Steel - Continuous Casting

Continuous Casting of Steel: Basic Principles
By Bruce Kozak, SMS Demag
& Joseph Dzierzawski, SMS Demag
Background | Production and Feasibility Study | Casting Overview | Liquid
Steel Transfer
Tundish Overview | Mold | Mold Oscillation | Secondary Cooling
Shell Growth | Strand Containment | Bending and Straigtening | Summary
Background
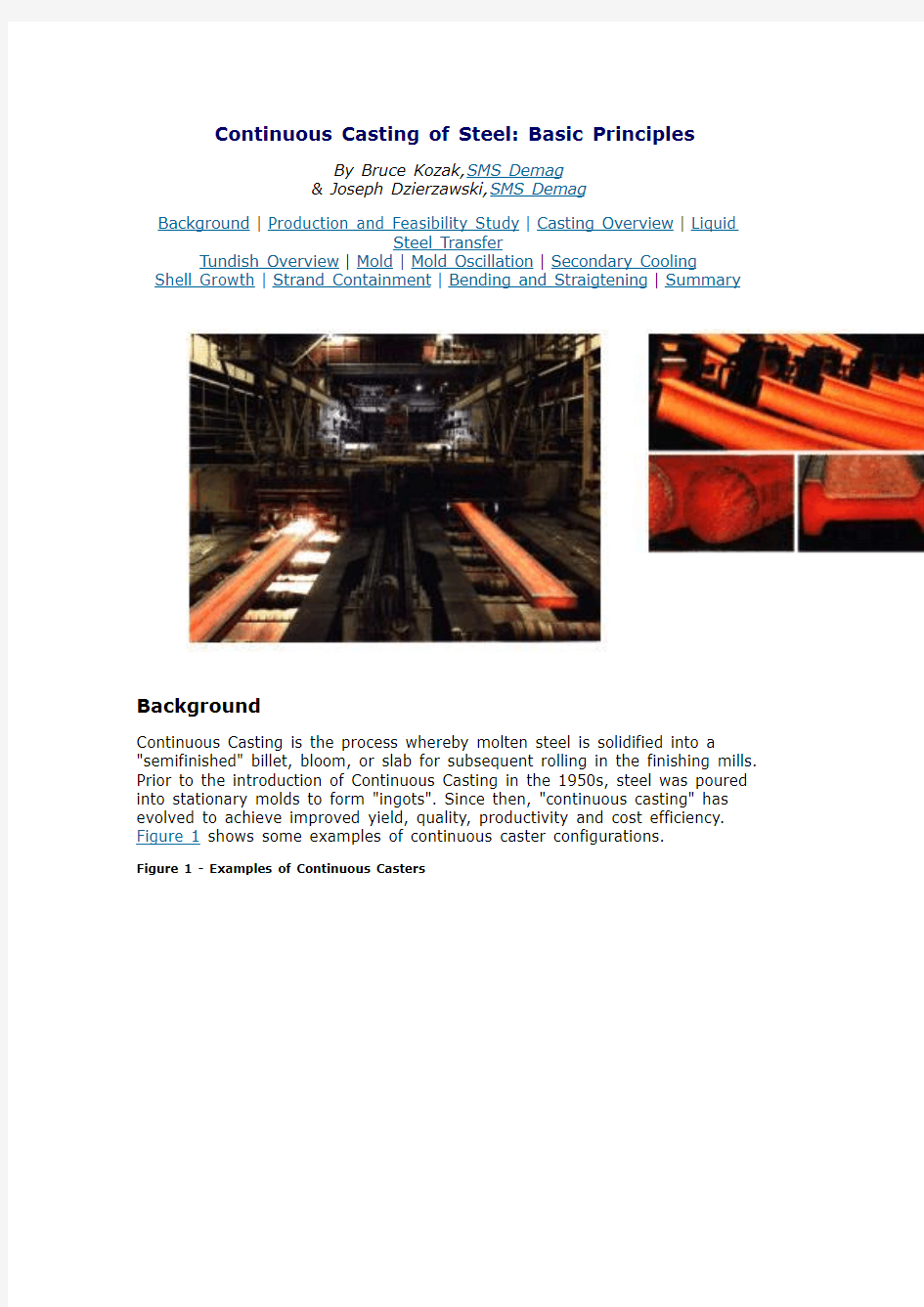
Continuous Casting is the process whereby molten steel is solidified into a "semifinished" billet, bloom, or slab for subsequent rolling in the finishing mills. Prior to the introduction of Continuous Casting in the 1950s, steel was poured into stationary molds to form "ingots". Since then, "continuous casting" has evolved to achieve improved yield, quality, productivity and cost efficiency. Figure 1 shows some examples of continuous caster configurations.
Figure 1 - Examples of Continuous Casters
Steel from the electric or basic oxygen furnace is tapped into a ladle and taken to the continuous casting machine. The ladle is raised onto a turret that rotates the ladle into the casting position above the tundish. Referring to Figure 2, liquid steel flows out of the ladle (1) into the tundish (2), and then into a water-cooled copper mold (3). Solidification begins in the mold, and continues through the First Zone (4) and Strand Guide (5). In this configuration, the strand is straightened (6), torch-cut (8), then discharged (12) for intermediate storage or hot charged for finished rolling.
Figure 2 - General Bloom/Beam Blank Machine Configuration
1:Ladle Turret, 2:Tundish/Tundish Car, 3:Mold, 4:First Zone (Secondary Cooling), 5:Strand Guide (plus Secondary Cooling), 6:Straightener Withdrawal Units, 7:Dummy Bar Disconnect Roll, 8:Torch Cut-Off Unit, 9:Dummy Bar Storage Area, 10:Cross Transfer Table, 11:Product Identification System, 12:Product Discharge System
Figure 3 depicts a Slab Caster layout. Note the extended roller containment compared to that for a Bloom/Beam Blank (as in Figure 2), required to maintain product shape through final solidification.
Depending on the product end-use, various shapes are cast (Figure 4). In recent years, the melting/casting/rolling processes have been linked while casting a shape that substantially conforms to the finished product. The Near-Net-Shape cast section has most commonly been applied to Beams and Flat Rolled products, and results in a highly efficient operation. The complete process chain from liquid metal to finished rolling can be achieved within two hours.
Figure 3 -Slab Caster Layout
Figure 4 - Continuous Cast Shapes (sizes in millimeters)
To Top
Production and Feasibility Study
This is the first step in designing a continuous caster. First, the product end-use dictates the quality, grade and shape of the cast product (billet, bloom, slab, beam blank, and/or round). Considerations are then made based on desired annual tonnage, liquid steel availability, and anticipated operating hours. Then, the machine design considerations can be made for the number of strands and cast speeds to match the liquid metal supply from the melt shop.
Quality and grade considerations are then utilized in determining various design parameters of the casting machine such as its length, vertical height, curved or straight mold, water versus water/air secondary cooling, electromagnetic-stirring, etc.
To Top
Casting Overview
To start a cast, the mold bottom is sealed by a steel dummy bar, which is held in place hydraulically by the Straightener Withdrawal Units (Figure 2, item 6). This bar prevents liquid steel from flowing out of the mold. The steel poured into the mold is partially solidified, producing a steel strand with a solid outer shell and a liquid core. In this primary cooling area, once the steel shell has a sufficient thickness, about 0.4 - 0.8 inches (10 to 20 mm), the Straightener Withdrawal Units are started, and proceed to withdraw the partially solidified strand out of the mold along with the dummy bar. Liquid steel continues to pour into the mold to replenish the withdrawn steel at an equal rate. The withdrawal rate depends on the cross-section, grade and quality of steel being produced, and may vary between 12 and 300 inches per minute. Casting time is typically 1.0 - 1.5 hours per heat to avoid excessive ladle heat losses.
Upon exiting the mold, the strand enters a roller containment section and secondary cooling chamber (Figure 2, items 4 & 5) in which the solidifying strand is sprayed with water, or a combination of water and air (referred to as Air-Mist) to promote solidification. This area preserves cast shape integrity and product quality. Larger cross-sections require extended roller containment (Figure 3). Once the strand is fully solidified and has passed through the Straightener Withdrawal Units, the dummy bar is disconnected, removed and stored. Following the straightener, the strand is cut into individual pieces of the following as-cast products: slabs, blooms, billets, rounds, or beam blanks, depending on machine design.
Billets have cast section sizes up to about 7 inches square. Bloom sections sizes typically range from approximately 7 inches square to about 15 inches by 23 inches. Round castings include diameters of approximately 5 to 20 inches. Slab Castings range in thickness from 2 to 16 inches, and over 100 inches wide. Beam Blanks are shaped like dog bones, and are subsequently rolled into I-Beams. The width-to-thickness ratio, referred to as the "Aspect Ratio", is used to determine the dividing line between blooms and slabs. An Aspect Ratio of 2.5:1 or greater constitutes an as-cast product referred to as a Slab.
To summarize, the casting process is comprised of the following sections:
? A tundish, located above the mold to feed liquid steel to the mold at a regulated rate
? A primary cooling zone or water-cooled copper mold through which the steel is fed from the tundish, to generate a solidified outer shell
sufficiently strong enough to maintain the strand shape as it passes into the secondary cooling zone
? A secondary cooling zone in association with a containment section positioned below the mold, through which the still mostly-liquid strand
passes and is sprayed with water or water and air to further solidify the strand
?Except straight Vertical Casters, an Unbending & Straightening section
? A severing unit (cutting torch or mechanical shears) to cut the solidified strand into pieces for removal and further processing
To Top Liquid Steel Transfer
There are two steps involved in transferring liquid steel from the ladle to the molds. First, the steel must be transferred (or teemed) from the ladle to the tundish. Next, the steel is transferred from the tundish to the molds. Tundish-to-mold steel flow regulation occurs through orifice devices of various designs: slide gates, stopper rods, or metering nozzles, the latter controlled by tundish steel level adjustment.
To Top Tundish Overview
The shape of the tundish is typically rectangular, but delta and "T" shapes are also common. Nozzles are located along its bottom to distribute liquid steel to the molds. The tundish also serves several other key functions: ?Enhances oxide inclusion separation
?Provides a continuous flow of liquid steel to the mold during ladle exchanges
?Maintains a steady metal height above the nozzles to the molds, thereby keeping steel flow constant and hence casting speed constant
as well (for an open-pouring metering system).
?Provides more stable stream patterns to the mold(s)
To Top Mold
The main function of the mold is to establish a solid shell sufficient in strength to contain its liquid core upon entry into the secondary spray cooling zone. Key product elements are shape, shell thickness, uniform shell temperature distribution, defect-free internal and surface quality with minimal porosity, and few non-metallic inclusions.
The mold is basically an open-ended box structure, containing a water-cooled inner lining fabricated from a high purity copper alloy. Mold water transfers heat from the solidifying shell. The working surface of the copper face is often plated with chromium or nickel to provide a harder working surface, and to avoid copper pickup on the surface of the cast strand, which can facilitate surface cracks on the product.
Mold heat transfer is both critical and complex. Mathematical and computer
modeling are typically utilized in developing a greater understanding of mold thermal conditions, and to aid in proper design and operating practices. Heat transfer is generally considered as a series of thermal resistances as follows:
?Heat transfer through the solidifying shell
?Heat transfer from the steel shell surface to the copper mold outer surface
?Heat transfer through the copper mold
?Heat transfer from the copper mold inner surface to the mold cooling water
To Top Mold Oscillation
Mold oscillation is necessary to minimize friction and sticking of the solidifying shell, and avoid shell tearing, and liquid steel breakouts, which can wreak havoc on equipment and machine downtime due to clean up and repairs. Friction between the shell and mold is reduced through the use of mold lubricants such as oils or powdered fluxes. Oscillation is achieved either hydraulically or via motor-driven cams or levers which support and reciprocate (or oscillate) the mold.
Mold oscillating cycles vary in frequency, stroke and pattern. However, a common approach is to employ what is called "negative strip", a stroke pattern in which the downward stroke of the cycle enables the mold to move down faster than the section withdrawal speed. This enables compressive stresses to develop in the shell that increase its strength by sealing surface fissures and porosity.
To Top Secondary Cooling
Typically, the secondary cooling system is comprised of a series of zones, each responsible for a segment of controlled cooling of the solidifying strand as it progresses through the machine. The sprayed medium is either water or a combination of air and water.
Figure 5 - Secondary Cooling
Three (3) basic forms of heat transfer occur in this region:
?Radiation
The predominant form of heat transfer in the upper regions of the
secondary cooling chamber, described by the following equation:
?Conduction
As the product passes through the rolls, heat is transferred through the shell as conduction and also through the thickness of the rolls, as a
result of the associated contact. This form of heat transfer is described
by the Fourier Law:
For conductive heat transfer through the steel shell, k is the shell's
thermal conductivity, whereas A and DX are the cross-sectional area
and thickness of the steel shell, respectively, through which heat is
transferred. Ti and To are the shell's inner and outer surface
temperatures, respectively (Figure 6). As shown in Figure 6, this form
of heat transfer also occurs through the containment rolls.
Figure 6 - Solidification Profile Through Steel Shell & Roll
?Convection
This heat transfer mechanism occurs by quickly-moving sprayed water droplets or mist from the spray nozzles, penetrating the steam layer
next to the steel surface, which then evaporates. This convective
mechanism is described mathematically by Newton's Law of Cooling:
Specifically, the spray chamber (Secondary Cooling) heat transfer
serves the following functions:
?Enhance and control the rate of solidification, and for some casters achieve full solidification in this region
?Strand temperature regulation via spray-water intensity adjustment
?Machine Containment Cooling
To Top Shell Growth
Shell growth can be reliably predicted from Fick's Law:
This equation can be used also to calculate the casting distance (L) where the product is fully-solidified (i.e. no liquid core remaining); solving for "L":
To Top Strand Containment
The containment region is an integral part of the secondary cooling area. A series of retaining rolls contain the strand, extending across opposite strand faces. Edge roll containment may also be required. The focus of this area is to provide strand guidance and containment until the solidifying shell is self-supporting.
In order to avoid compromises in product quality, careful consideration must be made to minimize stresses associated with the roller arrangement and strand unbending. Thus, roll layout, including spacing and roll diameters are carefully selected to minimize between-roll bulging and liquid/solid interface strains.
Strand support requires maintaining strand shape, as the strand itself is a solidifying shell containing a liquid core, that possesses bulging ferrostatic forces from head pressure related to machine height. The area of greatest concern is high up in the machine. Here, the bulging force is relatively small, but the shell is thinner and at its weakest. To compensate for this inherent weakness and avoid shell rupturing and resulting liquid steel breakouts, the roll diameter is small with tight spacing. Just below the mold all four faces are typically supported, with only the broad faces supported at regions lower in the machine.
To Top Bending and Straightening
Equally important to strand containment and guidance from the vertical to horizontal plane are the unbending and straightening forces. As unbending occurs, the solid shell outer radius is under tension, while the inner radius is under compression. The resulting strain is dictated by the arc radius along with the mechanical properties of the cast steel grade. If the strain along the outer radius is excessive, cracks could occur, seriously affecting the quality of the steel. These strains are typically minimized by incorporating a multi-point unbending process, in which the radii become progressively larger in order to gradually straighten the product into the horizontal plane.
Figure 7 - Curved Section of Multi-Strand Beam Blank Caster prior to Unbending Figure 8 - Straightene
Unbending
After straightening, the strand is transferred on roller tables to a cut off machine, which cuts the product into ordered lengths. Sectioning can be achieved either via torches or mechanical shears. Then, depending on the shape or grade, the cast section will either be placed in intermediate storage, hot-charged for finished rolling or sold as a semi-finished product. Prior to hot rolling, the product will enter a reheat furnace to adjust its thermal conditions to achieve optimum metallurgical properties and dimensional tolerances.
Summary
Continuous Casting has evolved from a batch process into a sophisticated continuous process. This transformation has occurred through understanding principles of mechanical design, heat-transfer, steel metallurgical properties and stress-strain relationships, to produce a product with excellent shape and quality. In recent years, the process has been optimized through careful integration of electro-mechanical sensors, computer-control, and production planning to provide a highly-automated system designed for the new millenium.
钢铁工业大气污染物超低排放标准
钢铁工业大气污染物超低排放标准Ultra-low emission standard of air pollutants for iron and steel industry (征求意见稿) 编制说明
标准编制组二〇一八年四月
目录 1 任务来源与工作过程 (1) 1.1 任务来源 (1) 1.2 工作过程 (1) 2 标准修订的必要性、编制原则和技术路线 (2) 2.1标准修订的必要性 (2) 2.1.1环境污染治理形式严峻,钢铁企业污染控制任重道远 (2) 2.1.2《钢铁工业大气污染物排放标准》(DB13/2169-2015)存在的问题 (2) 2.2 编制原则和技术路线 (4) 2.2.1编制原则 (4) 2.2.2技术路线 (4) 3钢铁产业发展现状及存在的问题 (6) 3.1发展现状 (6) 3.2存在问题 (7) 4生产工艺及其污染物排放情况 (9) 4.1 烧结及球团工艺 (9) 4.1.1生产工艺 (9) 4.1.2污染物产生与控制措施 (18) 4.1.3 企业排放情况统计 (20) 4.2炼铁 (22) 4.2.1生产工艺 (22) 4.2.2污染物产生与控制措施 (24) 4.2.3企业排放情况统计 (25) 4.3炼钢 (28) 4.3.1生产工艺 (28) 4.3.2污染物产生与控制措施 (35) 4.3.3企业排放情况统计 (36) 4.4轧钢 (39)
4.4.1生产工艺 (39) 4.4.2 污染物产生与控制措施 (40) 4.4.3企业排放情况统计 (41) 5排放限值的确定 (29) 5.1 时段划分 (29) 5.2大气污染物排放限值的确定 (29) 5.2.1烧结(球团) (29) 5.2.2炼铁 (48) 5.2.3炼钢 (49) 5.2.4轧钢 (37) 5.3大气无组织排放 (39) 5.4监控要求与标准实施 (39) 5.4.1 大气排放监控要求 (39) 5.4.2标准实施 (40) 6 效益分析 (58)
大气污染的防治措施
大气污染的防治措施 摘要随着中国经济的快速发展,交通运输行业的发展步伐日益加快,特别是石化资源的大量使用,使得空气中的有害物质(烟尘、S O2、NO2、CO和碳氢化合物等)严重超标。空气中有害物质持续超标就会影响空气的组成机构、影响自然环境和破坏生态平衡,进而影响人类的正常生活、日常工作和身体健康。空气中有害物质的持续增加,被称为大气污染,其对自然资源、人类生命财产和自然环境造成严重影响。本文在分析自然环境中空气组成的基础上,阐述大气污染对人与资源环境的危害,并提出针对问题的解决措施和防止办法。 关键词自然环境;大气污染;防治措施 1 大气污染概述 1.1 大气污染的内涵 大气污染就是指在人们正常生活过程中,不断向大气中排放是指人们在生产生活过程中,不断向大气排放大量的烟尘、SO2、N O2、CO和碳氢化合物等有害物质,这些有害物质超出自然界的净化能力,就会在大气中不断堆积,导致大气质量严重下降,进而影响人类的生产和生活。一般来说,大气污染源分为两种,即自然污染和人类污染。自然污染就是自然界向大气中排放有害物质,如火山爆发、森林火灾、洪水和地震等自然灾害造成的大气污染。人类污染就是人类的生产生活向大气排放污染物质。人类污染中还可以分为三类:第一,从污染面积来分析,可以分为点污染、面污染和地区污染;第二,
从社会功能来分析,可以分为生活污染、工业污染和交通污染;第三,从污染的形式可以分为,固体污染和液体污染[1]。 1.2 大气污染的原因 目前,中国大气污染已经超出大其自身的净化能力,并影响人类、自然资源和自然环境。大气污染的成因很多,并为自然界污染和人类污染两种,其中人类向大气中排放的有害污染很多。人类向大气中排放的有害物质又分为,一次、二次污染。一次污染就是指人类和自然界直接向大气中排放的污染物(SO2、HS、CO和NO等有害物质。二次污染就是指一次污染物长期作用大气,并使得大气产生新的污染物,如SO3和NO2[2]。 1.3 我国大气污染特点 中国作为发展中国家,其经济持续增长,导致城市化速度不断加快。由于经济和城市化发展的不断发展,使得大气中有害物质持续超标,影响人类的正常生产生活。目前,大气污染呈现出以下几方面的特点。 1.3.1大气中悬浮物和吸入颗粒的含量增加 据有关部门调查数据显示,造成我国城市大气中的污染物主要为悬浮颗粒和吸入颗粒,但是部分地区的SO2污染比较严重,少数城市出现NO、NO2严重超标的问题。也较为严重,少数大城市氮氧化物浓度较高。 1.3.2 大气中细菌含量严重超标
河北省钢铁工业大气污染物排放标准
ICS 13.040.40 Z 60 DB13 河北省地方标准 DB 13/ 2169 —2015 代替DB13/ 1461-2011 钢铁工业大气污染物排放标准 Emission standard of air pollutants for iron and steel industry 2015 - 02 - 15 发布 2015 - 03 - 01 实施河北省环境保护厅河北省质量技术监督 局
本标准依据GB/T 1.1-2009 给出的规则草。 本标准的第4 章和第5 章为强制性内容。 本标准由河北省环境保护厅负责解释。 本标准起草单位:河北省环境科学学会、河北省环境科学研究院、河北省工程咨询研究院、冶金行业协 河北省会、河北前进钢铁集团有限公司。 本标准主要起草人:沈绍进、于海、徐铁兵、李梧森、刘洪滨、王大勇、任钢、杜静、李巍、张雪斌、于 欣沛、吕静、孙玉艳、龚鹏飞、杜鹏芳、耿媛媛、王婷、程飞、柳领君、马跃涛、刘永攀、惠文武、刘庆辉、 田楠。 DB13/ 2169-2015 的历次版本发布情况为: ——DB13/ 1461-2011 。
钢铁工业大气污染物排放标准 1 范围 本标准规定了河北省钢铁工业烧结 (球团) 、高炉炼铁、 炼钢、热轧、冷轧生产企业大气污染物排放 浓度限值,明确了采样、监测和环境保护管理的相关规定。 本标准适用于河北省现有钢铁企业或生产设施的大气污染物、 以及钢铁工业建设项目的环境影响评 价、环境保护设施设计、竣工环境保护验收及其投产后的大气污染物的排放管理。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。 凡是注日期的引用文件, 仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 15432 环境空气 总悬浮颗粒物的测定 重量法 GB/T 16157 固定污染源排气中颗粒物测定与气态污染物采样方法 HJ/T 27 固定污染源排气中氯化氢的测定 硫氰酸汞分光光度法 HJ/T 29 固定污染源排气中铬酸雾的测定 二苯基碳酰二肼分光光度法 HJ/T 38 固定污染源排气中非甲烷总烃的测定 HJ/T 42 固定污染源排气中氮氧化物的测定 HJ/T 43 固定污染源排气中氮氧化物的测定 HJ/T 55 大气污染物无组织排放监测技术导则 HJ/T 56 固定污染源排气中二氧化硫的测定 碘量法 HJ/T 57 固定污染源排气中二氧化硫的测定 定电位电解法 HJ/T 67 大气固定污染源氟化物的测定 离子选择电极法 HJ/T 75 固定污染源烟气排放连续监测技术规范(试行) HJ/T 76 固定污染源烟气排放连续监测系统技术要求及检测方法(试行) HJ 77.2 环境空气和废气 二噁英类的测定 同位素稀释高分辨气相色谱 -高分辨质谱法 HJ/T 397 固定源废气监测技术规范 HJ/T 398 固 定污染源排放烟气黑度的测定 林格曼烟气黑度图法 HJ 539 环境空气 铅的测定 石墨炉原子吸收分光光度法(暂行) HJ 544 固定污染源废气 硫酸雾测定 离子色谱法(暂行) HJ 548 固定污染源废气 氯化氢的测定 硝酸银容量法(暂行) HJ 549 环境空气和废气 氯化氢的测定 离子色谱法(暂行) HJ 583 环境空气 苯系物的测定 固体吸附 /热脱附-气相色谱法 HJ 584 环境空气 苯系物的测定 活性炭吸附 / 二硫化碳解吸 - 气相色谱法 HJ 629 固定污染源废气 二氧化硫的测定 非分散红外吸收法 HJ 692 固定污染源废气 氮氧化物的测定 非分散红外吸收法 HJ 693 固定污染源废气 氮氧化物的测定 定电位电解法 污染源自动监控管理办法》 (国家环境保护总局令第 28 号) 环境监测管理办法》(国家环境保护总局令第 39 号) DB13/ 2169 — 2015 3 术语和定义 气相色谱法 紫外分光光度法 盐酸萘乙二胺分光光度法
钢铁企业大气污染物排放量核算方法
附件1 钢铁企业大气污染物排放量核算方法 编制目的 中国是一个钢铁生产大国,近10余年来钢铁工业发展迅速,粗钢产量从____年的1.26亿吨发展到____年的7.8亿吨,产量约占全球产量的50%。 钢铁企业占地面积大,污染物排放量大、节点多,是大气污染防治管控的重点行业。目前全国各地对钢铁企业的环境监管强度和管理水平差别较大,对其大气污染物排放量的核定和计算,普遍存在计算方法不统一,核定标准不统一,征收强度不统一的现象,不利于促进企业加强治理,减少排放,降低污染。因而需要制定一套简单易行、适应当前状况的钢铁企业大气污染物产排污量核算方法,指导环境监察人员加强对钢铁企业的环境监管,加大排污费征收力度,应收尽收,用经济手段促进钢铁企业的大气污染防治。 本《方法》根据钢铁企业无组织排放点多、面广、量大的特点,在借鉴《排污申报登记实用手册》、《第一次全国污染源普查工业污染源产排污系数手册》和《中国钢铁工业环境保护统计2011》等相关资料基础上,对各种产排污数据进行总结分析,并对不同规模和不同管理水平的钢铁企业进行调研,以主要污染源的环境管理水平为切入点,结合不同污染治理设施和环境管理水平,核算出钢铁企业各个排污节点的大气污染物排放量,作为环境监察部门现场监督检查和核定征收水泥企业排污费的参考依据。 适用范围 本《方法》适用于钢铁行业长流程(有烧结/球团、焦化、炼铁、炼钢、轧钢工序)及短流程(仅有炼钢、轧钢工序)企业大气污染物排放量的核算。 钢铁联合企业中石灰窑、燃煤电站工序的排污量核算,分别参照建材行业石灰窑、电力行业燃煤电厂的核算方法。 编制依据 1.《排污申报登记实用手册》(国家环境保护总局编著,____年);
钢铁工业大气污染物排放标准
钢铁工业大气污染物排放标准
ICS 13.020 Z 60 DB13 河北省地方标准 DB13/ 1461— 2011 钢铁工业大气污染物排放标准 2011 - 11 - 15 发布2011 - 11 - 30 实施
河北省环境保护厅发布河北省质量技术监督局
DB13/ 1461—20 11 前言 本标准的全部技术内容为强制性。 为了贯彻执行《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》、《国务院关 于落实科学发展观加强环境保护的决定》等法律法规,促进河北省钢铁工业生产工艺和污染治理技术的 进步,保护环境,防治污染,保障人体健康,维护良好的生态环境,根据《国家环境保护标准制订工作 管理办法》、《加强国家污染物排放标准制修订工作的指导意见》等有关规定,结合河北省实际情况制 订本标准。 本标准规定了河北省钢铁企业烧结(球团)、高炉炼铁、炼钢、热轧生产单元大气污染物的排放 限值、监测和监控要求,适用于河北省钢铁工业生产工艺和生产装置大气污染物的排放控制。钢铁 工业烧结(球团)、高炉炼铁、炼钢、热轧生产工艺和生产装置排放废水、恶臭污染物、环境噪声适 用相应的国家污染物排放标准,产生固体废物的鉴别、处理和处置适用国家固体废物污染控制标准。 本标准由河北省环境保护厅提出。
本标准起草单位:河北省冶金行业协会、河北省环境科学研究院、河北省众联能源环保科技有 限公司。 本标准主要起草人:冯海波、李杰、王大勇、胡晓波、宋继宽、李伟、张雪斌、徐铁兵、尹崧、 张国宁、常海平、陈俊芬、李士雷、任钢、刘庆辉。 本标准由河北省环境保护厅负责解释。 I
钢铁工业大气污染物超低排放标准(河北省)
前言 本标准按照GB/T 1.1-2009给出的规则起草。 本标准代替DB13/ 2169—2015《钢铁工业大气污染物排放标准》。与DB13/ 2169-2015相比主要技 术变化如下: ——修改了烧结(球团)、高炉炼铁、炼钢和轧钢工序颗粒物、二氧化硫、氮氧化物大气污染物排放浓度限值; ——增加了厂界苯、甲苯、二甲苯、非甲烷总烃无组织排放浓度限值。 本标准由河北省环境保护厅提出。 本标准起草单位:河北省众联能源环保科技有限公司、河北环学环保科技有限公司。 本标准主要起草人:李伟、张仲成、沈绍进、李士雷、王徐涛、贾新艳、王家强。 本标准所代替标准的历次版本发布情况: --DB13/ 1461-2011 --DB13/ 2169-2015 本标准由河北省环境保护厅负责解释。 钢铁工业大气污染物超低排放标准 1 范围 本标准规定了河北省钢铁工业生产企业或生产设施的大气污染物排放限值、监测和监控要求,以及标准的实施与监督等相关规定。 本标准适用于河北省现有钢铁企业或生产设施的大气污染物、以及钢铁工业建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收、排污许可及其投产后的大气污染物的排放管理。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 15432 环境空气总悬浮颗粒物的测定重量法
GB/T 16157 固定污染源排气中颗粒物测定与气态污染物采样方法 HJ/T 27 固定污染源排气中氯化氢的测定硫氰酸汞分光光度法 HJ/T 29 固定污染源排气中铬酸雾的测定二苯基碳酰二肼分光光度法 HJ 38 固定污染源废气总烃、甲烷和非甲烷总烃的测定气相色谱法 HJ/T 42 固定污染源排气中氮氧化物的测定紫外分光光度法 HJ/T 43 固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法 HJ/T 55 大气污染物无组织排放监测技术导则 HJ 57 固定污染源废气二氧化硫的测定定电位电解法 HJ/T 67 大气固定污染源氟化物的测定离子选择电极法 HJ 75 固定污染源烟气(SO 2 、NO X 、颗粒物)排放连续监测技术规范 HJ 76 固定污染源烟气(SO 2 、NO X 、颗粒物)排放连续监测系统技术要求及检测方法HJ 77.2 环境空气和废气二噁英类的测定同位素稀释高分辨气相色谱-高分辨质谱法HJ/T 397 固定源废气监测技术规范 HJ/T 398 固定污染源排放烟气黑度的测定林格曼烟气黑度图法 HJ 539 环境空气铅的测定石墨炉原子吸收分光光度法 HJ 544 固定污染源废气硫酸雾的测定离子色谱法 HJ 548 固定污染源废气氯化氢的测定硝酸银容量法 HJ 549 环境空气和废气氯化氢的测定离子色谱法 HJ 583 环境空气苯系物的测定固体吸附/热脱附-气相色谱法 HJ 584 环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法 HJ 604 环境空气总烃、甲烷和非甲烷总烃的测定直接进样-气相色谱法 HJ 629 固定污染源废气二氧化硫的测定非分散红外吸收法 HJ 644 环境空气挥发性有机物的测定吸附管采样-热脱附/气相色谱-质谱法 HJ 657 空气和废气颗粒物中铅等金属元素的测定电感耦合等离子体质谱法
DB13 2169-2015河北省钢铁工业大气污染物排放标准
ICS13.040.40 Z 60 DB13河北省地方标准 DB13/2169—2015 代替DB13/1461-2011 钢铁工业大气污染物排放标准 Emissionstandardofair pollutants forironandsteelindustry 2015-02-15发布2015-03-01实施河北省环境保护厅 河北省质量技术监督局发布
DB13/2169—2015 前言 本标准依据GB/T 1.1-2009给出的规则草。 本标准的第4章和第5章为强制性内容。 本标准由河北省环境保护厅负责解释。 本标准起草单位:河北省环境科学学会、河北省环境科学研究院、河北省工程咨询研究院、河北省冶金行业协会、河北前进钢铁集团有限公司。 本标准主要起草人:沈绍进、于海、徐铁兵、李梧森、刘洪滨、王大勇、任钢、杜静、李巍、张雪斌、于欣沛、吕静、孙玉艳、龚鹏飞、杜鹏芳、耿媛媛、王婷、程飞、柳领君、马跃涛、刘永攀、惠文武、刘庆辉、田楠。 DB13/ 2169-2015的历次版本发布情况为: ——DB13/1461-2011。 I
DB13/2169—2015 钢铁工业大气污染物排放标准 1 范围 本标准规定了河北省钢铁工业烧结(球团)、高炉炼铁、炼钢、热轧、冷轧生产企业大气污染物排放 浓度限值,明确了采样、监测和环境保护管理的相关规定。 本标准适用于河北省现有钢铁企业或生产设施的大气污染物、以及钢铁工业建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收及其投产后的大气污染物的排放管理。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 15432 环境空气总悬浮颗粒物的测定重量法 GB/T 16157 固定污染源排气中颗粒物测定与气态污染物采样方法 HJ/T 27 固定污染源排气中氯化氢的测定硫氰酸汞分光光度法 HJ/T 29 固定污染源排气中铬酸雾的测定二苯基碳酰二肼分光光度法 HJ/T 38 固定污染源排气中非甲烷总烃的测定气相色谱法 HJ/T 42 固定污染源排气中氮氧化物的测定紫外分光光度法 HJ/T 43 固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法 HJ/T 55 大气污染物无组织排放监测技术导则 HJ/T 56 固定污染源排气中二氧化硫的测定碘量法 HJ/T 57 固定污染源排气中二氧化硫的测定定电位电解法 HJ/T 67 大气固定污染源氟化物的测定离子选择电极法 HJ/T 75 固定污染源烟气排放连续监测技术规范(试行) HJ/T 76 固定污染源烟气排放连续监测系统技术要求及检测方法(试行) HJ 77.2 环境空气和废气二噁英类的测定同位素稀释高分辨气相色谱-高分辨质谱法 HJ/T 397 固定源废气监测技术规范 HJ/T 398 固定污染源排放烟气黑度的测定林格曼烟气黑度图法HJ 539 环境空气铅的测定石墨炉原子吸收分光光度法(暂行) HJ 544 固定污染源废气硫酸雾测定离子色谱法(暂行) HJ 548 固定污染源废气氯化氢的测定硝酸银容量法(暂行) HJ 549 环境空气和废气氯化氢的测定离子色谱法(暂行) HJ 583 环境空气苯系物的测定固体吸附/热脱附-气相色谱法 HJ 584 环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法 HJ 629 固定污染源废气二氧化硫的测定非分散红外吸收法 HJ 692 固定污染源废气氮氧化物的测定非分散红外吸收法 HJ 693 固定污染源废气氮氧化物的测定定电位电解法 《污染源自动监控管理办法》(国家环境保护总局令第28号) 《环境监测管理办法》(国家环境保护总局令第39号) 1
钢铁工业大气污染物排放规范标准
ICS 13.020 Z 60 DB13 河北省地方标准 DB13/ 1461—2011 钢铁工业大气污染物排放标准 2011 - 11 - 15 发布2011 - 11 - 30 实施 河北省环境保护厅发布
河北省质量技术监督局
DB13/ 1461—2011 前言 本标准的全部技术内容为强制性。 为了贯彻执行《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》、《国务院关于落实科学发展观加强环境保护的决定》等法律法规,促进河北省钢铁工业生产工艺和污染治理技术的进步,保护环境,防治污染,保障人体健康,维护良好的生态环境,根据《国家环境保护标准制订工作管理办法》、《加强国家污染物排放标准制修订工作的指导意见》等有关规定,结合河北省实际情况制订本标准。 本标准规定了河北省钢铁企业烧结(球团)、高炉炼铁、炼钢、热轧生产单元大气污染物的排放 限值、监测和监控要求,适用于河北省钢铁工业生产工艺和生产装置大气污染物的排放控制。钢铁 工业烧结(球团)、高炉炼铁、炼钢、热轧生产工艺和生产装置排放废水、恶臭污染物、环境噪声适 用相应的国家污染物排放标准,产生固体废物的鉴别、处理和处置适用国家固体废物污染控制标准。 本标准由河北省环境保护厅提出。 本标准起草单位:河北省冶金行业协会、河北省环境科学研究院、河北省众联能源环保科技有 限公司。 本标准主要起草人:冯海波、李杰、王大勇、胡晓波、宋继宽、李伟、张雪斌、徐铁兵、尹崧、张国宁、常海平、陈俊芬、李士雷、任钢、刘庆辉。 本标准由河北省环境保护厅负责解释。
^ ` I
DB13/ 1461— 2011 钢铁工业大气污染物排放标准 1范围 本标准规定了河北省钢铁工业烧结(球团)、高炉炼铁、炼钢、热轧生产企业大气污染物排放浓度限值,以及采样、监测和环境保护管理的相关规定。 本标准适用于对河北省钢铁工业现有和新建企业大气污染物的排放管理。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB 9078 工业炉窑大气污染物排放标准 GB/T 16157 固定污染源排气中颗粒物测定与气态污染物采样方法 HJ/T 42 固定污染源排气中氮氧化物的测定紫外分光光度法 HJ/T 43 固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法 HJ/T 55 大气污染物无组织排放监测技术导则 HJ/T 56 固定污染物排气中二氧化硫的测定碘量法 HJ/T 57 固定污染物排气中二氧化硫的测定定电位电解法 HJ/T 76 固定污染源烟气排放连续监测系统技术要求及检测方法 HJ/T 397 固定源废气监测技术规范 HJ/T 398 固定污染源排放烟气黑度的测定林格曼烟气黑度图法 3术语和定义 下列术语和定义适用于本标准。 3.1 钢铁工业 本标准所指钢铁工业包括烧结(球团)、高炉炼铁、炼钢及热轧生产工序,不包括冷轧、耐火材料、炭素制品、焦化及铁合金生产。 3.2 现有企业 在本标准实施之日前,建成投产或环境影响评价文件已通过审批的生产企业或设施。 3.3 新建企业 本标准实施之日起,环境影响评价文件通过审批的新、改、扩建生产企业或设施。 3.4
大气污染防治措施
大气污染的防治措施 大气污染及恶化不仅危害到人们的正常生活,而且威胁着人们的身心健康,要做好防治措施。以下是学习啦小编整理的aa资料,仅供参考,欢迎阅读。 大气污染的防治措施(1) 调整工业布局和工业结构 工业布局不合理是造成中国城市大气污染的主要原因之一,改善不合理的工业布局,合理利用大气环境容量是十分必要的。调整工业布局要以生态理论为指导,综合考虑经济效益、社会效益和环境效益。 调整工业结构就是在保证实现本地区经济目标的前提下,优选出经济效益、社会效益和环境效益相统一的工业结构,淘汰严重污染环境的落后工艺和设备,加快以节能降耗、综合利用和污染治理为主要内容的技术改造,采用技术起点高的清洁工艺,控制工业污染。 (2) 改善能源结构,积极采取节能措施 以国家西气东输、西电东送为契机,加快城市能源结构调整;通过划定高污染燃料禁燃区,推广电、天然气、液化气等清洁能源的使用,减少城市原煤的消费量,推广洁净煤技术,促进热电联产和集中供热的发展,有效控制煤烟型污染。《燃煤二氧化硫排放污染防治技术政策》的原则要求燃煤SO2的排放应推行节约并合理使用能源、提高煤炭质量、高效低污染燃烧以及末端治理相结合的综合防治措施,根据技
术的经济可行性,严格二氧化硫排放污染控制要求,减少二氧化硫排放。首先要限制高硫煤的生产和使用,对于电厂锅炉、大型工业锅炉和炉窑鼓励使用高硫分燃煤,并安装烟气脱硫设施;对于中小型工业锅炉和炉窑,应优先使用优质低硫煤、洗选煤等低污染燃料或其他清洁能源;对于城市居民炉灶鼓励使用电、燃气等清洁能源或固硫型煤替代原煤散烧,逐步减少直接消费煤炭,尽快提高使用燃气、电力等清洁能源的销费比例。 (3) 大力开展综合利用,提高资源利用率 资源利用率越高,向环境排放的废物就越少,使经济发展对资源的开发强度不超过环境的承载能力,生产过程的排污量不超过环境的自净能力,从而促进生态系统的良性循环。因此,大力开展综合利用,提高资源利用率在发展工业生产、保护环境的生产过程中具有战略意义。 (4)完善城市绿化系统、发展植物净化 在城市和工业区有计划、有选择地增加绿地面积是大气污染综合防治具有长效功能的重要措施。提高城市绿化水平,最大限度减少裸露地面,降低城市大气环境中悬浮颗粒物浓度。 (5)加强大气污染防治实用技术的推广 利用除尘装置除去废气中的烟尘和各种工业粉尘,采用气体吸收法处理有害气体,应用冷凝、催化转化、吸附和膜
关于发布《钢铁烧结 球团工业大气污染物排放标准》等
附件2 关于发布《钢铁烧结、球团工业大气污染物排放标准》等20项国家污染物排放标准修改单的公告 (征求意见稿) 为贯彻《中华人民共和国环境保护法》和《中华人民共和国大气污染防治法》,加大大气污染防治力度,进一步完善国家污染物排放标准,我部决定对《钢铁烧结、球团工业大气污染物排放标准》等20项国家污染物排放标准进行修改,现将有关事项公告如下: 一、修改内容 修改钢铁、建材、有色、火电、锅炉、焦化等行业污染物排放标准(具体见附表)和《大气污染物综合排放标准》(GB16297-1996),对物料(含废渣)运输、装卸、储存、转移与输送,以及生产工艺过程等,全面增加无组织排放控制措施要求。 修改《钢铁烧结、球团工业大气污染物排放标准》(GB28662-2012)大气污染物特别排放限值,增加烧结烟气基准含氧量要求。修改《平板玻璃工业大气污染物排放标准》(GB26453-2011)、《陶瓷工业污染物排放标准》(GB25464-2010),增加大气污染物特别排放限值。修改《砖瓦工业大气污染物排放标准》(GB29620-2013)大气污染物排放限值和基准含氧量,增加大气污染物特别排放限值。 二、执行要求
钢铁(烧结球团、炼铁、炼钢、轧钢、铁矿采选、铁合金)、建材(水泥、平板玻璃、陶瓷、砖瓦)、有色(铝、铅锌、铜钴镍、镁钛、锡锑汞、再生铜铝铅锌)、火电、锅炉、焦化行业的无组织排放控制措施要求,按相应行业排放标准修改单规定内容执行;石化(石油炼制、石油化工、合成树脂)、油品储运销(储油库、汽油运输、加油站)行业的无组织排放控制措施要求,按行业排放标准已有规定执行;其他行业的无组织排放控制措施要求,按《大气污染物综合排放标准》修改单规定内容执行,将来发布行业排放标准或修改单规定无组织排放控制措施要求的,按相应行业排放标准或修改单规定内容执行。 三、执行时间 新建项目无组织排放控制措施要求自修改单发布之日起执行。现有企业无组织排放控制措施要求自2019年1月1日起执行,其中京津冀大气污染传输通道城市自2017年10月1日起执行。 京津冀大气污染传输通道城市包括北京市,天津市,河北省石家庄、唐山、廊坊、保定、沧州、衡水、邢台、邯郸市,山西省太原、阳泉、长治、晋城市,山东省济南、淄博、济宁、德州、聊城、滨州、菏泽市,河南省郑州、开封、安阳、鹤壁、新乡、焦作、濮阳市(以下简称“2+26”城市)。 四、其他要求 《钢铁烧结、球团工业大气污染物排放标准》(GB28662-2012)、《平板玻璃工业大气污染物排放标准》(GB26453-2011)、《陶瓷工业污染物排放标准》(GB25464-2010)和《砖瓦工业大气污染物排放标
钢铁工业大气污染物排放标准-中华人民共和国环境保护部
钢铁工业大气污染物排放标准 铁合金(征求意见稿) 编制说明 中钢集团天澄环保科技股份有限公司 四川川投峨眉铁合金(集团)有限责任公司 二○○七年九月 1 目次 1 任务来及工作过程1 1.1 任务来源.1 1.2 工作过程.1 2 制订本标准的必要性5 2.1 钢铁工业发展概况5 2.2 现行排放标准存在的主要问题.6 2.3 制订本标准的必要性..8 3 制订本标准的法规政策依据、技术依据及编制原则..8 3.1 法规政策依据..8 3.2 技术依据.2 3.3 编制原则.3 4 铁合金生产工艺、产生的污染物及昀佳控制技术. 5 4.1 铁合金生产工艺及产生的污染物5
4.2 污染物的特点与昀佳控制技术..7 5 国内外生产铁合金大气污染物控制水平调查..8 5.1 国内生产铁合金大气污染物控制水平调查..8 5.2 国外生产铁合金大气污染物控制水平调查11 6 本排放标准的主要技术内容及确定依据11 6.1 主要技术内容的确定11 6.2 排放限值的确定依据12 6.3 操作控制要求..14 6.4 环境监测要求15 7 实施本标准的技术、经济、管理可行性分析.15 7.1 技术可行性分析..15 7.2 经济可行性分析..15 7.3 管理可行性分析..151 8 达标可行性分析.15 9 本标准与现行排放标准及国外标准的比较..16 9.1 与现行排放标准的比较..16 9.2 与国外标准的比较.16 10 实施本标准的环境、社会、经济效益和实施成本分析.16 10.1 实施本标准的环境效益分析.17 10.2 实施本标准的社会效益分析.17 10.3 实施本标准的经济效益分析.17 10.4 实施本标准的成本分析17
钢铁企业环保超低排放分析及应对措施(2021版)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 钢铁企业环保超低排放分析及 应对措施(2021版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
钢铁企业环保超低排放分析及应对措施 (2021版) 摘要钢铁企业生产过程中的烧结、炼焦、高炉炼铁、轧钢等工序中会产生很多有毒、有害的气体,对大气产生严重的破坏。本文分析了钢铁行业的主要污染排放,进而提出了钢铁行业环保超低排放的应对措施,如治理烧结烟气、治理焦化烟气、加强企业环保设施建设等方法,旨在减少钢铁行业的废气排放。 关键词钢铁企业;废弃排放;大气污染 01前言 在我国工业化发展过程中大气污染问题越来越严重,尤其是钢铁企业在生产过程中会产生大量有毒、有害气体,增加雾、酸雨等重污染天气。为了人们的正常生活以及身心健康,降低钢铁企业生产过程中的废弃排放已经刻不容缓,钢铁企业应积极采取相应的措
施,控制污染排放在允许范围之内,实现环保超低排放。 02钢铁企业的污染排放分析 (1)钢铁行业大气污染物排放 钢铁行业是大气污染重点企业,在钢铁生产的各个环节中会产生灰尘、二氧化硫、二氧化氮等有害废气,排量特别大,各成分组成浓度高,污染严重。而且在生产过程中产生的气体含有高污染、高危害的二恶英等有机物,不仅会对大气造成严重的污染,还会严重破坏周围的生态环境。 目前,在新环保法的要求下以及在环保部门的监督之下,各大钢铁企业都对烟气排放进行治理,但是由于大型钢铁企业普遍位于主城区或者主城区周边区域,直接影响着城区空气安全以及周围生态环境。钢铁企业生产中主要产生的污染物是二氧化硫、二氧化氮、粉尘颗粒物等。粉尘颗粒物狐妖在烧结、炼铁、炼钢、炼焦等工序中产生,二氧化硫主要在烧结过程中产生,二氧化氮主要在烧结、炼钢、炼铁、热轧等工序中产生。另外在炼钢过程中还会产生一点量的氯化物和氟化物,危害最严重的二恶英主要在烧结、电炉炼钢
大气污染及其防治
2.3大气污染及其防治 教学目标 1.通过案例分析可吸入颗粒物污染形成的成因、对人体造成的危害,及其防治措施。 2.通过案例分析酸雨形成的原因、污染过程和危害,及其防治措施。 3.理解调整能源生产和消费结构对大气污染治理的普遍意义。 4.分析大气污染现象发生的时空尺度差异。 教学重点 1.可吸入颗粒物污染形成的成因、对人体造成的危害,及其防治措施。 2.酸雨形成的原因、污染过程和危害,及其防治措施。 教学难点 可吸入颗粒物的概念、酸雨的危害及防治。 教学方法 讨论法、案例分析法、讲授法等 教学课时 1课时 教学过程 漫画导入:图中有哪些污染? 一、大气污染现象和大气污染物 1.大气污染 定义: 思考:造成大气污染的自然原因有哪些? 案6例博帕尔毒气泄漏事件 通过案例分析 1.博帕尔毒气泄漏事件是大气污染中那种类型的事件? 2.事件的污染源、事件的污染物、事件造成的危害 2.大气污染物 (1)可吸入颗粒物 ①“总悬浮颗粒物”定义: ②可吸入颗粒物定义: 阅读什么是空气污染指数(简称APl)? 通过材料了解如下问题: 1.空气污染指数的概念: 2.目前北京空气质量日报公布的主要污染物有哪些? 3.空气质量级是如何划分的? ③可吸入颗粒物的危害: 讨论:为什么北方的沙尘暴天气比较多? (复习西北土地荒漠化的成因) (2)酸雨 ①概念:
思考:酸雨不上单指“雨”? ②形成酸雨的大气污染物: ③对环境造成的危害: A.水生生态: B.土壤生态: C.植物生长: D.建筑物: ④我国的酸雨: 思考: 1、我国能源消费以那种能源为主? 2、会造成什么污染? 2、我国的酸雨分布有那些特点? 思考:为什么我国南方的酸雨比北方的严重? ①气候: ②地形: ③土壤: ④南方煤炭含硫量高,排放的酸性气体多 阅读欧洲、北美的酸雨问题 看图:世界酸雨的分布图,思考: 世界酸雨主要分布中哪些地区? 全球变暖、臭氧层破坏、酸雨是当今世界公认的三大全球性大气环境问题,它们的产生 与大气污染有关。 二、大气污染防治 1.大气污染的主要来源: 2.大气污染的防治: 案⑦例北京的空气污染和蓝天工程 思考 1.造成北京市大气污染的主要污染物是什么? 2.这些污染物质的来源是什么? 3.调整能源结构对北京防治大气污染有什么意义? 案⑧例贵阳大力治理酸雨 1.贵阳酸雨污染严重的主要原因: 2.整治措施: 3.现状: 思考:贵阳市在治理酸雨的过程中采取了哪些措施?这些措施能够奏效的原因是什么? 总结:教材选取我国一北(北京)、一南(贵阳)两则案例,虽然它们的大气污染现象、主 要大气污染物有所不同,但它们在大气污染防治措施上有没有相似的地方。 [经典例题]近年来,随着我国经济的迅速发展,轿车越来越多地进入家庭。回答 (1)家庭轿车的大量使用能够()
大气污染及其防治
大气污染及其防治 论文摘要:本文首先阐述大气是人类赖以生存和发展的必不可少的环境要素之一。说明了保护环境的重要性,然后说由于人口的增多,人类活动频繁,自然因素影响使大气污染严重,保护大气环境是我们刻不容缓的义务。 论文关键字:大气污染刻不容缓义务防治地球美好 引文:大气是人类赖以生存和发展的必不可少的环境要素之一。然而人口的增多,人类活动频繁,自然因素影响使大气污染严重,保护大气环境是我们刻不容缓的义务。 正文:大气是人类赖以生存和发展的必不可少的环境要素之一。然而人口的增多,人类活动频繁,自然因素影响使大气污染严重,保护大气环境是我们刻不容缓的义务。 人类赖以生存的环境由自然环境和社会环境组成。自然环境是人类生活和生产所必需的自然条件和自然资源的总和,即阳关、温度、气候、地磁、空气、水、岩石、土壤、动植物、微生物以及地壳的稳定性等自然因素的总和。而社会环境是人类在自然环境的基础上,为不断提高物质和精神生活水平,通过长期有计划、有目的地发展,逐步创造和建立起来的一种人工环境。社会环境是人类物质文明和精神文明发展的标志,它随着经济和科学技术的发展而不断地变化。社会环境的质量对人类的生活和工作,对社会的进步都有极大的影响。 地球表面覆盖着多种气体组成的大气,称为大气层。一般是将随地球旋转的大气层称为大气圈。由于大气圈中空气质量的分布不均匀,通常将从地球表面到1000-1400千米的气层称为大气圈的厚度。 大气在垂直方向上的温度、组成与物理性质也是不均匀的。根据大气温度垂直分布的特点,在结构上可将大气圈分为五个气层:(一)对流层:对流层是大气中最接近地面的一层,它具有气温随高度增加而降低和空气具有强烈的对流运动两个特点;(二)平流层:对流层层顶之上的大气为平流层,其上界伸展到约55千米处。(三)中间层:由平流层顶至85千米高处范围内的大气称为中间层。(四)暖层:暖层位于85-800千米的高度之间。(五)散逸层:暖层层顶以上的大气,统称为散逸层。如果按空气组成成分划分大气圈层结构,又可将大气层分为均质层及非均质层。 大气是由多种成分组成的混合气体,这些混合气体的组成通常包括以下几部分:(一)干洁空气:它的主要成分为氮、氧、氩,它们在空气中的总容积约占99.96%。此外还有少量其他成分,如二氧化碳、氖、氦、臭氧等。干洁空气是大气中的不变组成。(二)水汽:大气中的水汽含量比较低,但它在大气中的含量随时间、地域、气象条件的不同而变化很大,在干旱地区可低到0.02%,而在温湿地带可达6%。水汽对天气起着重要的作用。(三)悬浮微粒:悬浮微粒是指由于自然因素而生成的颗粒物,如岩石的风化、火山爆发、宇宙落物以及海水溅沫等。无论是它的含量、种类,还是化学成分都是变化的。大气污染通常是指由于人类活动和自然过程引起某种物质进入大气中,呈现出足够的浓度,达到了足够的时间并因此而危害了人体的舒适,健康和福利或危害了环境环境的现象。按污染的范围,大气污染可分为:局部地区大气污染,区域性大气污染,广域性大气污染和全球性大气污染。燃料的燃烧是造成大气污染的主要原因;石油工业和化工工业大规模的发展也增加了空气中污染物的种类和数量;在农业方面,由于各种农药的喷洒而造成的大气污染也是不可忽视的问题。
我国大气污染及防治措施
我国大气污染及防治措施
————————————————————————————————作者:————————————————————————————————日期:
浅谈我国大气污染现状与治理措施 学院:人文学院 班级:2015级汉语言文学(1)班 姓名:毛凤英 学号:20150501011041 内容摘要:大气是人类和其他生物赖以生存和发展的基本环境要素之一。我国自改革开放以来,经济迅速发展,而环境问题日益凸显。而我国作为一个新兴的发展中国家,更是在大气环境污染与发展问题上有巨大而尖锐的矛盾,我国大气污染主要集中在城市,而且日益严重,对我国各方面造成了很大影响,这与我国近几年来工业发展离不开关系,因此,本文主要针对我国大气污染现状进行分析,并谈谈相关治理措施。 关键词:大气污染、治理措施 一、中国大气污染状况 (一)中国大气污染 我国目前的大气污染问题比较严重,大气污染主要集中在城市,但也有向中小城镇和农村转移的趋势。据测算,目前中国二氧化硫和消耗臭氧层物质(ODS)排放量居世界第一位;二氧化碳排放量仅次于美国,居第二位;氮氧化物和其他粉尘颗粒也居世界前列。而我国的140多个城市的空气质量都超过国家三级标准,属于严重污染性城市。同时,据世界资源研究所和中国环境检测总站测算,在全球30个大气污染最严重的城市中,中国占20个;全球污染十大最严重的城市中,中国占6个。我国是世界上的燃煤大国,居于世界第一位,尤其以二氧化硫和粉尘为代表的煤烟型大气污染环境范围最广,其次光化学烟雾,机动性和尾气排放污染也有加重的趋势。大气污染会造成局部地区空气混浊,能见度降低,交通事故增多。其次加剧了城市的"热岛效应",在工业城市上空,因为工程的废热大量排入大气,使近地面气温比四周郊区高1%-5%,形成局部环流。再次犹豫向大气中排放大量的灰尘等污染物,对水蒸气有凝结作用,使下风地区的降雨量增加。而废气中的硫氧化物、氮氧化物、碳氧化物还会发生化学反应形成酸雨。而大气污染对人体的呼吸系统会有大的危害,导致肺部疾病发病率大大增加。 (二)中国大气污染带来的不良影 现在我国的环境污染问题相当严重,不仅在一定程度上制约了我国经济的发展,严重影响了人们的生产生活以及人们的健康状况。比如说在我国目前比较严重的大气污染就是雾霾。汽车尾气的排放,煤炭的大量燃烧,工厂有毒气体的排放等等,这些都是造成雾霾的重要原因,雾霾不仅会使人患上癌症,也会使人们的出行发生困难,交通事故频繁发生,最终制约我国经济的发展,影响国家之间的和平关系的发展,比如说2017年韩国和日本,各自都发生雾霾现象,而他们却把责任归结于我国,这引起了我国居民的强烈不满,广大网友都在网上进行了口舌之战。不管怎样大气污染已经成为我国面临的一个难题,要解决这个难题,不仅要从社会方面,国家制度层面提出提出缓解措施,还要法律法规层面提出建议。 二、造成我国城市大气污染的主要原因 (一)能源结构和城市规划不合理
大气污染及其防治教案
选修六《环境保护》大气污染及其防治教学设计 第三节大气污染及其防治 教学目标: 1、了解大气污染的概念 2、掌握可吸入颗粒物污染形成的原因,对人体造成的危害及其防治措施 3、理解酸雨形成的原因、污染过程、危害及其防治措施 4、学会分析大气污染防治的措施 重点: 1、可吸入颗粒物污染形成的原因对人体造成的危害及其防治措施 2、酸雨形成的原因、污染过程、危害及其防治措施 难点: 1、可吸入颗粒物的概念 2、酸雨的危害及其防治 教学方法:讲授法、案例法 教学过程: 导入新课:20世纪末,北京城市空气一度受到严重污染,在冬季频频出现四级污染指数,有时还发生五级污染。思考,大气污染产生的原因有哪些?有什么危害呢?这一节我们就来学习这部分内容。 板书:第三节大气污染及其防治 一、大气污染现象和大气污染物 1、大气污染 【教师指导】教师指导学生阅读教材,归纳大气污染的概念。 【学生回答】学生认真阅读教材,回答问题,理解定义。 【教师指导】教师指导学生探究“案例6”,引导学生全面分析时间的污染源、污染物及其危害。 【学生活动】学生认真阅读案例后,完成案例分析 【教师总结】本案例讲述的就是大气污染重的急性中毒事件。大气污染现象是多种多样的,它们污染和影响的时空尺度不同,有急性中毒事件,有困扰某个局部地区的地方性大气污染问题,有的则是全球性的大气环境问题,需要全人类的共同关注。 【过渡】大气污染重污染物一般是哪些物质? 板书:2、大气污染物 这些污染物中,有些可以造成地方性大气污染,如可吸入颗粒物污染,有些还会造成全球性环境问题,如酸雨。现在我们先来学习可吸入颗粒物。 板书:(1)可吸入颗粒物及其危害 【教师指导】让学生阅读教材,了解总悬浮颗粒物和可吸入颗粒物两个概念。 【教师讲解】总悬浮颗粒物:空气中悬浮着无数固体颗粒,统称为“总悬浮颗粒物”。 可吸入颗粒物:指总悬浮颗粒物中去掉10微米以上的那些大颗粒,剩下的就是可吸入颗粒物,技术上标为PM10, 它是空气质量播报重一个重要参数。 原因:人的鼻毛、分泌物、黏膜可以将大多数大于10微米的粉尘过滤掉,只有小于10微米的颗粒物才会随气流进入气管和肺部。 【教师指导】阅读教材26页阅读材料,思考什么是空气污染指数,空气污染指数与空气质量的关系。
- 钢铁工业大气污染物超低排放标准(河北省)
- 钢铁工业大气污染物排放标准-中华人民共和国环境保护部
- 《钢铁工业大气污染物排放标准炼铁》(征求意见稿)编制说明
- 钢铁行业大气污染
- 钢铁工业大气污染物超低排放标准
- DB37 990—2019《钢铁工业大气污染物排放标准》
- DB13 2169-2015河北省钢铁工业大气污染物排放标准资料
- DB 13 2169—2015 钢铁工业大气污染物排放标准
- 钢铁工业大气污染物排放标准
- 钢铁工业大气污染物排放标准
- 钢铁工业大气污染物排放标准
- (河北省)DB13-1461-2011钢铁工业大气污染物排放标准
- 钢铁烧结球团工业大气污染物排放标准修改单征求意见稿
- 钢铁工业大气污染物超低排放标准
- 钢铁行业大气污染全解
- 我国钢铁工业能耗与大气污染物排放量
- 钢铁烧结球团工业大气污染物排放标准GB修改单征求意见稿
- 钢铁企业大气污染物排放量核算方法
- 钢铁企业大气污染物排放量核算方法汇总
- 钢铁行业大气污染全解PPT课件