抽样标准指导书

深圳市兴海容电子有限公司
抽样标准
1.0目的
确保我司品质检验允收水平有据可依。
2.0范围
适用于我司所有有抽样检验的工序。
3.0定义
3.1 致命缺陷简写为CR:产品无法使用,功能性存在致命缺陷。
3.1主要缺陷(Majov Defect)简写为MA:产品使用性能不能达到所期望的目的或显着减低其使用
性的缺陷。
3.2次要缺陷(Minor Defect)简写为MI:不影响或不会减低使用性的缺陷。
4.0职责
4.1 品质部QC及生产工序QC对产品全检。
4.2 品质部QA对QC全检的板按MIL-STD-105F抽样计划进行抽样检验。
4.3 品质部IQC对原物料及外发加工板按MIL-STD-105F抽样计划进行抽样检验。
5.0抽样计划
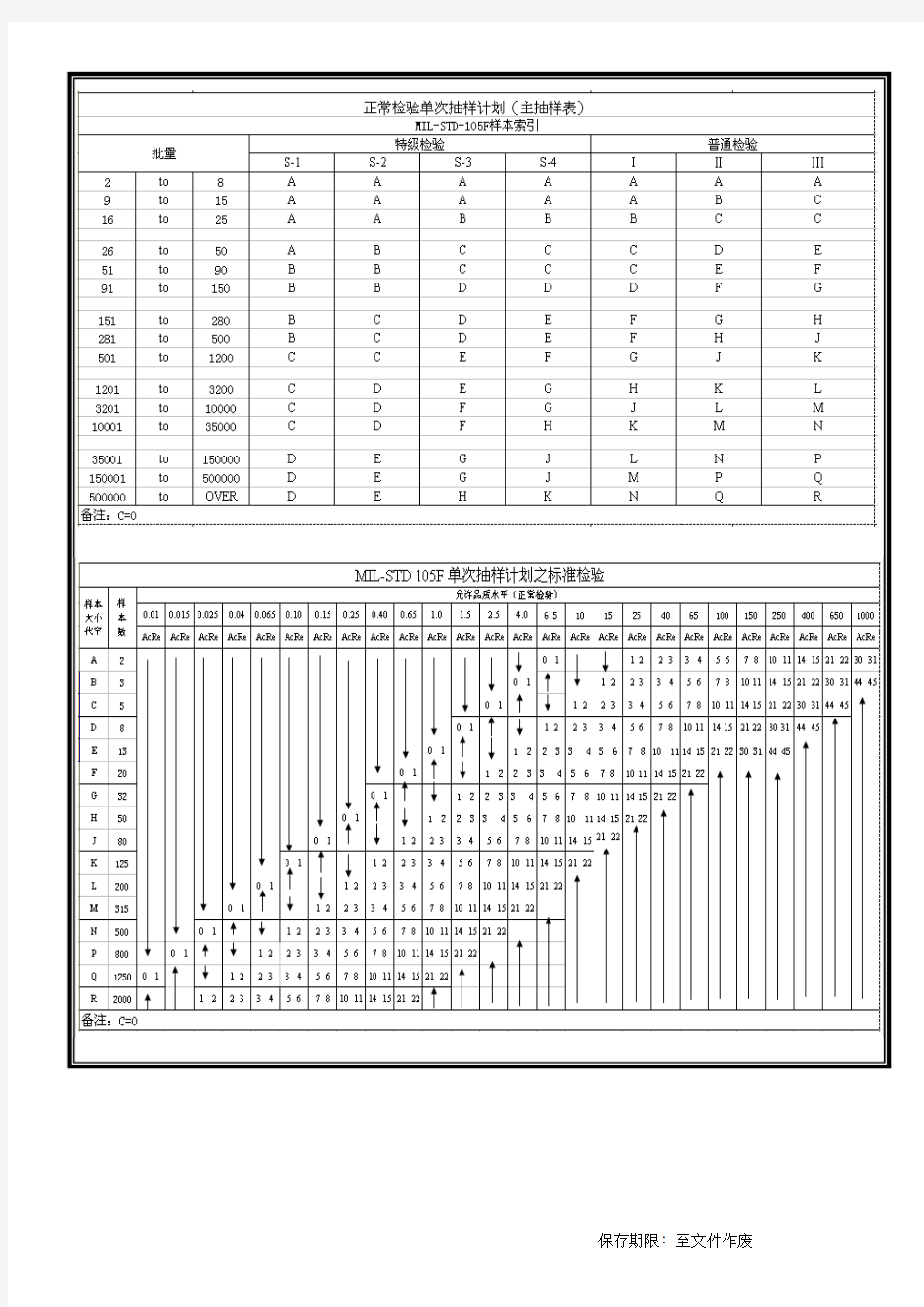
5.1 本公司采用MIL-STD-105F普通检验二级水平。
6.0抽样标准
6.1 本公司采用MIL-STD-105F单次抽样计划正常检验AQL0.65允收水准。
6.2 致使缺陷(CR)允收水准C=0,重要缺陷(MA)允收水准C=0.65,次要缺陷(MI)允收水
准C=2.5。
7.0加严抽检
7.1 凡同一物料或同一类型产品的供应商来料,相同问题点连续三次不合格的,需对此供应商的
些种物料进行加严抽检,加严抽检标准C=0(不接受任何缺陷),同时对抽样数按普通三级标准进行抽样。
8.0放宽抽检
8.1 凡同一物料或同一类型产品的供应商来料,连续10批来料未发现品质问题的,可放宽抽样标
准按普通一级标准时行抽样。
保存期限﹕至文件作废
抽样方法作业指导书
抽样方法作业指导书 3、1抽取样本的原则 3、1、1抽样检验之所以能用样本来评估总体,主要是因为抽样检验本身具有其它非全面检验所不具备的特点,主要是: 3、1、1、1抽样检验的样本是按随机的原则抽取,在总体中每一个个体被抽取的机会是均等的。因此,能够保证被抽中的个体在总体中的均匀分布,不致出现倾向性误差。 3、1、1、2抽样检验是以抽取的个体所组成的样本来代表总体。而不是用随意挑选的个别个体代表总体。因此,能够保证样本的代表性。 3、1、1、3所抽取的检验样本容量,是根据检验误差的需求并经过科学的分析所确定的。 3、1、1、4抽样检验的误差,是在检验前就可以根据检验样本数量和总体中各个体之间的差异进行计算,并控制在允许范围以内。因此,检验结果的准确程度较高。 3、2基于以上特点,抽样检验被公认为是非全面检验方法中用来推算和代表总体的最科学的检验方法。 3、3抽样的一般程序 3、3、1“确定抽样总体→确定取样范围→确定样本容量→抽取样本→计算样本特征并评估总体”,这是抽样的一般程序。 3、4抽样方式
3、4、1抽样方式一般采用随机抽样(若总体中每个个体被抽取的机会是均等的,则称为随机抽样)。 3、4、2随机抽样包括简单随机抽样,分层抽样,等距抽样,整群抽样等。通常在实地检验中,经常把这几种抽样方法相互结合运用。 3、4、3随机原则 3、4、3、1 抽样是统计数据质量的灵魂,样本抽选的好坏,直接关系到最终检验结果是否能反映总体的真实情况。质量部抽样方法作业指导书日期xx年10月30日页数第2页共2页 3、4、3、2在抽样检验中,随机原则是至关重要的。在检验工作中,我们事先并不知道总体的分布具有什么特征,这样在抽选样本的时候,如果不能坚持随机原则,可能会给检验结果带来偏差。 3、4、3、3 抽样检验的原则和方法抽样检验设计和实施要遵循两个基本原则,抽样必须随机化和样本大小适当。 3、5通常抽样检验也会遇到误差和偏误问题。通常抽样检验的误差有两种:一种是工作误差(也称登记误差或检验误差),一种是代表性误差(也称抽样误差)。但是,抽样检验可以通过抽样设计,通过计算并采用一系列科学的方法,把代表性误差控制在允许的范围之内;另外,由于检验个体数量少,代表性强,所需检验人员少,工作误差比全面检验要小。4相关文件 4、1二级文件:无
IQC抽检作业指导书
成品、包装物料抽检作业指导书 1.目的(Purpose) 规范进仓产品、包装物料抽查检验的计划,、方法和准则 2.0 适用范围(Scope) 成品、包装物料所有进仓的产品 3.0定义(Definitio) 批:通常指一个单位时段内生产的产品集合 4.0职责(Resposibilitie) 4.1对所有进仓产品或包装物料按照佛山市奥特玛陶瓷有限公司《成品分级内控标准》或《包装物料验收标准》验收,用标准的测量方法进行检验,完成产品的合格与不合格的判定。 4.2 IQC要对产品抽检过程中发现的质量问题进行跟踪处理,以及生产和市场反馈的重大产品质量问题的跟踪处理,并跟进产品市场销售质量状况。 4.3统计产品接收、检验过程中的质量数据,以日报或月报的形式反馈给相关部门,作为生产的质量控制和管理的依据。 5.0 作业流程 5.1成品检验准则 5.1.1检查印章是否清晰,包含了所必须的可追溯项目(产品编号、名称、品质状况、数量、产品规格)。 5.1.2对成品抽检必需做好防护措施(带手套或手指套)。 5.1.3审核工程单,根据工艺(或客户)要求确认使用产品及外包装材料等物料的规格及型号是否正 确。 5.14抽检标准: 采用正常检验的II级水准进行抽检。 5.15判断标准:依据《成品分级标准》、或《包装物料检验标准》、或客户要求进行判定是否合格。 5.13产品抽检顺序(特殊要求除外) a. 通常按照产品进仓检查顺序的原则,先生产或先进厂,先检验。 b. 对于急需销售或使用的产品或原材料可优先检查。 c. 抽检规则如下: 每批生产量在1000箱以内的,抽检量为5-10%,生产量在1000-5000箱的产品,抽检量为5-8%, 生产量超过5000箱的产品,抽检量为3-5%,对在生产过程中工艺要求复杂、生产难度大的产品, 且出现质量问题多的品种和对日常漏检次数多的跟班质检员多抽。大规格(超过600×600㎜)规 格的产品,抽检量按3-5%进行抽检,产品接收率按标准2%进行判定,若2件不合格品,且是一
抽样检验作业规范标准[详]
1.目的:规物料进料检验、制成过程控制抽样检验、成品入库抽样检验的标准,从而确保来 料、过程控制、产品包装检验整个生产中质量的稳定性和可靠性。 2.围:适用本公司IQC进料检验、IPQC过程控制检验、OQC成品出货检验的所有产品。 3.职责: a)IQC、IPQC、OQC负责执行本文件的规定 b)品质主管负责监督执行并视产品实际情况制定、修改本管理规定 4.名词解释 AQL:当一个连续系列批被提交验收时,可允许的最差过程平均质量水平,一般按照百分比来计算 A类不合格 ---- 单位产品的极重要质量特性不符合规定或者单位产品的质 量特性极严重不符合规定。 B类不合格 ---- 单位产品的重要质量特性不符合规定或者单位产品的质量 特性极严重不符合规定。 一般不合格---- 单位产品的重要质量特性符合技术要求,外观存在一定的瑕疵或缺陷。 Ac合格接收量 Re不合格拒绝接收量绝 5.程序: 5.1来料检验 1)抽样标准:按GB2828-2003Ⅱ级检查水平一次抽样进行 2)合格质量水准AQL规定进行检验 ①电子原件AQL:2.5 ②塑料件:关键指标AQL:2.5 外形外观一般指标AQL:4.0 金属件:AQL:2.5
3)检查严格度:正常检验 4)抽样方式:随机抽样 5)抽样批量:每一订单作为一个检查批次 以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料品质部QE决定。 5.2过程控制检验 过程控制检验是指在对生产过程中的品质进行控制和验收,按照我公司规定实行三检制对生产过程中的质量进行预防和控制。IPQC需在生产过程中对每个工序进行巡检,对关键工序进行重点检验。巡检抽检的比列按照每天生产安排量5%进行,关键工序和重点工序的巡检比例而不得低于10%。关键过程和重点过程分别指对质量有重大影响的工序和质量事故频繁发生的工序,检验标准按照工艺标准作业指导书进行。 5.3成品出货检验 1)生产过程中的工序检验控制按照100%依次逐个检验,QC对其外观及性能在进行抽检,抽检比例按照1%进行。 2)检验严格度:正常检验 4)抽样方式:随机抽样 5.4进料检验规 进料检验(IQC)又称验收检验,是为了不让不良原物料进入物料仓库的控制方式,也是评鉴供料厂商主要的信息来源。 所进的物料,又因供料厂商的品质信赖度及物料的数量、单价、体积等,加以规划为全检、抽检、免检。 全检:数时少,单价高。 抽检:数量多,或经常性之物料。
定量包装商品量检验抽样实施方案的作业指导书
定量包装商品量检验抽样实施方案的作业指导书 定量包装商品量检验抽样方案作业指导书 l、目的 为了规范商品量检测室的抽样活动,确保抽取样本的代表性、完整性和检测结果的有效性,提高检验批的合格质量水平。 2、本抽样方案的理论基础是数理统计理论。所依据的是:JJF1070-2005《定量包装商品净含量计量检验规则》,GB/T 10111-1988《利用随机数骰子进行随机抽样的方法》,GB/T 2828-2008《计数抽样检验程序》。 3、人员要求 3.1抽样必须由两名持有定量包装商品净含量检验培训合格证件的人员共同完成。本室工作人员必须对下列各点充分理解: 3.1.l定量包装商品净含量计量监督抽样检验是在验收抽样检验合格基础上的一种复检,主要作用是监督产品的包装质量和管理水平。 3.1.2抽样检验的结果是行政执法的基础,必须严格控制A类错判风险,减少对生产者、销售者的影响。 3.1.3抽样检验的主要目的是发现不合格产品总体而不是验收合格的产品总体,所以,通过检验的产品未必“合格”。 3.1.4抽取样本的检验批不同于一般商(产)品的生产批和质检批,必须满足五个“同一”的条件。 4、本室商品净含量计量检验的抽样遵循下列基本思路: 根据数理统计理论,对一个确定的检验批,在一定的置信度下,从批中随机
抽取一定数量的商品组成一个样本,对样本进行净含量计量检验,然后以样本的检验结果来估算或推断检验批是否合格。(当样本为送样时,只对其样本单位负责,并不对批作出判定)。这个思路如下图所示: 5、抽样实施程序 5.1抽样人员在抽样工作前必须熟悉所采用的抽样方案中的抽样方法,做好抽样工作准备,如随机数骰子,标识,封样工具,运输工具等,由室主任检查准备工作完善情况,否则不准进行。 5.2确定检验批 根据批的定义和商品生产、贮存地点的不同,批的确定分为以下两种情况。 5.2.1生产线上抽样检验批的确定 这种情况一般出现在生产包装的现场,规定l小时的单位商品数为一个检验批。 5.2.2仓库和零售现场抽样检验批的确定 检验批规定为同一抽样检验地点的相同单位商品的总和,即观察到的相同的商品均为一个检验批。 5.3 确定抽样方案 根据确定的检验批和检验结果的置信度(一般取95%),按下表检索确定抽样方案。
环节微生物抽样检验作业指导书
环节微生物抽样检验作业指导书 1、目的: 检测生产车间空气、操作人员手部、与食品有直接接触面的机械设备的微生物指标,达到规定标准,以控制食品成品的质量。 2、参照标准: 中华人民共和国国家标准《一次性使用卫生用品卫生标准》GB15979-1995、中华人民共和国国家标准《公共场所空气微生物检验方法细菌总数测定》GB/T 18204.1-2002 3、采样与检测方法: 3.1空气的采样与测试方法 3.1.1样品采集: (1)取样频率: a)车间转换不同卫生要求的产品时,在加工前进行采样,以便了解车间卫生清扫消毒情况。 b)全厂统一放长假后,车间生产前,进行采样。 c)产品检验结果超内控标准时,应及时对车间进行采样,如有检验不合格点,整改后再进行采样检验。 d)实验性新产品,按客户规定频率采样检验。 e)正常生产状态的采样,每周一次。 (2)采样方法 在动态下进行,室内面积不超过30 m2,在对角线上设里、中、外三点,里、外点位置距墙1 m;室内面积超过30 m2,设东、西、南、北、中五点,周围4点距墙1 m。采样时,将含平板计数琼脂培养基的平板(直径9 cm)置采样点(约桌面高度),并避开空调、门窗等空气流通处,打开平皿盖,使平板在空气中暴露5min对样品进行相应指标的检测,送检时间不得超过6h,若样品保存于0~4℃条件时,送检时间不得超过24h。 3.1.2菌落培养:
(1)在采样前将准备好的平板计数琼脂培养基平板置36℃±1℃培养24 h,取出检查有无污染,将污染培养基剔除。 (2)将已采集样品的培养基在6 h内送实验室,细菌总数于36℃±1℃培养48h观察结果,计数平板上细菌菌落数。 (3)菌落计算: 空气细菌落菌数(cfu/m3)=50000*N/AT 式中:A——平板面积,cm2; T——平板暴露时间,min; N——平板上平均细菌菌落数 50000--------系数 3.2工作台(机械器具)表面与工人手表面采样与测试方法: 3.2.1样品采集: (1)取样频率: a)车间转换不同卫生要求的产品时,在加工前进行擦拭检验,以便了解车 间卫生清扫消毒情况。 b)全厂统一放长假后,车间生产前,进行全面擦拭检验。 c)产品检验结果超内控标准时,应及时对车间可疑处进行擦拭,如有检验 不合格点,整改后再进行擦拭检验。 d)实验新产品,按客户规定擦拭频率擦拭检验。 e)对工作表面消毒产生怀疑时,进行擦拭检验。 f)正常生产状态的擦拭,每周一次。 (2)采样方法: a) 工作台(机械器具):用浸有灭菌生理盐水的棉签在被检物体表面(取 与食品直接接触或有一定影响的表面)取25cm2的面积,在其内涂抹10次,然后剪去手接触部分棉棒,将棉签放入含10mL灭菌生理盐水的采样管内送检。 b) 工人手:被检人五指并拢,用浸湿生理盐水的棉签在右手指曲面,从指 尖到指端来回涂擦10次,然后剪去手接触部分棉棒,将棉签放入含10mL
抽样作业指导书
分发部门及会[ √ ] [ √ ] [ √] [ √ ] [ √ ] [ √] [ √ ]管理 层 财务 科 行政 科 品保 科 生产 科 营销 科 技术 科 文件更改申请通知单(表号:)No: NFA-WI-0060 申请部门品保科更改单编号(更改序列 号) 申请日期2014-03-07修订版版本/次 文件名称抽样方案作业指导书更改 前 C/0 文件编号NFA-WI-0060更改 后 D/0 更改的原因更改前内容更改后内容完善抽样 方案 见原C/0版见D/0版…
签 说明事项: 1. 文件更改(或新增)应由相关文件的编制部门提出申 请幷填写本表交文管部门;由于本更改引起的相关文件更改应在更改原因之栏填写; 2. 文件更改之更换(或换页)应按规定对发放(或回 收)作好相应的记录; 3. 回收的作废文件应进行销毁(或按规定另行处置)幷 作好相应记录,作废的原件应按规定作好标识幷保留。 会签意见: [ ]可 [ ]否 [ ] 再议 批准 管代审 核 申请人 实施日期:2014年03月07 日 更改标记更改单号实施日期版次更改标记更改单号实施日期版次更改标记更改单号实施日期 版次
1 目的 明确产品最终检验时抽样的水准。 明确产品进料与成品检验(出货)时的抽样水准,使各检验过程均有标准可循。 2 范围 2.1本标准适用于连续批产品进货检验抽样方式、抽样方案和判定方法。 2.2该标准适用于我司进料检验(包括出货),抽样方案请参考表一、二、三、四,其AQL值为MA:0.4, MI:0.65。 2.3该标准适用于生产车间汽车线类产品,抽样方案参见表五,其AQL值为:0.4。 2.4本标准规定了连续批的抽样检验方法。 3 定义 3.1 产品:是指所有需最终检验的货品(包括成品、半成品、及原材料)。 3.2 正常检验:是按正常检验单次抽样计划标(GB/T2828.1- 2003/ISO 2859-1:)(等同与美国ANSI/ASQC Z1.4 1993标准)进行的检验。 3.3 加严检验:是按加严检验单次抽样计划标(GB/T2828.1-2003/ISO 2859-1:)(等同与美国ANSI/ASQC Z1.4 1993标准)进行的检验。 3.4 放宽检验:是按放宽检验单次抽样计划标(GB/T2828.1-2003/ISO 2859-1:)(等同与美国ANSI/ASQC Z1.4 1993标准)进行的检验。 3.5 免检检验:当零部件进料无法检测(已经超出我司现有检测水准)时,可以转为免检检验项目。 比如色粉、色母、等。 3.6 C=0检验:当客户有要求为零缺陷时,例如whisper产品—客户要求零缺陷,则执行该抽样标准。 3.7 所有抽样方案均在《GB/T2828.1-2003/ISO 2859-1 :1999 标准》(等同与美国ANSI/ASQC Z1.4 1993标准)基础上转化而来,转化方
IQC抽检作业指导书
1.0 目的Purpose 规范进料抽样检验的计划,、方法和准则 2.0 适用范围Scope 个人化车间所有来料 3.0定义Definition 批:通常指一个单位时段内制造的产品的集合 4.0职责Resposibilities 4.1对来料按照验收检验标准,用最好的测量系统进行检验,完成物料的合格与不合格的判定。 4.2 IQC要对来料抽检过程中发现的质量问题进行跟踪处理,以及生产和市场反馈的重大物料质量问题的跟踪处理,并跟进物料使用状况。 4.3统计来料接收、检验过程中的质量数据,以周报或月报的形式反馈给相关部门,作为供应的来料质量控制和管理的依据。 5.0 作业流程 5.1物料检验准则 5.11检查标签是否清晰,包含了所必须的可追溯项目(物料编号、名称、品质状况、数量、物料规格)。 5.12对来料抽检必需带手套或手指套。 5.13审核工程单,根据工艺要求确认使用卡片、芯片、包装材料等物料的规格及型号是否正确。 5.14抽检标准: 采用正常检验的II级水准,AQL: 0.65,极度严重=0.04。 5.15判断标准:依据各类物料的样本、工程单及SIM卡外观功能不良检查标准。 5.13来料检查顺序 a.通常按来料的检查顺序原则,先进先检。 b.对于生产急用的物料可优先检查。 5.2卡基、芯片抽检规则 5.21外观检验:图标、图案、文字、背景的内容及颜色、同批次色差、气泡、有无划伤、纤维、 翘曲、毛刺、溢胶、色斑、有无变形、检查封装卡片芯片表面不可有刮花、芯片粘 接是否牢固、油污、穿孔、黑边、露白、芯片开口、压线偏位等不良现象。 5.22尺寸(厚度):对照工程单用数显卡尺测量:卡体及芯片(长、宽、高),小卡尺寸及位置,铣槽位 置(长、宽、深度)。 5.23电子功能:用读卡器测试芯片有无反应、有无ATR值、核对芯片型号、小卡推力测试10-30N。 5.3包装材料检验规则
抽样检验作业指导书(完整版).docx
深圳市 XXXXXXX有限公司抽样检验作业指导书版次: 1.0 生效日期: 2020-1-1 第 1 页共 10 页 1.目的 指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL 标准之要求。 2.范围 适用于本公司所有的进料、半成品、成品检验。 3.职责 检验员负责 AQL抽样计划的执行。 4.定义 4.1. AQL : (Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接 受的产品质量水平。 4.2.CR : (Critical)致命缺陷。 4.3.Ma : (Major)严重缺陷,也称主要缺陷。 4.4.Mi : (Minor)轻微缺陷,也称次要缺陷。 5.作业细则 5.1.抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划( GB/T 2828.1-2003)及抽样表,其中检查水 平为一般检查水平Ⅱ级。 5.2.样本的抽选 按简单随机抽样 ( 见 GB/T 3358.1-1993 的 5.7),从批中抽取作为样本的产品。但是,当批由子批或( 按某个合理的准则识别的 ) 层组成时,应使用分层抽样。按此方式,各子批或各层的样本量与子批或层的大小 是成比例的。 5.3.抽取样本的时间 样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。两种情形均应按 5.2 抽选样本。 5.4.二次或多次抽样 如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。 5.5.正常、加严和放宽检验 5.5.1.检验的开始 除非负责部门另有指示,开始检验时应采用正常检验。 5.5.2.检验的继续 除非转移程序 ( 见 5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。 转移程序应分别地用于各类不合格或不合格品。 5.5.3.转移规则和程序(见附件1) 5.5.3.1. 正常到加严 当正在采用正常检验时,只要初次检验中连续 5 批或少于 5 批中有 2 批是不可接收的,则转移到加严 检验。本程序不考虑再提交批。 5.5.3.2.加严到正常 当正在采用加严检验时,如果初次检验的接连 5 批已被认为是可接收的,应恢复正常检验。 5.5.3.3.正常到放宽
AQL抽样标准
AQL是根据被检对象特征而进行检验的一种方法标准。AQL抽样检验被广泛地应用于各种对象,如原材料、成品、半成品等。 1、 AQL地主要内容 (1)品质水平对于不同的质量水平或要求,AQL有26种规定地数值,从0. 65~15。根据服装加工地特征,常用地AQL数值有1.0、1.5、2.5、4.0、6.5,其中又以2.5和4.0应用最为广泛。不同地数值体现了不同地质量水平。通常数值越小代表品质要求越高 (2)抽样水平在AQL中,有三种普通抽样水平LEVELⅠ、LEVELⅡ、LE VELⅢ,四种特殊抽样水平S-1、S-2、S-3、S-4。 在三种普通抽样水平中LEVELⅡ是常规水平,也是经常采用地水平。从LEVELⅠ到LEVELⅢ抽样地数量逐渐增加。如果以LEVELⅡ作为中间值,LEVELⅠ的抽样数为LEVELⅡ的40%,它适用于品质较为稳定或产品出现不一致可能性极小的状况。LEV ELⅢ的抽样数是LEVELⅡ的160%,由于检验的样本数量大,从而使接受不合格产品的可能性降到最低,对客户来说是一种比较安全抽样水平。 四种特殊的抽样水平的特点是抽样数量少,因为在某些情况下,例如检验的成本高、检验所花费的时间长、货物的品质比较稳定(单一产品的重复加工),通过少许的抽样检验就足以反应总体的品质水平。从S-1到S-4抽样检验数逐步增加,应该采用哪种水平,与很多的因素有关,例如: a、产品的制造方法以及质量特性; b、测试成本、测试时间的分析; c、供应商以往的质量状况; d、用户的要求分析; e、供应商的信用分析。 在制定检验方案时要综合考虑以上因素。在服装的辅料检验中有时采用以上的特殊抽样水平,例如拉链、纽扣等的检验。
抽样检验作业指导书
1.目的 指导检验员正确地按 AQLI由样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL 标准之要求。 2.范围 适用于本公司所有的进料、半成品、成品检验。 3.职责 检验员负责AQL抽样计划的执行。 4.定义 4.1.AQL : (Acceptanee Quality Limit) 接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接 受的产品质量水平。 4.2.CR : (Critical) 致命缺陷。 4.3.Ma : (Major)严重缺陷,也称主要缺陷。 4.4.Mi : (Minor)轻微缺陷,也称次要缺陷。 5.作业细则 5.1.抽检方案依据接收质量限( AQL检索的逐批检验抽样计划( GB/T 2828.1-2003 )及抽样表,其中检查水平为一般检查水平 n级。 5.2.样本的抽选 按简单随机抽样(见GB/T 3358.1-1993的5.7),从批中抽取作为样本的产品。但是,当批由子批或(按某 个合理的准则识别的)层组成时,应使用分层抽样。按此方式,各子批或各层的样本量与子批或层的大小是成比例的。 5.3.抽取样本的时间 样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。两种情形均应按 5.2抽选样本。 5.4.二次或多次抽样 如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。 5.5.正常、加严和放宽检验 5.5.1.检验的开始 除非负责部门另有指示,开始检验时应采用正常检验。 5.5.2.检验的继续 除非转移程序(见5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。转移程序应 分别地用于各类不合格或不合格品。 5.5.3.转移规则和程序(见附件 1) 5.5.3.1.正常到加严 当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严 检验。本程序不考虑再提交批。 5.5.3.2.加严到正常 当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,应恢复正常检验。 5.5.3.3.正常到放宽
抽样计划标准文件
产品抽样计划REV. : A SHEET : 2 of 4 1、目的/Purpose 规范抽样检验作业,确保抽样效果,预防品质事故 2、适用范围/Scope 仅适用于公司所有作业过程的抽样检验 3、定义: 3.1 允收水准AQL(Acceptable Quality level): 指对过程平均不合格率规定的、认为满 意的最大值,可看作可接收的过程平均不合格率和不可接受之间的界限 3.2 检验水准:指批量和样本大小之间的关系.检验水准一般常用的有一般检验水准I n、川,和四个检验特殊水准S-1、S-2、S-3、S-4, 一般检验水准最常用,除了特殊规定使用别的检验水准 外,通常都使用检验水准n .特殊检验水准一般在破坏性检验 查时采用. 3.3 抽样检验的方式:又称抽样方案.根据从批中一次抽取的样本的检验结果,决定是否 接收该批叫做“一次抽样检验”;若采取分二次抽取样本,并根据全部样本的检验结果 决定接收或拒收该批则称为“二次抽样检验”类似,还有“多次抽样检验”.通常多才 用一次抽样检验. 3.4 相关文件和资料 4、职责/Responsibility 4.1品保中心:检验员负责样品的抽取,检验及对整批的判定.品保中心负责检验作业指导书的制定。 4.4工程部:技术部负责检验标准和判定规格的制定. 4.5计量科:负责对检验过程中使用的计量器具进行检定,校正和初步维修。 5、程序/Procedure 5.1 设定品质判定的基准 依据相应的检验标准、工作指示、工程图纸或合同订单、事物样品等 5.2 按等级划分不合格 明确致命不合格、严重不合格、轻微不合格各种等级的具体的划分、判定的方法、并写入各检验作业指导书. 5.3 决定品质允收水准AQL AQL的允收水准有很多种(详见MIL-STD-105E 标准),根据各工程特性以及客户的要求制定 5.4 决定检验水准 通常使用一般检验水准n 5.5 选定抽样方式 使用一次抽样还是多次抽样 5.6 决定检验的严格程度(只针对来料检验放宽,所有检验均有可能加严) 5.7 决定检验水准 通常使用一般检验水准n 5.8 选定抽样方式 使用一次抽样还是多次抽样 5.9 决定检验的严格程度(只针对来料检验放宽,所有检验均有可能加严)
(抽样检验)抽样计划标准书最全版
(抽样检验)抽样计划标准 书
抽样计划标准书 目的 适用范围 定义 职责 程序 相关文件 品质记录/附件 版本/版次:A/0 核准:审核:定制: 1.目的: 为了使供应商及本X公司制造的产品品质得于保证,及本X公司产品品质统壹标准,特定制此标准书。 2.适用范围: 品质部各检验单位。 3.定义: 3.1.1抽样检验:由壹批产品或材料中,分散、随机抽取壹定的样本,按规 定项目加以检验或测试,将结果和判定基准比较,判定全批为合 格或不合格的作业。 3.1.2允收品质水准(AQL):又称允收水准,送验批品质满意界限,为批 不良率时以Po表示。送检批品质达到此水准,消费都愿意尽量接
受该批。 3.1.3批量(LOTSIZE ):被接受检验产品单位数目。 3.1.4样本(SAMPLE ):由批量中抽取作业检验对象的产品。 3.1.5抽样(SAMPLING ):从批量中抽取样本的工作。 3.1.6合格判定个数:判定批为合格时,样本内容许含有最高不良品个数, 以AC 或C 表示。 3.1.7不合格判定个数:判定批为不合格时,样本内所启之最少不良品个数,以Re 表示。 4.职责: 品质部负责本标准书的编写关负责执行,相关单位如需检验也将使用本标准书。 5.程序: 5.1.1从群体中随机抽取壹定数量的样本,经过检验或测定后,以其结果和 判定基准作比较,然后判定此群体是合格或不合格的方法就是抽样检验。 5.1.2抽样检验的原理: 5.1.3 STD —105D/E 分别是最常用的俩种抽样标准,见AQL 品质允收水准表(附件1)。
5.1.4AQL表的内容解释如下: 第壹列的样本的数据分类; 第二列是壹般检验水准:ⅠⅡⅢ; 第三列是样本的代号,用A、B、C……表示; 第四列是赋予代号的抽取样本数量; 以后各列是不同级别的QAL值; 要注意表中的箭头和其所指的方向,以防判错。 5.1.5AQL使用步骤: 1)确定要抽样的产品和抽样检验特性; 2)确定检验级别,壹般去“Ⅱ”级; 3)确定AQL值,如:主要不良取“0.65”,次要不良去“1.5”; 4)根据要检查产品的数量确定样本代码,即行和列的交汇处的字母; 如:2000个产品,查的代码为“K”; 5)查表K代码的行对应的抽样数量为125个; 6)检查125个样本,且对不良品分类; 如:共检出7个不良品,其中主要不良品数2个,次要不良品数5个; 7)对比AQL表上基准进行判定;
抽样检验作业指导书
抽样检验作业指导书 编制:审核:批准:日期:日期:日期:
指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL标准之要求。 2、范围 适用于本公司所有的进料、半成品、成品检验。 3、职责 检验员负责AQL抽样计划的执行。 4、定义 4.1 AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是 用户能接受的产品质量水平; 4.2 CR:(Critical)致命缺陷; 4.3 MA:(Major)严重缺陷,也称主要缺陷; 4.4 MI:(Minor)轻微缺陷,也称次要缺陷。 5、作业细则 5.1 抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2003)及抽样表,其 中检查水平为特殊检验水平S-2和一般检查水平Ⅱ级。 5.2 样本的抽选 按简单随机抽样(见GB/T 3358.1-1993的5.7), 从批中抽取作为样本的产品。但是当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。按此方式,各子批或各层的样本量与子批或层的大小是成比例的。 5.3 抽取样本的时间 样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。两种情形均应按5.2抽选样本。 5.4 二次或多次抽样
如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。 5.5 IQC抽样检验标准 来料原材料、半成品检验按接收质量限:参照《原材料抽检标准》。 5.6 OQC抽样检验标准 5.6.1 成品检验按接收质量限:参照《包袋抽检标准》。 5.6.2 客方或客户代理验货:如客方有自己的抽样标准(AQL)且有正式文件,则我司OQC抽检 (AQL)按客方标准进行。 5.6.3 客方无特殊(AQL)要求,则OQC验货时按本公司接收质量限:AQL=0.40(CR), AQL=2.5(MA), AQL=4.0(MI)。 5.7 单次基本抽样检验方法 5.7.1 IQC收到仓库《报检单》或OQC进行成品检验时,可将同一规格的物料合并批次进行抽 样检查; 5.7.2 当AQL抽样数小于等于或超过订单批量时,则用全数检验。(成品数量N≤50pcs时应全数 检验); 5.7.3 当AQL为采用箭头朝上或朝下的第一个抽样计划,则改变抽样数; 5.7.4 根据接收质量限和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不 合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于 不合格判定数,则判定该批是不合格批; 5.7.5 当抽样活动完成后,须将被检验过的批量之物料、半成品、成品加以检验状态标识。 5.8 正常单次抽样一般检验水准项目 5.8.1 物料、半成品、成品基本检验; 5.8.2 物料、半成品、成品外观检验; 5.8.3 物料、半成品、成品包装方式检验。 5.9 特殊抽样方法 从正常单次抽样的样本数里,按AQL表1中的特殊检验水准S-2抽取数量对相关参数进行检验。 5.10 AQL一般/特殊检验水准项目及缺陷定义参考公司《来料检验标准》、《包袋检验标准》。 6、相关文件和表单 《来料检验标准》
AQL 国际抽检标准
Incoming Inspection Plan Sampling Plan MIL-STD-105E General Inspection Level II Functional Test S-3Dimension 10pcs. AQL Critical 0.65 % Major 1.5%Minor 4.0% MIL-STD-105E n o i t c e p s n i l a m r o N e l g n i S s r e t t e l e d o c e z i s e l p m a S Batch Size S3G-2 Sample Sample AQL 2 - 8A A Size Size 9 - 15A B Code Ac Re Ac Re Ac Re 16 - 25B C A 21 3B D B 05 - 6251 - 90C E C 51 8D F C 051 - 192131E G D 082 - 151281 - 500D H F 200 1 23501 - 1,200E J G 3212341,201 - 3,200F K H 5023563,201 - 10,000F L J 8012347810,001 - 35,000F M K 1252356101135,001 - 150,000G N L 20034781415150,001 - 500,000G P M 31556101121 22 more than 500,001H Q N 500781415P 800101121 22 Q 1250 1415 1.50 4.000.65
采样作业指导书模板
篇一:水质采样作业指导书 水貭现场采样作业指导书。 (依据标准: hj/t92-2002、hj/t91-2002、hj/t52-1999) 1·适用范围: 本指导书适用于环境监测中水质样品的现场采集工作 2·一般事项: 本指导书执行中华人民共和国环境保护行业标准《地表 水和污水监测技术规范》hj/t91-2002、国家环保总局标 准hj/t 52-1999《水质河流采样技术指导》。 3·器具 a .采样设备 水质采样可选用聚乙烯塑料桶、单层采样器、泵式采 水器、自动采样器或自制的其它采样工具和设备。场合适 宜时也可以用样品容器手工直接灌装。 b .样品容器 使用硬质玻璃、聚乙烯、石英、聚四氟乙烯制的带磨口盖(或)塞瓶,原则上有机类监测项目选用玻璃材质,无机类监测项目可用聚乙烯容器。 4. 采样程序 现场采样程序包括以下步骤: ??接受采样任务单 ??采样的准备 ??现场采样的实施??样品的交接 a 接受采样任务单 根据贵州博联检测公司《质量手册》2013年版的规定,采样人员从接受采样任务单后,详细了解该次采样任务的时间、地点、采样频次、采样项目等内容。 b.采样的准备 根据采样任务单的内容,从样品室领取合适的采样工具、足够的样品容器和现场固定剂等用品。并逐一清点。 c.现场采样的实施 d.样品的采集: 在分时间单元采集样品时,测定ph、codcr、bod5、硫化物、油类、悬浮物、等项目的样品,不能混合采样,只能单独采样,全部用于测定。 5’采样方法: 不同水体的采样方法 a. 从管道、水渠等落水口处取样:从管道、水渠等落水 口处取样,直接用容器或聚乙烯桶,要注意悬浮物质 分取均匀。 b. 从排污管道中取样:在排污管道中采样,由于管道壁 的滞留作用,同一断面不同部位流速有差异,污染物 分布不均匀,浓度相差颇大。因此当排污管道水深大 于1m时,可由表层起向下到1/4深度处采样,作为代表平均浓度的废水样。如果小于或等于1m时,可只取1/2深度的废水样即可。 c. 从容器、贮罐、废水池等处取样:对盛有废液的小型 容器,采样前先充分搅匀,然后取样。废液分三层以
来料抽样检验方案讲解学习
来料抽样检验方案 1、目的 为规范本企业来料检验,以确保来料检验有据可循,判定有依据,特制定此方案。 2、适用范围 适用于本公司各种物料的入库 3、检验方案 3.1检验方案设计说明。 3.1.1对于检验后可能对来料品质有所影响的在能保证来料品质的前提下可不适用于此方案,只抽查少量样品进行检验,根据检验结果作出判断。比如ps料的塑料杯身检验一次就可能多一次刮花损伤的几率。 3.1.2对某些材料,在条件有限的情况下可采用试做的方法进行检验。比如锡线,果冻胶。 3.1.3对连续供货、工艺条件成熟、产品质量稳定或者每月供货统计表里显示良率达到100%的供应商所提供的产品可采用放松检验标准;但是对于累计多次来料不良或者被投诉过的供应商必须加严抽查。(放宽、加严抽查请参照GB/T 2828.1-2003正常、加严检验一次抽查方案) 3.1.4检验项目及要求详见相关的检验作业指导书。 3.2.1检验方案说明。 3.2.1.1来料数量≤50时,采用全检方式,合格品入库,不合格品退货。 3.2.1.2来料数量>50时,采用GB/T 2828.1-2003加严检验一次方案。 3.2.2抽样方案设计因素。 3.2.2.1检验项目及要求:详见相关的检验作业指导书。
3.2.2.2不合格品分类: (具体详细请参照《来料检验缺点项目一览表》里面的详细划分和严重等级划分标准)3.2.2.3几个主要素如下: (1)检查水平:GB/T 2828.1-2003中的加严检验一次抽样方案。 (2)合格质量水平:严重不良品(major)AQL=1.0;轻微不良品(minor)AQL=2.5。(3)批量构成:以供应商单次送检量或者仓库开举送检报告中的量为一批次。 3.2.3抽样检验方案。 (1)抽验方案,见附件GB/T 2828.1-2003 (2)说明:
AQL抽样标准
精选范本品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC:负责入库之前材料的抽样及判定。 3.2 驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。 4、引用标准 4.1《MIL-STD-105E》等同GB/T2828.1-2003 5、术语定义 5.1 缺陷:指不符合产品质量特性的要求的情况。 5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7 抽样:从总体中取出一部分个体的过程。 5.8 批量:一批产品包含的基本单位数量,以N表示。 5.9 样本大小:样本中包含的基本单位数量,以N表示。 5.10 AQL:指合格质量水平。 5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义
精选范本 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时 的外观、功能抽样检查。 5.12.3 库存超期品抽样定义 对OQC 抽检入库存放6个月及以上出库的产品,必须由QC 再次抽检(方法同第一次)合格,经品质经理承认后才能出货。 6、正常检验与放宽、加严检验的转换定义 6.1 正常到加严 当正采用正常检验时,只要初次检验中连续5批中有2批是不可接收的,则转移到加严检验。 6.2 加严到正常 当正采用加严检验时,如果初次检验的连续5批已被认为是可接收的,应恢复到正常检验。 6.3 正常到放宽 当正采用正常检验时,如果下列条件满足,应转移到放宽检验 a) 连续10批可接收 b) 生产稳定 c) 负责部门认为可放宽检验 6.4 转移流程图 7、相关文件 7.1《来料检验指导书》 7.27.3
电视机整机检验作业指导书(doc 9页)
电视机整机检验作业指导书(doc 9页)
合格的,若在样本中的不合格品数大于或等于不合格判定数Re,则判定该批是不合格的。只要严重缺陷或轻微缺陷中任一类不 合格品数大于或等于相对应的不合格判定数Re,则判定该批 不合格。 5.2.5抽样检验结论及处理意见的形成过程 检验员根据抽检结果,合格则在标识卡上盖“合格”印章,不合格则在包装箱的标识卡上盖“不合格”印章。并填写《— ———抽样检验报告》交品管部经理审核并注明处理意见。如 果产品不合格,一般情况作返工处理,如遇严重的批量性技术 问题则工程部须对问题进行分析,出具改善措施让车间返工处 理,对严重的批量性质量问题,QA应向车间出具《矫正预防 措施单》以防止再发生类似质量问题。特殊情况下可以由本部 门或车间提出评审申请,相关部门进行评审,评审意见不一致 时,则由总经理裁决。具体参见《不合格品控制程序》。 5.3检验方法 用主观评价法及直观法进行目视检验,但对外观检验时保持 在0.5米的视线内来判定。 6.支持性文件 GB2828.1—2003抽样标准 7.质量记录 7.1《——抽样检验报告》YH-QR-76 A/0 7.2客户要求的其它记录 整机检验内容及不合格判据(总检一) 序号不合格内容不合格判定
1 外观/结构Z A B A 1.1 检查前、后A V,后盖PVC贴纸时,不可有漏贴、贴错与字错等不 良现象。 1.2 检查后盖螺钉时,不可有漏打、打断等不良现象。 A 1.3 检查A V座颜色是否与PVC标识字一致。 A –––––––A V座孔不好插,有点小。 B 1.4 检查后盖与前框是否打到位,不可有打裂等不良现象。 A 2 电气性能 2.1 插电源线时,电源线不可有用错、划伤等不良现象。 A –––––––不可有露铜等不良现象。Z A 2.2 检查视频动画时,不可有抖动、卷边、彩色拖尾、彩色不良等不良 现象。 2.3 插音频端子时注意检查左右声道是否与A V座一致。 A –––––––不可有声道反、杂音、左右声道不一致等现象。 A 2.4 视频转换不可有图跳、字符跳、兰屏不满、有回扫线等不良现象。 A –––––––转换不可有响声、杂音、延迟等不良现象。 B 2.5 检查敲变时,整机内不可有零件在跳等不良现象。Z –––––––不可有图像与声音不良等现象 A 2.6 A V1与A V2图像、声音不可有相串等不良现象。 A 整机检验内容及不合格判据(总检二) 序号不合格内容不合格判定 1 外观/结构Z A B 1.1 检查显像管时,面框与管不可有大于5MM的间隙。 A –––––––显像管不可有划伤、烧伤、黑点等不良现象。 A 1.2 检查面框不可有变形、色差、刮伤、掉漆、丝印不良等不良 A 现象。 1.3 铭牌不能松动 B
aql抽样标准
aql抽样标准 QCINASIA采用的是国际上使用最广泛的检验标准ISO2859-1(此标准等同于:ANSI/ASQC Z1.4-2003,MIL STD MIL STD 105E, ISO 2859, NF06-022, BS6001, DIN40080, GB2828)。正常检验二级单次抽样计划(I,II,III)通常用于决定产品外观和功能的抽样数。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于决定产品安全性、可靠性、产品性能和其它特殊测试的抽样数。 AQL抽样表
不同的抽样计划决定不同的检验样品数量。在表A中规定了三种抽样计划I级,II级和III级,如果客户没有特别要求,最常使用的是II级正常抽样计划。I 级抽样计划通常用于放松检验,III级抽样计划一般用于加严抽样检验。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于小样品量检验的项目,如一些破坏性测试或是比较耗时的测试,或者对抽样风险要求不高的检验。 抽样数量由表A的样本量字母码和表B的AQL允收水平共同决定。通过表A可以确定样本字母码,通常表B可以决定抽样数量以及缺陷的允收标准数量。 默认的抽样计划是II级抽样,AQL允收标准为:致命缺陷(不允许),主要缺陷(2.5),次要缺陷(4.0)。 例如:假设对6000个产品按照单次正常抽样计划水平II,质量允收标准:致命缺陷/不允许,主要缺陷/2.5,次要缺陷/4.0来进行随机抽样检验,根据表A,6000在3201到10000这个数量范围,其相对应的样本量字母为代码为“L”,从表B中可以查到字母“L”对应的是抽样数“200”,因此可接受的最大的缺陷允许数量分别是:致命缺陷:0,主要缺陷数10,次要缺陷数14。 也就是:如果发现的致命缺陷数大于0,或者主要缺陷数大于10,或者次要缺陷数大于14,那么这批产品的检验结果是不通过的。 缺陷分类标准,如果客户没有特殊规定,QCINASIA将按下面的标准对缺陷进行分类: 致命缺陷:在产品的使用和维护过程中会给消费者带来伤害、不安全的情况,或者产品不符合相关法律法规的缺陷。 主要缺陷:会降低产品的使用性和可靠性的一些功能缺陷,或者是会影响销售的明显的外观缺陷。 次要缺陷:不会影响产品的使用,但会影响产品销售的缺陷。 如果在同一个(套)产品发现多个缺陷,在缺陷列表中的缺陷数,只记最严重的缺陷,但其它缺陷也要备注出来。如果发现任何致命缺陷,整批货的检验结果应该是不通过,由客户决定能不能接受。