触摸屏贴合作业指导书
作业步骤
作业内容
操作步骤:ACF 贴附检查项目及注意事项
1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;
2.确认ACF 物料为当正确的型号;
1.作业前准备
2.清洁FPC 金属指
3.贴ACF
4.剪切ACF
5.小金属指贴附ACF
7.左手托起FPC,右手用剪刀沿两FPC中间处剪断ACF;
8.重复长金属指贴ACF的步骤进行小金属指ACF的贴附,小金属指贴ACF时每次只能贴附一片FPC;9.将贴好ACF的FPC整齐的放置在防静电盘内;
1.从包装袋中取出FPC 时,如果FPC 相互缠绕,不要用力拉扯FPC ,须双手轻轻解开FPC ,防止将FPC 拉裂;
2.ACF 底座至少每两小时用无尘布粘酒精清洁一次,防止ACF 污染;
3.镊子夹FPC 时不要夹太多,夹住ACF 末端1MM 左右即可,镊子至少每小时用无尘布粘酒精清洁一次尖头和倒背;
4.用镊子推压FPC 时不要推到没有贴附的ACF 上,防止
ACF 污染;5.小金属指ACF 贴附时,ACF 超出金属指往里1MM 左右即
可;3.从包装袋中取出3-4片FPC 放置在ACF 底座上,检查FPC 金属指是否有脏污或者氧化 ;
4.如果FPC 金属指存在脏污或者氧化的现象,用棉签粘酒精擦拭清洁金属指位置,直到光亮干净为
止;
5.用尖头镊子夹住ACF 末端拉到ACF 平台上,将FPC 金属指(长金属指)对准ACF 进行贴附,贴完后用镊子的倒背在FPC 上沿ACF 方向推压FPC 使ACF 和FPC 贴附紧密;
6.重复进行第二片、第三片、第四片FPC 的贴附,每片FPC 之间保留1MM 左右的距离;
作业步骤
作业内容
检查项目及注意事项
1.贴附前准备
2.长ACF 预贴
3.短ACF 预贴
操作步骤:ACF 预压6.将FPC 小ACF 放置在机器底座上,ACF 面朝上,连接器置于平台的侧面;
7.右手按压机器右下角的绿色按钮进行预压;8.等待机器压头上升后取出FPC ;9.将FPC 整齐的放置在防静电盘内;
1.机器平台每两小时用无尘布粘酒精清洁一次;
2.长ACF 预贴时,不要将FPC 超出平台的标识位置,防止部分ACF 没有进行预贴;FPC 不要太靠里,压头不要压到FPC 的双面胶纸位置;
3.进行预压时,手不要处于平台的正上方,防止手被压伤或者烫伤;
4.小ACF 预贴时,连接器须处于平台的侧面,不要将连接器或者连接器的部分放置在平台上,防止连接器被压坏;
5.机器参数:温度:110+/-10度;压力:
1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;
2.确认ACF 机参数正确;
3.左手将FPC 的长ACF 放置在ACF 机的底座上,ACF 面朝上,左端对准平台上的标识位置;
4.右手按压机器右下角的绿色按钮进行预压;
5.等待机器压头上升后取出FPC ;
作业步骤3.FPC 对位作业内容检查项目及注意事项
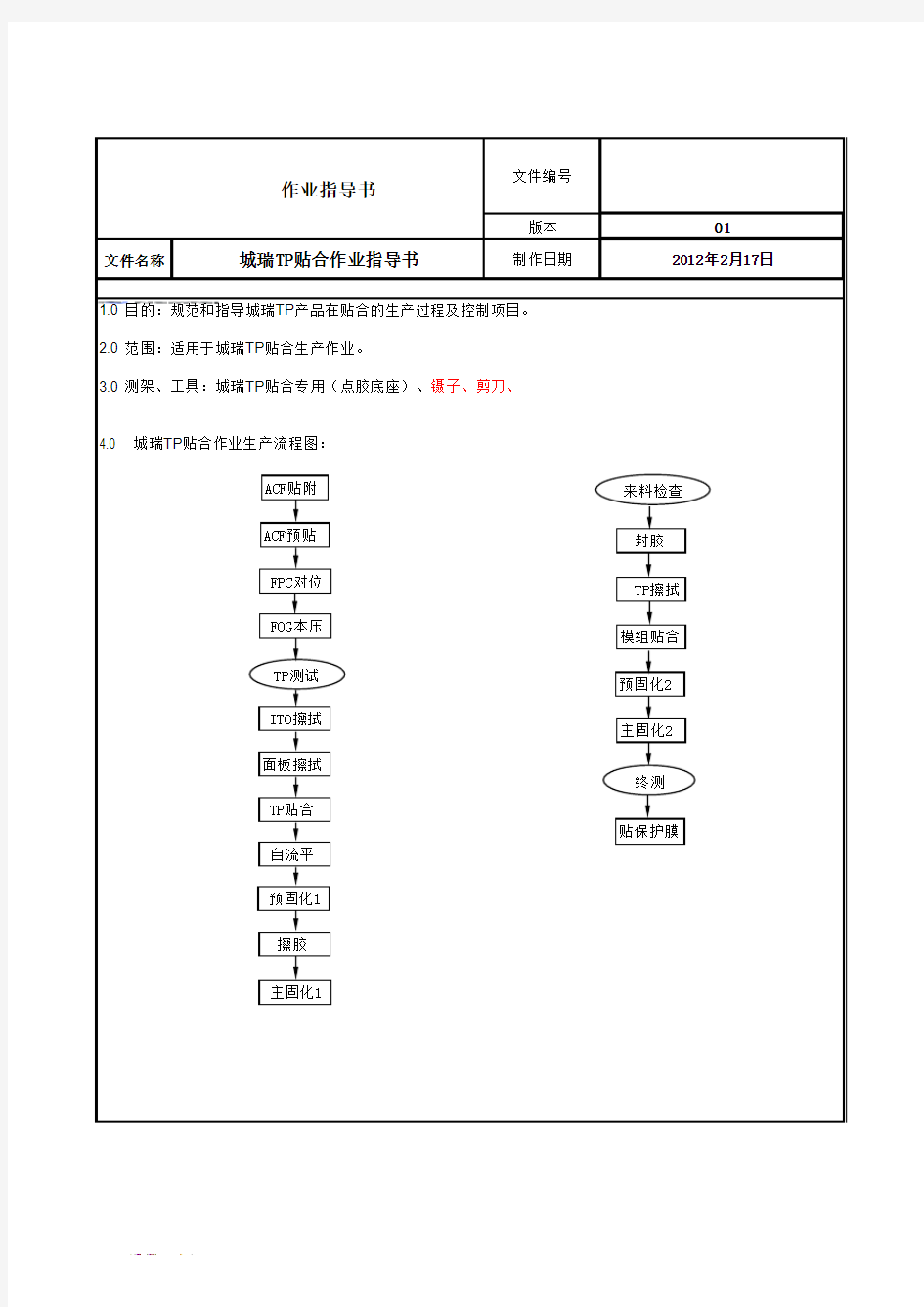
操作步骤:FPC对位
1.作业前准备
2.清洁ITO 1.戴好手套/手指套、防静电手环.对工作台面以及
对位底座进行 5S 工作;
2.从包装盒内取出TP,用无尘纸粘酒精后折叠沿TP
的ITO从上至下擦拭两次;
3.无尘纸不要粘太多酒精,如果酒精太多可以在干
的无尘纸上撵干;
4.用镊子将FPC上的长ACF的保护膜剔除;
5.将FPC沿对位底座的边沿放置,放置时ACF面朝
上,分支FPC端朝下摆放;
6.将TP的小ITO方向对应FPC分支方向,TIO的两方
孔对应FPC的两个方形Mark对应粘贴;
7.贴完后将TP拿起,用手指将FPC摸平,FPC不能出
现皱纹;
8.对位OK后将TP整齐放置在防静电盘内;
1.FPC和TP进行对位时,如果对一次对位不成功,在撕下
FPC的时候,ACF出现皱纹,则ACF必须重新粘贴;
2.扶平FPC的皱纹时不要太用力,防止挪动FPC造成偏位;
作业步骤
1.作业前准备
2.长FPC主压
3.小FPC主压
操作步骤:FOG本压1.戴好手套/手指套、防静电手环.对工作台面以及热压底座进行 5S 工作;
2.确认机器参数在要求的参数范围内;
5.将长FPC主压好的产品取出,用镊子将小FPC处的ACF保护膜以及双面胶纸的保护膜剔除;
6.按图示方向将TP放置在机器的右平台上,将小FPC向上弯折,对应TP上方的小ITO进行对位;
7.在显示器上确认小FPC和小ITO对位OK后,按压启动键对小FPC进行主压;
8.将主压好的产品整齐的放置在防静电盘内;
3.将对位好的TP按图示方向放置在机器的左边平台上;
4.按压启动键对FPC进行主压;
1.机器平台至少每两小时须用无尘布粘酒精清洁一次;
2.小FPC进行弯折对位时不要用手按压弯折的根部,弯折的根部不能出现死折;
作业内容
检查项目及注意事项
作业步骤作业内容检查项目及注意事项操作步骤:ITO测试
1.作业前准备
2.连接器对位
3.测试1.戴好手套/手指套、防静电手环.对工作台面进行
5S 工作;
2.将ITO的连连接器对应测试夹具的连接器对位;
3.感觉对位OK后,用手轻轻按压产品的连接器,将
产品连接器和测架连接器连接;
4.如果按压时感觉按压没有手感,按压不下时须重
新调整连接器的位置,不要用力按压,防止将产品
连接器或者测架连接器按坏;
5.连接器连接成功后,测架上的灯会闪动,最后第
一个红灯和最标识OK的绿灯长亮则表示TP功能OK;
6.将测试OK的ITO整齐的放置在专用固定架内,将
不良的ITO用不良标签标识好后放置在不良品固定
架内;
1.测架的连接器以及平台至少每两小时须用无尘布粘酒精
清洁一次;
作业步骤作业内容
检查项目及注意事项
1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;
2.左手从专用固定架中拿去测试OK 的ITO ,拿取时须拿去ITO 的两长边,FPC 端朝右上角;
3.用皱纹胶指粘取TP 右上脚的蓝色保护膜,将保护膜拉起后用手将保护膜撕除,换面重复撕保护膜动作将两面保护膜撕除;
4.检查ITO 表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘,放入时保持去除保护膜的面朝上,然后集中贴上保护膜待处理;
5.如果有脏污则将无尘布裹在右手的大拇指和食指上沾石油醚精对ITO 两面同时进行清洁;
6.将清洁好的ITO 放入专用固定架上待贴合;
1.清洁ITO时要往一个方向擦拭,不能来回擦拭;
2.清洁好的ITO在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;
3.至少每小时清洁一次工作台面;
2.ITO 清洁
1.作业前准备
操作步骤:ITO清洁
作业步骤
作业内容
检查项目及注意事项
1.作业前准备
2.面板清洁
操作步骤:面板擦拭1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;
2从包装待中取出面板;
3.拿取面板的两短边的黑色区域检查面板表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘;
4.如果有脏污则将无尘布裹在右手的大拇指和食指上,沾石油醚对面板进行双面清洁;
5.将清洁好的面板放入专用固定架上待贴合;
1.清洁面板时要往一个方向擦拭,不能来回擦拭;
2.清洁好的面板在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;
3.至少每小时清洁一次工作台面;
作业步骤
9. 启动贴合机开始点胶并贴合(如图);
10.将贴合好,但胶水还没完全流满整个视窗区地产品连同治具放置自流平台上让胶水自流平;11.检查胶水流满的产品,产品内有无气泡、杂物、位置是否OK ;
12.将检查好的产品连同定位夹具一起放置与UV灯下进行预固化;
13.预固化1分钟后将产品连同治具取出,再将产品一一从治具里取出放置在盘里;
作业内容
检查项目及注意事项及注意事项
3.将清洁好的面板从固定架上取下,取下时手指拿取面板的黑色区域,不要碰到待贴合的面;
4.快速检查面板待贴合的表面有无脏污,如果有则重新擦拭;
5.将面板按图示方向放置在贴合机的翻转板的对位块位置;
1.作业前准备
2.面板放入
3.ITO 放入
4.贴合
操作步骤:TP贴合1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;
2.作业前确认机器参数在要求范围内;
1.整体过程动作要轻,不要因用力过猛损伤TP或FPC ;
2.胶水必须流满产品的整个视窗区;
3.胶水里面有超出可接收范围的尘点、杂物、脏污时必须在预固化前返工;
4.气压:160+/-5;
5.用红色针头;
6.将清洁好的ITO 从固定架上取下,取下时拿取ITO 的侧面,不要碰到待贴合的面;
7.快速检查ITO 待贴合的表面有无脏污,如果有则要重新擦拭;
8.将ITO 按图示方向放置在专用治具的卡槽内;
作业步骤
作业内容检查项目及注意事项
2.出UV
1.入UV
操作步骤:主固化1.戴好手套/手指套、防静电手环、防护眼镜、布手套,对工作台面进行 5S 工作;2.确认机器参数在要求的范围内;
3.将预固化好后看好外观的产品,面板面朝下横向摆放在UV炉的传送带上;
3.等待TP从UV炉另外一边流出后,手拿产品侧面将产品取出整齐的放置在防静电盘内;
1.放置产品和拿取产品时不能将产品在传送带上摩擦;
2.出UV的产品有些烫手,拿取产品时需带布手套;
3.取放产品时需佩戴防护眼镜;
作业步骤
2.拿取产品对应左边连接器按下安装;
3.按开机键进行测试;
3.点亮产品,观察是否有无显、异常、缺划、黑白点、亮点、划伤等不良;
4.如果有,将不良品标示并放入不良品盒中;
5.将测试好的良品整齐的放置在防静电盒内带贴合;
作业内容
检查项目及注意事项
1.作业前准备
2.拿取产品及对位
3.产品测试
1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;准备好无尘纸/无尘布、酒精、棉棒、油性笔、标签纸、比对卡。
操作步骤:来料检查