机械用结构件。 3、6106铝合金工业型材。广泛用于各种要求耐腐蚀的管、线材和棒材。 4、6106,6101B铝合金工业型材。专用于生产高强度电母线,各种导电体材料。 5、6005铝合金工业型材。主要用作梯子、电视天线、电视发射架等。 6、6005A铝合金工业型材。用于生产要求强度高、断面复杂的
2020-2020中国铝型材行业研究报告
201-201中国铝型材行业研究报告 201*-201*中国铝型行业研究报告 201*-201*中国铝型相关行业研究报告 海外是世界上最大的铝消费国,铝消费量每年超过1400万吨,约 占全球总消费量的40%。然而,中国人均铝消费量仍保持在低水平。就目前情况看,中国人均铝消费量约为10kg,而在美国、日本和德国却 业已分别达到35kg、33kg和32.5kg。因此从长远来看,中国铌消费增长仍有较大空间。 中国铝型产量以几近25.16%的混合增长率从201*年的不足200万 吨攀升至201*年的933万吨,大幅高于全球市场的平均增长率。截至201*年初,中国铝挤压型产量占全球产量的47%。 中国有许多铝型制造商,但其中大部分企业规模较自白本人,呈 现出侧重文化产业集中程度低及明显的区域化趋势。除西藏和海南省 尼泊尔外其余省份均有铝型生产商,但企业主要包括位于广东、江苏、浙江、山东及辽宁省。中国南方是最大的铝型净滤波地区,而中国北 方是最大的净输入平保区域。 在应用领域方面,建筑业仍是铝型的最大用户,占201*年总消费 量的63%以上。运输、设备及亚洲地区机械装备制造业和耐用消费品行业分别占中国铝型应用约10%、10%和12%。 随着现代化的提高,工业铝型将见证中国消费的增长,预计201* 年铝型消费人口比例将从目前目前的32%上升至35%。 扩展阅读:201*-201*年中国铝型行业深度调研与投资战略咨询 201*-201*年中国铝型行业深度调研与进行投资市场战略咨询报告 报告简介
近年来,我市国民经济和高新技术的稳定、持续、快速发展,促使我国铝冶炼和铝型加工业发展十分迅速。 中国产业研究报告本人发布的《201*-201*年中国铝型行业深度调研与投资战略咨询报告》共十章。首先介绍了中国铝型行业市场发展环境、亚洲地区铝型整体运行态势等,接着分析了中国铝型行业市场运行的现状,然后介绍了中国铝型市场竞争格局。随后,报告对中国铝型中小企业做了重点企业经营状况分析,最后分析了铝型行业发展趋势与中国投资预测。您若想对铝型产业有个系统的了解或本人想投资铝型行业,本报告是不可或缺您不可或缺的主要工具。 本导入研究报告数据主要采用国家统计数据,海关总署,问卷调查数据,环境保护部采集数据等数据。其中宏观经济数据主要来自国家统计局,部分行业统计数据主要采自发草国家统计局及市场调研数据,企业数据主要来自于国年鉴规模证券企业统计数据及证券交易所等,价格数据主要来自于各类市场监测数据。 报告目录、图表部份目录 章中国铝型行业发展环境分析节国内经济环境分析、GDP历史变动轨迹分析 二、固定资产金融投资管理费用历史变动轨迹分析三、201*年中国铝型经济发展预测分析二节中国铝型行业政策环境分析 二章201*-201*年中国铝型行业经济发展情况分析节201*-201*年中国铝型行业实证运行现状分析 中国铝型工业其二发展战略历程回顾二、当前我国铝型技术发展战略现状三、中国建筑铝型蓬勃发展概况 二节201*-201*同年健康发展中国兰山区铝型行业发展分析、铝型产业发展发展规划目标
铝材检验标准[详]
唐氏集团铝型材检验标准 第一章总则 第一条为了规公司铝型材检验标准,控制型材生产工艺以及成品出厂质量,规避市场风险,提升品牌形象,特制定本章。 第二条本标准规定了铝型材的技术标准、外观质量、检验方法。本标准适用于建筑铝型材。 第三条本标准以GB5237-2008为基准拟定。 第四条公司旗下“永兴”、“亚阳”、“兴铝”三个品牌均以此标准为检验标准。 第五条涉及到商标方面的各项要求,应完全符合《商标法》、《广告法》、《反不正当竞争法》、《知识产权保护法》等法律、法规要求。 第二章基材 第六条本部分规定了未经表面处理的铝合金建筑型材的要求、试验方法、检验规则、标识及合同(或订货单)容。 第七条本部分适用于表面未经处理的建筑用铝合金热挤压型材(以下简称型材)。 第八条术语定义
基材是指表面未经处理铝合金建筑型材。 装饰面是指型材经加工、制作并安装在建筑物上后,处于开启和关闭状态时,仍可看的见的表面。 外接圆是指能够将型材的横截面完全包围的最小的圆。 第九条基材(坯料)相关技术指标及外观要求,见下表: (一) 长度要求定尺时,应在合同中注明,公称长度≤6m时,允许偏差为﹢15mm;长度>6m时,允许偏差由双方协商决定。 (二) 以倍尺交货的型材,其总长度允许偏差为+20mm,需要加锯口余量时,应在合同中注明。 (三) 端头斜切度不应超过2°。 第十条力学性能 取样部位的公称壁厚<1.2mm时,不测定断后伸长率。
室温力学性能要求如下 第十一条试验方法 (一) 化学成分分析可采用化学分析法和仪器分析法等方法进行,化学成分仲裁分析按照GB/T 20975规定的方法进行。 (二) 力学性能拉伸试验按照GB/T 228-2002规定的方法进行,断后伸长率按照GB/T 228-2002中的11.1条仲裁;维氏硬度试验按GB/T 4340.1规定的方法进行;韦氏硬度试验按YS/T 420规定的方法进行。 第十二条尺寸偏差 (一) 壁厚、非壁厚尺寸、角度、倒角半径及圆角半径采用相应精度的卡尺、千分尺、R规等测量工具或专用仪器测量。 (二) 长度、斜切度采用相应精度的测量工具或专用仪器测量。 第十三条外观质量在自然散射光下,以正常视力(不使用放大器)检查型材外观。对缺陷深度不能确定时,可采用打磨测
中国铝型材市场及未来发展趋势
中国铝型材市场及未来发展趋势 铝型材作为铝加工材的主要品种之一,以其独特的装饰性、优良的隔音、保温及可回收性广泛应用于建筑领域,而又凭借其一次挤压成型及较高的机械物理性能、良好的导热性能及较高的比强度等优点,被愈来愈广泛地用于交通运输、电子、机械、轻工、石油、化工、航空、航天等领域。 1、铝型材的生产 中国铝型材的生产始于20世纪五十年代,1952年东北铝合金加工厂开始建设并于1956年投产,开始了中国铝型材的生产,之后,国家又建设了西南铝业有限责任公司、西北铝加工厂等铝型材生产基地,当时产品主要为军工服务;随着建筑市场需求的拉动,一批国营铝型材企业相继投产,如北京铝材厂、天津铝合金厂、广东有色金属加工厂、成都铝材厂、营口铝材厂等。一批合资和外资企业获准在中国办厂,如深圳华加日铝业有限公司、台山市金桥铝型材有限公司、深圳西林铝型材厂等。一批民营企业迅速崛起,如广东兴发铝型材厂有限公司等。这些企业主要装备和工艺都是引进的,中国铝型材工业生产技术和装备水平提高了一大步;20世纪90年代后,中国铝型材快速发展,一大批民营企业陆续建成投产,产量迅猛增长,成为世界铝型材生产大国,进入21世纪我国铝型材企业积极进行产业结构及产品结构的深层次调整,企业向着集团化、大型化、专业化发展,企业数量逐渐减少,产品质量提高,品种、规格不断增加。据统计,到2008年底,我国共有铝型材企业600余家,产能约865万吨,产量主要分布在珠江三角洲、长江三角洲和环渤海湾工业发达区域,其中产能大于10万吨的企业在10家左右,产能在5~10万吨的企业在30家以上。 从产品结构看,铝型材产量中,建筑型材占70%,工业型材占30%左右,且以散热器、电动工具用铝型材为主,大型材所占比例较少。2001~2008年间铝型材产量从106.7万吨增至793.4万吨,年均增长33.2%(图1),2009年产量估计在820万吨以上。主要生产企业:辽宁忠旺集团有限公司、山东丛林集团、肇庆亚洲铝厂有限公司、南山集团公司、广东兴发集团有限公司、佛山市三水凤铝铝业有限公司等。
铝型材标准gb5237-2004
铝及铝合金检验标准 1、目的 发现、控制不合格品,采取相应措施处置,以防不合格品误用。 2、范围 适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。 3、定义(无) 4、职责 4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。 4.2 制造部参与不合格品的处理。 4.3 供应部负责进料中不合格品与供应商的联络。 4.4 管理者代表负责不合格品处理的批准。 5.氧化类型: B3-002 胚料 B3-003 黑色阳极氧化 B3-004 银白阳极氧化 B3-005 雾银阳极氧化 B3-006 磨砂阳极氧化 B3-007 古铜阳极氧化 B3-008 金黄色阳极氧化 B3-009 香槟色阳极氧化 B3-010 光亮阳极氧化 B3-011 黑色化学氧化 B3-012 银白化学氧化 B3-013 雾银化学氧化 B3-014 磨砂化学氧化 B3-015 古铜化学氧化 B3-016 金黄色化学氧化 B3-017 香槟色化学氧化 B3-018 光亮化学氧化 5、检验 5.1抽检标准 检验员按照按照《GB/T 2828。1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。抽检水平一般为Ⅱ级,AQL=1.5。检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。 5.2检验内容: 5.2.1检验来料包装是否符合要求。出厂标识是否清楚、完整。 5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。 5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于
中国铝型材行业发展趋势分析
中国铝型材行业发展趋势分析近年来,随着中国大规模的基建投资和工业化进程的快速推进,铝型材作为建筑领域和机械工业领域里重要的应用材料,其全行业的产量和消费量迅猛增长,中国也一跃成为世界最大的铝型材生产基地和消费市场。经过长达近10年的高速增长,中国铝型材行业步入了新的发展阶段并展现出了诸多新的发展趋势。 全球及中国铝型材行业现状 全球铝型材产销情况。从产能分布来看,2009年全球可生产铝型材的国家和地区约95个,生产企业约2200余家,其中中国的产能占世界总产能的比重超过50%,位列第一。 随着全球经济增长及铝型材用途不断扩展,全球铝型材的消耗量由2001年约869万吨增长至2009年约1550万吨,年复合增长率约为7.5%。预计2012年,全球铝型材消费量将达约1669万吨。 从地区来看,2001~2009年全球主要地区消费量呈现出不同走势,中国消费量比例迅速上升,而欧洲和北美洲呈现出下降趋势。截至2009年,中国消费量占全球消费量比达到47%,而欧洲、北美洲和日本分别仅占21%、8%、6%,中国已经发展为铝型材的消费大国。 从应用领域来看,建筑行业仍然是铝型材应用的主要领域,远远超过其他领域消费量,消费量逐年上涨,截至2009年占总消费量的63%以上。分地区看,北美、欧洲等发达地区2009年铝型材在工业领域的消费平均比重已经超过50%,而中国铝型材在工业领域的消费量仅32%,工业领域的消费比例相对较低。 中国铝型材行业现状。中国铝型材产量由2001年的171.9万吨增加到2009年的729万吨,复合增长率为19.8%。2009年我国建筑铝型材和工业铝型材产量分别是496万吨和233万吨。2010年中国铝型材产销量将超过1000万吨,其中建筑铝型材消费量可望突破600万吨,而到2012年中国铝型材产销量预计将达到约1440万吨。 主要下游产业发展及其对铝型材行业的影响 在建筑及房地产领域。近年来国内快速增长的建筑及房地产业是最大的铝型材消费领域,约占国内铝型材消费总量68%。在建筑铝型材的分品种消费领域中,铝合金门、窗、幕墙型材又占其主体部分。 《2009年中国城市住宅发展报告》指出,2005年底,中国人均住宅建筑面积为26.11平方米。住房与城乡建设部政策研究中心公布的《2020年中国居民居住目标预测研究报告》中提到“2020年我国城镇人均住房建筑面积预计35平方米”。因此,未来较长时间内,每年都需要新增大量住宅。据建设部预计,自2005~2020年,我国将新增建筑面积约300亿平方米。 按照2011~2020年共新增建筑面积200亿平方米计算(测算时按照门窗面积占房屋建筑面积15%,我国门窗材质约有55%使用铝合金,每平方米门窗需要8公斤铝建筑型材),则2011~2020年新增住宅对铝建筑型材的年均需求为132万吨。