注塑成型模具式样书
□成品图□模具图■3D/DATA □□■整体雕刻■鑲块 □ 滑块 ■整体雕刻 ■鑲块 ■滑块 ■直接锁付□自动夹具□ T沟■有■□□■有□無□無□□□■2板
□3板□熱膠道□要■不要
□□链条□油缸□有
■無■□□■□有■ 無□□□□有■ 無■成形机□缩节拉杆□氣顶□油缸4只
□有■ 無
■公模侧□母模侧
■ 要部品件号,材料名称,GAC-GSK标志,
■标准□特殊 21 SR □不要日期章,环保标志,LH/RH标示
■有□热流道
■坑道□延长射嘴
□ 無■要□ 不要□直接的(T0~T3)□ 侧面■潜伏式
■要□ 不要■有■直接的
□隔水板□喷水嘴□铍铜
□ 無
■
□自動□自落上下标示1+1
材質santopene103-40D
模具尺寸800*400*650夹模板尺寸
制作依据样品模具材质母模(凹)顏色黑色模具重量(Kg)
仿形模
出模数量安裝方法P20(国产)公模(凸)P20(国产)
制品重量130g 母模构造基本肉厚 2.5mm 澆口精修沖孔印刷、轉印模具热处理收縮率 1.50%公模构造投影面积成品面积
角銷皮紋加工3板动作裝置缩节拉杆涂裝接著熱烙印超音波
模具形式后加工
套筒銷平銷
電鍍斜銷气压
油压
热烙印(热铆)圓銷埋入物顶出裝置塗裝制品取出面200cm 与对手件配合部位流道方式刻印射嘴接触(制品背面)流道直径流道截面
圆形
10cm 定位环直径Φ2mm 设计上特別重要
冷卻方式模型浇口方式模型测量数据浇口尺寸入口
1/4快速接口部位冷卻口径(母)入口1/4快速接口出口1/4快速接口设备注塑机模具设定机台9
冷卻口径(公)手動模具测量数据■要、□不要出口
1/4快速接口
成形工厂油压口径试模预定次数3次模具名牌■要、□不要长、宽、高、孔位、BOSS位置….等试模地点宁波市北仑区
模具相片拍开模、合模、公模、母模相片各3張,标示件名、件号制品取出方式□要、■不要射出时间8sec 吊环■要、□不要□要、■不要冷卻时间30sec 保护足□要、■不要制品取出时间6sec 模具图面确认■要、□不要NO 记事日期确认
循环周期58sec 模具涂装
果绿色4-2
4-5
2-263-63-10
3-201.外观外观不能有缩水凹陷.(RIB.BOSS.熔合线…等处) 5.模具寿命50万次2.外型不能有缺料.
組立4-6
4-6
4-74-93-28
4.外观不能有熔合线、流痕、亮影、气泡、烧焦、顶白...等不良状况.
製品規格
成形式样成形条件开发日程计划表品质需求
模具尺
寸
規格放電合模3-29机种
海天360T
产品编号产品名称
模具厂
批准
依会议记录
批准
作业
3.公母模及滑块...等分模处,不能有毛边凹凸不平.
模具管理NO.
顶出方式T 1
T 3
供应商
技术部易损件
模具厂
加工厂
审核
填表
注塑成型模具式样书
材料到位
CNC 加工
机构制作
拋光T0
T 2
对应机台生产
模具结构设计
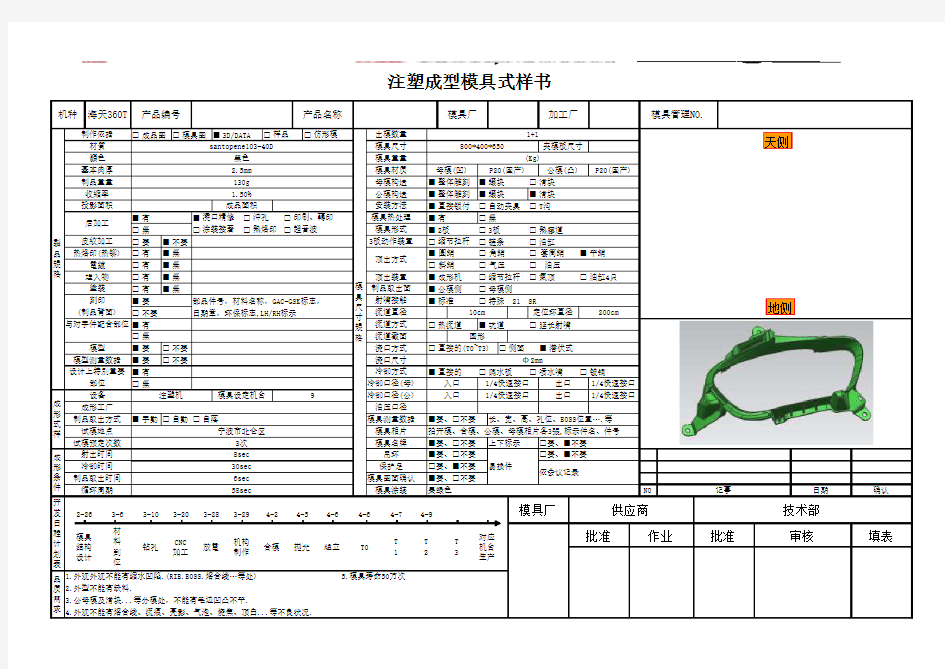
钻孔天侧
地侧