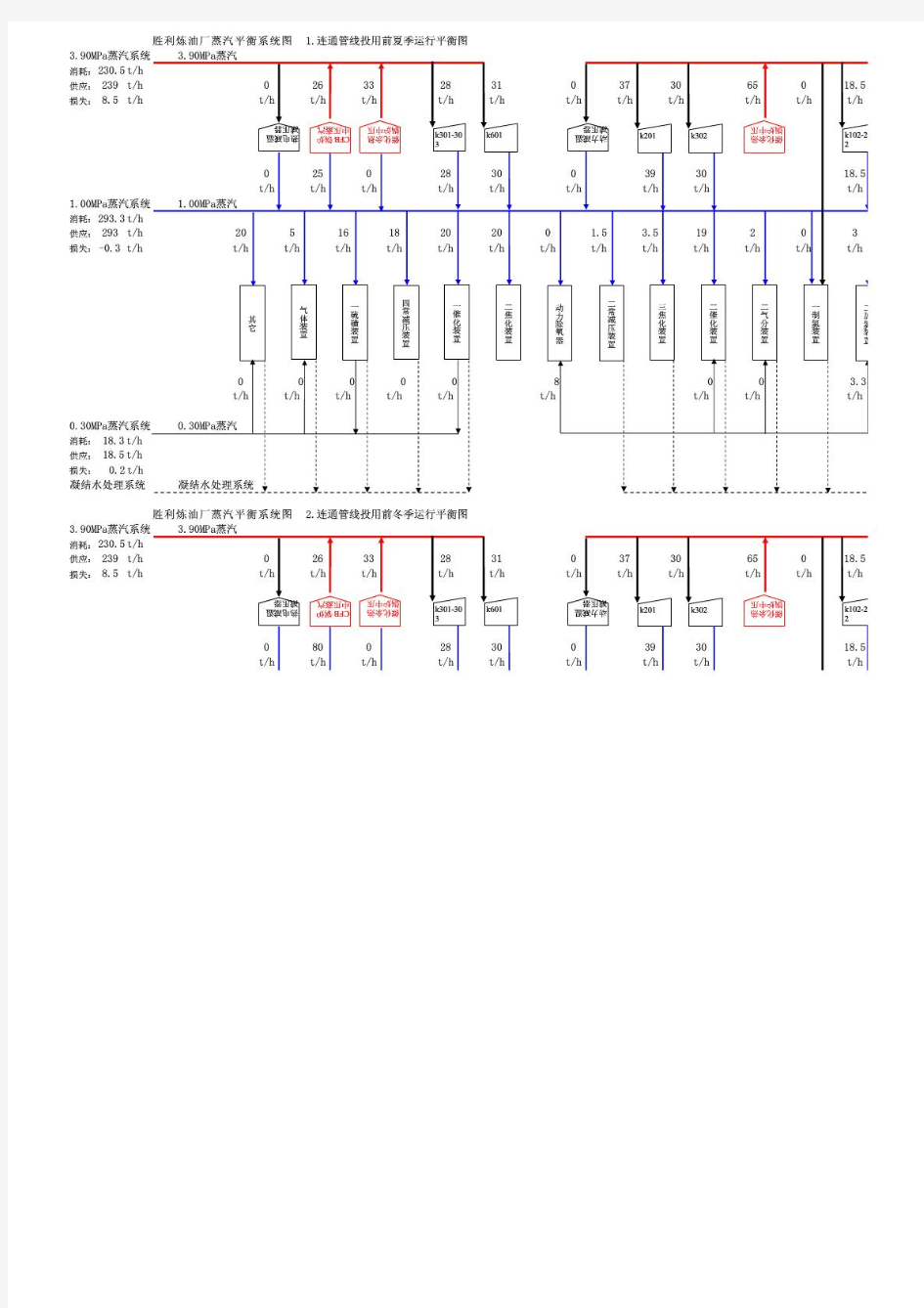
炼油厂物料平衡蒸汽平衡系统图

一款化工设计和流程模拟软件ChemCAD
万方数据
48广东化工2005年第8期 2.1画流程图 单击菜单栏FiIe按钮,选择NewJob,在弹出的文件保存对话框中选好路径后单击保存便完成了模块新建任务。此时操作界面会有所改变,菜单栏和工具栏选项都有所增加,且会弹出画流程图的面板,面板上一个符号代表一种设备或工具,如图l所示。左键单击面板,此时鼠标会变成小方框,然后在空白处单击,便可添加相应的设备。将相应的设备连接好,按需画好流程图后,便可开始下一步的操作。画流程图这一步,可以全部由自己画出,也可由附带的模块修改而成,方法是:单击File按钮,选择0penJob,弹出选择模块对话框,在相应的路径中选择相应的模块后,单击打开,便打开了所选模块,然后在菜单栏中选择EditFlowsheet,这个按钮会变为Runsimulation,并弹出如图l右侧的面板,这时便可开始编辑流程图。要改变流程线路时,右键单击要改变线路,选择Reroutestream,将弹出一个跟随鼠标移动的大的十字虚线,便可开始布线;若要改变流程图中的操作单元,右键单击要改变单元,选择Swapunit,然后在面板中选择需要的单元,在相应的位置单击便可完成操作单元的更换;若需在流程图线路中插入操作单元,右键单击相应位置,选择Insertunit,在面板中选择需要的单元,然后在相应位置单击便完成了插入操作。除了以上操作外,还可以删除线路或单元。 图1ChemCAD操作界面 2.2设置单位 在菜单栏中单击Fo珊at,然后单击Engineeringunits,会弹出一个对话框,可选择AltsI、sI等多个单位标准,选好后单击0K,便可完成单位设置。 2.3选择组分 单击菜单栏Thermophysical,选择comp011entlist,这时会弹出一个对话框,在组分数据库右侧选择需要的组分,单击Add,再单击0K,完成组分添加。 2.4选择热力学模型 单击Therm叩hysical,选择K—values,会弹出一个对话框,设置好后单击0K,便完成了K值设置;接着是设置焓,同样是在Thermoph),sicaI菜单下,选择Enthalpy,设置好后单击OK即可完成;然后在Thermophysical菜单中选择K—Valuewizard,这一项可以设置温度、压强等的最大和最小值。在Thermoph),sical菜单中还有电解液等选项,只要按需设置好即司。 2.5指定详细进料物流 每一个物料(包括原料和产品)都必须详细设置。单击菜单栏Specificatjons,在弹出的菜单中选择相应的选项进行设置。单击Specmcatiolls,选择selectStreams,弹出ID号输入对话框,输入ID号,单击0K,弹出编辑对话框,设置好相应的选项后单击OK即可。设置好这一项可以计算相关的泡点或露点值。 2.6详细指定各单元操作 左键双击或在spec溉cations菜单中选择selectUnitops选项,弹出设置对话框,框中有一个Help按键,单击弹出帮助文档,可以查看详细内容。设置好后单击0K,弹出提示对话框,提示错误或警告,因为错误的设置会使系统运行时出现错误或不能运行,不能得到准确的数据。错误提示是为了阻止系统运行,警告是为了提示用户设置要正确,如果不管就可以忽略,系统会照常运行。 2.7运行 可以选择整个系统或单个操作单元运行,也可以选择一个循环线路运行,只需在Run菜单中分别选择RunAll、RunseIectedunits或Recycles即可实现。执行后两个操作时会弹出一个对话框,单击所要运行的单元,单击0K便开始运行。还可设置运行顺序,只需在Run菜单中选择calculationsequence,在弹出的对话框中设置好后单击0K即可。 2.8查看运行结果 单击Results,在弹出的菜单中选择需要查看的选项,就会有一个文档弹出来,里面记有详细的结果。查看运行结果之后,便可计算设备规格,然后按需优化,最后便是生成物料流程图。 3功能扩展 ChemcAD的功能扩展可以通过用户新建流程图来实现。chemCAD内置了强大的数据库,用户可以新建或在已有流程图的基础上进行修改。由于面板中所提供的设备有限,chemcAD提供了画设备的工具,用户可以按照自己的需要画好一个符号,然后设置好相关的参数,便可作为一种设备使用。此外,开发chemcAD的chemstations公司也在不断扩大其数据库,有些现在还不能处理的生产流程,可以将方案提交给chemstatjons公司来处理。相信在不久的将来,ChemCAD的功能将更为强大,应用领域将更加广泛。 参考文献 [1]http://www.chemsta“ons.net. [2]h儿p://www.vmc.com.tw/chinese/c—index.htm. [3]冯权莉,叶咏恒,陈文威.乙醇一水双效精馏模拟研究[J].云南工业大学学报,1999,15(3):49—54. [4]寇业荣.乙烯废液处理塔的核算及改造建议[J],化工设计,2000,lO(2):23—25. [5]贾蓉,罗金生,张立杰,等.应用chemcAD软件模拟反应精馏 过程[J].化工生产与技术,2003,(5):44—46. 万方数据
MES系统中物料平衡的设计与实现
MES系统中物料平衡的设计与实现(上) 来源:万方数据 关键字:MES物料平衡数据校正 信息化调查找茬投稿收藏评论好文推荐打印社区分享 石油炼制企业在不断的发展壮大,对信息技术和综合自动化系统的需求也在持续变化。本文通过以制造执 行系统(Manufacturing Execution System,MES)技术为代表的信息化整合优化集成,企业可以显著降低成本、提高竞争力和增强抗风险能力,因此,MES技术的研究与应用成了整个流程工业综合自动化技术发展 的关键之一。本文内容涵盖了物料平衡模块的各个关键技术点,主要包括物料平衡数据的归并与审核、平 衡数据的校正,为全公司MES系统的实施奠定了坚实的基础。 1 绪论 目前,以信息集成为核心的企业综合自动化系统在国内外的许多企业已经投用,并且取得良好的使用效果。实践表明它能够将先进的、科学的管理方法更好地应用于化工企业,将生产管理的经验和领域专家的知识结合起来,协调并参与实时生产管理过程,再结合产品的市场行情,搞好市场分析,形成最佳的生产结构,从而创造更大的经济效益。20世纪90年代,我国化工企业基础自动化建设与改造基本完成,部分企业还实施了ERP(Enterpdse Resource Planning,企业资源规划),但因缺乏将ERP和控制系统集成连接在一起的中间层,ERP的实施效果受到了极大的限制,信息化建设进程一度陷入窘境。 MES(Manufacturing Execution System,生产执行系统)是支撑企业生产管理层业务运行和管理的信息系统,恰好能填补这一空白。MES是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。一个设计良好的MES系统可以在统一平台中集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产,协助企业建立一体化和实时化的ERP/MES/SFC信息体系。MES直到1990年,才由美国的AMR(Advanced Manufaeturing Research)提出并使用。20世纪90年代初,工业界开始认识到需要一个可 以将业务系统和控制系统集成在一起的中间层。制造执行系统(MES)从一开始就是一个特定集合的总称,用来表示一些特定功能的集合以及实现这些特定功能。美国的咨询调查公司倡导制造业用三层模型(3rd layer modd)表示信息化。将位于计划层和控制层中间位置的执行层叫做MES,并说明了各层的功能和重要性。在中国,生产和制造两词有时混用或等同。MES 处于企业信息系统ERP/SCM和过程控制系统DCS/PLC的中间位置。ERP作为业务管理系统,DCS/PLC作为控制系统,而MES则作为生产执行系统。MES与上层ERP等业务系统和底层DCS等生产设备控制系统一起构成企业的神经系统,把业务计划指令传达到生产现场的同时,将生产现场的信息及时收集、上传和处理。MES不单是面向生产现场的系统,而是作为上、下两个层次之间双方信息的传递系统,是连结现场层和经营层,改善生产经营效益的前沿系统。MES也不是一个特定行业的概念,而且应用于各种制造业的重要信息系统。 到90年代,MES发展为MES(集成MES)和MES(Manufacturing ExecutionSolutions)。90年代中期,又提出了MES标准化和功能组件化、模块化的思路。这时许多MES软件实现
物料平衡计算公式
物料平衡计算公式 This model paper was revised by the Standardization Office on December 10, 2020
物料平衡计算公式: 每片主药含量 理论片重= 测得颗粒主药百分含量 1.原辅料粉碎、过筛的物料平衡 物料平衡范围: %~100 % 物料平衡= %100?+a c b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg) 2.制粒工序的物料平衡 物料平衡范围: %~ % 制粒工序的物料平衡= a d c b ++×100% 制粒工序的收率=a b ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg) c-尾料总重(kg) d-取样量(kg) 3.压片工序的物料平衡范围: %~ % 压片工序的物料平衡=a d c b ++×100% 压片工序的收率=a b ×100%
a-接收颗粒重量(kg) b-片子重量(kg) c-取样重量(kg) d-尾料重量(kg) 4.包衣工序的物料平衡 包衣工序的物料平衡范围: %~ % 包衣工序的物料平衡 = b a e d c +++ 包衣工序的收率 = b a c + a-素片重量(kg) b-包衣剂重量(kg) c- 糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg) 5.内包装工序物料平衡 内包装工序物料平衡范围: %~ % 包材物料平衡=%100?++++A a d c b B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d- 废料量(kg) 片剂物料平衡=%100?++a d c b a :领用量(Kg) b :产出量(Kg) c :取样量(Kg) d :废料量(Kg) 6.外包装工序的物料平衡
MES系统中物料平衡的设计与实现.
MES 系统中物料平衡的设计与实现 石油炼制企业在不断的发展壮大,对信息技术和综合自动化系统的需求也在持续变化。本文通过以制造执行系统 (Manufacturing Execution System , MES 技术为代表的信息化整合优化集成,企业可以显著降低成本、提高竞争力和增强抗风险能力,因此, MES 技术的研究与应用成了整个流程工业综合自动化技术发展的关键之一。本文内容涵盖了物料平衡模块的各个关键技术点,主要包括物料平衡数据的归并与审核、平衡数据的校正,为全公司 MES 系统的实施奠定了坚实的基础。 1 绪论 目前, 以信息集成为核心的企业综合自动化系统在国内外的许多企业已经投用, 并且取得良好的使用效果。实践表明它能够将先进的、科学的管理方法更好地应用于化工企业, 将生产管理的经验和领域专家的知识结合起来, 协调并参与实时生产管理过程, 再结合产品的市场行情,搞好市场分析,形成最佳的生产结构,从而创造更大的经济效益。 20世纪 90年代,我国化工企业基础自动化建设与改造基本完成,部分企业还实施了 ERP(Enterpdse Resource Planning , 企业资源规划 , 但因缺乏将ERP 和控制系统集成连接在一起的中间层, ERP 的实施效果受到了极大的限制,信息化建设进程一度陷入窘境。 MES(Manufacturing Execution System,生产执行系统是支撑企业生产管理层业务运行和管理的信息系统,恰好能填补这一空白。 MES 是处于计划层和现场自动化系统之间的执行层, 主要负责车间生产管理和调度执行。一个设计良好的 MES 系统可以在统一平台中集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产, 协助企业建立一体化和实时化的 ERP /MES /SFC 信息体系。 MES 直到 1990年, 才由美国的 AMR(Advanced Manufaeturing Research提出并使用。 20世纪 90年代初,工业界开始认识到需要一个可以将业务系统和控制系统集成在一起的中间层。制造执行系统 (MES从一开
精馏塔物料平衡控制DCS系统设计
第五章精馏塔物料平衡控制DCS系统设计 5.1 DCS系统硬件设计 JX-300X DCS系统的硬件配置包括:①通信系统:通信系统是选择DCS系统的关键环节之一。随着计算机网络通信技术的发展和市场的需求,大多数DCS系统都以开放系统为标准来设计其通信系统。②人-机接口:人-机接口是DCS系统的操作站部分。③接口单元:这里的接口单元是指DCS系统与本系统之外产品的接口单元。主要有DCS系统与上位计算机的接口,与气相工业色谱的接口及与可编程控制器的接口。 高可靠性是过程控制系统的第一要求。冗余技术是计算机系统可靠性设计中常采用的一种技术,是提高计算机系统可靠性的最有效方法之一。控制系统从结构上充分地采用了冗余技术。本系统对于主控卡XP243X、数据转发卡XP233、重要I/O点对应的I/O卡件、网络通讯等都设计了1:1冗余,采用冗余结构不仅能避免控制系统的局部故障扩大事故,保证机组安全稳定运行,同时也保证设备故障的在线排除,从而消除事故隐患。本系统的卡件备用硬件实时监听工作硬件信息,内部数据实时与工作硬件保持一致,一旦工作硬件出现故障,备用硬件即可随时参与工作,不存在切换问题,也就避免了切换时对系统造成的扰动。本系统配置如图4.1所示。系统安装完成后可使用ping指令进行调试,使其设备间彼此都实现通讯。 脱丁烷塔测点不是很多,经过整理得到实际测点15个,其中AI点6个,AO 点7个,DI点1个,DO点1个,据此得出系统硬件配置,如表5.1所示。 表5.1 系统硬件配置
5.2 DCS系统的组态设计 5.2.1 I/O组态 确定了系统的硬件配置,这样可以开始进行主机设置。 该系统测点较少,需要一个控制站,一个操作站、工程师站,分别命名为OS130、ES130。
精馏塔物料平衡控制DCS系统设计
第五章 精馏塔物料平衡控制 DCS 系统设计
5.1 DCS 系统硬件设计
JX-300X DCS 系统的硬件配置包括:①通信系统:通信系统是选择 DCS 系统的 关键环节之一。随着计算机网络通信技术的发展和市场的需求,大多数 DCS 系统都 以开放系统为标准来设计其通信系统。②人-机接口:人-机接口是 DCS 系统的操作 站部分。③接口单元:这里的接口单元是指 DCS 系统与本系统之外产品的接口单元。
主要有 DCS 系统与上位计算机的接口,与气相工业色谱的接口及与可编程控制器的
接口。
高可靠性是过程控制系统的第一要求。冗余技术是计算机系统可靠性设计中常采用
的一种技术,是提高计算机系统可靠性的最有效方法之一。控制系统从结构上充分
地采用了冗余技术。本系统对于主控卡 XP243X、数据转发卡 XP233、重要 I/O 点对
应的 I/O 卡件、网络通讯等都设计了 1:1 冗余,采用冗余结构不仅能避免控制系统
的局部故障扩大事故,保证机组安全稳定运行,同时也保证设备故障的在线排除,
从而消除事故隐患。本系统的卡件备用硬件实时监听工作硬件信息,内部数据实时
与工作硬件保持一致,一旦工作硬件出现故障,备用硬件即可随时参与工作,不存
在切换问题,也就避免了切换时对系统造成的扰动。本系统配置如图 4.1 所示。系
统安装完成后可使用 ping 指令进行调试,使其设备间彼此都实现通讯。
脱丁烷塔测点不是很多,经过整理得到实际测点 15 个,其中 AI 点 6 个,AO
点 7 个,DI 点 1 个,DO 点 1 个,据此得出系统硬件配置,如表 5.1 所示。
表 5.1 系统硬件配置
序号
名称
型号
单位
数量
1
I/0 机笼
SP211
个
1
2
数据转发卡
SP233
块
2
3
主控制卡
SP243X
块
2
流程框图和物料平衡标准框图
高铝粉煤灰预脱硅-碱石灰烧结法生产氧化铝 工艺流程标准化框图 (主产品)
高铝粉煤灰预脱硅-碱石灰烧结法生产氧化铝工艺流程标准化框图文字说明: (一)粉煤灰预处理 高铝粉煤灰与氢氧化钠溶液按照一定的比例混合形成粉煤灰浆液,进入预脱硅工序,在一定的反应温度、压力和反应时间下,粉煤灰浆液中高铝粉煤灰与NaOH溶液发生反应,生成含有硅酸钠溶液的脱硅粉煤灰浆液,通过泵输送进入分离与洗涤工序,在此工序内,通过分离设备完成固相(脱硅粉煤灰)和液相(硅酸钠溶液)的分离,固相(脱硅粉煤灰)送往生料浆制备工序,液相(硅酸钠溶液)送往活性硅酸钙制备工序,添加石灰乳进行反应生成副产品活性硅酸钙,并回收氢氧化钠溶液进入蒸发工序,蒸发后进入预脱硅工序使用。(二)熟料制备 将脱硅粉煤灰、石灰石、无烟煤及碳分蒸发来的碳分母液(Na2CO3)按照碱比、钙比、水分要求在生料浆制备工序制备成合格生料浆,由生料浆输送泵送入熟料烧结工序回转窑窑尾,通过在回转窑窑头喷入的煤粉燃烧形成的热量进行烧结,形成主要成为铝酸钠、硅酸二钙、钛酸钙等的熟料,熟料经过中碎系统送往熟料仓。 (三)铝酸钠溶液制取 来自熟料仓中熟料进入熟料溶出工序,通过与调整液混合溶出形成溶出浆液,溶出浆液经分离后形成固相(硅钙渣)和液相(铝酸钠粗液),固相(硅钙渣)送硅钙渣脱碱工序与电石渣进行反应,生成碱含量符合要求的副产品硅钙渣,液相(铝酸钠粗液)进入一段脱
硅工序,经过高温高压一段脱硅反应后,一部分铝酸钠溶液送往种分工序,另一部分铝酸钠溶液继续添加石灰乳进行深度脱硅反应,反应后的铝酸钠精液送往碳分工序。 (四)氧化铝的制取 送往碳分工序的铝酸钠精液在碳分槽中通入二氧化碳进行连续碳酸化分解,分解生成的氢氧化铝经种子过滤机进行过滤,滤饼送往种分工序作为晶种,滤液送蒸发工序进行回用。由一段脱硅工序送来的铝酸钠溶液与碳分工序送来的氢氧化铝晶种进行混合降温,形成高固含的氢氧化铝浆液送往成品过滤工序,通过过滤机进行分离与洗涤,液相送往蒸发,固相氢氧化铝送往焙烧工序,通过焙烧炉将氢氧化铝生产成冶金级的氧化铝(主产品)。
全厂物料平衡表
经典语录 1、最疼的疼是原谅,最黑的黑是背叛。 2、我有没有跟你说过爱是我不变的信仰,我有没有告诉过你爱就是永远把一个人放在心上。 3、我们生活在同一个温暖的水域,也许偶尔会被水草缠绕,但因为彼此温暖的呼吸,相信都不会是死结。如果我说我爱你,我一直爱你,不知道你会不会相信? 4、恋爱就是这么突如其来的一件事,从开始到慢慢进行,每一个细节都不可思议百转千回。 5、爱情只是宿命摆下的一个局。 6、幸福是什么。幸福,是照射在脸上的温暖阳光,瞬间就成了阴影。
7、我独自守候着岁月的轮回,等待那千年的梦。蓦然回首,青春的花,在那烟雨蒙蒙中遗失了心,却在这和煦阳光下找到了魂。终于了悟了那埋藏已久的心。于是,我轻轻的笑了。 8、人犹如深海里浮浮沉沉,一波一波的海水带着压力冲过来,要将自己深深地淹没,再淹没。 9、爱情如果只剩下同情,就算回到身边,又有何意义? 10、友情其实和爱情一样,很多的时候,距离才可以让彼此懂得。 11、爱一个人不是要拥有他,只要在远方默默地注视他,也就心满意足。 12、有一种隐忍其实是蕴藏着的一种力量,有一种静默其实是惊天的告白。 13、孤单不是与生俱来,而是由你爱上一个人的那一刻开始。 14、结婚时,会说“我愿意”。愿意什么呢?不是愿意爱你,而是愿意只爱你。不是愿意和你在一起,而是愿意只和你一起。不是愿意得到你,而是愿意为你而放弃别人。不是愿意接受幸福,而是愿意给你幸福。这句“我愿意”,是个天大的承诺,代表唯一、忠诚和责任……你愿意么? 15、希望的未来那么遥远,不想面对的将来总是不期而遇,对未来抱有不切实际幻想,以及对未来残酷认识不足,使人产生上面判断,对影响未来主要因素的变化判断准确,就能把握事物未来结果,采取行动应对,能使未来向好,既便困难到来,也会有所准备使损害最小,应对未来有效手段是立足当下,采取行动。 16、一句我等你,不知道需要多大的勇气。它远比我爱你三个字,更需要勇气。不是每个人你都愿意等待,也不是所有人都值得你去等待。一句我等你,包含了很多的无奈,心酸,苦涩。或许是爱不到,或许是不能爱,无论怎样,我等你这个承诺,远比我爱你更动听。可是有多少的爱情经得起等待。
加氢裂化装置物料平衡
加氢裂化装置物料平衡 一、某石油化工科学研究院提供的物料平衡数据(w%)
第四节工艺流程说明 一、反应部分 (工艺流程图见-??) 原料油从蒸馏装置或罐区进入原料缓冲罐(D-101),经升压泵(P-101)升压后,再经过过滤(SR-101),进入滤后原料油缓冲罐(D-101)。原料油经反应进料泵(P-102)升压后与混合氢混和,混氢原料油与反应产物换热(E-101),然后进入反应进料加热炉(F-101)加热。混氢原料油在反应进料加热炉内加热至所需的温度后进入加氢精制反应器(R-101),然后进入加氢裂化反应器(R-102),在催化剂的作用下,进行加氢反应。催化剂床层间设有控制反应温度的急冷氢。反应产物经与混氢原料油换热后,进入热高压分离器(D-103)。 装置外来的补充氢由新氢压缩机(K-101)升压后与循环氢混和。混和氢先与热高分气进行换热,再和原料油混和。 从热高压分离器分离出的液体(热高分油)先经液力透平(HT-101)降压回收能量,或经调节阀降压,减压后进入热低压分离器进一步在低压将其溶解的气体闪蒸出来。气体(热高分气)与冷低分油和混合氢换热,最后由热高分气空冷器(A-101)冷却至55℃左右进入冷高压分离器,进行气、油、
水三相分离。为防止热高分气中NH3和H2S在低温下生成铵盐结晶析出,堵塞空冷器,在反应产物进入空冷器前注入除盐水。 从冷高压分离器分离出的气体(循环氢),经循环氢脱硫后进入循环氢压缩机分液罐缓冲(D-108),由循环氢压缩机(K-102)升压后,返回反应部分同补充氢混合。循环氢脱硫所用贫胺液来自渣油加氢。自循环氢脱硫塔底出来的富胺液去渣油加氢富胺液闪蒸罐闪蒸。从冷高压分离器分离出的液体(冷高分油)减压后进入冷低压分离器,继续进行气、油、水三相分离。冷高分底部的含硫污水减压后送出装置至污水汽提装置处理。从冷低压分离器分离出的气体(低分气)至脱硫部分;液体(冷低分油)经与热高分气换热后进入H2S汽提塔,含硫污水减压后送出装置至污水汽提装置处理。从热低压分离器分离出的气体(热低分气)经过水冷冷却后至冷低压分离器,液体(热低分油)直接进入H2S汽提塔。 二、分馏部分
物料平衡管理程序
物料平衡管理程序 目的:建立物料平衡的工作标准,掌握生产过程中物料平衡变化,防止差错和混药。 适用范围:所有生产过程的关键工序。 责任人:操作人员、车间工艺员、质监员。 内容: 1 生产过程的各个关键工序操作人员在生产过程完成后必须计算物料平衡,以及时避免差错。操作人员计算物料平衡的依据为批生产记录(批包装记录)规定的物料平衡计算方法及根据验证结果确定的物料平衡合格范围。各工序物料平衡计算应填写物料平衡记录。 2物料平衡计算方法 实际值 2.1 收率(%)= ———————×100% 理论值 ——理论值:为按规定所用物料(含包装材料)量,在生产加工中无任何损失或差错的情况下得出的加工产出量的最大数量。 ——实际值:为生产过程中实际加工产出量,包括: 本工序产出量; GMP认证资料:工作标准第 2 页
共 2 页 收集的次品量(如捕尘系统、清场过程中收集的残余物等); 生产中取得样品量(检品); 丢弃的不合格物料; 余料量。 2.2 在生产过程中如有跑料现象,应及时通知车间工艺员及质监员处理,并详细记录跑料过程及数量。跑料数量也应计入物料平衡之中,加在实际值的范围内。 3 本公司需计算物料平衡的主要工序暂定为下列工序: 3.1 制粉; 3.2 混合; 3.3 内包装(含瓶装、袋装); 3.4 粉碎; 3.5 包装后成品、外包; 3.6 贴签、说明书; 4 物料平衡时计算单位分别为: 4.1 固体以重量计算。 4.2 标签、说明书以个数计算。 5 数据处理: 5.1 凡物料平衡在规定范围内,经质监员确认后签字,可以递交下道工序。 5.2 凡物料平衡在规定范围之外,应查明原因,并填写偏差处理通知单,通知车间工艺员及质监员按“生产过程偏差处理管理程序”进行调查,采取处理措施,并详细填写记录。 5.3 车间工艺员定期对各工序物料平衡及产品的总体物料平衡限度的历史性数据进行统计,为工艺改进、技术革新及技术标准文件的修订提供参考。
物料平衡图
15.3 29.9 组分 质量 NH 4Cl 6.224 水 1.8672 物料平衡图 组分 质量kg L-苏氨酸盐 21 甲醇 60.22 SOCl 2 15.3 副产物 1.329 2SO HCl 吸收 废液 干燥 重结晶 Cl NH 4洗涤 水 1500 甲醇 64.18 1509.53 L-苏氨酸 16.219 10000 NaOH 组分 质量kg L-苏氨酸盐 21 甲醇 60.22 副产物 1.329 组分 质量kg L-苏氨酸盐 21 副产物 1.329 Cl NH 4生成 NH 3 3.332 组分 质量kg L-苏氨酸甲酯 17.12 副产物 1.32 甲醇 49.12 3NH 0.988 Cl NH 4 6.224 组分 质量kg Cl NH 4 6.224 甲醇 2.45 L-苏氨酸甲酯 0.856 NH 4Cl 过滤 组分 质量kg L-苏氨甲酯 16.264 副产物 1.32 甲醇 46.67 3NH 0.988 反应(2) 3NH 1.664 0.64 3NH 空气 组分 质量kg L-苏氨酰胺 13.89 副产物 1.936 甲醇 50.44 减压蒸馏 49.44 组分 质量 L-苏氨酰胺 6.224 甲醇 1 副产物 1.936 乙醇结 晶过滤 乙醇 32.66 废 液 组分 质量kg L-苏氨酰胺 13.89 甲醇 0.01 乙醇 0.3266 真空干燥 组分 质量kg 甲醇 0.01 乙醇 0.3266 L-苏氨酰胺 13.89 甲醇吸收 SOCl 2 回收 SOCl 2 反应(1) 水 1.8672 NH 4Cl 6.224
物料平衡
物料平衡 一、焦化物料平衡 按240t/a进行计算: 炼焦:连续用煤378.55t/h;用煤气52518.04m3/h;产焦炭281.36t/h(其中焦炭(干基)274.92t/h;焦粉6.43t/h;产蒸汽(4.76Mpa)151.23t/h)。 煤气净化: 使用:洗油0.3786t/h;二氧化硫转化催化剂3.35m3/a;氢氧化钠(32%)1.179t/h;磷酸(75%)100t/a;氢氧化钾(48%)507t/a;惰性球0.5m3/a;焦炉煤气3452.74m3/h。 产出:焦炉煤气124918Nm3/h;焦油15.14t/h;粗苯3.785t/h;硫磺(99.5%)0.74t/h;液氨(99.8%)1.14t/h。 二、氢气 压力:P=1.35MPa;温度:t=40℃;连续用量:Q=15503.41m3/h。 三、除盐水 按最大用水量: 压力:P=0.4MPa;温度:t=25℃;连续用量:Q=177.62(±10)t/h。(其中干熄焦连续用量Q=151.2t/h;煤气净化Q=8t/h;公辅系统Q=2.27t/h;换热站Q=15t/h)。 四、氮气 压力:P=0.6-0.75MPa;温度:t=35℃;纯度:99.99%;露点:≤
-60℃;连续用量:Q=1458m3/h;最大用量:Q=3525.6m3/h。(其中干熄焦事故连续用氮气Q=2202.2m3/h;干熄焦连续用量 Q=447.6m3/h;煤气净化系统连续用量Q=601.8m3/h;制氢 Q=274m3/h)。 五、蒸汽 0.69MPa蒸汽: 此平衡按照冬季计算,夏季用量比冬季减少20t/h。 接至外管网0.69MPa蒸汽经减温减压站减至0.5MPa。 压力P=0.5MPa;温度:t=170℃;连续用量:Q=99.67t/h(其中备煤系统连续用量2.2t/h;干熄焦系统连续用量12t/h;公辅系统连续用量15.6t/h;冷凝鼓风工段连续用量2.4t/h;蒸氨工段连续用量18.5t/h;无水氨工段连续用量0.5t/h;粗苯蒸馏工段连续用量8t/h;脱硫工段连续用量12t/h;硫回收工段连续用量1.05t/h;油库工段连续用量6t/h;终冷洗苯工段间断用量1t/h;浴池间断用量2t/h)。 1.1MPa蒸汽: 接至外管网1.1MPa蒸汽,压力P=1.1MPa;温度:t=250℃;间断用量:Q=3.5t/h。 2.5MPa蒸汽: 接至外管网2.5MPa蒸汽经减温减压站减至2.08MPa,再减至 1.6MPa。 压力P=1.6MPa;温度:t=210℃;连续用量:Q=16.75t/h(其中无水氨工段连续用量14.5t/h;管网损失量0.73t/h;未计量1.52t/h)。
物料平衡
电镀清洁生产—物料平衡 摘要:根据多年的清洁生产审核实践,总结了电镀、热浸镀、磷化、电泳、酸洗、阳极氧化等表面处理工艺的物料平衡图。以电镀锌为例,介绍了建立物料平衡的操作方法。以某厂的镀铬槽为例,通过实际计算,讲解了如何根据物料平衡分析来提出清洁生产方案。 关建词;表面处理;清洁生产;审核;物料平衡 1前言 我国正处在难得的经济高速发展的机遇期,取得了世界瞩目的成就。如一切高速发展的国家一样,我国也遇到“资源短缺、环境污染加重”的压力。决策者们头脑清醒,深刻认识到这两个问题。在不久前,全国人大常委员会作出了修改《中华人民共和国清洁生产促进法》的决定,进一步加强清洁生产工作。清洁生产倡导的新理念是把过去“出了污染,事后处理”改变为“源削减”的环境保护方针。贯彻清洁生产工作的最好方法是实施清洁生产审核。在清洁生产审核程序中的审核阶段要求做“物料平衡”,通过实测审核重点的输入、输出值,经过计算、分析就可以发现问题,从而找到“节能、降耗、减污、增效”的清洁生产方案(或称清洁生产机会)。因此,设计好、做好“物料平衡”是清洁生产审核中很重要的一项工作。 从2006年以来,大连市表面工程协会先后完成了70余个企业的清洁生产审核的咨询工作。从各种电镀到热镀、磷化、酸洗、阳极氧化、电泳涂漆等工艺,都设计了相应的“物料平衡”方案,现将具体做法介绍如下,供同行参考和指正。 2一般电镀的物料平衡 2.1 电镀锌的物料平衡 以电镀锌为例说明设计物料平衡时应采取的步骤: 2.1.1 物料平衡的目的 摸清镀锌时输入与输出的物料的数量关系,找出清洁生产机会。 2.1.2 操作说明 (1)首先要安放并固定显示液面高度的塑料板箭头,加水至箭头尖端,以镀锌槽中液面高度来确定槽液体积;通电或搅拌溶液达到均匀后用长玻璃管在槽内多点取样,认真取双样化验,得到镀锌槽液浓度,确定镀前槽液含锌量。
气化物料平衡图
气化装置物料平衡图 原煤干燥单元 煤气化单元 粉煤制备单元 煤气洗涤单元 灰水系统 渣水系统 低压蒸汽 冷却给水 放空气 低压氮气 冷凝液 冷却回水 干燥空气 煤 1 2 46 燃料气 石灰石 冷却给水 放空气 空气 低压氮气 常压氮气 冷却回水 煤 煤 高压蒸汽 冷却给水 脱盐水 燃料气 冷凝液 自 产蒸汽 放空气 石灰石 二氧化碳 低压氮气 高压氮气 氧气 锅炉 给水 冷却回水 粗渣 高温冷凝液 密封水 脱盐水 合成气 灰水 灰水 渣水 灰水 灰水 合成气 低温冷凝液 冷却上水 冷却回水 酸性气 细渣 废水 蒸发气 低压氮气 伴热蒸汽 31 3 5 33 12 4 8 11 6 107 34 22 35 9 41 21 43 16 20 28 29 23 38 物料代号 25 40 37 19 13 48 44 47 27 26 39 42 17 18 15 14 24 45 32
气化装置物料平衡数据表 序号项目来源去往装置压力Mpa 温度℃含量体积流量m3/h 质量流量kg/h 1 煤煤储运预干燥常温水份28.4% 104702.68 2 低压蒸汽动力车间预干燥0.5 饱和55500 3 低压氮气空分装置预干燥0.8 常温99.96% 500 625 4 冷却上水水处理预干燥0.4 5 30 11 11000 5 干燥用空气大气预干燥常压64672.5 80841.4 6 煤预干燥磨煤与干燥90 水份13% 86169.1 7 常压氮气空分装置磨煤与干燥0.008 常温99.96% 13000 16250 8 低压氮气空分装置磨煤与干燥0.8 常温99.96% 8800 11000 9 冷却上水水处理磨煤与干燥0.45 30 50000 10 燃料气净化车间磨煤与干燥4307 2400 11 空气大气磨煤与干燥常压常温12200 15797 12 石灰石卸车站磨煤与干燥常压常温1700 13 二氧化碳气化框架14823 29112 14 低压氮气空分装置气化框架0.8 常温99.96% 2000 2500 15 高压氮气空分装置气化框架8.1 常温99.96% 150 188 16 脱盐水水处理气化框架0.6 常温6000
全厂物料平衡表
设计院 物料号
物料平 衡表
〈1〉
〈2〉
〈3〉
工程名 称
设计项 目
文件编 号 编制
60万吨醇 氨
全厂物料平衡表
校核
审核
版次 日期
物料平 衡表
0 页码
〈4〉
〈5〉
2007-113
〈6〉
〈7〉
〈8〉
〈9〉
物料名 称
组分
分子式
分子量
原料煤
氧气 (w)% m3(标)/h
(V)%
水煤气 m3(标)/h
(V)%
变换气 m3(标)/h
(V)%
净化气 m3(标)/h
(V)%
配氮气 m3(标)/h
(V)%
液氮洗 富氢气
m3(标)/h
(V)%
合成气 m3(标)/h
(V)%
液氨 t/h
一氧化 CO
28
碳
氢气
H2
2
98123.20 65.210 1972.98 0.80 2006.89 1.39 35120.31 23.340 131270.53 53.23 131277.93 91.21
53.63 2.92 1320.11 71.87 129785.86 75.00
二氧化 CO2
44
碳
甲烷
CH4
16
4870.80 3.237 101021.01 40.96 15.70
3.76
0.003 3.76
0.002 3.76
0.01 0.0026
0.002 0.0001 0.01 0.0006
氩气
Ar
40
177.90 0.40 172.82 0.115 172.82 0.07 172.82 0.12
3.51 0.19
氮气
N2
28
10455.82 6.949 10455.82 4.24 10455.82 7.26 33294.17 99.99 459.57 25.02 43261.95 25.00
硫化氢 H2S
34
总硫 3.50
1543.10 1.026 1701.20 0.69
<0.1ppm
氧硫化 COS
60
碳
氨
NH3
17
176.05 0.117 8.80
5.5ppm
氧气
O2
32
44296.73 99.60
3.33
0.01
干基∑
90.87
44474.63 100.00 150472.63 100.00 246606.92 100.00 143932.91 100.00 33297.50 100.00 1836.80 100.00 173047.81 100.00 63.16
温度
℃
40.00
216.0
40.00
30.00
40.00
30.00
40.00
压力 MPa(A)
6.00
3.7
3.50
3.20
3.75
1.30
3.00
工程名 称
设计项 目
文件编 号 编制
全厂物料平衡表
校核
审核
版次 日期
0 页码
〈10〉
〈11〉
2007-113
硫磺
燃料气
t/h
m3(标)/h (V)%
1953.25 15.76
171.96 1.39
15.70
0.13
3.75
0.03
169.31 1.37
28.47 81.33
2442.4282
12393.7367 100.00 35 0.18
美文欣赏
1、 走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜 悦。清风落叶舞秋韵,枝头硕果醉秋容。秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。 2、 人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪 光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生! 3、 春天来了,我要把心灵放回萦绕柔肠的远方。让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。我翻开解冻的泥土,挖出埋藏 在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。