久正FPC排版规范
FPC 排版規範
一.範圍 : 凡久正光電生產所需的FPC均屬之。
二.內容:
2-1交貨方式
A. 無零件之FPC需以單板空板方式入料。
B. 有零件之FPC需以單板實板方式入料或連板空板方式入料。
2-2 FPC連板空板規範
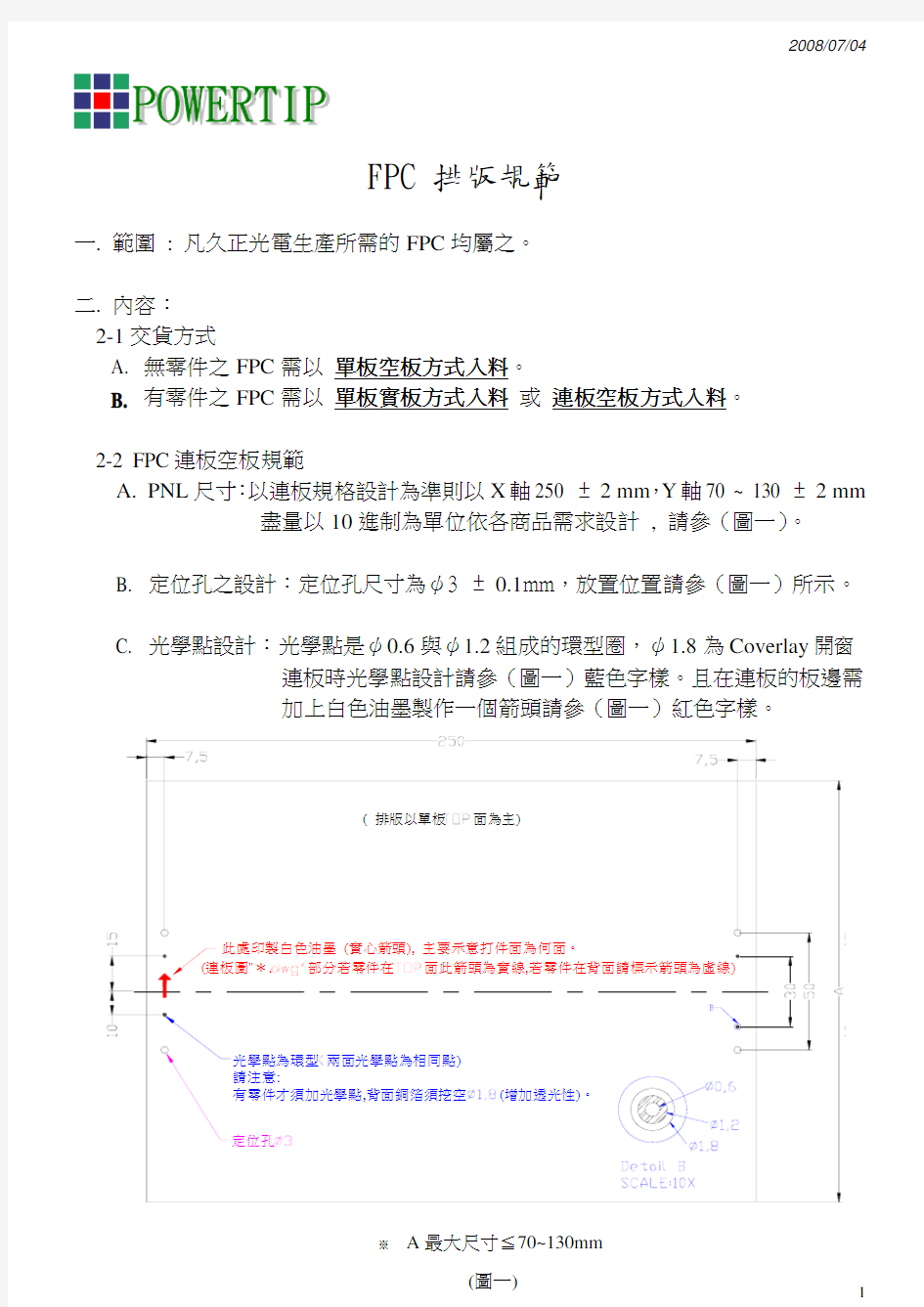
A. PNL尺寸:以連板規格設計為準則以X軸250 ± 2 mm,Y軸70 ~ 130 ± 2 mm
盡量以10進制為單位依各商品需求設計 , 請參(圖一)。
B. 定位孔之設計:定位孔尺寸為ψ3 ± 0.1mm,放置位置請參(圖一)所示。
C. 光學點設計:光學點是ψ0.6與ψ1.2組成的環型圈,ψ1.8為Coverlay開窗
連板時光學點設計請參(圖一)藍色字樣。且在連板的板邊需
加上白色油墨製作一個箭頭請參(圖一)紅色字樣。
※ A最大尺寸≦70~130mm
D. 連板報廢點設計:利用每單片外光學點塗黑且須在雙面打叉。2-3 微連結點設計方式
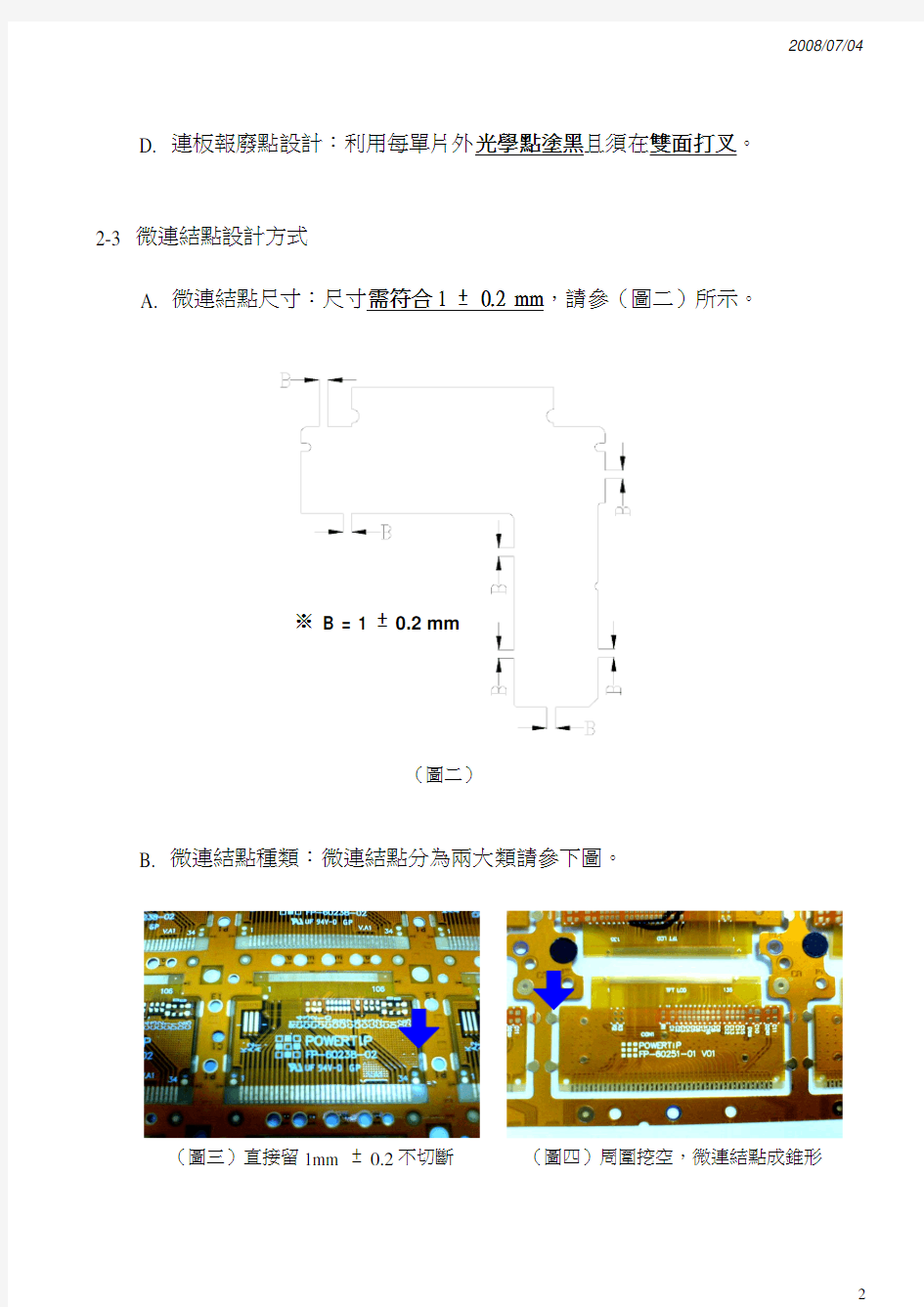
A. 微連結點尺寸:尺寸需符合1 ± 0.2 mm,請參(圖二)所示。
B. 微連結點種類:微連結點分為兩大類請參下圖。
(圖三)直接留1mm ± 0.2不切斷
(圖四)周圍挖空,微連結點成錐形
(圖二)
(圖五)為兩種不同微連結點設計方式,驗證結果好撕下且毛屑也小,不影響外觀。
C. 微連結點常出現之問題:
a. FPC 不易撕下:此情形是因為在微連結點處Cover layer 沒挖開所造成,請參(圖六),撕下時會造成FPC 扭曲、破損(圖七)。
兩種不同的微連結點
撕下時的情形
(圖五)
(圖六)Coverlay 沒挖開
正面 反面
b. 撕下時毛屑過大:FPC 銅箔與微連結銅箔距離過遠,會造成此現象(圖八),毛屑不可超過0.3MAX 。
c. 容易脫落:當微連結點太少或微連結點太小時就容易造成此現象發生。
(圖七)不易撕下之情形
(圖八)有毛屑過大情形
D. 微連結點之設計重點:
由以上的Gerber File 與微連結剖面圖(圖六)可清楚看出設計重點:
1. 須把微連結點處的CVL 挖開,在撕裂處只有Base Film ,可改善不易撕下之現象。在Gerber 裡會放置一個圓形的Solder Mask 這個Mask 要往FPC 內移一點,約0.25mm )。(CVL 是Cover layer 簡稱)
Solder Mask (防焊 - 挖開Cover
Copper (銅箔)
Keep Out Layer (外型框)
剖面線
錯誤
正確
(圖六)
2. X尺寸會影響到毛屑大,X尺寸為0.2 ± 0.05mm 。
3. 避免在單面區放置微連結點,因會造成FPC 本體容易撕裂若真無法避免需在微連結處加銅箔避免撕裂且不影響饒折為前提。
4. 避免在斜邊放置微連結點,因施力點的關係會造成FPC 本體撕裂。(圖七)
5. 補強板周圍連結處需採挖空方式,以防止刷錫膏時,產生不良現象。
以上是目前FPC 微連結會發生的問題點,若有更好之建議也煩請提出再做更新或修正。
(圖七)
FPC设计规范
1.1目的 规范本公司FPC(柔性线路板)设计标准,提高设计员的
设计水平,及工作效率。 1.2 范围 适用于本公司FPC(柔性线路板)设计 1.3 职责 研发部:学习和应用FPC(柔性线路板)设计规范于开发新产品中。 1.4 定义 无 FPC设计规范与注意事项
1 FPC机构设计规范 1.1 LCD与FPC压合处要求 如上图所示 A:表示FPC成型边到LCD PIN顶端要差0.10mm. B:表示FPC PIN要比LCD压合PIN长0.10-0.20mm. C:此处只给正负0.10mm的公差. D:对位PIN到FPC两侧边不小于0.5mm. E:FPC PIN反面的PI覆盖膜距FPC PIN不小于0.3mm. F:此处只给正负0.20mm的公差. G:如果是FPC 需要从玻璃处弯折或是弯折距离<0.8mm ,FPC的CVL需上玻璃 0.10-0.20
如上图所示:A:双面胶要耐高温,长度最好能和FPC相等.T= 0.05mm. 最好是3M厂商生产的,可靠性较好. B:宽度用2.50正负0.30mm的即可. C:FPC出PIN要用月牙边,便于焊接. D:FPC出PIN要有漏锡过孔,孔单边焊盘不小于0.15mm,便于焊接. E:FPC PIN正反面不能相等,要正反面相差0.20-0.30mm,正反面不能出阻焊层. 注:此连接方式最终要符合客户要求.
1.3 FPC与主板插拔处要求(以HIROSE为例) 如上图所示:A:此处公差一定要控制在正负0.07mm以内, 重点尺寸. B:此处公差一定控制在正负0.20mm以内. C:此处只给正负0.10mm的公差. D:此处公差一定控制在正负0.20mm以内. E:倒角非常重要,一定要有,否则可能接触不良. F:补强材料要硬,一般用宇部厂商生产的.较软的补强装配时金指会断裂. G:此处厚度在0.19-0.21较好,重点尺寸. 注:以上是以HIROSE的连接器为例,具体项目要参考客户连接器规格书. 1.4 FPC与主板以公母座连接器连接
FPC检验规范
FPC检验规范
1. 目的 明确与规范昂星所有来料的FPC外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3.职责 技术:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与技术部确定质量标准,质量和生产部门按照要求进行检验。 4.样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照使用GB/T 2828-2003 一次抽样正常检查Ⅱ级水平: AQL: CR=0MA=0.65 MI=1.5,从大货里随机抽取样品进行测试。 CR、MAJ、MIN的定义: CR:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 MAJ:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 MIN:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5. 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂 直线前后左右45°(以时钟3点、6点、9点、12点). 5.2、检验者需戴手指套防护(避免手汗残留在FPC金手指上,导致金手指氧化)。 5.3、检测条件 照度: 800-1200LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃ 5.4、外观检验者以目视检查,尺寸用卡尺测量。 5.5、电性测试使用夹具,检验功能标准请依样品。 5.6、若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6.包装要求
FPC设计规范
目的 规范本公司FPC(柔性线路板)设计标准,提高设计员的设计水平,及工作效率。 范围
适用于本公司FPC(柔性线路板)设计 职责 研发部:学习和应用FPC(柔性线路板)设计规范于开发新产品中。 定义 无 FPC设计规范与注意事项 1 FPC机构设计规范 LCD与FPC压合处要求 如上图所示 A:表示FPC成型边到LCD PIN顶端要差. B:表示FPC PIN要比LCD压合PIN长:此处只给正负的公差. D:对位PIN到FPC两侧边不小于. E:FPC PIN反面的PI覆盖膜距FPC PIN不小于. F:此处只给正负的公差. G:如果是FPC 需要从玻璃处弯折或是弯折距离< ,FPC的CVL需上玻璃FPC与主板焊接处要求
如上图所示:A:双面胶要耐高温,长度最好能和FPC相等.T= . 最好是3M厂商生产的,可靠性较好. B:宽度用正负的即可. C:FPC出PIN要用月牙边,便于焊接. D:FPC出PIN要有漏锡过孔,孔单边焊盘不小于,便于焊接. E:FPC PIN正反面不能相等,要正反面相差正反面不能出阻焊层. 注:此连接方式最终要符合客户要求. FPC与主板插拔处要求(以HIROSE为例) 如上 图所示:A:此处公差一定要控制在正负以内, 重点尺寸. B:此处公差一定控制在正负以内. C:此处只给正负的公差. D:此处公差一定控制在正负以内. E:倒角非常重要,一定要有,否则可能接触不良. F:补强材料要硬,一般用宇部厂商生产的.较软的补强装配时金指会断裂. G:此处厚度在较好,重点尺寸.
注:以上是以HIROSE的连接器为例,具体项目要参考客户连接器规格书. FPC与主板以公母座连接器连接 如上图所示:A:焊盘设计以连接器规格说明为准,辅助焊盘不能少。 B:补强厚度依客户要求而定. C:补强材料有PI,FR4,钢片等,一般以FR4为主,性价比最高。 BL,TP焊盘设计要求 如上图所示:A:焊盘PICTH最好是或。 B:FPC对位标识,FPC PIN与焊盘边最好有的距离,便于焊接. C:焊盘长最好为。 LAYOUT设计规范 FPC设计前的准备 1>.准确无误的原理图(包括书面文件与电子档以及无误的网络表) 2>.提供FPC大致布局图或重要单元,核心电路摆放位置.提供FPC结构图(结构图应标明FPC定位孔,定位元件,禁布区等相关信息) 3>.仔细阅读原理图,了解电路架构,理解电路的工作条件
PCB板和FPC检验标准
目录 1.目的 2.适用范围 3.引用标准 4.定义 5.检验种类 6.检验方式和抽样标准 7.检验与判定原则 8.检验内容 9.标志、包装、存储和运输 1.目的 统一本产品的出货质量检验标准,确保产品质量达到公司允收标准,满足客户质量要求。 2.适用范围 2.1产品上的 PCB 和 FPC 类产品(若与客户标准有差异应执行客户标准)。 2.2可供本公司相关单位参照使用。 3.引用标准 3.1 GB/T2423.8-1995 电工电子产品环境试验规程:试验方法试验Ed:自由跌落 3.2 GB/T2423.1-2001 电工电子产品环境试验第2部分:试验方法试验A:低温试验 3.3 GB/T2423.2-2001 电工电子产品环境试验第2部分:试验方法试验B:高温试验 3.4 GB/T2423.3-1993 电工电子产品基本环境试验规程试验Ca:恒定
湿热试验方法 3.5 GB/T2423.6-1995 电工电子产品基本环境试验规程试验Eb:碰撞试验方法 3.6 GB/T2423.10-1995 电工电子产品基本环境试验规程试验Fc:振动试验方法 3.7 GB/T2828.1计数抽样检验程序:按接收质量限(AQL)检索的逐批 检验抽样计划 3.8 GB/T2829-2002周期检验计数抽样程序及抽样表 3.9 GB33873-83 通信设备产品包装技术 4.定义 4.1缺点种类及定义 4.1.1 Critical defect (致命缺陷):直接或潜在影响到使用者人身安全的缺陷;经过国家或行业标准 鉴定或认证不能通过的缺陷,不符合安全标准规定的缺陷; 4.1.2 Major defect(重缺陷):影响到使用者正常使用的缺陷,产品品牌会受到影响的缺陷; 4.1.3 Minor defect (轻缺陷):不影响使用者正常使用,但影响外观或其它的瑕疵。 4.2外观不良定义 4.2.1划伤:受尖锐硬物划碰而在零件表面留下的细长线状划伤痕迹: 4.2.1.1轻划痕:用手指(指甲)横向轻划无凹入感﹐但又能目视明显的轻微划痕; 4.2.1.2浅划伤(无感划伤):用手指(指甲)横向轻划有轻微凹入
FPC检验规范
1. 目的 明确与规范昂星所有来料的FPC外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 技术:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与技术部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照使用GB/T 2828-2003 一次抽样正常检查Ⅱ级水平: AQL: CR=0 MA= MI=,从大货里随机抽取样品进行测试。 CR、MAJ、MIN的定义: CR:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 MAJ:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 MIN:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂直线前后左右45°(以时钟3点、6点、9点、12点). 、检验者需戴手指套防护(避免手汗残留在FPC金手指上,导致金手指氧化)。 、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃ 、外观检验者以目视检查,尺寸用卡尺测量。 、电性测试使用夹具,检验功能标准请依样品。 、若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6. 包装要求 包装检验
FPC检验标准
文控编号:ZDS-JYIQC-013 手机部品标准 部品名称:FPC 部品类别:贴片类电子料 拟制:日期: 审核:日期: 标化:日期: 批准:日期: 修订记录
5.2包装标准要求 ................................................................................................... 错误!未指定书签。
1.目的 适应本公司FPC检验的需要。 2.适用范围 本公司所有FPC来料。 3.引用文件 3.1.《FPC技术规格书》 3.2.《物料认可书》 3.3《BOM清单》 3.4《BOM清单更改指令》 3.5《抽样检验水准》 4.定义 4.1FPC定义 4.1.1FPC:柔性印刷线路板,是一种特殊的电路板,在下游组装时可做三度空间的外形变化,其底材为可挠性的聚亚酸胺(PI)或聚酯类(PE)。 4.1.2基材:制作印制电路板的主要材料,由绝缘层(树脂Resin、玻璃纤维Glassfiber、PI),及高纯度的导体(铜箔Copperfoil)二者所构成的复合材料(Compositematerial)。 4.1.3 PI(PolyimideFilm):聚酰亚胺膜,呈黄色透明,有突出的耐高温、耐辐射、耐化学腐蚀和电绝缘性能,厚度在0.1MM产品多运用于FPC的补强使用。 4.1.4焊盘:表面贴装装配的基本组成单元,用来构成电路板的焊盘图案(LandPattern),即为各种特殊元器件设计焊盘组合。 4.1.5键面:一般为按键软板的按键区域,由内圈和外圈组成。 4.1.6接地面:一个平的导电表面,其任何一点的电位为0,被看做公共参考点。 4.1.7盖模(Cover-lay):一层具有粘接剂的绝缘材料,通常与基材一样,粘接在蚀刻后的导体上以达到绝缘的目的。 4.1.8补强(stiffener):主要用于FPC产品连接器/金手指产品辅助补强作用。
FPC设计规范
1.1目的
规范本公司FPC(柔性线路板)设计标准,提高设计员的设计水平,及工作效率。 1.2 范围 适用于本公司FPC(柔性线路板)设计 1.3 职责 研发部:学习和应用FPC(柔性线路板)设计规范于开发新产品中。 1.4 定义 无 FPC设计规范与注意事项
1 FPC机构设计规范 1.1 LCD与FPC压合处要求 如上图所示 A:表示FPC成型边到LCD PIN顶端要差0.10mm. B:表示FPC PIN要比LCD压合PIN长0.10-0.20mm. C:此处只给正负0.10mm的公差. D:对位PIN到FPC两侧边不小于0.5mm. E:FPC PIN反面的PI覆盖膜距FPC PIN不小于0.3mm. F:此处只给正负0.20mm的公差. G:如果是FPC 需要从玻璃处弯折或是弯折距离<0.8mm ,FPC的CVL需上玻璃 0.10-0.20
如上图所示:A:双面胶要耐高温,长度最好能和FPC相等.T= 0.05mm. 最好是3M厂商生产的,可靠性较好. B:宽度用2.50正负0.30mm的即可. C:FPC出PIN要用月牙边,便于焊接. D:FPC出PIN要有漏锡过孔,孔单边焊盘不小于0.15mm,便于焊接. E:FPC PIN正反面不能相等,要正反面相差0.20-0.30mm,正反面不能出阻焊层. 注:此连接方式最终要符合客户要求.
1.3 FPC与主板插拔处要求(以HIROSE为例) 如上图所示:A:此处公差一定要控制在正负0.07mm以内, 重点尺寸. B:此处公差一定控制在正负0.20mm以内. C:此处只给正负0.10mm的公差. D:此处公差一定控制在正负0.20mm以内. E:倒角非常重要,一定要有,否则可能接触不良. F:补强材料要硬,一般用宇部厂商生产的.较软的补强装配时金指会断裂. G:此处厚度在0.19-0.21较好,重点尺寸. 注:以上是以HIROSE的连接器为例,具体项目要参考客户连接器规格书. 1.4 FPC与主板以公母座连接器连接
FPC设计规范剖析
FPC设计规范 一、目的 规范FPC的设计方法及统一设计标准,以提高设计人员的设计水平及效率,保证LCD模块整体的合理性、可靠性。 二、适用范围: 开发部FPC设计人员 三、FPC相关简介 FPC(Flexible Printed Circuit)软性印刷线路板,简称软板,是由柔软的塑胶底膜(PI)、铜箔(CU)及粘合胶压合而成。具有优秀的灵活性和可靠性。 1.FPC的结构和材料 单面板 双面板 : 基层 : 铜箔层 : 覆盖层 : 粘合胶 : 补强板 : 补强板 : 加强菲林 插接式与贴合 的接口 与焊接 的接口 单面板镂空式 常 用 接 口 结 构 FPC可分为单面板、双面板、分层板、多层分层板、软硬结合板。两层板以上的FPC均通过 导通孔连接各层。我司常用的是前面两种,其结构见上图。 (1)基层(BASE FILM):材料一般采用聚酰亚胺(Polyimide,简称PI),也有用聚脂(Polyerster,简称PET)。料厚有12.5、25、50、75、125um。常用12.5和25um 的。PI在各项性能方面要优于PET。 (2)铜箔层(COPPER FOIL):有压延铜(RA COPPER)和电解铜(ED COPPER)两种。 料厚有18、35、75um。由于压延铜比电解铜有较好的机械性能,所以在需要经常 弯曲的FPC中优选压延铜。主屏FPC的铜箔厚度一般为18um;对于镂空板FPC (比如接口处为开窗型的)需采用35um的。 (3)覆盖层(COVER LAYER):材料与基层相同,覆盖在铜箔上,起绝缘、阻焊、保护作用。常用料厚为12.5um。 (4)粘合胶(ADHESIVE):对各层起粘合作用。 (5)补强板(Stiffener)和加强菲林(Reinforcement film):对于插接式的FPC,为与标准插座配合,需在接触面背面加一块补强板,材料可用PI、PET和FR4;常 用PET。补强板贴合后接触位的厚度根据插座的要求而定,一般为0.3、0.2或
FPC检验规范
v1.0 可编辑可修改
1. 目的 明确与规范昂星所有来料的FPC外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 技术:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与技术部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照使用GB/T 2828-2003 一次抽样正常检查Ⅱ级水平: AQL: CR=0 MA= MI=,从大货里随机抽取样品进行测试。 CR、MAJ、MIN的定义: CR:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 MAJ:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 MIN:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂直线前后左右45°(以时钟3点、6点、9点、12点). 、检验者需戴手指套防护(避免手汗残留在FPC金手指上,导致金手指氧化)。 、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃、外观检验者以目视检查,尺寸用卡尺测量。
FPC PCB焊盘元件封装设计规范
焊盘设计规范 1、对于0201 C&R : 焊盘开窗方式如右图示:并要求焊盘设计尺寸如下: L=0.8~0.9mm W=0.3~0.35mm Z=0.15~0.22mm 2、对于0201无引脚二极管: 焊盘开窗方式如右图示:并要求焊盘设计尺寸如下: Z=C; W=B+0.1mm; L=A+0.25mm 3、对于0402无引脚二极管: 焊盘开窗方式如右图示:并要求焊盘设计尺寸如下: Z=C; W=B+0.1mm; L=A+0.3mm 4、对于0402有引脚二极管 焊盘开窗方式如右图示:并要求焊盘设计尺寸如下: Z=A-0.2mm; Y=B+0.2mm; L =A+0.7mm 零件 物料
5、对于0402 C&R 焊盘开窗方式如右图示:并要求焊盘设计尺寸如下 Z=0.25~0.3mm L=1.3~1.65mm W=0.55~0.7mm 6.对于0603 C&R 焊盘开窗方式如右图示: Z=0.7~0.8mm X=0.8~1.0mm Y=0.9~1.0mm 6.对于0603二极管 焊盘开窗方式如右图示: Z=A-0.2mm; Y=B+0.2mm; L=A+0.7mm 6.对于0805 C&R 焊盘开窗方式如右图示: Z=0.8~1.0mm X=1.2~1.45mm Y=1.35~1.5mm
7、LED 焊盘设计如右图示: 8、QFN 焊盘设计如右图示: 并要求焊盘设计尺寸如下 X=B+0.6mm; W=A ~A+0.05mm 9、CN 焊盘设计如右图示: L=A+0.6mm; W=B +0.4mm 0.05~0.08mm 物料
FPC工艺设计规范
TCL移动通信有限公司TCL MOBILE COMMUNICATION CO., LTD. 可制造性工艺设计规范 第二部分 FPC工艺设计规范 生产技术本部制造工程部编 2004年8月 拟制:审核:批准:
FPC工艺设计规范 一、FPC金手指工艺设计 1、手工焊接FPC金手指部分的设计: FPC焊接方式应采用过孔加过桥焊接方式,过孔的直径为0.2mm以上,过桥焊接的桥接长度为0.5-0.8mm。桥接部分应采用月牙形设计,在焊接时可增加锡的流动性。 金手指宽度可根据实际情况采用以下两种标准设计。 1.1 FPC金手指中心线间距为1.0mm,则金手指的宽度和金手指的间距为0.5mm, 金手指的长度为2.2mm,过孔直径为0.2mm,月芽R为0.15mm。相关尺寸如下 所示: 1.2 FPC金手指中心线间距为0.8mm ,则金手指宽度为0.45mm,金手指间隙为 0.35mm,过孔直径为0.2mm,考虑到金手指较窄,为增强可靠性,避免金手指 在焊接过程中断裂,过孔应错开设计。相关尺寸如下图所示: 1.3 为方便焊接夹具的定位,FPC焊接部位应设计两个定位孔,定位孔的直径统一 设计为1.1 mm,且与PCB的定位孔同心同直径。连接LCD的FPC上用于固定 FPC与PCB的双面胶位置,距离金手指的最小距离为0.5mm,防止焊接时焊锡 被粘在双面胶边缘,造成连锡。 1.4 FPC接地点焊接应采用过孔加过桥焊接,过孔直径应大于1.0mm以上,过桥焊 接的桥接间距应大于0.5mm以上,过桥焊接部分应采用月芽形设计,接地点应 采用双面铺实铜,且铺铜应延伸到边缘。
2.4 金手指覆盖膜开口位置设计:金手指处覆盖膜开口应尽量避免粗细线过渡的地 方,为防止断裂,应尽量将金手指部分加长至覆盖膜开口处0.3mm处。 NG OK 2.5 在组装工艺方面,FPC金手指部分不可直接用手指接触,避免手上的汗腐蚀金 手指。也不可用金属物件(金属镊子)直接接触金手指,避免划伤。在插入金 手指到连接器的过程中,要把金手指平行插入,插到底后检查丝印线是否和连 接器边缘平行,然后锁上连接器扣位。 二、FPC结构工艺设计 1、连接LCD与主板的FPC应采用四层复合结构,最外面两层用作地线,可起到屏蔽 及机械保护作用,里面两层用作数据线。四层结构在直线部分采用胶粘在一起,但在弯折部分应采用分层结构,增加弯折部分的柔韧性(如用胶粘接会使其变硬),避免弯折部分受力断裂。 2、 FPC转角处避免直角设计,应采用圆角设计,防止应力集中于转角处造成FPC断 裂,圆角R取值大于1mm。
FPC检验规范
深圳市XX有限公司手机质量标准FPC检验规范
1. 目的 明确与规范手机的FPC来料外观和功能检验标准,使FPC满足既定质量要求。 2.适用范围 本规程适用于本公司所有手机FPC的检验。注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3.职责 工程:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与工程部确定质量标准,质量和生产部门按照要求进行检验。 4.样品 样品应从正常生产的产品里随机挑选。产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照GB/T 2828.1正常检验二级水平一次抽样计划,AQL取:Cr=0,Maj=0.4 ,Min=1.0 ,从大货里随机抽取样品进行测试。 C r、Maj、Min 的定义: Cr:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起 较大事故责任的。 Maj:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效, 导致产品部分或全部功能无法使用,但不涉及重大责任事故。 Min:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。 检验方向以垂直线前后左右45°(以时钟3 点、6 点、9 点、12 点). 5.2、检验者需戴手指套防护。 5.3、检测条件
照度:800-1200 LUX fluoresce nt lamps. 日光灯照度为 :800-1200 LUX 环境:22 ± 3C 5.4、 外观检验者以目视检查,尺寸用卡尺测量。 5.5、 电性测试使用夹具,检验功能标准请依样品。 5.6、 若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6. 包装要求 6.1 6.2包装要求 ⑴、 产品外包装为纸箱包装,内包装须用指定的袋子和盘; ⑵、 现品票应粘在纸箱的右上角,其内容包括:物料名称、物料编码、规格、机 型、数量、生产日期、QA 检验合格章和特殊标示要求。 7. 检验内容 7.1 外观检验标准
FPC可靠度测试规范
FPC可靠度测试规范 1. 目的 建立本公司产品可靠度验证标准。 2. 适用范围: a. 新产品开发可靠度验证 b. 新材料评鉴时可靠度验证 c. 制程变更之可靠度验证 d. 其它必要之成品、半成品或原材料之可靠度验证 当客户对我司所交付之产品可靠度验证另有要求且与本文所列不一致时,应依客户的规格或要求执行相关的测试及检验。 本规范中部分测试因公司暂不具备测试资源,客户有要求时须委外测试或委托客户代为测试。 3. 参考文件: 3.1 JIS C 5016 3.2 JIS C 6471 3.3 IPC-6013 3.4 IPC –TM-650 4. 职责: 4.1 实验室可靠度测试人员: 负责进行可靠度测试的操作,结果判定,出具报告。 测试人员必须经过相关培训,掌握本文所列之各种测试方法及判定标准,并经实验室主管考核评定合格后方可具备测试资格。 4.2 实验室主管 负责可靠度测试的监督管理,报告审核,以及人员培训,资格鉴定。可靠度测试不合格时的改善措施追踪等。
6. 可靠度测试内容 6.1 镀层密着性测试(Adhesion of plating) 6.1.1 测试目的 验证产品镀层密着性。
6.1.2 测试设备 无 6.1.3 取样 镀金、化金、镀锡、化锡、化银等表面处理后的FPC成品或半成品,每次测试数量不少于5pcs。 6.1.4 测试方法及条件 参考JIS C 5016-8.4 将3M600 胶带粘着在试样表面,粘着长度不小于50 mm,用手指按压使其没有气泡, 然后, 约经过10s, 迅速垂直撕起胶带. 检查试样表面。 6.1.5 判定标准 镀层表面不可有脱落。 6.2 印刷防焊与文字密着性测试(Adhesion of solder resist and symbol mark) 6.2.1 测试目的 验证产品上印刷的防焊油墨,文字油墨以及银浆的密着性。 6.2.2 测试设备 无 6.2.3 取样 印刷防焊油墨、文字油墨、银浆后的FPC成品或半成品,每次测试数量不少于5pcs。 6.2.4 测试方法及条件 参考JIS C 5016-8.5 将3M600 胶带粘着在试样表面,粘着长度不小于50 mm,用手指按压使其没有气泡, 然后, 约经过10s, 迅速垂直撕起胶带. 检查试样表面。 6.2.5 判定标准 油墨或银浆不可有脱落。 6.3 耐折性测试(Bendability) 6.3.1 测试目的 验证FPC材料的耐折性能。 6.3.2 测试设备
FPC检验规范
精品文档
1. 目的 明确与规范手机的FPC来料外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有手机FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 工程:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与工程部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照GB/T 2828.1 正常检验二级水平一次抽样计划,AQL取:Cr=0,Maj=0.4,Min=1.0,从大货里随机抽取样品进行测试。 Cr、Maj、Min的定义: Cr:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 Maj:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 Min:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂直线 前后左右45°(以时钟3点、6点、9点、12点). 5.2、检验者需戴手指套防护。 5.3、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃ 5.4、外观检验者以目视检查,尺寸用卡尺测量。 5.5、电性测试使用夹具,检验功能标准请依样品。 5.6、若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6. 包装要求 6.1 包装检验
FPC检验规范58300
一、检验项目:高压绝缘阻抗
1. 目的 明确与规范手机的FPC来料外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有手机FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 工程:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与工程部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照GB/T 2828.1 正常检验二级水平一次抽样计划,AQL取:Cr=0,Maj=0.4,Min=1.0,从大货里随机抽取样品进行测试。 Cr、Maj、Min的定义: Cr:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 Maj:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 Min:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂 直线前后左右45°(以时钟3点、6点、9点、12点). 5.2、检验者需戴手指套防护。 5.3、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃ 5.4、外观检验者以目视检查,尺寸用卡尺测量。 5.5、电性测试使用夹具,检验功能标准请依样品。 5.6、若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6. 包装要求 6.1 包装检验
FPClayout设计规范珍藏版
设计准则修改履历表 页次版本修改内容修改日期A0 初版2014/7/24 A1 15/04/13修改版2014/4/13
目录 一、目的 (4) 二、范围 (4) 三、规范 (4) 3.1 规则设定 (4) 3.2 走线规范 (5) 3.3 其他设置 (9) 3.4 MIPI走线注意事项 (11)
一、目的 规范部门电子LAYOUT设计,使产品设计更合理。 二、范围 电子工程师LAYOUT指导 LAYOUT使用软件: Altium Designer 文件保存格式:4.0版本 三、规范 3.1 规则设定 3.1.1 线宽线距设定 线宽线距根据FOG端金手指宽度、间隙设定,FOG端的尺寸为最小的线宽线距。 例如:金手指宽度0.07mm,间隙0.07mm;即设计最小线宽0.07mm,线距0.07mm。特殊的产品,若线路走不下,可适当缩小线宽线距。目前供应商能做的最小线宽0.05mm,线距0.05mm。 3.1.2 过孔设定 为保证供应商生产良率,常规过孔设定为:开孔Φ0.3mm,铜皮Φ0.5mm。 特殊的产品,可设定开孔Φ0.25mm,铜皮Φ0.4mm。 3.1.3 走线设定 走线为45°线,部分位置可走弧线优化。严禁走其他角度线路。 3.1.4 其他间距参考设置。
1)Track/Arc到Track/Arc的间距为pitch的二分之一(设置最小线宽也是pitch的二分之一)。 2)Via到Track/Arc,Via的间距为0.15mm。 3)Polygon到Track/Arc,Via的间距为0.15mm。 4)Via到Keepout的间距为0.2mm。 5)Track/Arc到Keepout的间距为0.25mm。 6)Polygon到Keepout的间距为0.25mm。 7)Via到Pad的间距为0.30mm。 8)Polygon到Smd pad,Fill的间距为0.30mm。 3.2 布线规范 3.2.1 空引脚/焊盘拉线 空焊盘,无线路连接的,需要将该焊盘延伸到PI层下,防止铜皮脱落。 FOG位置空焊盘拉线 BL焊盘上下两端须拉出一部分线延伸出开窗之外,防止背光焊盘脱落。
FPC检验规范
深圳市昂星科技有限公司
1. 目的 明确与规范昂星所有来料的FPC外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 技术:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与技术部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照使用GB/T 2828-2003 一次抽样正常检查Ⅱ级水平: AQL: CR=0 MA=0.65 MI=1.5,从大货里随机抽取样品进行测试。 CR、MAJ、MIN的定义: CR:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 MAJ:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 MIN:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂直线 前后左右45°(以时钟3点、6点、9点、12点). 5.2、检验者需戴手指套防护(避免手汗残留在FPC金手指上,导致金手指氧化)。 5.3、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃
FPC类天线设计要求天珑
FPC类天线设计要求 综述:FPC类天线最主要的问题是:1.起翘问题2.成本问题3.生产操作问题4.断裂问题 §1 FPC 类天线主要的结构组装方式 一.FPC+支架 FPC 直接粘贴在支架表面, 金手指一般设计到支架底面,在PCB板上SMT 小弹片,小弹片的弹脚连接到天线金手指,天线(支架加FPC)固定在PCB上,或者PCB固定在下图右图的支架中间。 二.FPC+机壳 FPC 直接粘贴在机壳表面, 金手指部分穿过机壳预留的间隙,延伸到机壳另一面, PCB 板上SMT 小弹片,小弹片的弹脚连接到天线金手指。
此类天线特殊要求: a所有的转角都至少0.3--1.0 . b金手指所粘贴部位不能有顶针. c不能打脱模剂,做好不使用自带脱模剂的材料. 2. 如果机壳表面有喷油工艺,则FPC的粘胶面尽量远离喷油面的边缘,喷油区常有飞油导致FPC粘帖不良. §2 FPC 类天线塑胶部件设计技术要求 一.贴FPC 的塑胶件表面要设计得尽量平缓, 避免R值1mm--4mm之间的小圆弧面,大于5mm 的圆弧尽量改为斜平面组合模拟大圆弧,其中每个斜平面的宽度尽量大于等于4mm。 二.在塑胶件表面的合适位置设计加一些定位柱或热熔柱, 以帮忙FPC粘贴时的定位和预防FPC 的起翘,每个平面上的定位柱不得超过2个。柱子为直径0.8mm高0.25mm。如设计为热熔柱,则柱子为直径0.8mm,高0.8mm。
三.塑胶件开模时要求在贴FPC 的表面顶针印痕和和其他印痕,断差应控制在0.02mm 以内,以免表面起台阶和披峰导致FPC起翘起皱,同时表面抛光处理或DVI-27 或花纹,以便FPC跟塑胶件粘贴更牢固. 四.金手指部位所贴的面为一个平面,并且不准在此平面设置顶针,尽量为光面或细火花纹,必须实心,不准为中空的结构. 五. FPC 所要贴到的面都要求有圆角,一般0.5mm 以上(不超过1.0mm),特殊部位0.3mm 以上(不超过1.0mm),不能为尖角. 如下图紫色位置是准备贴FPC 的部位,红色位置是要求到圆角的位置。
FPC设计规范
FPC设计规范.txt小时候觉得父亲不简单,后来觉得自己不简单,再后来觉得自己孩子不简单。越是想知道自己是不是忘记的时候,反而记得越清楚。本文由aighoxi贡献 pdf文档可能在WAP端浏览体验不佳。建议您优先选择TXT,或下载源文件到本机查看。 深圳鑫创源达科技有限公司 设计标准 工程部制作 设计规范目录 第一章:选材规范第二章:开料设计规范第三章:模具设计规范第四章:钻孔设计规范第五章:线路设计规范第六章:包封设计规范第七章:字符设计规范第八章:辅助材料设计规范第九章:绿油板设计规范第十章:单面板设计规范第十一章:窗口板设计规范第十二章:双面板设计规范第十三章:分层板设计规范第十四章:多层板设计规范第十五章:辅助孔与板边设计规范第十六章:CAM 资料命名规范第十七章:审核规范 1.1、软板材料: 1.1.1 按材料种类分有 PI 材料、PET 材料以及 FR-4 硬板材料; 1.1.2 按材料厚度规格 PI 材料单面压延主要有 35/25,18/25,18/1 2.5;单面电解主要有 35/25,18/25;双面压延主要有 35/25/35 , 18/25/18 , 18/12.5/18 , 12/12.5/18;单面压延无胶材料主要是 18/25;双面压延无胶材料主要是 18/25/18; PET 单面材料主要是:35/25,18/50,18/25; FR-4 材料铜厚一般是 1OZ(35μm) 1.1.3 按供应商分主要有住友、台虹、宏仁、九江,其中住友以压延材料这主,台虹以压延为主电解材料为辅,宏仁以电解材料为主,九江以 PET 材料为主;版本:A 第 1 页共 77 页 U nR 一、基本材料: eg 第一章材料选择规范 is 11-3-23 te re d 深圳鑫创源达科技有限公司 设计标准 工程部制作 1.1.4 软板材料宽度以 250mm 为主,500mm 为辅,两者采购比例约为 8:2。 1.2、包封材料: 1. 2.1 按材料种类分有 PI 材料、PET 材料; 1.2.2 按材料厚度规格 PI 材料主要有 25、12.5μm,对于 12.5μm 包封又分有常规胶厚 12.5μm 和胶厚 25μm 的,即通常所称的 0515 包封和 0525 包封;PET 材料主要有 25、50μm;一般情况下 PET 包封是无色透明的,但可订做白色的材料; 1.2.3 按供应商分主要有住友、台虹、九江,九江只有 25μm 包封和 PET 包封; 1.2.3 包封材料宽度为 500mm。 1.3、胶纸材料: 1. 3.1 按材料厚度分有 0.025、0.05、0.1 和 0.13mm 的,其中 0.05 的最常用,还分为纯胶类型和有基材类型; 1.3.2 按使用功能分类有常规压敏胶纸和导电胶纸; 1.3.3 按供应商分主要是 3M 和日东,导电胶纸为韩国 EXPAN; 1.3.4 材料宽度 3M 的是总宽 1200 分切成 240mm 宽,日东的宽度是 500mm。 1.4、热固胶膜: 1.4.2 按供应商分主要是东溢、住友、SONY 和东海,尤其以东溢为最常用; 1.4.3 胶
FPC检验规范
精选文档
1. 目的 明确与规范昂星所有来料的FPC外观和功能检验标准,使FPC满足既定质量要求。 2. 适用范围 本规程适用于本公司所有FPC的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。 3. 职责 技术:确定产品的技术要求,向质量部提供相关技术要求以及测量测试方法、设备、夹具。 质量:与技术部确定质量标准,质量和生产部门按照要求进行检验。 4. 样品 样品应从正常生产的产品里随机挑选。 产品在研发阶段应该通过试验验证,对不符合项进行改进; 量产阶段,工厂按照使用GB/T 2828-2003 一次抽样正常检查Ⅱ级水平: AQL: CR=0 MA=0.65 MI=1.5,从大货里随机抽取样品进行测试。 CR、MAJ、MIN的定义: CR:使用本产品时,影响的客户的安全性,包括人身安全、环境安全,或其它引起较大事故责任的。 MAJ:会引起客户对产品的满意度甚至投诉、退换货,例如本产品功能、性能失效,导致产品部分或全部功能无法使用,但不涉及重大责任事故。 MIN:会引起客户对产品的满意度,但功能仍能使用,并不会导致客户的投诉、退换货,例如轻微外观问题、包装问题等。 5 . 检验条件及环境 5.1、在60—100W日光灯的照明条件下,样品离检查者眼睛约30-40cm处进行检查。检验方向以垂直线 前后左右45°(以时钟3点、6点、9点、12点). 5.2、检验者需戴手指套防护(避免手汗残留在FPC金手指上,导致金手指氧化)。 5.3、检测条件 照度: 800-1200 LUX fluorescent lamps. 日光灯照度为:800-1200 LUX环境:22 ±3℃ 5.4、外观检验者以目视检查,尺寸用卡尺测量。 5.5、电性测试使用夹具,检验功能标准请依样品。 5.6、若标准与规格书不符时,以产品发行之规格书特殊检验规格、工程变更为准。 6. 包装要求 6.1 包装检验
FPC设计规范
管理体系三阶文件 RTP设计规范 文件编号AVD(WI)编制 版本号V1.0审核 文件页数批准 生效日期受控编号 受控文件妥善保管
1. FPC 的定义: FPC 是Flexible Printed Circuit 的简称,又称软性线路板、柔性印刷电路板,挠性线路板,简称软板或FPC ,具有配线密度高、重量轻、厚度薄的特点.主要使用在手机、笔记本电脑、PDA 、数码相机、LCM 等很多产品.FPC 软性印制电路是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路。 产品特点: 1.可自由弯曲、折叠、卷绕,可在三维空间随意移动及伸缩。2.散热性能好,可利用F-PC 缩小体积。 3.实现轻量化、小型化、薄型化,从而达到元件装置和导线连接一体化。 一、FPC 基本结构 (双面板)
目前我们常用的FPC有二种类型:压接型和焊接型 根据需要,一般图纸中有三部分,正视图、侧面图、背视图。 ●正视图主要标注FPC的外形、Cu铜箔的走线位置、压合处的导电面长度、金手指处的长度及线宽W、线间距P等尺寸。 ●侧面图主要标注FPC的结构及使用到的材料,然后标注出ACP导电热容胶、正反面金手指及FPC总厚度的尺寸。 ●背视图主要标注FPC压合处导电面及线宽W、线间距P等尺寸。 FPC图纸中所有的尺寸公差已在图纸中注明。 FPC图纸中的一些尺寸制作规定: ●FPC与T/P屏体压合处的宽度需≥6.0mm,压合深度需≥1.5mm,铜箔Cu走线的宽 度需≥0.5mm,线间距需≥0.3mm,FPC,防止FPC压合处宽度、深度制作过小时不 易我司产品制作,从而引T/P产品产生功能不良,FPC拉力达不到要求。 ●FPC末端金手指处外形尺寸需≥2.5mm,铜箔Cu走线的宽度需≥0.15mm,线间距需 ≥0.1mm,目的是方便我司测试线性时好控制及保证产品功能的稳定性、使用性。 ●FPC外形尺寸到铜箔Cu左右两边走线的距离需≥0.2mm,目的是方便FPC外形下料 时的控制公差及使用过程中断裂,造成FPC产品不良。 FPC图纸制作之前需注意一些事项: ●根据客户确认的来制作FPC。一般的情况下,客户给过来的产品图纸中都会标明出FPC 的外形尺寸及金手指处的线宽W、线间距P等尺寸,我们可根据此内容以及结合产品工程图纸来初步制作出FPC。 ●注意产品工程图中的PIN矩阵图及FPC的出线位置来制作,目的防止FPC图制作时与客 户要求相违背,制作时出错。 ●客户无图纸,但有实际样品需做FPC时,一定要跟客户沟通、协调清楚,按实际样品中 FPC形状、尺寸来制作FPC。 FPC图纸格式参照如下CAD: