注塑中级 考试
1.构成注塑设备的要素:注塑装置 形体装置 油压装置 电气装置 FRAME
2.模具是属于注塑机装置吗?不属于
3.提供注塑机锁模力的装置是:形体装置
4.计量距离的公式:1)制品的重量/(断面积*材质的比重)+5MM 圆的面积:лR(半径)的平方
2)(NET重量+SPRUE重量)/(л/4)*D(直径)的平方*材质的比重+5MM
5.直压式:型开闭速度缓慢(cylinder Size大) 形体力恒常一定 形体力把握容易 形体力发生时间长
Toggle式(曲臂式):Energy 效率高 轻量化可能 Hi-Cycle成型可能(型开关高速) 控制锁模力困难
挂模前必须确认模具厚度(Tie-bar的伸张及弹性回复来产生形体力模具厚度设定必要)
6.按数字别选择注塑机吗?按照树脂的粘度,粘度高时考虑压力 粘度低时考虑容量
产品大重量大选择注塑机容量大
7.注塑成型的三要素:树脂 模具 注塑成型机
8.注塑成型的工程:模具关闭→树脂可塑化→注塑→保压→冷却→计量→模具打开-取出
9.保压是为了补偿收缩量的保压压力。保压设置时考虑残留量 考虑保压低时收缩发生,保压高时飞边(Flash)发生
10.熔融层和固化层的关系:熔融层直接加压力在产品上形成固化层
11.锁模力的公式:(投影面积A(cm的平方)*有效注塑压力P(KG/CM的平方))/1000KG*安全数
安全数直压式:1.2 toggle式适用 1/4
12.冷却集水器的目的:保证温度。防止冷却水回路不一致,模具温度不一致,不接会使模具温度变化
13.关电注塑机30分钟左右,模具应该是闭合状态,温度下降10%,冷却水关掉,注塑机不关,热流道重新挤
14.在模具顶BOSS的是:推管(EJECTOR sleeve)
15.在2个料油之间形成的叫(在有槽的位置):融合线
16.双重注塑机目前可以做到7种颜色18.2段和3段模具的区别是:3段模具固定侧设置板和型板之间设置了交口夹板
19.模具冷却 BLOCK, COUPLING, NIPPLE FOR COOLING CHANNEL
20.注塑成形的TOTAL SOLUTION :1.脱离单纯的注塑机形态 4.降低成本式工艺为主
2.注塑+后加工(喷涂+印刷)+组装+ROBOT system+自动传送带
3.支援量产无人自动化
21.Mono sandwich:将一个部件的skin层和core层可以利用不同材料同时注塑,因为利用再生或是异种材料可以降低成本
22.Tandem stack注塑技术:利用产品的冷却时间进行注塑的方法. 优点:可以生产出2个不同的产品
23.Sandwich molding ----1个交口(gate) Overmolding 交口2个以上
24.无干燥树脂注塑技术(树脂溶解使用的热源):螺管内熔融状态起20%-30%的作用,摩擦力热量起70%-80%的作用
25.模具管理的目的:预防模具事故,机会损失最小化 产品的生产性及向上品位品质
26.可塑化:熔融的树脂合在一起
27.锁模力不够,模具打开会产生飞边 冲压模具出现毛边 注塑模具出现飞边
28.注塑成形的特点:精密 复杂的形状制品生产 大量生产可能 树脂成形的广泛化 自动化可能 大型成形品成形可能
可生产复杂性 精密高的产品
29.成形工程的优点:生产性提高 -可以制成尺寸大的,部品大的部品-自动化可能-大部分成形品不需要加工
能做出各种各样的形状-在成形品可插入金属材料后加工-在树脂中可添加玻璃纤维等混合在一起
30.螺杆前进速度设定---填充开始时螺杆前进速度变低设定
减少模具变形 Jetting发生最小化 减少交口周围的雾点(痕迹)
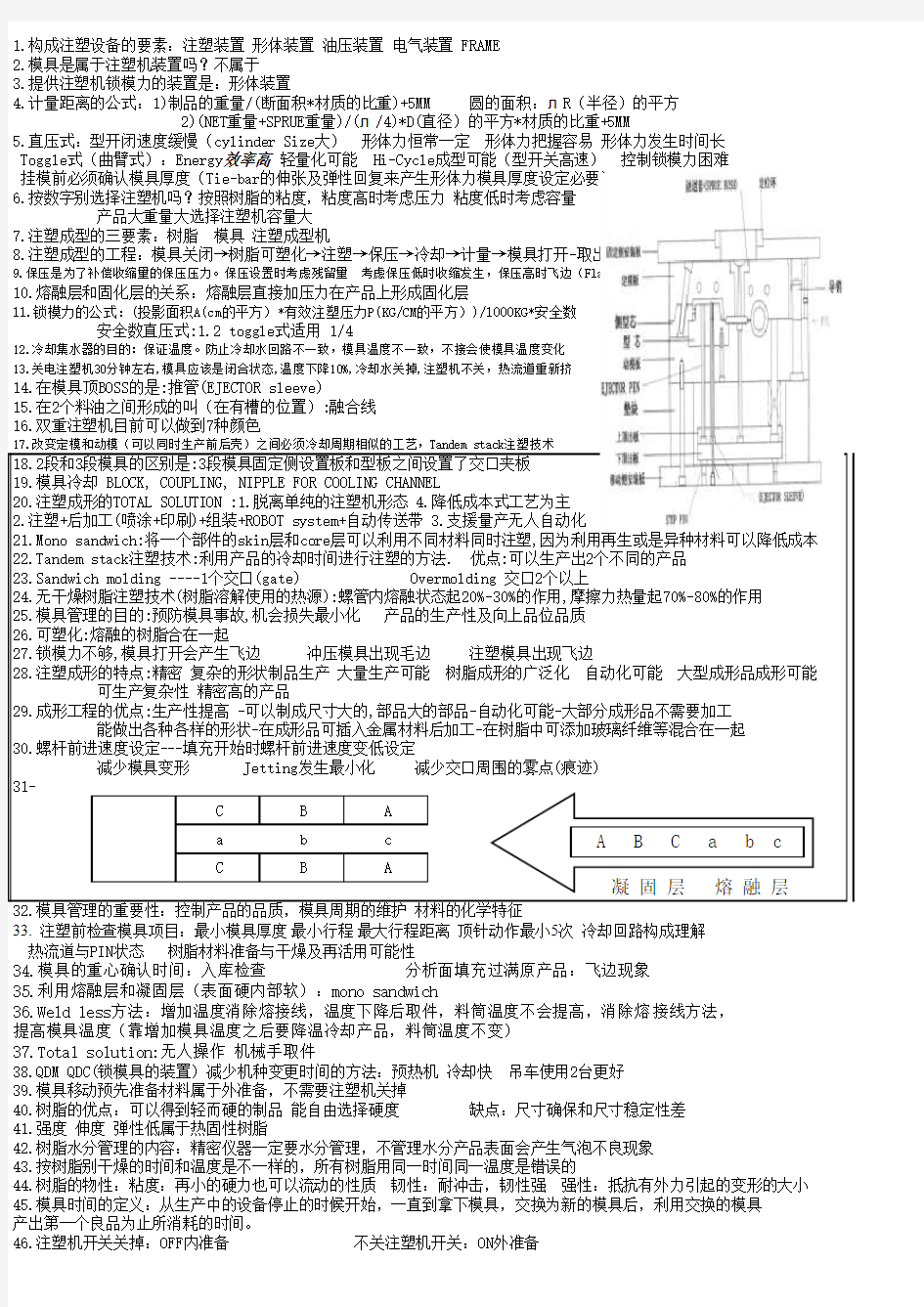
31-
C
B A a
b c C B A 33. 注塑前检查模具项目:最小模具厚度 最小行程 最大行程距离 顶针动作最小5次 冷却回路构成理解
热流道与PIN状态 树脂材料准备与干燥及再活用可能性
34.模具的重心确认时间:入库检查 分析面填充过满原产品:飞边现象
35.利用熔融层和凝固层(表面硬内部软):mono sandwich
36.Weld less方法:增加温度消除熔接线,温度下降后取件,料筒温度不会提高,消除熔 接线方法, 提高模具温度(靠增加模具温度之后要降温冷却产品,料筒温度不变)
37.Total solution:无人操作 机械手取件38.QDM QDC(锁模具的装置)减少机种变更时间的方法:预热机 冷却快 吊车使用2台更好
39.模具移动预先准备材料属于外准备,不需要注塑机关掉
40.树脂的优点:可以得到轻而硬的制品 能自由选择硬度 缺点:尺寸确保和尺寸稳定性差
41.强度 伸度 弹性低属于热固性树脂
42.树脂水分管理的内容:精密仪器一定要水分管理,不管理水分产品表面会产生气泡不良现象
43.按树脂别干燥的时间和温度是不一样的,所有树脂用同一时间同一温度是错误的
44.树脂的物性:粘度:再小的硬力也可以流动的性质 韧性:耐冲击,韧性强 强性:抵抗有外力引起的变形的大小
45.模具时间的定义:从生产中的设备停止的时候开始,一直到拿下模具,交换为新的模具后,利用交换的模具产出第一个良品为止所消耗的时间。
46.注塑机开关关掉:OFF内准备 不关注塑机开关:ON外准备 A B C a b c
凝固层熔融层