长安福特嘉年华日常保养价格表

长安福特嘉年华日常保养价格表
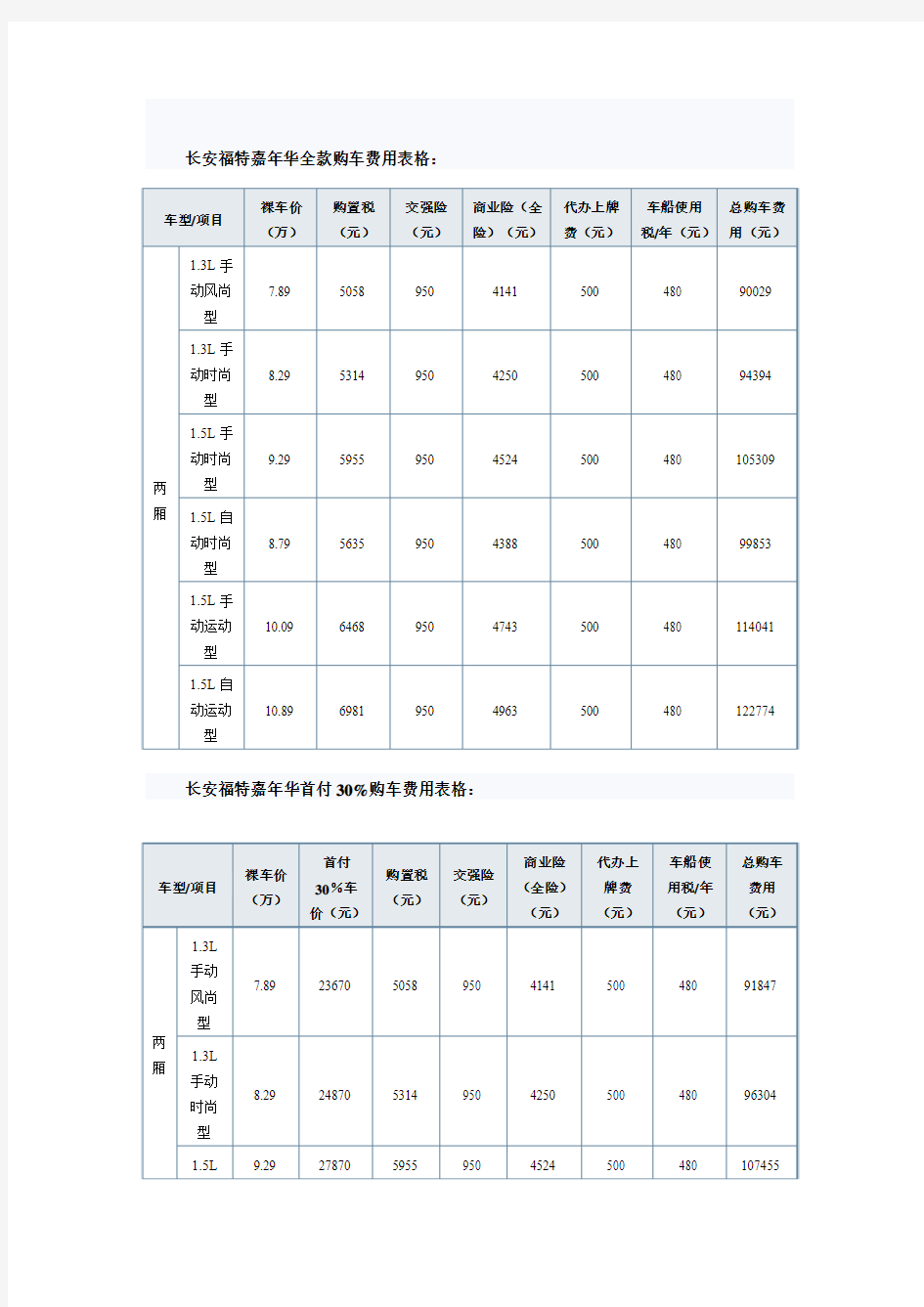
长安福特嘉年华全款购车费用表格:
车型/项目
裸车价(万)
购置税(元)
交强险(元)
商业险(全险)(元)
代办上牌费(元)
车船使用税/年(元)
总购车费用(元)
两厢
1.3L 手动风尚型 7.89 5058 950 4141 500 480 90029
1.3L 手动时尚型 8.29 5314 950 4250 500 480 94394
1.5L 手动时尚型 9.29 5955 950 4524 500 480 105309
1.5L 自动时尚型 8.79 5635 950 4388 500 480
99853
1.5L 手动运动型 10.09 6468 950 4743 500 480 114041
1.5L 自动运动型
10.89 6981 950 4963 500 480 122774
长安福特嘉年华首付30%购车费用表格:
长安福特嘉年华三年期和五年期贷款费用表格:
台钻安全操作规程97448
精品文档 台钻操作规范 (适应本公司所有台钻) 一、工作前安全防护准备: 1,检查主轴箱在立柱上的夹紧情况,主轴套筒的升降 2. 检查手柄位置,进行保护性运转。 3、检查穿戴、扎紧袖口。长发必须戴工作帽。 4、严禁戴手套操作,以免被钻床旋转部分铰住,造成事故。 二、安装钻头前,需仔细检查钻套,钻套标准化锥面部分不能碰伤凸起,如有,应用油石修好、擦净,才可使用。拆卸时必须使用标准钭铁。装卸钻头要用夹头扳手,不得用敲击的方法装卸钻头。 三,钻孔时不可用手直接拉切屑,也不能用纱头或嘴吹清除切屑,头部不能与钻床旋转部分靠得太近,机床未停稳,不得转动变速盘变速,禁用手把握未停稳的钻头或钻夹头。操作时只允许一人。 四、钻孔时工件装夹应稳固,特别是在钻薄板零件、小工件、扩孔或钻大孔时,装夹更要牢固,严禁用手把持进行加工。孔即将钻穿时,要减小压力与进给速度。 五、钻孔时严禁在开车状态下装卸工件,利用机用平口钳夹持工件钻孔时,要扶稳平口钳,防止其掉落砸脚,钻小孔时,压力相应要小,以防钻头折断飞出伤人。 六、清除铁屑要用毛刷等工具,不得用手直接清理。工作结束后,要对机床进行日常保养,切断电源,搞好场地卫生 七,每天开机前按说明书在机床各移动,转动部位加注润滑油,并检查主轴箱在立柱上的夹紧情况,主轴套筒的升降。 八,保养 1,每天检查电源不得欠压,缺相。本公司使用的台钻要求的电源为三相,电压380V,频率50HZ。 2,每天开机前按说明书在机床各移动,转动部位加注润滑油。 3,每天清洁台钻卫生,注意死角不要漏掉。 4,一个月检查一次电气控制盒,各开关的可靠性。清除杂物和灰尘。 5,三个月清洗老润滑脂,打上新的润滑油。 6,一年查检一各机械部位的磨损情况,如间隙过大要更换新的部件,保证加工的精准度。 九,做好当天的设备点检记录。 感谢您的支持与配合,我们会努力把内容做得更好! .
台钻的操作与维护保养规程
台钻的操作与维护保养规程 1 范围 本标准规定了台钻的操作及维护保养方法 本标准适用于钻井队Z516型台钻的操作及维护保养2技术参数 型号:Z516 最大钻孔直径:16mm 主轴最大行程:100mm 主轴中心线至立柱表面距离:193mm 主轴端至工作台最大距离:318mm 主轴端至底座最大距离:548mm 主轴锥度:B18 主轴转速范围:480~4100rpm 主轴转速级数: 5 工作台面尺寸:265×265mm 底座尺寸工作台面尺寸:250×300mm 总高:1037mm 电动机:550W
4 安装及要求 无 5 操作步骤 5.1工作前安全防护准备 5.1.1检查手柄位置,进行保护性运转。 5.1.2检查穿戴、扎紧袖口。 5.1.3严禁戴手套操作,以免被钻床旋转部分铰住,造成事故。 5.2安装钻头前,需仔细检查钻套,钻套标准化锥面部分不能碰伤凸起,如有,应用油石修好、擦净,才可使用。拆卸时必须使用标准钭铁。 5.3钻头装夹必须牢固可靠,闲杂人员不可在旁观看。 5.4钻薄板零件、小工件、扩孔或钻大孔时,严禁用手把持进行加工。 5.5钻通孔时,使钻头通过工作台让刀,或在工作台上垫木块,避免损伤工作台面。 5.6钻削用力不可过大,钻销量必须控制在允许的技术范围内。 5.7机床未停稳,不得转动变速盘变速,禁用手把握未停稳的钻头或钻夹头。操作时只允许一人。 5.8工作中出现任何异常情况,应停车再处理 5.9清除铁屑要用毛刷等工具,不得用手直接清理或用嘴吹。 5.10工作结束后,要清理好机床,加油维护,切断电源,搞好场地卫生。 6 维护和保养
6.1由专人负责设备的定期技术保养,按规定加注润滑脂。 6.2定期检查皮带松紧度。 6.3保证开关控制有效。 6.4保持设备清洁。 8 相关文件 Z516型台钻使用说明书
各种设备维护保养记录表格
《设备维护保养记录》 编号:NO: 设备名称:使用部门维护人:年月 维护项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 异常情况 异常情况 记录 备注 注1:根据设备日常维护制度,用“√”表示该天进行维护,用“×”表示该天没有进行维护。 注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录。
设备台帐 编号:BJJOD/JL/Q/E/S6.3-01NO:1 序号设备编号设备名称及规格型号验收日期放置地点备注 1 Sgsb001 切割机MH110 2 Sgsb002 切割机400A 3 Sgsb003 电焊机BX1 4 Sgsb004 电焊机BX1 5 Sgsb005 角磨机VG100-2D 6 Sgsb006 角磨机S1M-100 7 Sgsb007 角磨机S1M-100 8 Sgsb008 电钻D6-10 9 Sgsb009 电钻JIZ-KP07-10A 10 Sgsb010 电钻Mod.60006 11 Sgsb011 电钻6013BR 12 Sgsb012 云石锯EON永远110 13 Sgsb013 云石锯GDM12-34 14 Sgsb014 云石锯GDM13-34 15 Sgsb015 云石锯VG110 16 Sgsb016 云石锯VG110-2D 17 Sgsb017 气瓶 18 Sgsb018 氩弧焊机CW-3000 19 Sgsb019 氩弧焊机WS-400
20 Sgsb020 切铝机YJ-360ZC 21 Sgsb021 配电箱 22 Sgsb022 水平仪DSL01 23 Sgsb023 水平仪DSL01 24 Sgsb024 水平仪DSL01 25 Sgsb025 水平仪DSL01 26 Sgsb026 电锤GBH 4-32 DFR 27 Sgsb027 电锤GBH 4-32 DSC 28 Sgsb028 电锤GBH 3-28 E 29 Sgsb029 电锤GBH 3-28 E 30 Sgsb030 电锤日立DH45MR 31 Sgsb031 手电钻GBM 23-2 E 32 Sgsb032 手电钻GBM 23-2 E 33 Sgsb033 手电钻GBM 23-2 E 34 Sgsb034 手电钻日立D13 35 Sgsb035 手电钻威克士WORX WT101KE 36 Sgsb036 手电钻威克士WORX WT101KE 37 Sgsb037 吊车 38 Sgsb038 大型气泵 39 Sgsb039 空压机 40 Sgsb040 吊篮 41 Sgsb041 吊轮
台式钻床操作、维护和保养规程
Regulations on the operation and maintenance of bench type drilling Date:2011/8/15Revised code: 0 machine 编制(constitutor):审批(audit): 台式钻床操作、维护和保养规程 Regulations on the operation and maintenance of the bench type drilling machine 1.目的 1. objective 通过对设备的严格规范化管理,确保设备保持完好状态,更好地为生产服务。 For the objective that the equipments can work with high efficiency to finish the production well through the strict and standard management. 2.适用范围 2. Scope 台钻的操作、维护和保养。 It is applied in all kinds of the operation and maintenance of the bench type drilling machine. 3.操作规程 3.Regulations on operation 3.1操作场地必须整洁,照明充分。砂轮必须戴好砂轮罩,托架距砂轮不得超过5mm;使用 后必须拉闸。 Enough illumination ensure,sand wheel must be covered with its carter, bracket shall not exceed 5mm from sand wheel, (power supply cut off after operation finished) 3.2操作人员必须戴好安全眼镜不得正对砂轮,而应站在侧面。不准戴手套,严禁使用棉纱 等物包裹刀具进行磨削。 Operator must wear safety glasses and shall not stare at the wheel directly, he or she shall stand in the side direction toward sand wheel machine. It is not allowed to slicing by wrapping cutting tools with cotton yarn. 3.3砂轮只限于磨刀具、不得磨笨重的物料或薄铁板以及软质材料(铝、铜等)和木质品。 Sand wheel machine is only used to polish the cutting tools no other materials. 3.4砂轮机在开动前,要认真察看砂轮机与防护罩之间有无杂物。应先用手转动砂轮,观察 转动是否灵活,有无相擦现象。确认无问题时,再开动砂轮机。 Before starting the machine, check whether there are foreign articles between sand wheel machine and the protection carter. Rotate sand wheel manually to check if it is flexible, start the machine when everything goes well. 3.5在同一块砂轮上,禁止两人同时使用,更不准在砂轮的侧面磨活。磨工件时,操作者应 站在砂轮机的侧面。不要站在砂轮机的正面,以防砂轮崩裂,发生事故。 it is not permitted to allow two people operate one sand wheel at the same time, when polishing the workpieces, stand in the side position to prevent accident happening. 3.6使用时要精神集中,磨削时的站立位置应与砂轮机成一夹角,且接触压力要均匀,严禁 撞击砂轮,以免碎裂。
CNC加工中心维护保养作业指导书
CNC加工中心维护保养作业指导书 1.维护保养相关责任人 操作人员负责设备的使用、维护及基本保养; 设备维修人员负责设备的维修及必要的维护; 车间管理人员负责对整个车间各操作员及设备维护等方面的监督。 2.数控设备使用之基本要求 数控设备要求要避免潮湿、粉尘过多和有腐蚀气体的场所; 避免阳光的直接照射和其它热辐射,精密数控设备要远离振动大的设备,如冲床、锻 压设备等; 设备的运行温度要控制在15度至35度之间。精密加工温度要控制在20度左右,严 格控制温度波动; 为避免电源波动幅度大(大于正负10%)和可能的瞬间干扰信号等影响,数控设备一般 采用专线供电(如从低压配电室分一路单独供数控机床使用),增设稳压装置等,都可 减少供电质量的影响和电气干扰。 3?日常加工精度维持 开机后,必须先预热10分钟左右,然后再加工;长期不用的机器应延长预热的时间; 检查油路是否畅通;
关机前将工作台、鞍座置于机器中央位置(移动三轴行程至各轴行程中间位置); 机床保持干燥清洁 4.每日维护保养 每日对机床灰尘铁屑进行清扫清洁:包括机床控制面板、主轴锥孔、刀具车、刀头及锥柄、 刀库刀臂及刀仓、转塔;XY轴钣金护罩、机床内柔性软管、坦克链装置、切屑槽等; 检查润滑油液面高度,保证机床润滑; 检查冷却液箱内冷却液是否足够,不够及时添加; 检查空气压力是否正常; 检查主轴内锥孔空气吹气是否正常,用干净棉布擦拭主轴内锥孔,并喷上轻质油; 清洁刀库刀臂和刀具,尤其是刀爪; 检查全部信号灯,异警警示灯是否正常; 检查油压单元管是否有渗漏现象; 机床每日工作完成后进行清洁清扫工作; 维持机器四周环境整洁。 5?每周保养 清洗热交换器的空气滤网,冷却泵、润滑油泵滤网; 检查刀具拉栓是否松动,刀把是否清洁; 检查三轴机械原点是否偏移;
加工中心维护保养内容及要求
加工中心维护保养内容及 要求 Newly compiled on November 23, 2020
加工中心维护保养内容及要求 1 日常保养 定期时间:每班班前、班后。 作业时间:各15分钟内。 班前 对机床各重要部位进行检查(液压系统、导轨润滑系统、中央闭式循环系统、切削水系统是否足够)。 擦净机床外露导轨面及滑动面的尘土。 空车试运转。 . 班后 抹净操作屏上的油渍。 清扫、擦拭机床。 清扫铁屑。 各部归位。 2 一级保养 定期时间:每季度一次。 作业时间:4小时内。 外表 擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 检查补齐螺钉、螺母,油杯有无松动。 传动系统,工作台及导轨 检查主轴系统及各定位螺钉有无松动。
检查工作台及导轨面,去除毛刺。 检查各传动机构动作是否正常。 检查丝杆,螺母及调整间隙。 检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。液压、润滑、冷却、气动 检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 检查油质、油量、油位是否符合要求。 检查液压、气动及润滑、冷却系统,调整工作压力。 电器 擦拭电动机及电器箱达到内外清洁。 检查线路是否漏电,各触点接触良好。 检查CNC的全部机能是否正常动作。 检查控制装置及伺服装置内外的外观情况是否良好。 检查限位装置与接地是否安全可靠。 3 二级保养 定期时间:每年一次。 作业时间:8小时内。 完成一级保养的各项内容(按一级保养要求)。 检查、调整各传动零部件,修复或更换磨损件。 刀架、工作台与导轨 检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。 检查、调整刀架主轴及传动齿轮啮合间隙。 检查、调整各零部件,修复更换磨损件。
加工中心维护保养内容及要求
加工中心维护保养内容及要求 1 日常保养 1.1 定期时间:每班班前、班后。 1.2 作业时间:各15分钟内。 1.3 班前 1.3.1对机床各重要部位进行检查(液压系统、导轨润滑系统、中央 闭式循环系统、切削水系统是否足够)。 1.3.2擦净机床外露导轨面及滑动面的尘土。 1.3.3空车试运转。 1.4. 班后 1.4.1抹净操作屏上的油渍。 1.4.2清扫、擦拭机床。 1.4.3清扫铁屑。 1.4.4各部归位。 2 一级保养 2.1 定期时间:每季度一次。 2.2 作业时间:4小时内。 2.3外表 2.3.1擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 2.3.2检查补齐螺钉、螺母,油杯有无松动。 2.4 传动系统,工作台及导轨 2.4.1 检查主轴系统及各定位螺钉有无松动。 2.4.2检查工作台及导轨面,去除毛刺。 2.4.3检查各传动机构动作是否正常。 2.4.4检查丝杆,螺母及调整间隙。 2.4.5检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。 2.5 液压、润滑、冷却、气动 2.5.1检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 2.5.2检查油质、油量、油位是否符合要求。 2.5.3检查液压、气动及润滑、冷却系统,调整工作压力。 2.6 电器 2.6.1擦拭电动机及电器箱达到内外清洁。 2.6.2检查线路是否漏电,各触点接触良好。
2.6.3检查CNC的全部机能是否正常动作。 2.6.4检查控制装置及伺服装置内外的外观情况是否良好。 2.6.5检查限位装置与接地是否安全可靠。 3 二级保养 3.1定期时间:每年一次。 3.2作业时间:8小时内。 3.3完成一级保养的各项内容(按一级保养要求)。 3.4检查、调整各传动零部件,修复或更换磨损件。 3.5刀架、工作台与导轨 3.5.1检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。3.5.2检查、调整刀架主轴及传动齿轮啮合间隙。 3.5.3检查、调整各零部件,修复更换磨损件。 3.5.4检查调整平衡装置及安全装置,达到安全可靠。 3.6 液压、气动及润滑 3.6.1清洗换油,排除泄漏。 3.6.2检查调整液压、气动及润滑系统,修复或更换磨损件。 3.6.3更换油线、油毡,修复润滑装置,达到油窗清晰、油路畅通、 装置安全。 3.7 精度 3.7.1检查、调整、修复精度,达到产品工艺要求。 3.8 电器 3.8.1检修电器及电器控制系统,拆检电机,达到内外整洁,安全可靠。
加工中心维护保养规程
加工中心维护保养规程标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
加工中心维护保养规程 一、日常维护保养 1.检查液压油箱,集中润滑油箱,三联件油杯液位,油标1/2以下需要加油。 2.检查集中润滑箱是否正常耗油,两天油位无变化,需报修。三联件油雾器顶油窗在用 气时有油珠滴下。 3.检查气液增压器油面,油量不够时填加。 4.检查气源气压是否为5-6MPa. 5.检查切削液液位。确认切削液流量是否正常。 6.检查安全防护罩、门是否正常,无松动。 7.注意加工中是否有异响,异常温升。 8.注意是否有漏气、漏油、漏水现象并及时报修。 9.作业结束后,清除台面及三轴防护罩,水箱及滤网,大防护罩内所有切屑,机床外观 清洁一次。 10.作业结束后,主轴内孔需擦拭干净。 二、每周维护保养 1.目视检查ATC前后移动是否顺畅。 2.目视检查刀库回转是否顺畅。 3.确认主轴锁放刀动作是否顺畅。 4.清理三联件空气过滤器滤网。 5.检查或清理电控箱风扇滤网。
6.检查机械手油箱液位。 7.检查恒温油箱液位。 三、每半年维护保养(停产检修) 1.打开三轴防护罩,清理积屑。 2.清理刀库,机械手,主轴上下,电机,大防护罩内外。 3.清洁三轴导轨刮刷。 4.彻底清洁冷却液箱,清洗滤网。 5.清洁润滑油箱,清理润滑泵滤网。 6.检查丝杠导轨润滑、磨损情况。(机修) 四、年度维护保养 1.更换机械手、第四轴油箱油。 2.点检传动机构、液压系统、气动系统、润滑系统。(机修) 3.清理电控柜,紧固接线端子,清理NC风扇。(机修) 五、将保养中已解决与未解决的主要问题记录入档,作为下次保养或安排检修计划的资 料。
加工中心维护保养内容及要求
加工中心维护保养內容及要求 1 日常保养 1?1定期时间:每班班前、班后。 1.2作业时间:各15分钟内。 1.3班前 1.3.1对机床各重要部位进行检查(液压系统、导轨润滑系统、中央闭式循环系统、 切削水系统是否足够)。 132擦净机床外露导轨面及滑动面的尘土。 1.3.3空车试运转。 14班后 1.4.1抹净操作屏上的油渍。 142清扫、擦拭机床。 1.4.3清扫铁屑。 144各部归位。 2 一级保养 2.1定期时间:每季度一次。 22作业时间:4小时内。 2.3外表 2.3.1擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。 2.3.2检查补齐螺钉、螺母,油杯有无松动。 2.4传动系统,工作台及导轨 2.4.1检查主轴系统及各定位螺钉有无松动。 2.4.2检查工作台及导轨面,去除毛刺。 2.4.3检查各传动机构动作是否正常。 2.4.4检查丝杆,螺母及调整间隙。 2.4.5检查刀架、主轴头及刀库运动是否准确可靠。检查刀眼是否准确可靠。 2.5液压、润滑、冷却、气动 2.5.1检查过滤器、冷却泵、冷却箱,要求管路、阀门畅通无泄漏。 2.5.2检查油质、油量、油位是否符合要求。 2.5.3检查液压、气动及润滑、冷却系统,调整工作压力。
2.6电器 2.6.1擦拭电动机及电器箱达到内外清洁。 262检查线路是否漏电,各触点接触良好 263检查CNC的全部机能是否正常动作。 264检查控制装置及伺服装置内外的外观情况是否良好。 265检查限位装置与接地是否安全可靠。 3 二级保养 3.1定期时间:每年一次。 3.2作业时间:8小时内。 3?3完成一级保养的各项内容(按一级保养要求)。 3.4检查、调整各传动零部件,修复或更换磨损件。 3.5刀架、工作台与导轨 3.5.1检查导轨面,要求无油污、去毛刺、整修伤痕、调整间隙。 3.5.2检查、调整刀架主轴及传动齿轮啮合间隙。 3.5.3检查、调整各零部件,修复更换磨损件。 3.5.4检查调整平衡装置及安全装置,达到安全可靠。 3.6液压、气动及润滑 3.6.1清洗换油,排除泄漏。 3.6.2检查调整液压、气动及润滑系统,修复或更换磨损件。 3.6.3更换油线、油毡,修复润滑装置,达到油窗清晰、油路畅通、装置安全。3?7精度 3.7.1检查、调整、修复精度,达到产品工艺要求。 3.8电器 3.8.1检修电器及电器控制系统,拆检电机,达到内外整洁,安全可靠。 【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和尖注,我将一如既往为您服务】