组件工艺流程中英文版
中文:太阳能电池组件生产工艺
组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。
工艺流程如下:
1、电池检测——
2、正面焊接—检验—
3、背面串接—检验—
4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——
5、层压——
6、去毛边(去边、清洗)——
7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——
8、焊接接线盒——
9、高压测试——10、组件测试—外观检验—11、包装入库;
1.2工艺简介:
在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍:
1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。
2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是
手工焊接)
3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前
采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组
件串的正负极焊接出引线。
4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。
5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。
6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。
8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。
9、高压测试:高压测试是指在组件边框和电极引线间施加一定的电压,测试组件的耐压性和绝缘强度,以保证组件在恶劣的自然条件(雷击等)下不被损坏。
10、组件测试:测试的目的是对电池的输出功率进行标定,测试其输出特性,确定组件的质量等级。
英文:
Solar cell module production process
Line called packaging line components, packaging is the production of solar cells a key step in the packaging process without a good, multi-well battery is also not a good component of production boards. Battery package not only the battery life is guaranteed, but also to enhance the combat strength of the battery. Product quality and high service life is to win can be the key to customer satisfaction, so the quality of components of the package board is very important.
Process is as follows:
1, the battery test - 2, positive Welding - Inspection -3, on the back of cascading - Inspection -4, laying (glass cleaning, material cutting, glass
pre-processing, laying) - 5, laminating - 6, to flash ( to the side, cleaning) - 7, fitted border (glue, loading angle keys, punching, install box, scrub I glue) - 8, the welding junction box - 9, high-pressure test - 10, component testing -- -11 appearance inspection, packaging and storage;
1.2 Process Description:
Here only a brief look at the role of technology, give us an emotional understanding of the specific content of a further detail later:
1, the battery test: Because the randomness of the battery-chip manufacturing conditions, the production out of battery performance is different, we will be for the effective performance of identical or similar battery together, it should be classified according to their performance parameters; battery test that is by testing the battery output parameters (current and voltage) of the size of its classification. To improve the utilization of the battery to make the battery components of acceptable quality.
2, positive welding: It's convergence with soldered to the battery positive (negative) of the main gate line, convergence zone for the tinned copper strip, we use a welding machine can weld with a multi-point in the form of spot
welding on the main gate Online. Welding heat source for an infrared lamp (using infrared thermal effect). Welding with the length of the side length of about 2 times the battery. More welding belt behind the back of welding with electrodes connected to the back of the battery piece. (Our company uses a manual welding)
3, on the back of concatenation: back of the weld is 36 cells cascaded together to form a component of the string, we are currently used process is manual, the battery depends mainly on the positioning of a membrane with plate 36 placed above the battery film grooves, groove size and battery size correspond to the location of tank has been designed well, different specifications of the components use a different template, the operator use electric soldering iron and solder wire will "in front of the battery," the positive electrode (cathode) Welding to the "behind the battery" on the back electrode (cathode), so that in turn will be 36 series with the component string together and welded out of positive and negative leads.
4, laminated lay: on the back of a good tandem and tested after passing the component string, glass and cut a good EVA, glass fiber, backplane according to a certain level, laying a good preparation for lamination. Glass pre-coated layer of reagent (primer) in order to increase the bonding strength of glass and EVA. When installed to ensure the battery strings and glass and other materials relative position, adjusting the distance between the battery, in order to laminate lay a solid foundation. (Laying of levels: from the bottom up: glass, EVA, cell, EVA, glass fiber, backplane).
5, component lamination: a good battery will be laid into the laminating machine, through the vacuum component of the air out, and then heated to melt the EVA batteries, glass and back bonding together; the final cooling out components. Lamination process is a key step in component production, lamination temperature lamination time, according to the nature of EVA. We use the fast-curing EVA, the lamination cycle time is about 25 minutes. Curing temperature of 150 ℃.
6, trimming: laminated EVA melt when the pressure of reaching out after curing due to the formation of flash, so it should be removed laminated finish.
7, fitted box: similar to the glass mounted to a frame; to the glass component mounted aluminum frame to increase the intensity of the component, further sealing the battery components, longer battery life. Borders and glass components of the gap filled with silicone resin. The border between the connection with the angle button.
8, the welding junction box: In the component lead at the back of a box welded to facilitate the battery and other equipment or connections between cells.
9, high-pressure test: high-pressure test is defined as components of the border and the electrode lead a certain voltage is applied between the test component of the pressure resistance and dielectric strength to ensure that components in harsh natural conditions (lightning, etc.) will not be damaged under the .
10, component testing: the test objective is to calibrate the battery output power to test its output characteristics, determine the quality grade components
光伏组件生产工艺流程
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)
焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
组件生产工艺流程简介)
组件生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 1、分选
此为组件的第一道工序,在本道工序中,首先将电池片进行初步筛选,将不符合标准的电池片,如色差片,崩边片,缺胶片,断栅片等等分类放置在一起,将合格的电池片按照机器焊接每打100片的数量清点好。 2、焊接
焊接工序采用最先进的德国进口TT1200焊片机。1200指的时每小时一台机器可以焊接1200片电池片,也就是说老式焊片机3秒焊接一片,新式焊片机2.8秒左右焊接一片。焊接机采用不接触涂布装置、影响定位系统、红外焊接装置、自动抓取机器人等部分组成。影响定位系统有效挑选出破片、裂片等装置,有效的保证了焊接品质。 在此工序中由“自动焊片机”将单片电池片和涂锡铜带焊接成一串,再由提取ABB机器人将每串电池串提取到铺设好EVA的玻璃板上。ABB机器人能够准确按照设置的间距,将电池串排列到好,精确误差在0.5mm以内。 TT焊片机彻底替代了原始的手工焊接,不仅在产量上有了很大的提高,更在质量上有明显的改善。焊接处理的组件没有杂物、锡渣等。3,叠层(也称排片)
叠层为组件生产过程中的一道关键岗位,这道工序主要将焊接好的电池串连接成电路。每相邻的电池上都要粘贴2到3条高温胶带,目的是防止电池串发生移位等情况。之后用烙铁将汇流条焊接在每串的两端,按照正负极的正常方式将组件做成一个完整的导通发电体。4、隐裂测试
光伏组件生产工艺流程
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接一检验一 3、背面串接一检验一 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)一一 5、层压一一 6、去毛边(去边、清洗)一一 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)一一 &焊接接线盒一一9、高压测试一一10、组件测试一外观检验一11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同, 所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡 的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前 采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将前面电池”的正面电极(负极)焊接到后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA、 玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出, 然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150 C。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。
组件工艺流程中英文版
中文:太阳能电池组件生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 工艺流程如下: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; 1.2工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是 手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前 采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组 件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。
轧钢生产工艺流程介绍
轧钢生产工艺流程介绍 1、棒材生产线工艺流程 钢坯验收f加热f轧制f倍尺剪切f冷却f剪切f检验f包装f计量f入库 (1)钢坯验收=钢坯质量是关系到成品质量的关键,必须经过检查验收。 ①、钢坯验收程序包括:物卡核对、外形尺寸测量、表而质量检查、记录等。 ②、钢坯验收依据钢坯技术标准和内控技术条件进行,不合格钢坯不得入炉。 (2)、钢坯加热 钢坯加热是热轧生产工艺过程中的重要工序。 ①、钢坯加热的目的 钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。 ②、三段连续式加热炉 所谓的三段即:预热段、加热段和均热段。 预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约燃料。(一般预加热 到 300?450°C) 加热段的作用:对预加热钢坯再加温至1150?1250°C,它是加热炉的主要供热段,决定炉子的加热生产能力。 均热段的作用:减少钢坯内外温差及消除水冷滑道黑印,稳定均匀加热质量。 ③、钢坯加热常见的几种缺陷 a、过热钢坯在高温长时间加热时,极易产生过热现象。钢坯产生过热现象主要表现在钢的组织晶粒过分长大变为粗晶组织,从而降低晶粒间的结合力,降低钢的可塑
性。过热钢在轧制时易产生拉裂,尤其边角部位。轻微过热时钢材表面产生裂纹, 影响钢材表而质M和力学性能。 为了避免产生过热缺陷,必须对加热温度和加热时间进行严格控制。 b、过烧 钢坯在高温长时间加热会变成粗大的结晶组织,同时晶粒边界上的低熔点非金属化 合物氧化而使结晶组织遭到破坏,使钢失去应有的强度和塑性,这种现象称为过 烧。 过烧钢在轧制时会产生严重的破裂。因此过烧是比过热更为严重的一种加热缺陷。 过烧钢除重新冶炼外无法挽救。 避免过烧的办法:合理控制加热温度和炉内氧化气氛,严格执行正确的加热制度和 待轧制度,避免温度过高。 ( C、温度不均 钢坯加热速度过快或轧制机时产量大于加热能力时易产生这种现象。温度不均的钢坯,轧制时轧件尺寸精度难以稳定控制,且易造成轧制事故或设备事故。 避免方法:合理控制炉温和加热速度;做好轧制与加热的联系衔接。 d、氧化烧损 钢坯在室温状态就产生氧化,只是氧化速度较慢而己,随着加热温度的升高氧化速度加快,当钢坯加热到1100-1200°C时,在炉气的作用下进行强烈的氧化而生成氧化铁皮。氧化铁皮的产生,增加了加热烧损,造成成材率指标下降。 减少氧化烧损的措施:合理加热制度并正确操作,控制好炉内气氛。 e、脱碳 钢坯在加热时,表面含碳量减少的现象称脱碳,易脱碳的钢一般是含碳量较高的优
2021年光伏组件生产工艺流程
光伏组件生产工艺流程: 欧阳光明(2021.03.07) A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的
位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EV A 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EV A的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EV A、电池、EV A、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EV A熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EV A的性质决定。我们使用快速固化EV A时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EV A熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。 8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。
电池组件生产工艺流程规范
电池组件生产工艺 目录 太阳能电池组件生产工艺介绍1 晶体硅太阳能电池片分选工艺规范4 晶体硅太阳能电池片激光划片工艺规范6 晶体硅太阳能电池片单焊工艺规范10 晶体硅太阳能电池片串焊工艺规范14 晶体硅太阳能电池片串焊工艺规范16 晶体硅太阳能电池片叠层工艺规范18 晶体硅太阳能电池组件层压工艺规范23 晶体硅太阳能电池组件装框规范27 晶体硅太阳能电池组件测试工艺规范29 晶体硅太阳能电池组件安装接线盒工艺规范31 晶体硅太阳能电池组件清理工艺规范33
太阳能电池组件生产工艺介绍 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 1流程图: 电池检测——正面焊接—检验—背面串接—检验—敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试—外观检验—包装入库; 2组件高效和高寿命如何保证: 2.1高转换效率、高质量的电池片 2.2高质量的原材料,例如:高的交联度的EVA、高粘结强 度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢 化玻璃等; 2.3合理的封装工艺; 2.4员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。
服装生产制作工艺流程介绍
服装生产制作工艺流程介绍 (一)生产准备 面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。 (二)面料、辅料检验的目的和要求 根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。如有欠料,要及时落实补料事宜并告知客户。如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。 由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的
各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 收到样品、原始资料,按工艺要求(参考客人的原样),制作合理的纸板,并做好各种技术工艺的记录,对生产过程中遇到的技术问题负责。 按照客户和厂部的规定的样品时间,安排好样衣的生产,并做好几率,遇到做样衣时,工艺单不清楚的地方,要主动向跟单提出或向厂长提出,让他们去同客户商讨,不能自作主张。 认真审核客供工艺单的资料,原样衣,明确了解客户的要求,尺寸,原辅料和配料等,在做给客人的批核样衣时,以便于车间的生产为原则,提示可以简化的车缝的工序。样衣完成后,对比原样品和工
光伏产业链流程及工艺设备
e光伏产业链流程及工艺设备
太阳能电池芯片的制造采用的工艺方法与半导体器件基本相同,生产的工艺设备也基本相同,但工艺加工精度低于集成电路芯片的制造要求 晶体硅太阳能电池的制造工艺流程: (1)切片:采用多线切割,将硅棒切割成正方形的硅片。 (2)清洗:用常规的硅片清洗方法清洗,然后用酸(或碱)溶液将硅片表面切割损伤层除去30-50um。 (3)制备绒面:用碱溶液对硅片进行各向异性腐蚀在硅片表面制备绒面。 (4)磷扩散:采用涂布源(或液态源,或固态氮化磷片状源)进行扩散,制成PN+结,结深一般为0.3-0.5um。 (5)周边刻蚀:扩散时在硅片周边表面形成的扩散层,会使电池上下电极短路,用掩蔽湿法腐蚀或等离子干法腐蚀去除周边扩散层。 (6)去除背面PN+结。常用湿法腐蚀或磨片法除去背面PN+结。 (7)制作上下电极:用真空蒸镀、化学镀镍或铝浆印刷烧结等工艺。先制作下电极,然后制作上电极。铝浆印刷是大量采用的工艺方法。 (8)制作减反射膜:为了减少入反射损失,要在硅片表面上覆盖一层减反射膜。制作减反射膜的材料有MgF2 ,SiO2 ,Al2O3 ,SiO ,Si3N4 ,TiO2 ,Ta2O5等。工艺方法可用真空镀膜法、离子镀膜法,溅射法、印刷法、PECVD法或喷涂法等。 (9)烧结:将电池芯片烧结于镍或铜的底板上。 (10)测试分档:按规定参数规范,测试分类。 太阳能电池组件生产工艺 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库
生产工艺流程、设备、技术介绍、特色
商用空调生产工艺技术介绍 一、生产工艺流程: 1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:
2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:
二、生产工艺特色: 青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。 (一)、热交换器(也称两器)生产设备及工艺: 1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。 2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。 3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。 4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。 5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。 6、热交换器折弯机:本设备是日本进口设备(专业设备厂家生产)。本工序是对热交换器组件进行不同形式(L型、U型、O型)的折弯,设备针对不同结构形式的产品采用专用折弯模具,有效保证了不同产品折弯角度的一致性和产品质量的稳定性。 7、自动焊接机:本设备是日本进口设备(专业设备厂家生产),本工序是对热交换器组件进行弯头的自动焊接,焊接时采用氮气保护,有效的保证了工件的焊接质量。 8、真空箱式He检漏设备:本工序是对热交换器组件进行耐压气密性检查,以检查工件有无泄漏(主要是各焊点处)。检漏时是将工件内部充入3.3MPa 或4.15 MPa的高压混合He气,在真空的环境中(真空箱内部)采用He检漏仪对工件进行检漏,设备检漏精度可控制产品出厂后冷媒泄漏量在2g/年以内。 (二)、生产线设备主要技术指标及产品介绍: 青岛海信日立共有整机组装线10条:分别为室外机W1线(生产SET-FREE mini系列4~6HP,IVXmini系列3~5HP,单元机系列3~5HP)、室外机W2线(生产SET-FREE系列5~22HP,店铺机系列8~10HP)、室外机W3线(生产SET-FREE系列24~32HP机)、室外机
生产工艺流程图和工艺说明
生产工艺流程图及工艺说明 (一)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。2 、包装原料的接收:分为人工搬运和机械接收两种。3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。 (二)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。 (三)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。 (四)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。 1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。 2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。( 1 )单一循环二次粉碎工艺用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。( 2 )阶段二次粉碎工艺该工艺的基本设置是采用两台筛片不同的粉碎机,两粉碎机上各设一道分级筛,将物料先经第一道筛筛理,符合粒度要求的筛
太阳能组件工艺流程
1 / 22
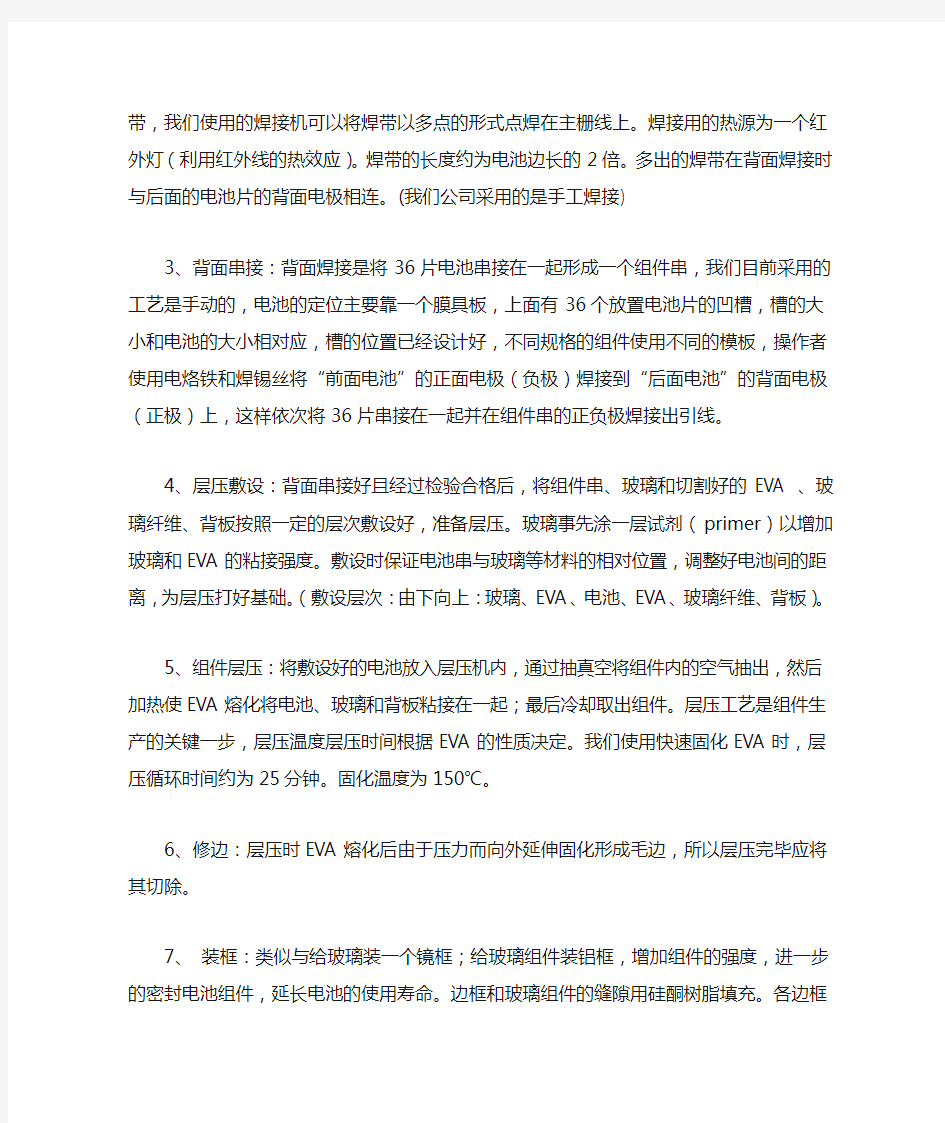
组件结构 组件正面图组件背面图组件分解图 2 / 22
材料简介—EVA 封装材料:大部分长时间湿气的渗入是组 件失效的原因。水蒸气在电池板或者电路 上冷凝会导致短路或者腐蚀。因此组件必 须对气体、蒸汽或液体有很强的抵御性。 最易受侵入的地方是电池盒封装材料之间 的界面,以及所有不同材料接触的界面。 通常的封装材料是乙烯-醋酸乙烯共聚物 (EVA)、特氟纶(Teflon)和铸件树脂。 EVA胶膜是一种热固性的膜状热熔胶,常温下不发粘,便于操作;在熔融状态下,它和硅晶片、玻璃、TPT产生粘接,成为太阳电池板。作用:粘结、密封、缓冲、冷热膨胀小、增加光线透过、绝缘 主要技术指标: ①透光率(%):≥91 ②剥离强度(N /cm):玻璃/胶膜≥30背板/胶膜≥20 ③交联度(%):70~90 ④耐紫外光老化:不龟裂、不变色 ⑤耐温性:-40~85℃ 3 / 22
材料简介—背板 背板位于太阳能电池板的背面,对电池片起保护和支撑作用,具有可靠的绝缘性、阻水性、耐老化性。(一般都用TPT、TPE等)太阳能背材又称TPT材料,由三层结构组成,外层是T薄膜,中间层P薄膜,T与P之间用胶水粘结。其中T表示聚氟乙烯薄膜(PVF),厚度一般在37um左右,该层是用作太阳能电池封装材料的主要层,其作用就是耐气候、抗UV紫外、耐老化、不感光等;P表示聚酯薄膜,厚度一般为250um,主要的作用及功能是水气阻隔性、电气绝缘性、尺寸稳定性,易加工性及耐撕裂性等。 4 / 22 TPT结构TPE结构
材料简介—玻璃 光伏钢化玻璃的主要优点: ①是强度较之普通玻璃提高数倍,抗弯强度是普通玻 璃的3~5倍,抗冲击强度是普通玻璃5~10倍,提高强度的同时亦提高了安全性。 ②是使用安全,其承载能力增大改善了易碎性质,即 使钢化玻璃破坏也呈无锐角的小碎片,对人体的伤害极大地降低了. ③钢化玻璃具有良好的热稳定性,能承受的温差是普 通玻璃的3倍,可承受200℃的温差变化。 太阳能光伏钢化玻璃的缺点: ①钢化后的玻璃不能再进行切割,和加工,只能在钢 化前就对玻璃进行加工至需要形状,再进行钢化处理。 ②钢化玻璃强度虽然比普通玻璃强,但是钢化玻璃在 温差变化大时有自爆(自己破裂)的可能性,而普通玻璃不存在自爆的可能性。 ③边缘脆弱,需要小心抬放。 5 / 22
光伏组件生产流程及操作规范
电池组件生产工艺 目录
太阳能电池组件生产工艺介绍 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 1流程图: 电池检测——正面焊接—检验—背面串接—检验—敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试—外观检验—包装入库; 2组件高效和高寿命如何保证: 2.1高转换效率、高质量的电池片 2.2高质量的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅酮树脂胶)、 高透光率高强度的钢化玻璃等; 2.3合理的封装工艺; 2.4员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 3太阳电池组装工艺简介: 3.1工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍: 3.1.1电池测试: 由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 3.1.2正面焊接: 是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。 3.1.3背面串接: 背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝
组件生产流程
A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA 时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各
晶体硅太阳能电池生产工艺流程图
晶体硅太阳能电池生产工艺流程图 电池片工艺流程说明: (1)清洗、制绒:首先用化学碱(或酸)腐蚀硅片,以去除硅片表面机械损伤层,并进行硅片表面织构化,形成金字塔结构的绒面从而减少光反射。现在常用的硅片的厚度在180μm 左右。去除硅片表面损伤层是太阳能电池制造的第一道常规工序。 (2)甩干:清洗后的硅片使用离心甩干机进行甩干。 (3)扩散、刻蚀:多数厂家都选用P型硅片来制作太阳能电池,一 般用POCl3液态源作为扩散源。扩散设备可用横向石英管或链式扩散炉,进行磷扩散形成P-N结。扩散的最高温度可达到850-900℃。这种 方法制出的PN结均匀性好,方块电阻的不均匀性小于10%,少子寿命大于10 微秒。扩散过程遵从如下反应式: 4POCl3+3O2(过量)→ 2P2O5+2Cl2(气)2P2O5+5Si → 5SiO2+ 4P 腐蚀磷硅玻璃和等离子刻蚀边缘电流通路,用化学方法除去扩 散生成的副产物。SiO2 与HF生成可溶于水的SiF62-,从而使硅表面的 磷硅玻璃(掺P2O5的SiO2)溶解,化学反应为: SiO2+6HF → H2(SiF6)+2H2O (4)减反射膜沉积:采用等离子体增强型化学气相沉积(PECVD: Plasma Enhanced Chemical Vapor Deposition) 技术在电池表面沉
积一层氮化硅减反射膜,不仅可以减少光的反射,而且由于在制备SiNx 减反射膜过程中有大量的氢原子进入,因此也起到了很好的表面钝化和体钝化的效果。这是因为对于具有大量晶界的多晶硅材料而言,晶界的悬挂键被饱和,降低了复合中心的原因。由于表面钝化和体钝化作用明显,就可以降低对制作太阳能电池材料的要求。由于增强了对光的吸收,氢原子对太阳能电池起到很好的表面和体内钝化作用,从而提高了电池的短路电流和开路电压。 (5)印刷、烧结:为了从电池上获取电流,一般在电池的正、背两面制作电极。正面栅网电极的形式和厚度要求一方面要有高的透过率,另一方面要保证栅网电极有一个尽可能低的接触电阻。背面做成BSF结构,以减小表面电子复合,印刷后要进行高温烧结。 (6)检测分选:为了保证产品质量的一致性,通常要对每个电池片测试,并按电流和功率大小进行分类,也可根据电池效率进行分级。 (7)包装入库:将分选好的电池片一部分可以进行包装,入库,准备外卖;其他的准备进入电池组件生产工序待用。
光伏组件的组成和生产工艺
光伏组件的组成和生产工艺 2017年8月11日,我们工程师又去隆基乐叶验厂了,于是也给我科普了一番:组件之谜首先我们看看为什么太阳能电池片不能直接当做电源用呢? 具体有下面三点原因: a.单体电池脆而薄,非常容易破碎; b.电池片的电极在空气中容易被腐蚀; c.单片电池片的工作电压一般在0.5V左右,远不能满足一般用电设备的电压要求。 因此,电池片需要做成组件后才可以使用~ 组件是长这样的
下面一起来了解太阳能组件的构成及其原材料介绍: 组件的定义 具有内部联接及封装的、能单独提供直流电输出的最小不可分割的太阳电池组合装置称为太阳电池组件。 太阳能电池组件由太阳能电池片串并联,用钢化玻璃、EVA及TPT热压密封而成,周边加装铝合金边框,具有抗风、抗冰雹能力强、安装方便等特性。广泛应用于太阳能照明、灯具、户用供电、公路交通、建筑及光伏电站等领域。 太阳能组件主要有电池片、互联条、汇流条、钢化玻璃、EVA、背板、铝合金、硅胶、接线盒这九大核心组成部分。
组件原材料 1.电池片:光电效应转换成电力的器件 能产生光伏效应的材料有许多种,如:单晶硅,多晶硅,非晶硅,砷化镓,硒铟铜等。 它们的发电原理基本相同,现以晶体为例描述光发电过程。P型晶体硅经过掺杂磷可得N型硅,形成P -N结。当光线照射太阳电池表面时,一部分光子被硅材料吸收;光子的能量传递给了硅原子,使电子发生了越迁,成为自由电子在P-N结两侧集聚形成了电位差,当外部接通电路时,在该电压的作用下,将会有电流流过外部电路产生一定的输出功率。这个过程的实质是:光子能量转换成电能的过程。 电池片发电原理图
组件生产流程中英文对照
太阳能电池组件生产流程英文解说 中文:太阳能电池组件生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 工艺流程如下: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; 1.2工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。 8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。 9、高压测试:高压测试是指在组件边框和电极引线间施加一定的电压,测试组件的耐压性和绝缘强度,以保证组件在恶劣的自然条件(雷击等)下不被损坏。 10、组件测试:测试的目的是对电池的输出功率进行标定,测试其输出特性,确定组件的质量等级。
手机生产流程介绍
手机流程 一,主板方案的确定 在手机设计公司,通常分为市场部(以下简称MKT),外形设计部(以下简称ID),结构设计部(以下简称MD)。一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。 二,设计指引的制作 拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的 基本功,我把它作为了公司招人面试的考题,有没有独立做过手机一考就知道了,如果答得不对即使简历说得再经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如主板长度99,整机的长度尺寸就是在主板的两端各加上2.5,整机长度可做到99+2.5+2.5=104,例如主板宽度37.6,整机的宽度尺寸就是在主板的两侧各加上2.5,整机宽度可做到37.6+2.5+2.5=42.6,例如主板厚度13.3,整机的厚度尺寸就是在主板的上面加上1.2(包含0.9的上壳厚度和0.3的泡棉厚度),在主板的下面加上1.1(包含1.0的电池盖厚度和0.1的电池装配间隙),整机厚度可做到13.3+1.2+1.1=15.6,答案并不唯一,只要能说明计算的方法就行还要 特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。 三,手机外形的确定 ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。 四,结构建模 1.资料的收集 MD开始建模需要ID提供线框,线框是ID根据工艺图上的轮廓描出的,能够比较真实的反映ID的设计意图,输出的文件可以是DXF和IGS格式,如果是DXF格式,MD要把不同视角的线框在CAD中按六视图的方位摆好,以便调入PROE中描线(直接在PROE中旋转不同视角的线框可是个麻烦事).也有负责任的ID在犀牛中就帮MD把不同视角的线框按六视图的方位摆好了存成IGS格式文件,MD只需要在ROE中描线就可以了.有人也许会问,说来说去都是要描线,ID提供的线框直接