磁轴承

无传感器磁轴承转子位置自检测原理研究
王军徐龙祥
基金项目:航空十五预研基金 项目编号:418010402
摘要:本文主要介绍了一种无传感器磁轴承转子位置自检测的方法,该方法不需要专用的位移传感器。由于线圈的电感是转子位移的函数,故其两端的电压也为转子位移的函数,在磁轴承系统的线性功率放大器的输入端注入一高频信号作为转子位置的测试信号,将线圈端电压经过谐振电路来提取含有位置信号的高频电压信号,再将电压信号进行精密半波整流后得到脉动的直流信号,最后通过低通滤波器得到平滑的转子位移直流信号,由PID控制器转换为转子位移的控制信号,仿真试验证明了该方法的可行性。
关键词:磁悬浮轴承;无传感器;位置自检测
中图分类号:TH133.3 文献标识码:A
一、前言
为实现磁悬浮系统的位置可控,需要建立一个闭环的反馈控制系统,即磁轴承的位移检测系统。目前国内多采用位移传感器,但由于位移传感器的存在,使磁悬浮轴承的轴向尺寸变大,系统的动态性能降低。而且,由于结构的限制,传感器不能装在磁浮轴承的中间,以使系统的控制方程相互耦合,同时也导致系统的控制器设计变得较为复杂。另外,传感器的价格也较高,致使磁轴承的总体价格高。上面这些问题都大大限制了磁悬浮轴承在工业上的推广应用 [1,2] 。
为了克服使用传感器带来的不便且降低磁悬浮轴承的成本,近几年研究者开发出一种无传感器(自检测)磁悬浮轴承。无传感器磁轴承系统中转子位移是根据电磁铁线圈上的电流或电压信号得到的。因不需要位移传感器,使得磁悬浮轴承转子的轴向尺寸变小,同时系统的动态性能得到了提到,特别适合在高速场合运行。这一结构设计减少了位移传感器的故障,提高了磁轴承系统的可靠性,也使磁轴承的总体成本价格明显降低 [5,6 ,7,8] 。
二、转子位移自检测系统
本文主要研究的是单自由度的径向磁悬浮轴承,其原理如图1所示。自检测系统主要由带通电路、一级放大电路、差动检测电路、解调电路、低通滤波电路等部分组成。磁轴承线圈含有阻抗和感抗,其两端的电压除了有作用在电阻上的直流分量外,还有在电感上的高频交流分量。由RC和运算放大器组成的带通滤波器用来提取含有转子位移的中心频率ω0成分,并滤除直流电压和2ω0以上的交流电压。运算放大器为同相输入,输入阻抗很高,输出阻抗很低,优点是性能稳定,增益容易调节。一般来说,检测的结果信号较微弱,需要进行一级放大,然后上下两路信号通过差动电路相减得到含有中心频率ω0的正弦信号,将其精密半波整流后变为脉动的直流电压,最后通过低通滤波器滤去交流信号即可获得与转子的位移成比例的直流电压。
控制器采用的是模拟PID,特点是成本低、容易实现、响应速度快,但电路参数的确定比较困难,不能
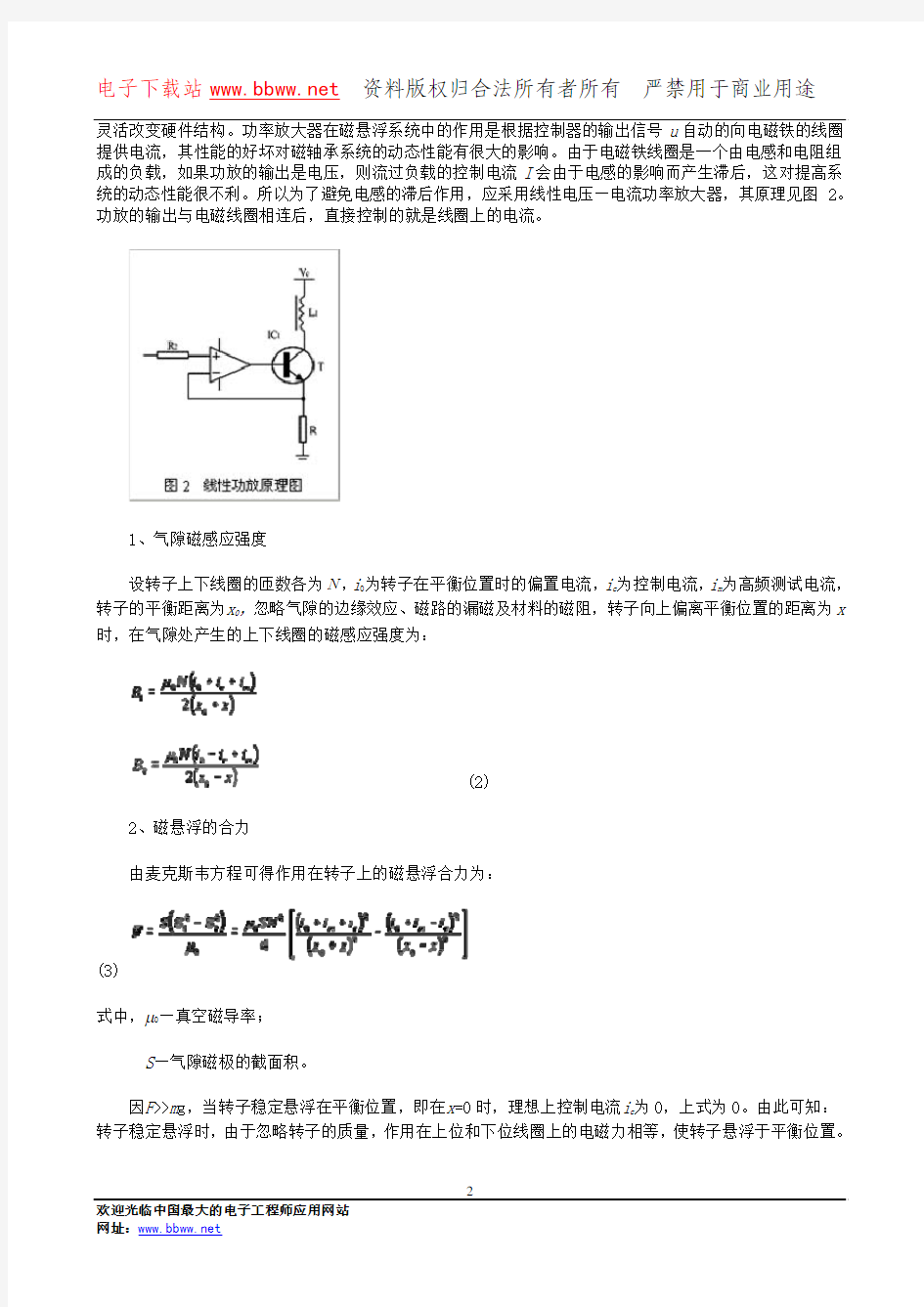
灵活改变硬件结构。功率放大器在磁悬浮系统中的作用是根据控制器的输出信号u自动的向电磁铁的线圈提供电流,其性能的好坏对磁轴承系统的动态性能有很大的影响。由于电磁铁线圈是一个由电感和电阻组成的负载,如果功放的输出是电压,则流过负载的控制电流I会由于电感的影响而产生滞后,这对提高系统的动态性能很不利。所以为了避免电感的滞后作用,应采用线性电压—电流功率放大器,其原理见图2。功放的输出与电磁线圈相连后,直接控制的就是线圈上的电流。
1、气隙磁感应强度
设转子上下线圈的匝数各为Ν,i0为转子在平衡位置时的偏置电流,i c为控制电流,i m为高频测试电流,转子的平衡距离为x0,忽略气隙的边缘效应、磁路的漏磁及材料的磁阻,转子向上偏离平衡位置的距离为x 时,在气隙处产生的上下线圈的磁感应强度为:
(2)
2、磁悬浮的合力
由麦克斯韦方程可得作用在转子上的磁悬浮合力为:
(3)
式中,μ0—真空磁导率;
S—气隙磁极的截面积。
因F>>m g,当转子稳定悬浮在平衡位置,即在x=0时,理想上控制电流i c为0,上式为0。由此可知:转子稳定悬浮时,由于忽略转子的质量,作用在上位和下位线圈上的电磁力相等,使转子悬浮于平衡位置。
2
三、转子位移自检测的原理
由于主动磁轴承系统为开环不稳定系统,故必须对转子位移进行检测,以实现闭环控制。
1、位移自检测原理分析
在磁轴承系统中线圈的电感是转子位移变化x的函数[3,4],对电感在平衡位置X0处进行泰勒展开,上位电感为:
(4)
由于x为一微小量,可忽略二次及以上各项,得到上位线圈的电感:
, (5)
设加入的高频正弦电压(电压幅值小且恒定)为:
(8)
(9)
通过带通电路后滤除直流信号得到上两式的第一项 ,再进行解调,即各式乘以单位的余弦信号,有:
(10)
3
(11)
将上式两电压信号相减,再进行低通滤波除去2倍的中心频率成分,可得与转子位移X成正比的电压信号(式中系数K为一级放大电路的放大系数)为:
(12)
2、仿真试验结果
用PSPICE进行单自由度磁轴承的自检测电路仿真,取高频的测试电流频率为?,其幅值V较小,初始气隙为X0,匝数为N,磁极的面积为S,当位移偏移量为-0.4mm~0.4mm时仿真的结果如表1。
仿真结果证实此方法可行,自检测电路的输出电压是双极性的,电压范围在+5V~-5V之间变化(如图3~图6)。图3和图5 分别是转子位移在两个最大值时的输出电压波形,从图中可以看出,在两个最大位移处的输出电压近似相等,由此可得输出电压和转子的位移基本上是成线性关系的。实验室中通常使用开关功放,因为它的管耗非常小,可以提高效率。但开关功放在功率器件开闭瞬间会对系统产生电磁干扰,
4
另外开关功放的开关频率一般为20kHz以上,而本实验的高频测试信号也较高,选为20kHz,这就和开关功放的频率相近,会影响电路的测试,故改用连续的线性功放。
四、结论
无传感器磁轴承的转子位移的检测不需要专用的非接触位移传感器,而是通过检测线圈上的电压来得到与转子位移成比例的电压信号。线圈既作为产生磁悬浮力的执行器,又作为间接检测转子位移的传感器,通过在线性功放输入端注入一高频小信号作为测试信号,将线圈端产生的电压经过谐振电路,再进行精密半波整流和低通滤波后可得到一平滑的与位移成正比的直流电压,PID控制器将此电压转换为控制信号,经线性功放后驱动电磁线圈,以达到转子位移的闭环控制,这就使磁悬浮轴承转子的轴向尺寸可以变小,系统的动态性能得到提高,提高了系统的可靠性,降低了总体成本。
参考文献:
[1] 李益民等.互感式自检测磁悬浮轴承系统的检测原理研究[J]. 机械.2002,29(06):58-60.
[2] 徐龙祥,欧阳祖行著.机械设计 [M]. 国防工业出版社,1995.
[3] K.K.Sivadasan. Analysis of self-sensing Active Magnetic bearings working on Inductance Measurement Principle [J]. IEEE trans. On magnetics,1996,32(2):329-334.
[4] V.M.G.Van Acht, On self-sensing magnetic levitated systems[J]. proc.2nd int. symp ,2000 :539-547.
[5] Vischer,D. , H.Bleuler.Self-sensing Active Magnetic Levitation[J]. IEEE trans. On magnetics,1993,29(2):1276-1281.
[6] Myounggyu D.Noh.Self-sensing Magnetic bearings [J]. Fifth international symposium on magnetic bearings, 1996:95-100.
[7] Mizuno,t.towards practical Applications of self-sensing Magnetic bearings[J]. Proc 3 rd int. symp,1992:169-175.
The Study On the Method of Self-sensing Rotor Displacement Of Magnetic Bearing without Sensor
Abstract:A method of self-sensing rotor position of magnetic bearing is introduced in this paper. By this way , no special displacement sensors are used. Because the inductance of winding is the function of the rotor displacement, the voltage output is the function of the displacement too. A high frequency signal as the testing signal of the displacement was injected into the input of linear power amplifier. The high frequency voltage signal containing the information of displacement is output from resonance circuit in which the terminal potential of winding is input ,then transformed to the DC voltage signal proportional to the rotor displacement by half-wave rectification circuit and low pass circuit. This DC signal is put into a PID controller to get the control signal of the rotor displacement. Finally the emulational experiment proves the feasibility of this method.
Keywords: magnetic bearing;self-sensing;position automatic detection
5
6
磁轴承系统的分析与控制
Engineering Master Degree Dissertation of Chongqing University The Control and Analize of Magnetic Suspension System Master Degree Candidate: Du Tian Xu Supervisor: Prof. Chai Yi Pluralistic Supervisor: Senior Engineer Xiao Xin Zhong Specialty: Control Engineering College of Automation Chongqing University October 2007
摘要 磁悬浮轴承是一种没有任何机械接触的新型高性能轴承,它从根本上改变了传统的支承形式。磁轴承在工业控制、超高速、精密加工、航空航天、机器人、能源、交通等高科技领域都有广泛的应用背景。它具有回转精度高、功耗低、刚度高、寿命长等一系列独特的优点,因此近年来对其研究颇为重视。磁悬浮轴承技术涉及多个领域,多项技术的交织,研究和开发利用的难度较大,对其研究力度正在进一步加强。经过30 多年的发展,磁悬浮轴承在国外的应用场合进一步扩大,从应用角度看,在高速旋转和相关高精度的应用场合磁悬浮轴承具有极大的优势并已逐渐成为应用研究的主流。磁轴承实验系统包括单入单出系统辨识、多入多出系统辨识、经典控制器设计、线性反馈系统、非线性控制综合、多变量控制综合以及自适应控制设计。 本文介绍了电磁轴承的现状及发展趋势,阐述了电磁轴承工作的基本原理和当前的一些控制方法。在认为水平方向与竖直方向解耦的情况下,利用状态空间法对磁轴承实验系统的数学模型进行分析。考虑到机理建模时忽略了转子的柔性,传感器、电流放大器以及悬浮力的非线性,所得到的模型是不完全的,利用了系统辨识的办法来研究系统模型。由于转子的柔性、作用于转子上的电磁力关于位移和控制电流的非线性引起了转子谐振,本文对最大谐振进行了简单的滤波处理。并设计了一个二阶滤波器。磁轴承系统是一个不稳定的机电系统,设计控制器使其稳定是必要的。磁轴承具有四路补偿器,利用实验系统的三路补偿器对系统进行单入单出设计。在进行控制器设计的过程中,首先是在利用实验系统部分控制器的基础上进行的。通过对系统模型的分析,采用了常用的含微分环节的超前校正。在单入单出的基础上,考虑水平方向与竖直方向解耦,可采用分散控制的办法,考虑到频域法的直观性,以水平方向为例尝试了多入多出的设计。 本文在控制器的设计上选用了四种方法进行,分别是SISO 磁轴承系统的古典控制设计,SISO 磁轴承系统的现代控制设计,磁轴承的MIMO 设计,含补偿器的输出反馈设计。并分析了各自的优缺点,对系统整体有个较好的比较。 关键词:磁悬浮轴承,控制,稳定性,系统辨识
陶瓷轴承的优缺点
陶瓷轴承的优缺点 陶瓷轴承是一个总称呼,大分两种,全陶瓷轴承和半陶瓷轴承(混合陶瓷轴承),若是在不考虑其它(如转速、寿命、使用环境等)前提条件下,单独就陶瓷轴承的负荷(载荷、承重)来说:同一型号的轴承,轴承钢6204ZZ,基本额定动载荷13.5kN,混合陶瓷轴承 6204ZZC:基本额定动载荷大概在27kN左右,若是全氧化锆陶瓷轴承6204CE,基本额定动载荷大概在2kN左右,单独的陶瓷轴承负荷(载荷、承重)来说是比不上同型号规格的轴承钢轴承或是混合陶瓷轴承。 但若是综合使用环境来说,陶瓷轴承有以下几点明显优势: 陶瓷轴承的优缺点: 陶瓷轴承原子结构,非金属固有的共价键。这意味着它们共享电子,此原子有强烈的吸附力,由于这个原因,陶瓷轴承提供一些好的性能比金属轴承。它们通常有很高的硬度,有弹性,轻巧。这意味着在形状改变时,负荷与提高耐磨特性一起应用。 陶瓷轴承运行免润滑。这是因为陶瓷材料不微焊接。微焊接发生时,通常与金属,当滚动元件和滚道表面上的瑕疵与另一种引起电弧相互作用。这降低了表面并大大降低了轴承的寿命。陶瓷材料不具有这样的问题,这使得它们适合于需要一个自由润滑油环境的各种应用。他们通常在高温下这意味着有较少的热膨胀以稳定的方式行事。
它需要大量的更多的能量,以增加一个共价键的键长相比,金属离子键。 陶瓷是非金属的,非铁材料。当暴露于水和其它有害化学品它们不以同样的方式作为金属腐蚀。它们的高的耐蚀性的允许它们在潮湿和化学腐蚀环境中优异的性能。许多工程陶瓷也具有低的密度,导致在轴承'工作速度,这是改善由于低向心力和减少摩擦。由于缺乏在大多数陶瓷自由电子,它们是非磁性和优良的绝缘体。研究陶瓷轴承,当人们可能会注意到的第一件事情是,他们基本上比金属更加昂贵。有许多原因。 有与以达到高档原料烧结过程所需要的温度所需要的大量的能量有关极高能量和加工成本。由于陶瓷是这么辛苦,加工和磨削成本制造精密轴承时迅速增加。所有这一切都必须在一个干净的环境中具有熟练的劳动力来完成。陶瓷是在他们的毛孔杂质难以置信的敏感,所以任何污染物可能会导致过早失效。随着尺寸的增加,价格也增加了指数,因为成本高,加工方法的要求。这些包括,以克服在生坯的温度梯度,均匀施加压力的量在较大体积和所得机器成本需要较慢的烧结过程。 陶瓷轴承具有较低的承载能力相比,金属和对热冲击敏感。热冲击是当材料内的温度梯度会导致不同的膨胀,这会导致内部应力。这种压力可以超过这样的材料形成裂纹的实力。
二自由度混合磁轴承设计与有限元分析
….堕堕熏塑~2…010曼!塑……………………………………复臻戮…j二自由度混合磁轴承设计与有限元分析 张涛1,邬清海1,倪伟1,莫丽红1,贾红云2 (1.淮阴工学院,江苏淮安223000;2.东南大学,江苏南京210000) 摘要:在阐述二自由度混合磁轴承工作机理的基础上,推导了其数学模型,设计了实验样机,并采用三维有限元分析软件Maxwell对之进行建模并仿真,分析了样机内部磁场关系,验证了二自由度混合磁轴承悬浮原理,计 算了径向力与位移以及径向力与控制绕组电流之间关系,得出磁轴承的最佳工作范围,并采用Maflab/Simulink进 行仿真实验研究。研究结果表明:该设计的磁轴承能够稳定悬浮,并具有较好的控制性能。 关键词:磁轴承;有限元;Maxwell;径向力 中图分类号:TM34文献标识码:A文章编号:1004-7018(2010)11—0031—04 DesignandFiniteElementAnalysisofTwoDegreeFreedomHybridMagneticBearings ZHANGTa01,1聊Q垤一hail,NlWeil,MOLi—hon91,JIAHong—yun2 (1.HuaiyinInstituteofTechnology,Huai'an223000,China;2.SoutheastUniversity,Nanjing210000,China)Abstract:Themathematicalmodelofmagneticbearingswasdeducedbasedontheworkingmechanismofthemagnedcbearingwithtwodegreefreedom.AnexperimentalprototypemagneticbearingWasdesigned.Threedimensionfiniteelement analysissoftwareWasappliedtothemodelingandsimulation.InternalmagneticrelationoftheprototypeWaSanalyzed.The suspensionprincipleofthemagneticbeatingwithtwodegreefreedomWasvalidated.Therelationshipbetweentheradial force,thedisplacement,theradialforceandthewindingcurrentWascalculated.Optimumworkingrangeofmagneticbear- ingsWasconcluded.Simulationresultsshowthatthemagneticbearingsdesignedinthispapercanbesuspendedstablyand hasagoodcontrolperformance. Keywords:magneticbearing;finiteelement;Maxwell;radialforce O引言 磁轴承具有无磨损、无需润滑和密封、高速度、高精度、寿命长等优良品质,从根本上革新了传统的支承方式。针对主动磁轴承体积大、直流功放功率损耗高、气隙偏小及成本高等缺点,本文设计了结构新颖、紧凑,易于采用高性能数字信号处理器DSP控制的三相逆变器来驱动的新型交流二自由度永磁偏置混合磁轴承[1刁】。 本文在分析其工作原理的基础上,基于磁路分析法推导出该磁轴承的数学模型;并设计了实验样机,运用Maxwell3D有限元分析软件对交流二自由度混合磁轴承的磁路、转子受力特性进行仿真计算,验证了二自由度混合磁轴承悬浮原理,计算了径向力与位移以及径向力与控制绕组电流之间关系,得出磁轴承的最佳工作范围。并对控制系统进行仿真实验研究。研究结果证明了实验样机设计数据准确,能够实现转子稳定悬浮。 1交流二自由度混合磁轴承工作机理 交流磁轴承工作原理如图1所示,基于无轴承 收稿日期:2009-09—27 基金项目:淮阴工学院青年科研基金资助(HGQ0629) 电机原理,使电机转矩绕组极对数PM=0,径向力绕 组极对数P。=l,两者之间满足径向力产生条件PM= 图1交流二自由度混合磁轴承工作原理 P。土1,这种结构的无轴承电机实际就变成了只产生 径向力的磁轴承。根据电机理论,三相对称绕组通 过三相交流电流后,可产生一个合成旋转磁动势。 当转子在平衡位置受到径向扰动力,即转子偏离几 何中心位置时,传感器检测出转子的偏移量并与Y, 经过A/D转换后,将采样信号传送给处理器,通过 处理器实现数字PID和2/3坐标变换,经过算法处 理后由三相逆变电路驱动磁轴承的控制电流,气隙 磁场是由径向力绕组电流产生的磁场和永磁体磁场 相互叠加而形成合成磁场,这个磁场对转子的磁吸 力与位置偏移的方向相反,使转子回到径向平衡位 置,从而实现转子悬浮。 滢 {痉 {鑫 霪 l茑 |趸 霪 万方数据
轴 承 质 量 控 制
轴承质量控制 轴承装配质量要求: 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,特别是油孔里的铁屑必须清除干净,并应符合相应清洁度要求。 轴承在装配前必须是清洁的。装配过程中整个油路油腔严禁触及铁屑、飞尘、杂物,以免进入轴承,造成轴承损坏。对于油脂润滑的轴承,装配后一般应注入约二分之一空腔符合规定的润滑脂。用压入法装配时,应用专门压具或在过盈配合环上垫以棒或套,不得通过滚 动体和保持架传递压力或打击力。严禁榔头直接敲击轴承,轴承外圈装配后,其定位端轴承盖与垫圈和外圈的接触应均匀。 折页机轴承配合主要使用小过盈配合,发现轴承在内孔松动或者配合过紧压入困难的零件,必须上报技术及时处理。轴承压入前必须先加入足够的油脂,压入时使用合适的模具,不得随意敲击,保证轴承进入内孔时均匀和平衡。 轴承及轴装入后,手感试转有无卡阻及晃动等不良现象,保证装配正常后再进入下道工序。 对于皮带盘链轮零件装配要保证相关零件的槽或齿在一个平面上。 在空转试车前对所有加油位置加满一次油,出厂前再加满一次油。轴承部位相关零件要求: 本套图纸小轴承部位普遍采用Js6公差配合,大轴承采用H6公差,
依据轴偏大孔偏小的规则才能保证配合最佳状态。否则很容易出现轴承在孔和轴上无过盈的现象。虽然公差等级有国标,但根据新邵多年的生产经验请遵循轴偏上差孔偏下差的加工习惯,这样还可以对干的不好的零件有返工余量。 对于轴承座零件,孔径,垂直度,同轴度,卡簧槽公差必须件件严格检验。以保证轴承装配后定位的可靠性。(附表) 对于轴类零件,轴肩的同轴度,细长轴的圆柱度(及直不直),空心轴的平衡,轴肩的公差,调质热处理硬度必须件件严格检验。(附表) 对于墙板零件,经过足够时效时间,现已能达到图纸的要求,对于各项公差(孔的公差与垂直度,墙板的平面度)严格检验。(附表)轴承调整垫必须用铜垫,如果用铁垫,会生锈损坏轴承。 轴承的质量控制: 轴承入库前加大抽检比例,主要检测有无厂标,有无标号,有无等级标志,轴承外观是否正常及轴承主要公差。 部分关键部位轴承有等级要求,采购时尽量注意。(附表) 集中自动供油系统: 现在国内机普遍没有采用供油系统,我们对于电子刀系列高速机器考虑加装定时定量数字供油系统(以前做过,估计增加成本 3000-5000),只要有足够的油,对轴承和噪声都能起到相当大积极作用。
磁轴承数字控制系统介绍
二自由度交流混合磁轴承数字控制系统构成 1 二自由度交流混合磁轴承控制系统原理图 根据二自由度交流混合磁轴承系统的数学模型建立控制系统原理图如图1。 2 控制系统硬件 控制系统硬件框图如图2所示, 由磁轴承转子系统、DSP 控制器、三相功率驱动电路、位移传感器、接口 电路等构成。 DSP 控制器采用TMS320F2812,它是TI 公司最新推出的TMS320C28x 系列之一,是目前国际市场上最先进、功能最强大的32位定点DSP 芯片,内含闪存以及高达150MIPS 的信号处理 器,专为工业自动化、光学网络及自动化控制等应用而设计。TMS320F2812最高主频150MHz ,保证了处理信号的快速性和实时性,尤其是在磁悬浮系统的控制中,高速的信号可以提供实时的位置信息,保证控制信号响应的快速性。两个事件管理器模块为电机及功率变换控制提供 了良好的控制功能,16通道高性能12 位ADC 单元提供了两个采样保持电路,可以实现双通道信号同步采样, 串行口有CAN ,McBSP ,SPI ,2 SCIs ,充分保证了通讯的方便。 为了提高X 和Y 方向位移的测量 精度,在每个方向上安装了两个位移 传感器进行差动测量。DSP 的ADC 模块的输入电压范围为0~3V ,因此需将位移传感器检测到的电压信号经过一系列的处理,才可以送入DSP 。图2中位移接口电路的作用是将电涡流传感器检测到位移信号经过差动放大和偏置调节后转变成幅值在0~3V 之间的电压信号输入到DSP 中进行采样处理。电流检测电路是用两个霍尔电流传感器检测u 、v 两相电流,并通过采样电阻将电流信息转化为电压信息,并将电压转化到[0,3V]范围内送入DSP 。ADC 图1 二自由度交流混合磁轴承控制原理图 图2 控制系统硬件框图
新结构磁路解耦型混合磁轴承及其控制策略研究
目录 目录 摘要 .......................................................................................................................... I ABSTRACT............................................................................................................... I II 第1章绪论 .. (1) 1.1课题背景及研究目的和意义 (1) 1.2磁路解耦型磁轴承研究现状 (2) 1.2.1 同极型永磁偏置径向磁轴承 (2) 1.2.2 异极型永磁偏置磁轴承 (3) 1.2.3 永磁偏置轴向磁轴承 (4) 1.2.4 永磁偏置轴径向磁轴承 (5) 1.2.5 混合型径向磁轴承 (5) 1.2.6 磁轴承电磁力特性研究现状 (7) 1.3磁轴承力耦合研究现状 (8) 1.4磁轴承扰动控制策略研究现状 (11) 1.4.1 陀螺效应控制策略研究现状 (12) 1.4.2 不平衡振动控制策略研究现状 (12) 1.4.3 抗冲击扰动研究现状 (13) 1.5本文主要研究内容 (15) 第2章新结构磁路解耦型混合磁轴承电磁力特性 (16) 2.1引言 (16) 2.2新结构磁路解耦型混合径向磁轴承电磁力特性 (16) 2.2.1 DHRMB结构及工作原理 (16) 2.2.2 斥力型径向PMB轴向力分析 (18) 2.2.3 斥力型径向PMB轴向力分析方法改进 (19) 2.2.4 DHRMB数学模型 (20) 2.2.5 DHRMB参数设计 (24) 2.3新结构磁路解耦型混合轴径向磁轴承电磁力特性 (26) 2.3.1 DHARMB结构及工作原理 (26) 2.3.2 DHARMB数学模型 (27) 2.3.3 DHARMB参数设计 (29) 2.4铁磁贴合斥力型径向PMB电磁力特性仿真分析 (31) 2.4.1 铁磁贴合斥力型径向PMB轴向力仿真分析 (31)
轴承故障原因分析及处理方法
轴承故障原因分析及处理方法 [摘要]: 本文介绍了轴承常见故障和处理办法,总结了避免故障发生的几种办法,保证生产的连续性。 [关键字]:轴承;故障率高;处理措施; 一、前言: 轴承是生产线设备上常用的支撑轴零件,它可以引导轴的旋转,也可以承受轴上空转的零件,由于其使用量大,生产过程中经常出现故障,给车间生产的连续性和产品质量的保障带来严重影响。因此,迅速判断故障产生的原因,采取得当的解决措施,保证设备的连续运行是确保产品质量的重要基础和保证。 二、轴承故障原因分析: 导致轴承故障率升高的常见原因: 1、润滑不良,如润滑不足或过分润滑,润滑油质量不符合要求,变质或有杂物。 2、轴承异常,如轴承损坏,轴承装配工艺差,轴承各部位间隙调整不符合要求。 3、振动大,如联轴器找正工艺差不符合要求,转子存在动、静不平衡,基础刚性差、地脚空虚以及旋转失衡,喘振。 三、轴承发生故障时的处理方法: 轴承出现故障时,应从以下几个方面解决问题
1、加油不恰当,润滑油加的过多或过少。应当按工作的的要求定期给轴承加油。轴承加油后有时也会出现温度高的情况,这主要是加油过多。 2、轴承所加油脂不符号要求或被污染。润滑油脂选用不合适,不易形成均匀的润滑油膜。无法减少轴承内部的摩擦和磨损,润滑不足,轴承温度升高。当不同型号的油脂混合时可能发生化学反应,造成油脂变质,结块,降低润滑效果。加注油脂的过程中落入灰尘,造成油脂污染,会导致油脂劣化破坏轴承润滑,进而使轴承损坏。因此应选用合适的油脂,检修中对轴承清洗,对加油油嘴进行检查疏通,不同型号的油脂不能混合使用,若更换其他型号的油脂时,应先将原来的油脂清理干净;运行维护中定期加油,油脂应妥善保管做好防潮防尘措施。 3、确认不存在上面的问题后再检查联轴器找正情况和轴承质量。联轴器的找正要符合工艺标准。在设备维修检查时看轴承有无咬坏和磨损;检查轴承的内外圈,滚动体,保持架其表面光洁度以及有无裂痕和锈蚀,凹坑,过热变色等现象。检查轴承的游隙是否超标,若有以上情况要立即更换新的轴承。轴承的配合,轴承在安装时内径与轴,外径与外壳的配合非常重要,配合过松时,配合面会产生相对滑动称做蠕变。蠕变一但产生会磨损破坏面,损伤轴或外壳,而且磨损粉末会侵入轴承内部,造成发热,振动或损坏轴承。过盈过大时,会导致外圈外径变小或内圈内径变大,减少轴承内部的游隙。轴承各部配合间隙的调整,间隙过小时由于油脂在间隙内摩擦损失过大也会引起轴承发热。同时,间隙过小时,油量减小,来不及带走摩擦产生的热
磁轴承的若干问题
Magnetic bearings: Theory, design and application to rotating machinery. 磁力轴承非线性表现在: 1力与电流和气隙的二次方关系,导致的非线性 2当气隙较小或电流较大时铁芯此路接近饱和也会导致强烈的非线性。 为衰减工作点费劲的振动,控制力中还必须包含阻尼力成分。 评估控制环路质量的一般准则是:闭环特征值,静态、动态刚度以及系统的鲁棒性。 电磁轴承作为一个能动单元,可以转却定位转子,并且很容易集成于过程控制中。转子的振动能获得主动阻尼,这在过弯曲临界转速时尤其重要。 参照简单的弹簧阻尼系统,设置轴承系统的期望控制力,这种控制策略的而设计方法仅仅是众多可选择设计方法的一种。现代控制设计技术,诸如H infinite或u综合,都能提供与这种简单方法具有很大区别,并同样可获得优越的闭环性能的控制逻辑。然而,即使采用弹簧-阻尼型控制逻辑,AMB热然能提供众多的一系列的优点。 闭环刚度:k,即等效成弹簧后的弹簧刚度; 开环刚度:即力位移系数; 在有些产品如机床主轴,液压泵等高承载力、高精度的应用要求高刚度;而如分子泵、飞轮、鼓风机以及某些类型的透平压缩机、膨胀机等应用,几乎没有或仅有很低的外载荷,则不要求过高的轴承刚度。 任何噪声信号经反馈回路,也就是在传感器、功放中将会被剧烈放大。刚度越高,阻尼系数必须选择越大。而高阻尼反馈增益将导致高噪声水平。 若系统能提供足够低噪声的位移(及速度)信号,AMB对其刚性模态可以获得临界或更高的阻尼,而对高频模态,如弯曲或挠性模态,要获得高阻尼,甚至临界阻尼也都是不可能的。实际应用中,阻尼值的适宜选择(P31) 积分反馈会导致控制器有一个相位滞后,会抵消速度反馈的相位超前。 在磁轴承技术领域,迄今为止,仅仅采用简单的单输入单输出控制是不够的。但甚至有可能出现根本无法获得实现充分稳定的单输入单输出控制的情形。在这种情形下,必须采用较复杂的多输入多输出控制策略。 不采用状态反馈而采用输出反馈的原因(p40) 磁轴承系统中控制设计方法的比较(p41) 磁悬浮系统辨识的方案选择:(p46-p48) 值得注意,各传递函数测量的实施过程必须是在被控对象处于悬浮状态,对于开环对象自身测量这一点尤其重要,以便能够获得一个不受转子-定子接触影响的结果。 一般情况下,转子平动与转动将发生耦合,当转子转速不为0时,在xz平面的运动将于yz 平面内的运动耦合。 磁轴承参数辨识:(p100) 对于刚性建模的转子: 当转子极转动惯量和直径转动惯量相等时,章动频率等于转子转速,这是潜在的不稳定因素。在转子设计时需要避免。对于极转动惯量大于直径转动惯量的转子,总有章动频率大于转子转速,章动频率的共振将永远不会发生。求出的特征值,包括平移振动频率和角振动频率。
过程质量控制知识培训资料
过程质量控制知识培训资料 工人方面: 基础知识: 首先了解轴承的加工过程,它是由锻件——车加工——热处理——磨加工——装配——成品。 其实了解质量的定义:质量有广义和狭义之分: 广义的质量:产品、过程或服务满足人们某种需要的特征和特性的总和。因此,质量可分为以下三种: 1.产品质量:适合于规定的用途,满足社会和人们一定需要的特性; 2.工序质量:工序能够稳定地生产合格产品的能力; 3.工作质量:企业的管理工作、技术工作和组织工作对达到质量标准和提高质量的保证程 度。 狭义的质量:指产品质量,包含以下两方面内容: 内在质量特性,如产品的结构、性能、精度、纯度、物理性能、化学成分等: 外部质量特性,如产品性能、寿命、可靠性、安全性和经济性等五个方面; ●影响产品质量特性的因素:人、机、料、法、环、测; ●产品质量与工序质量、工作质量的关系: 1.产品质量取决于工序质量,它是企业各部门、各环节工序质量和工作质量的综合反映; 2.工作质量是产品质量和工序质量的保证,因此,抓好工作质量是产品质量的前提和基础。 ●产品质量的内容: 1.性能:产品满足使用目的所具备的技术特性; 2.寿命:产品在规定的使用条件下完成规定的功能的总时间。 3.可靠性:在规定的使用条件和时间内,产品完成规定功能的能力。 4.安全性:产品的制造、存储和使用过程中保证人身与环境免受损害的程度。
5.经济性:产品从设计制造到产品的使用寿命周期中的成本。 ●返工:为了使不合格产品符合要求而对其所采取的措施; ●返修:为使不合格产品满足预期用途而对其所采取的措施。(可影响或改变不合格 产品的某些部分) ●让步:对使用或放行不符合规定要求的产品的许可。 1、作业准备 操作者在上班试生产之前应进行作业准备验证工作: ——设备日点检,每班应进行日点检,记录于“生产作业准备验证” ——检验工作准备验证 ——工艺/技术文件准备验证 2、质量控制(首检、自检) 在质量控制方面必须执行首件制。 首件制就是设备调试正常后连续生产的三个合格产品作为每班、首批、工装设备调整、操作人员更换之后生产的产品,操作工检验合格并填写“首件签”后,可正常生产,但生产的产品不得流转。待车间质量管理人员对首件进行确认合格并在“首件签”上签字后方可转入下一工序,对首件确认不合格时,已生产件须执行“《不合格品控制程序》操作工应把当班的首件与上班的末件进行比较,正常后再正式生产,以保证上班产品质量与本班产品质量一致。 执行首件制需注意的问题是1、所有工序应执行首件。2、首件是调机正常后连续生产的三个零件。3、首件检验一定是全项检验。4、只有首件合格,才能正式生产,挂正常运行牌。5、首件未经检验员确认生产的产品不能流转。 操作工按工艺文件规定的检测设备、频次、检验方法等检验和试验自己加工的产品,工艺文件规定专职检验的,由专职检验工对某一控制参数进行100%检验/试验,并按要求将结果记录于“专检记录”。 3、紧急事故处理
滚动轴承的失效形式和原因
滚动轴承的失效形式及其原因 滚动轴承在使用过程中,由于很多原因造成其性能指标达不到使用要求时就产生了失效或损坏.常见的失效形式有疲劳剥落、磨损、塑性变形、腐蚀、烧伤、电腐蚀、保持架损坏等。 一,疲劳剥落 疲劳有许多类型,对于滚动轴承来说主要是指接触疲劳。滚动轴承套圈各滚动体表面在接触应力的反复作用下,其滚动表面金属从金属基体呈点状或片状剥落下来的现象称为疲劳剥落。点蚀也是由于材料疲劳引起一种疲劳现象,但形状尺寸很小,点蚀扩展后将形成疲劳剥落。 疲劳剥落的形态特征一般具有一定的深度和面积,使滚动表面呈凹凸不平的鳞状,有尖锐的沟角.通常呈显疲劳扩展特征的海滩装纹路.产生部位主要出现在套圈和滚动体的滚动表面. 轴承疲劳失效的机理很复杂,也出现了多种分析理论,如最大静态剪应力理论、最大动态剪应力理论、切向力理论、表面微小裂纹理论、油膜剥落理论、沟道表面弯曲理论、热应力理论等。这些理论中没有一个理论能够全面解释疲劳的各种现象,只能对其中的部分现象作出解释。目前对疲劳失效机理比较统一的观点有: 1、次表面起源型 次表面起源型认为轴承在滚动接触部位形成油膜的条件下运转时,滚动表面是以部(次表面)为起源产生的疲劳剥落。 2、表面起源型 表面起源型认为轴承在滚动接触部位未形成油膜或在边界润滑状态下运转时,滚动表面是以表面为起源产生的疲劳剥落。 3、工程模型 工程模型认为在一般工作条件下,轴承的疲劳是次表面起源型和表面起源型共同作用的结果。 疲劳产生的原因错综复杂,影响因素也很多,有与轴承制造有关的因素,如产品设计、材料选用、制造工艺和制造质量等;也有与轴承使用有关的因素,如轴承选型、安装、配合、润滑、密封、维护等。具体因素如下: A、制造因素
陶瓷轴承中国市场可行性分析
陶瓷轴承在中国市场的可行性分析 一、引言 陶瓷轴承作为一种重要的机械基础件,由于具有金属轴承所无法比拟的优异性能,近年来,在国计民生的各个领域中得到了日益广泛的应用。在航空航天、核工业、石油工业、化学工业、轻纺工业、食品工业、高速机床等高温、高速、耐腐蚀、真空、电绝缘、无磁、干摩擦的特殊环境下,陶瓷轴承不可或缺的替代作用正在被人们逐渐地认识。随着加工技术的不断进步,工艺水平的日益提高,陶瓷轴承的成本不断下降,已经从过去中在一些高精尖类领域小范围内应用,逐步推广到可以接受的程度,陶瓷轴承大面积应用的时代已经到来。 二、陶瓷轴承在国外的发展历程 六十年代初,研究者发现工程陶瓷具有作为轴承材料的优良性能,如耐高温、耐腐蚀、耐磨、硬度高、密度小、热膨胀系数小、自润滑性好等,但陶瓷材料的弹性模量大,会增加轴承滚动体作用在内外圈上的接触应力,降低了轴承的使用寿命。研究者对陶瓷材料的各种性能进行了大量的试验研究,认为在所有的陶瓷材料中热压氮化硅最适于作为轴承材料。 七十年代,材料专家们把探索新型轴承材料的注意力由全部陶瓷材料集中到氮化硅陶瓷材料上。Scot t 、Dalal 等人认为:氮化硅是一种可湿润且能使润滑油在轴承中形成适当厚度油膜的材料,在不润滑时热压氮化硅陶瓷是最耐磨的材料, 在高温下使用固体润滑剂可消除热压氮化硅材料的磨损,在重载润滑条件下热压氮化硅作为轴承材料不比轴承钢好。在相同应力条件下,氮化硅混合轴承的使用寿命L 10比其他陶瓷混合轴承寿命L 10要大许多倍。氮化硅陶瓷球的疲劳破坏形式与轴承钢疲劳破坏形式相似,都为疲劳剥落,而非断裂破碎。在混合轴承性能方面,Parker 等人认为由于氮化硅弹性模量高、密度小,分别对内、外圈影响,这样混合轴承内圈使用寿命的减小值大于其外圈使用寿命的增加值,最终使混合陶瓷轴承总的使用寿命降低;混合轴承在轻载和高速下其使用寿命相对于钢轴承会有所改善;对于氮化硅滚动体来说,滚动体表面加工质量的好坏对其疲劳寿命、耐腐蚀性和耐磨性有很大影响,同时,混合陶瓷轴承的寿命也受到钢制套圈滚道寿命的限制。 进入八十年代,对陶瓷轴承的研究日益加深、加宽。1982 年美国润滑工程协会的Mo rrison 等人对混合轴承的使用寿命进行研究,认为混合陶瓷轴承的寿命仍然是载荷的指数函数,寿命指数的最大似然估计值为4 .29,而钢轴承寿命公式中寿命指数值为3,这说明混合轴承的寿命比钢轴承对外载荷的依赖性大。日本机械部的菊地滕男等人在1983 年对混合陶瓷轴承和全陶瓷轴承作了疲劳试验,得出如下结论:①常压烧结碳化硅、氮化硅和热压碳化硅不适合作轴承材料;②热压氮化硅陶瓷寿命相当于或好于轴承钢的寿命,如果保证陶瓷材料具有良好的微观结构和表面质量可提高其性能,轴承的破坏形式是疲劳剥落;③常压和热压材料的损伤形状无明显区别,和寿命长短也没有联系;④在运行中,陶瓷套圈滚道表面变形极小,特别是热压氮化硅陶瓷材料几乎没有变形。他们 同时得出热压氮化硅陶瓷球疲劳寿命L 与赫兹应力P 的关系: n mox L P -∞ , 其中n =16 .0。 1987年日本的藤原孝志在轴承材料的疲劳试验中研究了氮化硅陶瓷材料的额定静负荷,结果表明氮化硅陶瓷材料的额定静载荷比轴承钢的额定静载荷要大,同时藤原孝志讨论了陶瓷材料和轴承钢的接触应力,认为在接触区内的应力都是压应力,而在接触区外, 沿接触区的径向上产生的是拉应力, 最大拉应力产生在接触界线上。1989 年Zaretsky 又在总结前人试验成果的基础上,对陶瓷轴承做了进一步研究,得出如下结论:①氮化硅陶瓷轴承的寿命比钢轴承的寿命长,但全氮化硅陶瓷轴承的额定动负荷仅为同型号钢轴承的5~20%;②对大部分陶瓷来说,混合轴承的寿命比同型号钢轴承寿命低,原因是其弹性模量比轴承钢的大;③轴承能量的损失和热量的产生不仅依赖于轴承材料本身的性质,更主要的是依赖于单个轴承的设计和运行状态;④陶瓷滚动体的寿命与温度指数函数的倒数成正比(L ∞1/△T m )。对氧化铝来说,当试验温度在1366K 时, m =1.8;⑤全陶瓷轴承在无润滑剂和664K
同步坐标变换的径向混合磁轴承系统谐波干扰抑制方法
2019年第38卷第2期 传感器与微系统(TransducerandMicrosystemTechnologies) DOI:10.13873/J.1000—9787(2019)02—0023— 04同步坐标变换的径向混合磁轴承系统谐波干扰抑制方法 *张 凯1,2,郑世强1,2 (1.北京航空航天大学惯性技术重点实验室新型惯性仪表与导航系统技术国防重点学科实验室,北京100191; 2.北京市高速磁悬浮电机技术及应用工程技术研究中心,北京100191) 摘 要:针对磁悬浮高速离心式鼓风机三次倍频谐波比较大的问题,提出一种新型基于同步坐标变换的倍频谐波抑制方法。对磁悬浮鼓风机系统的径向平动两自由度和转动两自由度分别用新方法筛选并滤除三次谐波,用变量重构的方法对系统建模,分析了系统的收敛性和稳定性,并提出一种变量重构的新应用方法。仿真结果表明:与传统自适应陷波器相比,基于同步坐标变换的陷波器在中速和高速时具有相似的陷波精度,但其具有更优的动态性能,计算量更小。关键词:磁悬浮鼓风机系统;同步坐标变换;四自由度;倍频谐波抑制 中图分类号:TH442 文献标识码:A 文章编号:1000—9787( 2019)02—0023—04Harmonicdisturbancesuppressionmethodbasedon synchronouscoordinatetransformationforradial hybrid magneticbearingsystems* ZHANGKai1,2,ZHENGShi-qiang1,2(1.ScienceandTechnologyonIntertial Laboratory,Fundamental ScienceonNovel Intertial Instrument&Navigation SystemTechnologyLaboratory, BeihangUniversity,Beijing100191,China;2.BeijingEngineeringResearchCenterofHigh-SpeedMagneticallySuspendedMotorTechnologyandApplication, Beijing100191,China)Abstract:Aimingattheproblemoflargethirdharmonicdisturbanceexistinginmagneticallysuspendedhigh- speedcentrifugalblowers,anovelmethodbasedonsynchronousrotatingframetransformationtosuppressthe harmonicdisturbanceisproposed.Harmonicdisturbancesuppressionforradial4-degreeoffreedom( DOF)includingtranslationandrotationisstudiedrespectivelytoselectandfilterthethirdharmonicdisturbance.The methodofvariablereconstructionisusedforsystemmodeling.Theconvergenceandstabilityofthesystemare analyzed.Anovelmethodoftheapplicationofvariablereconstructionisproposed.Simulationresultsshowthat , comparedtothetraditionaladaptivenotchfilter,thenotchfilterwhichbasedonsynchronouscoordinate transformationhassimilarnotchprecisionatmediumspeedandhighspeed.However, ithasbetterdynamicperformanceandlesscalculationamount. Keywords:magneticallysuspendedblowerssystem;synchronouscoordinatetransformation;4-degreeoffreedom(DOF) ;frequencymultiplicationharmonicdisturbancesuppression0 引 言与传统的机械轴承相比,磁悬浮轴承具有非接触、无摩擦、电磁力可控、精度高、噪声低、寿命长等优点[1],广泛地应用在了磁悬浮鼓风机等高速旋转设备中,必将对我国工业化进程产生巨大的推进作用。倍频谐波干扰对磁轴承控制系统的稳定运行和控制精度都具有很大的影响。目前,对倍频谐波干扰抑制的研究按照谐波干扰的次数可划分为单谐波干扰抑制和多谐波干扰抑制。对于单谐波干扰抑制,主要有自适应陷波器的方法[2],但具有动态响应慢、计算量相对较大的缺点。而对于多谐波干扰抑制主要有重复控制器[3]、自适应多频率追踪法[4]等。重复控制器有构造简单的优点,但动态响应比较慢。自适应多频率追踪法的计算量会随着抑制的倍频数目的增加而显著增加。而如果按照自由度划分的话,目前大部分研究方法主要 针对径向平动两自由度的谐波进行抑制研究,如文献[5]利收稿日期: 2018—01—02*基金项目:国家重点研发计划资助项目(2016YFB0500804);国家自然科学基金资助项目(61573032)32万方数据
永磁偏置混合式磁轴承及其控制方法的研究
永磁偏置混合式磁轴承及其控制方法的研究微型燃气轮发电机系统是目前分布式供电系统中的重要研究方向之一,由微型燃气轮机直接驱动同轴连接的高速发电机,转速通常在每分钟几万转到十几万转之间,常规的机械轴承难以适应如此高的运转速度,磁悬浮轴承是一种能适应这种高速运转的理想支撑设备之一。永磁偏置磁悬浮轴承采用永磁体产生的偏置磁场替代主动式磁悬浮轴承中的偏置电流,从而减小了磁悬浮轴承的功率消耗。 本文对永磁偏置磁悬浮轴承及其控制方法作了深入的研究。主要工作有:提出一种永磁偏置径、轴向一体化的磁悬浮轴承新结构,建立基于SIMULINK的考虑铁心磁饱和影响的永磁偏置磁悬浮轴承电磁力模型,分析转子偏心情况下偏置磁通和电磁力的变化规律,为控制系统设计提供了依据。 分析电涡流传感器同时存在变距离、变面积两种测量方式时,不同材料对电涡流传感器输出特性的影响,建立了电涡流传感器在这种测量方式下的数学模型,推导出转子径、轴向位移解算方法。针对永磁偏置磁轴承四磁极的结构特点,采用径向放置的电涡流传感器,实现转子径、轴向位移的一体化测量。 实验结果证明了该方法的可行性。提出一种采用斩波器调节线性功率放大器电源的新型功率放大器,使其不仅具有线性功率放大器电流波纹小、响应速度快的优点,同时又降低了功率放大器的损耗。 仿真研究表明,与线性功率放大器相比,该种新型功率放大器具有较高的动态响应速度和较低的稳态功率损耗。该功率放大器的可行性得到了实验验证。 分析了永磁偏置径向磁轴承两自由度之间电磁力耦合的原因,推导出考虑耦合影响的径向电磁力数学模型。提出了前馈补偿解耦控制策略和前馈补偿解耦算法。
仿真研究表明,采用本文提出的前馈解耦控制方法可以减小径向磁悬浮轴承间的电磁力耦合,提高转子位置的控制精度。
设备维修中间过程质量控制保障措施
设备维修中间过程质量控制保障措施 按照公司设备维修中间过程质量控制实施方案的要求,为确保公司百日安全稳定运行,抓好重点设备的管理和维修工作、从计划检修、非正常检修、检修质量和备件质量控制、限时维修及安全环保检修等方面的工作,落实“以工作质量确保过程质量、以过程质量确保产品质量”的工作理念,结合片区人员和设备的状况,特制定以下保障措施。 一、员工培训计划: 1、按照公司的要求,从九月份开始制定片区学习和培训计划,九月 份培训一次,待大修结束后,11~12月份在组织4次培训,培 训内容包括维修理念、管理方法、员工素质、维修技能等方面。 二、高压机、循环机检修的具体措施: 1、连杆、活塞及缸头的检修必须有一名班组长以干部在现场督促, 并指导检修人员检修, 以确保质量的控制。 2、为了确保活门更换的质量, 装复时必须检查到位,包括缸内有无 异物,垫子是否坏,备用活门有无问题,以保证活门更换的质量。 3、高压段活门的更换检修(特别是六段)更应细,检查异物、垫子、 活门、缸头密封面, 最后检查顶丝是否顶死。 4、成立备用活门及注油器检修小组,以保证备用活门的质量,以确保 更换的活门能一次开车成功。 5、注油器每天必须检查两次以上(上下午各一次),以保证主机设备 的正常运行,不出现因缺油而影响主机设备正常运行,从而降低
维修费用。 6、高压机主机停下来,出了检修故障外,还必须对传动部件进行例 行检查,以保证备机真正能够备用。 7、循环机在更换填料时,必须检查活门,以确保开机率。 三、循环水泵及风机检修的具体措施: 1、对运行的设备进行重点部位的日巡检(包括:轴承、填料),发现 问题及时与工艺联系进行处理。 2、轴承、曲轴箱的润滑油及润滑脂定期进行检查更换。 四、质量考核规定: 1、因人为出现的检修质量事故将严格按修造部的规定考核。 2、每出现一次检修质量事故,除扣出工作分外,并处以20~50元 的罚款。 3、因检修质量事故而产生的费用,谁影响的由谁承担。 4、班组长以上干部按修造部和车间的规定考核。 5、检修工作完成后必须按无世泄漏管理及清洁检修的要求,检修 现场做到工完、料尽、场地清,油系统的检修必须做好回收工 作,确保环保安全,没有做到的按规定一次处罚10~30元。 维修合成一片区 2007-9-14
TIMKEN轴承67883-67820CD轴承参数说明
TIMKEN轴承67883/67820CD轴承参数说明
TIMKEN 67883/67820CD轴承是TIMKEN品牌轴承,属双外圈圆锥滚子轴承系列。尺寸参数: 型号:67883/67820CD轴承 品牌:TIMKEN 系列:TDO双外圈 内圈:67883 外圈:67820CD 隔圏:X2S-67883 内径:184.150 mm 外径:266.700 mm 厚度:103.188 mm 轴承类型Bearing Type TRB 子类Bearing Subtype TDO 尺寸Cone (Inner) 67883 内圈Cup (Outer) 67820CD 外圈 d 184.15 mm 内径 D 266.7 mm 外径 T 103.188 mm 宽度 额定载荷C1 725060 N 一百万转动态径向载荷
C90(2) 188160 N 九千万转双列轴承动态 径向载荷 C90(1) 108092 N 九千万转单列轴承动态 径向载荷 Ca90 88074.8 N 九千万转动态轴向载荷 C0 836266 N 静态额定载荷K = 0.39 / Tan (contact angle) 1.22 系数 e = 1.5 * Tan (contact angle) 0.48 系数 Y1 = 0.45 / Tan (contact angle) 1.41 系数 几何结构系数Cg 0.131 几何系数 尺寸 B 46.8325 mm 内圈宽度 R 3.556 mm 最大轴肩倒角半径db 203.962 mm 轴肩直径 Aa 5.08 mm 保持架(负值表示保持架 超出内圈大端面) a 10.16 mm 有效中心位置
滚动轴承常见的失效形式及原因
滚动轴承常见的失效形式及原因分析 滚动轴承在使用过程中由于很多原因造成其性能指标达不到使用要求时就产 生了失效或损坏.常见的失效形式有疲劳剥落、磨损、塑性变形、腐蚀、烧伤、电腐蚀、保持架损坏等。一,疲劳剥落 疲劳有许多类型,对于滚动轴承来说主要是指接触疲劳。滚动轴承套圈各滚动体表面在接触应力的反复作用下,其滚动表面金属从金属基体呈点状或片状剥落下来的现象称为疲劳剥落。点蚀也是由于材料疲劳引起一种疲劳现象,但形状尺寸很小,点蚀扩展后将形成疲劳剥落。 疲劳剥落的形态特征一般具有一定的深度和面积,使滚动表面呈凹凸不平的鳞状,有尖锐的沟角.通常呈显疲劳扩展特征的海滩装纹路.产生部位主要出现在套圈和滚动体的滚动表面. 轴承疲劳失效的机理很复杂,也出现了多种分析理论,如最大静态剪应力理论、最大动态剪应力理论、切向力理论、表面微小裂纹理论、油膜剥落理论、沟道表面弯曲理论、热应力理论等。这些理论中没有一个理论能够全面解释疲劳的各种现象,只能对其中的部分现象作出解释。目前对疲劳失效机理比较统一的观点有: 次表面起源型认为轴承在滚动接触部位形成油膜的条件下运转时,滚动表面是以内部(次表面)为起源产生的疲劳剥落。 表面起源型认为轴承在滚动接触部位未形成油膜或在边界润滑状态下运转时,滚动表面是以表面为起 源产生的疲劳剥落。 工程模型认为在一般工作条件下,轴承的疲劳是次表面起源型和表面起源型共同作用的结果。 疲劳产生的原因错综复杂,影响因素也很多,有与轴承制造有关的因素,如产品设计、材料选用、制造工艺和制造质量等;也有与轴承使用有关的因素,如轴承选型、安装、配合、润滑、密封、维护等。具体因素如下: A、制造因素 1、产品结构设计的影响:产品的结构设计是根据使用性能目标值来确定的,这些目标值如载荷容量、寿命、精度、可靠性、振动、磨损、摩擦力矩等。在设计时,由于各种原因,会造成产品设计与使用的不适用或脱节,甚至偏离了目标值,这种情况很容易造成产品的早期失效。 2、材料品质的影响:轴承工作时, 零件滚动表面承受周期性交变载荷或冲击载荷。由于零件之间的接触面积很小,因此,会产生极高的接触应力。在接触应力反复作用下,零件工作表面将产生接触疲劳而导致金属剥落。就材料本身的品质来讲,其表面缺陷有裂纹、表面夹渣、折叠、结疤、氧化皮和毛刺等,内部缺陷有严重偏析和疏松、显微孔隙、缩孔、气泡、白点、过烧等,这些缺陷都是造成轴承早期疲劳剥落的主要原因。在材料品质中,另一个主要影响轴承疲劳性能的因素是材料的纯洁度,其具体表现为钢中含氧量的多少及夹杂物的数量多少、大小和分布上。3、热处理质量的影响:轴承热处理包括正火、退火、渗碳、淬火、回火、附加回火等。其质量直接关系到后续的加工质量及产品的使用性能。 4、加工质量的影响:[首先是钢材金属流线的影响。钢材 在轧制或锻造过程中,其晶粒沿主变形方向被拉长,形成了所谓的钢材流线(纤维)组织。试验表明,该流线方向平行于套圈工作表面的与垂直的相比,其疲劳寿命可相差 2.5倍。其次是磨削变质层。磨削变质 层对轴承的疲劳寿命与磨损寿命有很大的影响。变质层的产生使材料表面层的组织结构和应力分布发生变化,导致表面层的硬度下降、烧伤,甚至微裂纹,从而对轴承疲劳寿命产生影响。受冷热加工条件及质量 控制的影响,产品在加工过程中会出现质量不稳定或加工误差,如热加工的材料淬、回火组织达不到工艺要求、硬度不均匀和降低,冷加工的几何精度超差、工作表面的烧伤、机械伤、锈蚀、清洁底低等,会造成轴承零件接触不良、应力集中或承载能力下降,从而对轴承疲劳寿命产生不同程度的影响。 B、使用因素 使用因素主要包括轴承选型、安装、配合、润滑、密封、维护等。不正确的安装方法很容易造成成