Quality Management

Quality Management:
Normal Distributions
Quality is essential in any manufacturing activity, but effective quality control can be driven as much by the way an organization is structured as by its quality assurance
strategies.
(The following article was adapted from a report focused on the work of McKinsey's Production Systems Design Center).
Designing an efficient operations system is only a small part of the recipe for success. "There are three essential ingredients for sustainable operational transformation," says Phil Harris, a McKinsey & Company Manufacturing Practice expert, "the operating system, the management infrastructure, and the mindset, capabilities, and behavior of the organization's employees."
The operating system, Harris explains, is the way in which the organization delivers its products or services to its customers while eliminating the three sources of loss: waste, variability, and inflexibility. Most manufacturing engineers will recognize the operating system as the "lean production system," designed to ensure that product passes through their facilities in the most efficient manner possible. The management infrastructure is the set of systems, processes, and structures through which managers set direction and gather the data upon which they base their management decisions. The mindset of an organization's employees is shaped by the trust they have in management, their past experience, and the factors that motivate them in their roles. Behavior is driven by mindset: In the short term, a management team may be able to prescribe new ways of working, but if the underlying attitudes and feelings of the employees have not been altered, it is all too easy for old methods to creep back into the picture.
Infrastructure Design
Harris specializes in developing and codifying new knowledge in the second of the three key ingredients – management infrastructure – to develop a methodology that will help companies ensure that their basic shape (team size, reporting structure, and departmental organization) all support operational best practice. Their work has important implications for the design of quality assurance systems.
"Very often, quality assurance is considered on a functional basis," explains Harris. "Companies know that quality is important, so they create a quality function to look after it, without considering the structural
enablers for good quality. Your quality processes are not just about identifying defects – they need to be able to identify and rectify the root causes of those problems." These structural enablers, he says, begin with the size of the frontline teams.
"Team size is very important. Companies have to ensure that the size of the teams on the shop floor help to reinforce new behavior," Harris says. Unfortunately, there is no single "correct" size for a frontline team. World-class companies operating in different industries can have teams ranging in size from 4 to 50 people.
Optimum team size depends upon a number of factors, including the size of the value-stream loop (McKinsey's definition of a logical "chunk" of the process, consisting of a section with a single production instruction and unbroken materials flow), the complexity of the process and of individual tasks within it, and the pace of continuous improvement required of the workforce.
Quality demands also have a big effect on choosing the right team size. Harris and his colleagues define "criticality of quality" in terms of the cost of a single error. Highly quality-critical processes – such as those found in aerospace manufacture or medicine – tend to demand much smaller teams than those found in food manufacture, in which the cost of scrapping a batch can be relatively low. Bigger teams, on the other hand, are cheaper to manage and can be more flexible and robust in covering absences or ensuring the right distribution of skills across the team. Graphical Approach
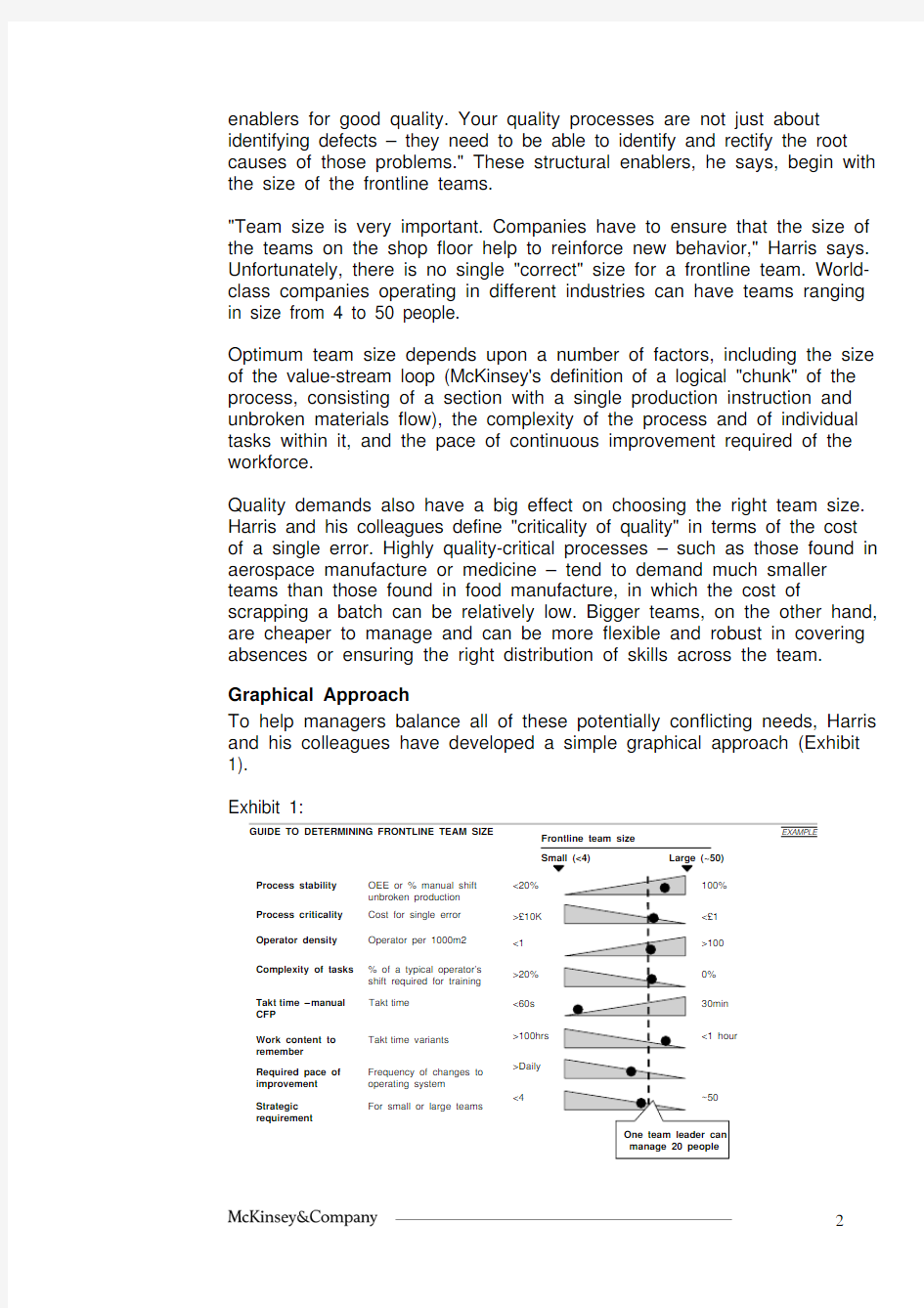
To help managers balance all of these potentially conflicting needs, Harris and his colleagues have developed a simple graphical approach (Exhibit 1).
By plotting key factors on the "wedge" chart, says Harris, the optimum team size can be identified, along with any aspects of the process that seem to demand a significantly different team structure.
"Very often, this approach calls for a smaller team size than companies are currently using," recalls Harris. "We frequently find ourselves recommending that clients increase the number of team leaders or even add a supervisory layer, which is not at all what they expect to hear from management consultants."
With basic team size established, it is important that countermeasures are introduced to compensate for issues that demand a significantly different team size. "If everything is pointing to a larger team size, but a low overall equipment effectiveness score asks for a smaller team, then an effective countermeasure would be to increase the amount of maintenance or technician resources available to a team," Harris explains. Likewise, if the pace of continuous improvement required is higher than the optimum team size can support, then full-time change agents can be used to assist with improvement projects.
Japanese car maker Toyota, the pioneer of many lean production techniques, takes a very single-minded approach to team-size optimization, basing teams entirely on the "takt time" and number of operations in the value-stream loop. The result is very small teams of typically 4 to 8 people, since Toyota team leaders spend a significant proportion of their time covering for absent team members and reacting swiftly to line issues.
Beyond the frontline teams, McKinsey has developed similar processes to establish optimum sizes for other layers of management, all the way to the top management team. For example, issues that determine how many teams should be under the responsibility of a single manager include the complexity and stability of the process, the capability of subordinates, and the need for managers to cover absences among team leaders. The number of teams per manager will typically range from 3 to 10.
Support Functions
With the structure from front line to senior management in place, organizations can then turn to the structure of support functions, such as the traditional quality organization. McKinsey has identified five different structures for support functions, ranging from full integration with frontline teams, through reporting to different levels of middle management to totally separate "functional silos" reporting to the senior management team.
As with the other structural decisions, different issues will tend to pull the organizational structure in different directions. "Quality personnel need to be able to respond to issues on the line, which means they should be located close to the frontline teams," says Harris. "On the other hand, they
need independence from those teams so that they can judge their performance objectively and they may need specialist skills or equipment that are best managed separately from the organization's value streams." Exhibit 2 examines some of the issues that organizations should consider when deciding upon the optimum reporting structure for their quality function.
Agreed Upon Service Levels
The balance between the right reporting structure for support functions, such as quality and the need to supply that support resource in a timely fashion to the front line can be reached by establishing service-level agreements for support resources. Harris recalls an example from one company operating in the aerospace sector.
In the firm, which makes large components for civil aircraft, if a dimension of a component was found to be out of tolerance, a member of quality assurance personnel would have to come from another site to check the error and dictate any necessary remedial action. The process could take several weeks and this was leading to significant delays. The company's solution was to put a service-level agreement in place, which meant that requests for inspection were met within two or three hours, and to bring appropriately qualified quality personnel on site, so they could respond more quickly. In this way, production delays were minimized but the quality organization maintained its vital independence.
Of course, making any changes to the structure of an organization can be a painful process, but Harris insists that in McKinsey's extensive experience, the benefits of conducting such changes far outweigh the costs of doing so. "Companies sometimes worry that going through a
process like this will force them to tear down their organizations and start again," he says. "In practice, it is more likely that only a few elements of the structure need to be optimized."
年度公司管理方针和目标
2019 年度公司经营管理总方针和目标 总方针:以管理创新求发展 总目标:全年实现销售收入万元,利润万元。 主要措施(部门目标) 1、营销管理:把握客户脉搏,加强与客户的交流与沟通,提升销售业绩,及时反馈和分析客户要求与变化,及时制定和调整营销策略,以适应客户的要求: 1.1、全面熟悉行业产品知识,提升业务能力。 1.2、加强营销团队建设,增强团队合作,创造良好的工作激情和氛围。 1.3、服务老客户,开发新客户。 2、工艺管理:建立和完善公司生产技术工艺资料,根据不同状态条件下,制定出标准的产品工艺技术文件。 2.1、产品工艺文件包含标准产品的所有配置以及标准的工艺制造流程。通过1--2个月的时间对公司已有产品的技术工艺资料进行整理和补充,并进行验证、修订和完善,最大限度的稳定产品质量和提升客户满意度。 2.2、技术资料的规范化管理,可以更好地服务和满足生产制造的需要,通过工艺技术的提升、设备的投入和改造,提高生产效率,降低生产成本。 3、质量管理:质量代表企业的形象、是企业的生命线、进入市场的许可证以及企业核心竞争力的体现。今年进一步完善质量保证体系,持续有效的开展内部质量体系审核,加强过程质量管理,使产品质量达到用户验收标准。 3.1、质量手册和程序文件:根据公司组织结构调整及近年发现的不适宜
的地方进行修订。 3.2、重点对检验规程进行细化,重新编制整顿。 3.3、体系运行:每两月进行一次全面质量监督抽查。 3.4、成品质量每月进行至少2次以上产品评审,进一步促进出厂产品质量的提高,积极参与到用户的最终验收以及质量问题处理。 3.5、质量沟通分析会:每月3号下午定期举行。将上期会议上的质量问题改进情况进行质询、落实与验证,汇报收集当月度存在的质量异常情况,研究落实整改方案及具体措施。 3.6、针对产品内在和外观质量,实施“定点超越”工程,使产品质量得以彻底改善。 3.7、供方的监督与评价:根据往年外协、外购件质量问题的实际情况,对外协配套厂家指定考查计划进行考查,向公司提交建议,与合格供方签订质量保证协议。 3.8、质量考核:品质管理部应将工作重点放在质量改进计划、质量制度执行以及体系运行考核上,确保通过质量考核,使今年的质量损失率比去年降低10%--15%。 4、成本管理:抓好成本管理工作,提高企业的经济效益,是企业经营之根本。今年紧紧围绕“开源节流,加强成本控制,实现增收增效”开展工作。 4.1、根据财务工作统一管理、分别核算的要求,理顺、完善、规范公司的财务管理制度体系,落实各项监督制度,做到真实反映公司的经营结果。 4.2、强化财务预算、收支计划管理等资金管理工作,在确保生产、技术
最新检测检验机构全套质量管理体系程序文件
本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载,另外祝您生活愉快,工作顺利,万事如意! 最新检测检验机构全套质量管理体系程序文件
序号程序文件 《检验检测 机构资质认 定评审评审 准则》对照条 款 手册 对照条款 备注 / 关于程序文件的换版说明————0.1 第0.1章:修订页————0.2 第0.2章:目录————0.3 第0.3章:程序文件的管理———— 1 第01章:人员管理程序4.2.1-4.2.1 2 第4.2章 2 第02章:人员培训控制程序 4.2.4 第4.2章 3 第03章:质量监督控制程序 4.2. 4 第4.2章 4 第04章:安全与环境控制程序 4.3.2-4.3.4 第4.3章 5 第05章:测量设备管理程序 4.4.1 第 4.4章 6 第06章:期间核查控制程序 4.4. 7 第 4.4章 7 第07章:修正因子控制程序 4.4.7 第 4.4章 8 第08章:量值溯源控制程序 4.4.8 第 4.4章 9 第09章:标准物质控制程序 4.4.9 第 4.4章 10 第10章:保证诚信度控制程序 4.5.3 第4.5.3 节 11 第11章:保护客户机密信息和所有权 程序 4.5.3 第4.5.3 节 12 第12章:文件控制程序 4.5.4 第4.5.4 节 13 第13章:合同评审控制程序 4.5.5 第4.5.5 节 14 第14章:服务和供应品控制程序 4.5.7 第4.5.7 节 15 第15章:服务客户程序 4.5.8 第4.5.8 节 16 第16章:处理投诉和申诉的程序 4.5.9 第4.5.9
富士康质量管理状况分析
河南机电高等专科学校 《质量管理与认证》论文 题目富士康质量管理状况分析 班级应电 1 0 1 学生姓名……………….. 学号…………………… 2012年10 月10日 1.企业概况
富士康科技集团是专业从事计算机、通讯、消费电子、数位内容、汽车零组件、通路产业等6C产品研发制造,广泛涉足数位内容、汽车零组件、通路、云运算服务及新能源、新材料开发应用的高新科技企业。自1974年在台湾肇基,1988年投资中国大陆以来,富士康迅速发展壮大,拥有百余万员工及全球顶尖客户群,是全球最大的电子产业科技制造服务商。富士康持续提升研发设计和工程技术服务能力,逐步建立起以中国大陆为中心,延伸发展至世界各地的国际化版图。富士康在总裁郭台铭先生的领导下,多年来致力于提供全球最具竞争力的“全方位成本优势”给全球3C产业的领导品牌厂商。如今,在全体同仁的努力下,集团的策略伙伴客户皆享有全球最优化的速度、质量、工程服务、弹性及成本等“全方位成本优势”。自创的垂直整合商业模式:电子化-零元件、模组机光电垂直整合服务。 2.质量管理中存在的问题及分析 我在大二寒假去郑州富士康见习了,虽然未从整体上见识富士康的“全方位成本优势”,可见到了较为自动化的一体生活生产模式,生产效率高。郑州富士康是近两年才建成的或还未完成的新生产基地,发展迅猛,短短半年就招工近十万的员工,而我应聘当天有近6000千人被招聘,培训时,真是人满为患。由于郑州富士康是个新的厂区,不仅存在管理上流于形式的问题,也存在员工大多是20岁左右的年轻人,管理难度大,而且生活区建设严重不足的问题。 在郑州富士康,我最切身的体会是交通系统紊乱,生活内容单调,生产关系冷淡,管理关系紧张。没有交警,出租车随意停车,意外事故不断,虽然厂车免费,而且是交通的主力,可是人满为患,挤得要死,还有摆摊遍布全部生活区道路,走一步都闷沉。在生活区,除去网吧还是网吧,但我从未去过,一是我对网吧不感兴趣,二是没时间也没心情,基本工作时间8小时,外加两个小时的加班,再算上下的准备,以及中间休息的一小时,一天24小时有十三小时因工作而不受自己掌控,下班后在摆摊上买些便点,便持着疲惫的身体回宿舍准备休息,最让人难受的是夜班上惯后,调成白班,竟一夜无眠。工作期间我的组长是比我还小一,两岁的年轻人,那人比较浮躁,有些不耐烦,乱发情绪,造成员工间的不和谐,她虽跟我是同龄人,但我跟她并没有共同语言。郑州富士康的管理虽然强调全面质量管理,可员工具体执行时并不买账,只是质检人员来时才按规定操作,具体生产质量并不多认真,更让人可叹的是市场歧视,对卖给美国的Iphone 手机要求远比对中国的高,还是在华的台企呢。 3.改进建议 我认为富士康应该从促进社会进步的大局出发,积极地改进管理环境,提高员工的质量管理素质和产品生产线的自动化水平。富士康的代工模式虽然无敌于世界,但它最大的硬伤是在终端消费上,没有什么品牌效应,只是个二流公司而已。这是无法从生产竞争力上提高员工的待遇,增强员工对公司的负责任的意识,员工只是为了谋生,赚取那微薄的工资,对产品质量管理没有丝毫兴趣,员工不能享受生活生产,怎么会有富士康无敌于世界的待遇呢,产品的质量实在是徒有虚名。年轻人占绝对的郑州富士康,管理人员的培养最富有挑战,没有合格且富有管理热情的管理人员,富士康的全面管理只能是空谈,在1994年版的ISO 9000标准中,对全面质量管理是这样定义的:一个组织以质量为中心,一全员参与为基础,指
多家公司质量方针和目标
封面 作者:ZHANGJIAN 仅供个人学习,勿做商业用途
一、广东省药品检验所 1、公司简介 广东省药品检验所是按照《药品管理法》由广东省人民政府批准成立的法定非营利性药品检验机构,依法承担全省药品上市前的注册检验、药品上市后监督检验,以及进口药品口岸检验,同时承担国家授权的部分生物制品批签发及检定工作。 2、质量方针 科学公正优质高效 质量方针的说明 质量方针是最高管理者发布的质量宗旨和质量方向,是全体工作人员的行为准则。 科学:所有检验活动必须在科学的基础上,保证各项检验活动符合法律规定并在有效文件的指导下进行; 公正:不受任何来自商业、行政或其他压力的影响,客观公正地对检品做出评价与判断,保持检验结果的公正性和真实性; 优质:增强服务意识,严格遵守各项规章制度和工作程序,为用户提供优质、规范的服务; 高效:优化管理环节,增强技术效能,提高工作效率。
3、质量目标 我们的目标是: a.树立广东省药检权威,成为国内外有高知名度的检验机构;b.建立一支熟悉国内外药品标准的稳定的高素质的检验技术队伍; c.保证检验质量,为委托方及相关方提供优质、高效的服务。我们将力求达到: 1)药品检验报告差错率小于0.5%; 2)药品检验报告事故率小于0.05%; 3)检验时限在法律规定上整体提速30%以上; 客户满意率达99%以上,全年客户投诉次数占全年客户委托次数的比率小于1%。 二、北京市顺义区人民政府办公室 1、公司简介 根据中共北京市委、北京市人民政府批准的《北京市顺义区机构改革方案》和《中共北京市顺义区委、北京市顺义区人民政府关于机构改革的实施意见》(京顺发[2001]29号),设置北京市顺义区人民政府办公室(简称区政府办公室)。北京市顺义区信息化工作办公室(简称区信息办)设在区政府办
富士康的供应链管理
以富士康为例深入挖掘供应链管控的核心与本质 一、全球代工之王——富士康成功的奥秘揭示富士康 鸿海集团 是专业生产6C产品及半导体设备的高新科技集团(全球第一大代工厂商) 是全球最大的电子制造商 在中国大陆、台湾以及美洲、欧洲和日本等地拥有数十家子公司 在国内华南、华东、华北等地创建了八大主力科技工业园区。自1991年至今集团年均营业收入保持超过50%的复合增长率 是全球最大的计算机连接器和计算机准系统生产商 连续9年入选美国《商业周刊》发布的全球信息技术公司100大排行榜 连续四年稳居中国内地企业出口200强第一名 2011年以第60位迅速跻身《财富》世界500强Top100榜单。贸易与制造在全球的转移来自于企业对利润的无限追逐 富士康将此商业本质在供应链管控中表现得更加淋漓尽致。一方面 富士康在中国的形成了隐形关系网 不仅雄踞全国第一的用工量 而且通过巨额的税务是其与地方政府构成牢固的利益联盟体。富士康在把握中国转型背景大历史机遇下依托其强势的供应链管控 实现了70%的增长神话 在向万亿级的超大型集团挺进 这一切都得益于富士康的战无不胜的奥秘——“三层级利润集成与三层面掠夺”二、富士康的三层级利润集成1、供应链层级的利润集成独特的供应链和运作模式是富士康优于其他企业的特征之一。富士康的供应链利润集成 至少有如下三点 其一 不断的敲筋吸髓式的砍价 名曰“COSTDOWN” 压缩供应商利润空间 进行系统化利润集成。其二 随着沿海地区成本的上升 富士康已经开始加速将生产基地从珠三角和长三角迁移到河南、重庆、成都等内陆城市 未来深圳将只保留研发和高端制造的职能。通过降低生产制造成本提升产品利润空间。其三 对供应商实施JIT、VMI交货管理 压缩产品制造周期 收获时间跨度的利润差。2、流通层级的利润集成富士康在做山西电器代工 就是信息家电 娱乐等等 电器的代工过程中积累了大量的产品性价比、技术参数之类商业数据 形成了非常通达的采购链 并立志成为全球最大的电子产品地产商 如赛博数码广场、它和麦德龙做的另外一个百思卖-----万德城及网上垂直门户网站—飞虎乐购等。目前他现在正在准备做一个上万家的分店的万马奔腾计划 在全中国做一个最大的流通体系。通过线上与线下互动的双层渠道网络形成跨地域、跨产品与跨时差的利润网络 构筑了高密度、高厚度的利润集成体系。 3、依托产融结合全面系统整合供应链优势富士康产业王国的“工业+地产+商贸物流+电子商务”组合已经初具雏形 但在比亚迪为首的各路挑战者咄咄逼人的追逼下 其基于供应链资源整合的未来发展需要相应产业金融体系支撑。特别是其打造未来核心竞争力的3C 渠道事业更需要消费金融的支持。依托产融结合全面释放富士康在供应链上的优势与资源特征为其产业王国发展提供新的增长点 构筑系统的利润统一体 全面整合与集成供应链各层级乃至产业链各层级利润。三、富士康的三层面资源掠夺1、订单掠夺-塑造工业银行富士康去年干到人民币差不多是6000多亿人民币 但是真正最牛的是什么呢 富士康在集团内部进行订单调度 不停地把订单撬到某一个他要包装业绩的子公司里去 使得这个子公司业绩很好看 令他去上市或获得融资 富士康利用这种订单银行 工业银行的手法 来回撬这5000多亿的订单 促使他下面出现了30多家富有的子公司。同时 在国际客户的代工订单招标中 能够满足国际客户品质要求的外包厂商也就只有包括富士康在内的数家 为确保订单的规模与数量富士康不乏“赤字接单” 维持工业银行的高效运转 以规模与体量提升自己竞争力 掠夺其他企业生存空间 最大化聚集生产资源以反哺企业成长。 2、劳动力掠夺-全面释放人口红利必须承认一个庞大的机体要保住它的生命力 所有压力会一层层向下传递 最终压在生产线的工人头上。富士康通过对人力资源剩余价值的掠夺 抢占中国人口红利 全面释放比较优势 支撑自身的高速发展。富士康劳动力掠夺的主要手段有 外在管理 采用去差异的同质化管理方式 几十万人穿着同样的衣服、十几人甚至几十人住同一个宿舍。客观上造成员工以工作为核心以工厂为家的理念。生产管理
IATF16949-2016质量管理体系程序文件全套
0. 过程与程序文件对应表 0.1顾客导向过程( 备注: ● 表示主要相关 ◎ 表示次要相关 ○ 表示一般相关 顾客导向过程管理过程支持过程
0.2过程与程序文件对应表 过程过程名称
S1 文件信息
1、市场调研控制程序 1.目的 明确市场开发的程序和方法,提高市场开发工作的效率,以达到预期效果。扩大企业的市场份额,为企业寻求新的经济增长点,提升综合竞争力,促进公司发展。 2.适用范围 本程序适用苏州行动力企业管理咨询有限公司市场开发工作。 3.术语 无 4.职责与权限 4.1销售负责市场开发工作的组织和执行; 4.2销售负责市场开发工作的规划和审批,跟踪考核绩效。 5.工作流程及内容
6.相关文件 6.1合同评审控制程序 7.相关记录 7.1市场开发计划 7.2市场开发计划实施记录单
2、合同评审控制程序 1.目的 对顾客的需求和期望得到充分理解和规定,并加以实施和保持,确保本公司具有满足合同要求的能力。 2.范围 适用于公司所有产品和服务要求的确定、评审、更改及与顾客的沟通。 3.职责 3.1 销售负责识别顾客的要求与期望,负责组织有关部门评审产品价格、交付要求及合同(订单)的合规性、产品要求等;并负责与顾客沟通。 3.2品质负责评审产品的检测、质量保证能力。 3.3技术负责评审产品的技术要求、技术标准、包装等技术能力,负责变更的控制。 3.3 销售负责评审采购的可行性、交货期等。 3.4 生产评审生产设备、工装的能力、交期等。 3.5 总经理批准《合同(订单)评审表》。 4.术语和定义 4.1合同:本程序的合同指顾客与我公司所签订的新产品开发合同或长期订货协议。 常规合同:对公司定型产品所订的合同;通常一次性签合同下多次订单。 特殊合同:常规合同以外的所有销售合同;符合以下一条或多条的合同,如新产品开发或对定型产品有改进要求的合同。□新产品开发□超生产能力□超技术要求□有收汇风险□利润低于常规。 4.2 订单:本程序的订单指顾客与我公司所签订的短期供货协议,从形式上分包括口头订单、传真订单和电子文件订单,从内容上分包括一般订单和非一般订单。 5.工作程序
富士康的企业文化
鸿飞千里,海纳百川 科技做翼,创新为怀 创立于...1974....年,富士康在总裁郭台铭先生的领导下,以恢弘的气度立下透过提供全...............................球最具竞争力的“全方位成本优势”使全人类皆能享有电脑、通讯、消费性电子...................................(3C)....产品..成为便利生活一部份企业愿景;以前瞻性的眼光自创具备机光电垂直整合、一次购足整体.......................................解决方案优势的.......3C ..代工服务“.....eCMMS .....”商业模式;以坚定及无私的理念贯彻谋求员....................工、客户、策略伙伴、社会大众及经营层的共同利益之高标准公司治理。................................ 企业愿景....:. 在对3C 电子产品有着有朝一日将会成为全人类工作及家居生活不可区分的一部分之信念引导下,郭台铭总裁在1974年以等值约美金三千元资金、对机电技术整合的执着及前瞻性的“全方位成本优势”概念创办了富士康。因此富士康自始的企业愿景就是透过提供全...................球最具竞争力的“全方位成本优势”使全人类皆能享有........................3C ..产品所带来的便利生活。........... 商业模式....* .五大产品策略:速度、品质、工程服务、弹性、成本。........................ 富士康在总裁郭台铭先生的领导下,多年来致力于提供全球最具竞争力的“全方位成本优势”给全球3C 产业的领导品牌厂商。如今,在全体同仁的努力下,集团的策略伙伴客户皆享有全球最优化的速度、质量、工程服务、弹性及成本等“全方位成本优势”。 * .自创的垂直整合商业模式:电子化...............-.零元件、模组机光电垂直整合服务...............:. 全球3C 代工产业向来分为两大壁垒;一是以CEM 、EMS 及ODM 等为主的电子工程背景模式,一是以模具/零元件为主的机械工程背景模式。富士康郭总裁在多年致力于提供“全方位成本优势”下,自创出全球独门的电子化-零元件、模组机光电垂直整合服务商业模式,简称eCMMSeCMMS 为机光电垂直整合的一次购足整体解决方案,举凡模具、治具、机构件、零元件、整机至设计、生产、组装、维修、物流等等服务均涵盖在内。 核心竞争力 * 五大产品策略:速度、质量、工程服务、弹性、成本。
质量管理体系程序文件
【最新资料,WORD文档,可编辑】
受控状态分发号 质量管理体系文件 质量管理体系程序文件 编号JD/QMB4.2.3—01~JD/ QMB8.5.2/8.5.3—05 编制办公室 评审各部门 批准管理者代表 版本号第A/0版
无锡市江达商品混凝土有限公司 文件修改记录表QR4.2.3—0107 文件名称编号 修改日期修改次数版本状态修改内容修改人批准人备注
质量管理体系程序文件目录表 序号ISO9001: 2000 标准条款号 文件编号文件名称 1 4.2.3 JD/QMB4.2.3—01 文件控制程序 2 4.2.4 JD/QMB4.2.4—02 记录控制程序 3 8.2.2 JD/QMB8.2.2—03 内部审核程序 4 8.3 JD/QMB8.3—04 不合格品控制程序 5 8.5.2—8.5.3 JD/QMB8.5.2/8.5.3—05 纠正措施和预防措施程序
质量管理体系程序文件编号JD/QMB4.2.3—01 第A版第0次修改 文件控制程序第1页共5页 1.目的 建立并保持形成文件的程序,以控制与质量管理体系有关的所有文件和资料,使与质量管理体系运行有关的各个场所使用适用文件的有关版本,从所有发放和使用的场所及时撤出失效和作废的文件。 2.范围 适用于本公司质量管理体系有效运行和产品质量有关的文件和资料的控制,包括适当范围的外来文件,如标准、法规、顾客财产的知识产权(提供的图纸)等。 3.引用标准 GB/T19001—2000《质量管理体系——要求》 JD/QMA—2006《质量管理手册》4.2.3《文件控制》 4.职责 4.1办公室负责质量管理体系管理文件的控制。
(2018年ISO9001-2015质量管理体系全套资料)ISO9001-2015质量手册ISO9001-2015程序文件
说明: 1.该套文件适用于ISO9001:2015质量管理体系。 2.因公司ERP系统U8于2018年8月1日正式运行,2018年8月14日进行第三次修改。主要修订以下程序文件: QP-04人力资源控制程序; QP-07组织知识控制程序 QP-08形成文件的信息控制程序; QP-09质量记录控制程序; QP-12设计和开发控制程序; QP-13外部提供过程、产品和服务的控制程序; QP-14生产过程控制程序; QP-15生产计划控制程序; QP-18产品放行控制程序; QP-20不合格输出控制程序; QP-21分析评价控制程序; QP-23管理评审控制程序
0.1发布令 为规范公司行为,保证产品质量满足顾客要求,提高公 司信誉和产品竞争能力,使质量管理与国际惯例接轨,本公 司建立了系统化、文件化的质量管理体系。该体系符合GB/T19001-2016 idt ISO9001:2015标准的要求,编制了《质量手册》,规定了质量管理体系的组织结构、管理职责 和质量管理体系过程的控制要求。根据公司发展和管理提升 的需要,结合2015版标准转换,经领导层决策,对现版文 件换版,发布了A版《质量手册》。 《质量手册》阐述了我公司新阶段的质量方针和质量目标,是实施、保持公司质量管理体系的纲领性文件和进行质量管 理的公司法规,也是向顾客提供质量保证的证实文件,并作 为第三方质量管理体系认证的依据,要求全体员工必须严格 贯彻执行。从2017年09月05日起实施。因公司ERP系统 U8于2018年8月1日正式运行,2018年8月14日进行第三次修改 特批准发布! 总经理: 2018年08月14日
富士康案例分析(有效管理者和成功管理者)
富士康案例分析报告提纲 1富士康案例背景 1.1辉煌的历史 1.2危机的到来 2理论依据 2.1管理者在组织行为学中的分类 2.2何谓有效管理者 2.3何谓成功管理者 2.4管理者在企业中的活动分类 2.5有效管理者和成功管理者的差异 3富士康的案例分析 3.1富士康管理者的传统管理方面的有效和缺失 3.2富士康管理者的人力资源管理方面的有效和缺失 3.3富士康管理者的日常沟通方面的有效和缺失 3.4富士康管理者的社交活动方面的有效和缺失 4案例启示 5富士康管理问题的对策 5.1改变目前单纯的出口导向型代工制造模式 5.2借鉴佳能细胞式生产方式 5.3改革人力资源管理
——富士康案例分析报告 一、富士康案例背景简介: 1.辉煌的历史 叱咤风云的富士康科技集团自1988年在深圳投资建厂以来,在中国大陆的规模迅速扩大,曾经连续八年入选美国《商业周刊》发布的全球信息技术公司100大排行榜;在2001年起一直稳居台湾最大民营制造商;自2002年起,连续三年蝉联中国大陆企业出口200强第一名;2003年度跻身为中国工业企业三强;2005年跻身全球500强;2008年其出口总额达556亿美元,占中国内地出口总额的3.9%,并连续7年雄居内地出口200强榜首。目前富士康集团在全球拥有90万名员工,其中大陆雇员约82万人,在深圳有45万人。其产品几乎网罗了全部高科技电子消费制品,像苹果公司的iPod, iPhone, SONY公司的PS3, 英特尔公司的晶片等。其业务网络遍布全球各地的主流高科技产品市场,成为不可一世的代工业霸主。 2.危机的到来 然而,从2010年开始,富士康集团传来了一系列负面新闻。不到半年的时间里,这家号称“全球最大代工工厂”的企业连续发生了13起自杀事件,震惊全球。吸引了全世界的目光,引来了社会各界的口诛笔伐,同时也激发了全社会对富士康企业的广泛研究及其管理的深度剖析。 为什么这13个生命会选择自杀? 谁让富士康陷入了困境? 富士康的管理体制到底合不合理? 富士康的管理者出现了什么问题? 富士康该怎么办? 我们小组将从企业管理者的有效管理和成功管理的角度,通过对富士康事件的分析找到以上问题的答案。
质量4.0-质量精细化与自动化管理
质量4.0-质量精细化与自动化管理 培训时间:1月10-11上海 1月12-13杭州 5月23-24上海 5月25-26苏州 7月4-5上海 7月6-7杭州 10月19-20上海 培训费用:3600元/人(含课酬费、资料费、茶歇、税费等) 培训对象:企业总经理、副总经理、质量总监、质量经理、质量主管、质量工程师、体系工程师、质量检验及控制、质量信息化建设等相关人员。 人力资源、销售、设计开发、工业工程、采购、生产、仓储物流、PMC等企业骨干。理相关丛业人员、欲从事采购职业人员。 课程背景 ◆工业4.0,这个源自德国的热词是“第四次工业革命”的简称。工业4.0将是智能生产通过信息物理系统的应用,打通所有生产环节的数据壁垒,无线网掌控一切。中国提出中国制造2025,在中国目前业销售、设计、采购、仓储物流、生产和质量管理面临前所未有的挑战。 ◆顺应这种竞争态势,质量4.0的核心将是质量管理走进战略职能。企业关注的重心不再是产品级的优化,那是质量3.0的使命,而是生态模式(Style)、应用模式(model)、产品与服务的结构,组织构筑什么样的业务流程能够支撑业务模式,以及需要什么样的能力结构可以有效支撑业务流程的高效运作。质量4.0是在新的竞争形态的驱动下,在前面三个阶段基础上的整合与进化。 ◆国内外掀起了多种质量管理体系:如全面质量管理、六西格玛、零缺陷、卓越绩效模式等,质量管理方法和手段日新月异,但对质量信息化程度不高,有些生产作业活动还依靠纸质版记录或流转单,应该要将质量信息自动转化为数据报表,直观展现质量趋势和改进之处。同时也可以在流程设计时规避人因错误的情况,彻底落实质量责任。 ◆质量管理一定要讲成本,精益化能够实现在最低成本基础上实现最佳质量,在日常质量管理中有效提升管理的效益,需要系统的精益化管理。 ◆在当下环境下,刘老师从业十二年质量管理工作经验,7年职业讲师质量管理培训经验,培训过众多企业及学员,从现在企业质量管理看,大部分企业质量管理都是质量部门的事情,刘老师的观点是:质量管理与各部门相关。我们特推出《质量4.0-质量精细化与自动化管理》课程。 课程收益 ◆学员领悟质量精细化管理应运用到各个部门,与各部门工作息息相关。 ◆本课程从质量组织设计与岗位职责、客户质量、产品质量设计、过程质量控制、仓储质量控制、外协质量控制、质量检验控制七方面进行进行精细化管理。 ◆透过质量新旧七大工具、TS五大工具、QCC品管圈、质量改善、质量成本和质量预防六方面内容,提升质量精细化与自动化管理水平。 ◆借助ISO9001质量管理体系改版升级机会,详细介绍标准谈到的成文信息管理不仅仅局限于书面质量记录,要更注重质量信息化系统及质量自动化建设。
质量记录管理程序
无锡忻润汽车安全系统有限公司 文件封面 文件编号: QP4202
无锡忻润汽车安全系统有限公司 1.目的 对质量记录进行控制和管理,以保证提供产品质量符合规定要求和质量体系有效运行的证据。 2.适用范围 适用于本公司质量体系运行和产品质量形成全过程的各种记录、图表、报告等所有的记录,包括来自供方及客户提供产品的质量记录。 3.参考 依据ISO/TS 16949:2009第:4.2.4。 4.定义 无 5.职责与权限 各职责单位按要求进行记录、收集、保管及销毁工作。 6.作业内容 6.1质量记录管理作业流程(附件一) 6.2需管制的质量记录的文件名称、记录单位、收集、保管单位及销毁单位详见质量记录保 存年限一览表(附录二)。 6.3 外来文件接收后,经接收单位填写“外来文件登记表”(1)后转保存单位,按内部作业进行。 6.4 质量记录的填写要求 6.4.1 质量记录的填写应使用钢笔、水笔、或圆珠笔,不可使用铅笔。 6.4.2 质量记录的填写者要签名,并注明日期,作成后交由部门主管审核。 6.4.3 质量记录的填写内容确实,完整,字迹清晰,清洁,能准确的识别。 6.4.4 质量记录不允许涂改, 如因笔误需要修改记录内容时可采用划改的方式更正,但要签名或盖章,并写明日期。 6.5 质量记录的收集/保管及销毁说明 6.5.1 按(附件二)规定相关权责单位对记录进行收集,每月对相关记录进行归档保存,归文件单位可以根据实际状况,按产品别或日期自行进行归档,归档后应在每月的数据上给以明确的注记,并作成“质量记录管理清单”(2),以方便查阅。 6.5.2 质量记录的保存应满足防潮、防蛀、防鼠等条件。
质量管理体系四大过程六大程序文件八大质量管理原则
IS09000质量管理体系四大过程六大程序文件八大质量管理原则 一、质量管理体系四大过程(PDCA): 1、资源管理过程(包括人,财、物、信息等) 2、管理职责过程(确定方针目标,组织结构,内部沟通,职责权限、内部评审) 3、产品实现过程(策划、销售、市场、设计和开发、采购、生产、检验与监测职能的实现) 4、测量、分析和改进。(针对企业关注的管理要点,对所获得的数据进行监视和分析,得出一个合理的分析报告,指明改进方向,实现改进。) 二、质量管理体系要求的六大程序文件如下: 1、文件控制程序(标准4.2.3条款的要求); 2、记录控制程序(标准4.2.4条款的要求); 3、内部审核控制程序(标准8.2.2条款的要求); 4、不合格品控制程序(标准8.3条款的要求); 5、纠正措施控制程序(标准8.5.2条款的要求); 6、预防措施控制程序(标准8.5.3条款的要求)。 注意,一个文件可以包括多个程序要求,同时,一个程序也可能形成多个文件。 三、八大质量管理原则: 1、以顾客为关注焦点: 组织依存于其顾客。因此组织应理解顾客当前和未来的需求,满足顾客并争取超越顾客期望。 2、领导作用: 领导者确立本组织统一的宗旨和方向。他们应该创造并保持使员工能充分参与实现组织目标的内部环境。 3、全员参与: 各级人员是组织之本,只有他们的充分参与,才能使他们的才干为组织获益。 4、过程方法:
将相关的活动和资源作为过程进行管理,可以更高效地得到期望的结果。 5、管理的系统方法: 识别、理解和管理作为体系的相互关联的过程,有助于组织实现其目标的效率和有效性。 6、持续改进: 组织总体业绩的持续改进应是组织的一个永恒的目标。 7、基于事实的决策方法: 有效决策是建立在数据和信息分析基础上。 8、互利的供方关系: 组织与其供方是相互依存的,互利的关系可增强双方创造价值的能力。
公司质量方针和质量目标(新版)
公司质量方针及2015年度质量目标 1目的 制定公司总的质量宗旨和方向,明确2015年度在质量方面所追求的主要目标,指导生产和质量各级机构有方向、有目标地开展质量活动。 2范围 本文件规定了公司的质量方针、目标和含义、计算方式,适用于2015年度(2015年01月01日至2015年12月31日)的质量目标管理。 3责任 总经理对质量目标的总体实现负责。 其他各部门负责遵照GMP要求、贯彻质量方针、落实质量目标。 人事部除上述责任外,还负责质量目标考核,每季度末向总经理报告质量目标考核结果,总经理应根据考核情况调整工作部署、调动相关资源,确保质量目标的实现。 4质量方针 以GMP为准绳,以全员参与为基础,以目标管理为手段,在质量管理体系的各个方面,努力建立和采用最有效率的方法,并持续改进,确保所生产的药品符合预定用途和注册要求。 52015年度质量目标 5.1 2015年度公司质量目标见表1。
表1 2014年度公司质量目标 5.2 各项目的含义及计算方式 (1)药品GMP再认证硬件准备 指针对药品GMP再认证,在厂房、设施、设备方面的整体实施计划、设计/选型方案、采购/施工/安装合同、施工/安装施工组织设计等方面所作的准备工作,不包括确认/验证计划/方案、风险评估报告。目标是达到按计划可以实施的状态。 (2)药品再注册完成率 是指公司目前所有注册产品按照《药品再注册管理办法》全部、按时完成再注册工作的比率。(3)药品补充申请和备案完成率 是指公司生产、质量活动中,涉及补充申请和备案的事项,除“药品再注册”外,其余项目按
照国家和省药监局的要求全部、及时完成。 (4)产品市场抽检合格率 是指公司在市场上销售的产品,经药监部门抽查的结果。 (5)物料药监抽查合格率 是指公司在库物料,经药监部门抽查的结果。 (6)药监监查关键缺陷数 是指各级药监部门每次对我公司各种监督检查,被判定为关键缺陷的数目。 (7)药监监查一般缺陷数 是指各级药监部门每次对我公司各种监督检查,被判定为一般缺陷的数目。 (8)产品内在质量缺陷投诉率 是指产品性状不符合顾客的需求,包括少药、漏药、内包装破损、异物、异味。产品内在质量缺陷投诉率的计算按公式1: 产品内在质量缺陷投诉率= 顾客投诉的各项内在质量缺陷批数 ×100% ……式1 放行销售的批数 (9)产品外在质量缺陷投诉率 是指产品外包装不符合顾客的需求,如缺件、外包装污损、外包装破损。产品外在质量缺陷投诉率的计算按公式2: 产品外在质量缺陷投诉率= 顾客投诉的各项外在质量缺陷批数 ×100% ……式2 放行销售的批数 (10)物料发放合格率 是指库存物料按生产指令的要求准确发放的比率。 (11)在库保管合格率 是指在库物料、产品(包括各种状态)符合管理要求的比率。
富士康各事业群介绍
富士康科技集团是专业从事电脑、通讯、消费电子、数位内容、汽车零组件、通路等6C产业的高新科技企业。 凭借扎根科技、专业制造和前瞻决策,自1974年在台湾肇基,特别是1988年在深圳地区建厂以来,富士康迅速发展壮大,拥有100余万员工及全球顶尖IT客户群,为全球最大的电子产业专业制造商。连续9年雄居大陆出口200强榜首;2011年跃居《财富》全球企业500强第60位。 深耕中国完善布局 富士康持续提升研发设计和工程技术服务能力,逐步建立起以中国大陆为中心,延伸发展至世界各地的国际化版图。 在珠三角地区,建成深圳、佛山、中山、东莞等科技园,深圳龙华科技园旗下3家企业连年进入深圳市企业营收前十强和纳税前十强,每年为深圳税收贡献超百亿元。园区正转型为产品技术研发中心、销售展示及人员训练中心、模具制造及技术研发中心、新材料及新能源研发中心、新设备及自动化制造研发中心、小量制造基地,力争成为深圳建设"国家创新型城市"的主力推手。 在长三角地区,布局昆山、杭州、上海、南京、淮安、嘉善、常熟等地,形成以精密连接器、无线通讯组件、网通设备机构件、半导体设备和软件技术开发等产业链及供应链聚合体系,助推区域产业结构优化和升级。 在环渤海地区,布局烟台、北京、廊坊、天津、秦皇岛、营口、沈阳等地,以无线通讯、消费电子、电脑组件、精密机床、自动化设备、环境科技、纳米科技等作为骨干产业,为区域经济发展输送科技与制造动能。 在中西部地区,投资太原、晋城、武汉、南宁、郑州、重庆和成都等地,重点发展精密模具、镁铝合金、汽车零部件、光机电模组等产品,积极配合“中部崛起”、“西部大开发”国家发展战略实施。 精进科技赢取先机 在持续增强精密模具、关键零组件、机电整合模组等产品既有技术优势的同时,富士康积极推动跨领域科技整合,在纳米科技、精密光学、环保照明、平面显示、自动化、热声磁、工业量测、半导体设备等领域均取得累累硕果。 富士康-清华纳米科技研究中心在碳纳米管可控生长和应用研究领域,持续取得开创性成果。集团自主开发的工业机器人“FOXBOT”,在全球业界赢得技术及制造上的后发优势。 富士康华南及华东检测中心,是ILAC国际实验室认可的合作组织,其中R&D验证、产品检测、仿真实验、材料实验等处于世界领先水平。 富士康积极打造“节能、减排、绿化、循环”绿色企业,厉行RoHS\WEEE等国际环保标准,自主研发LED节能灯、节能铝材、智能全热交换机等绿色产品,推动企业生产条件、生活环境和社会民生品质的持续改善。 富士康已建立起遍布亚、美、欧三大洲的专业研发网络,建立健全创新机制及知识产权管理平台,2010年,实现专利申请15500项,其中80%以上为发明类专利,连续6年名列大陆地区专利申请总量及发明专利申请量前三强。成为华人企业驰骋全球科技业的智权先锋。
富士康现场管理分析与改善提案
富士康现场管理分析与改善提案
郑州工业安全职业学院 毕业论文(设计) 题目富士康现场管理分析与改善提案 姓名王志玉 系别机电工程系 专业机电一体化 年级12-3 指导教师徐钦 2015年4月23日
郑州工业安全职业学院毕业论文 毕业论文(设计)成绩评定表
`
目录 摘要.................................................................................... . (Ⅱ) 1 绪论 (1) 1.1 公司简介 (1) 1.1.1公司概括 (1) 1.1.2我的富士康工作经历 (1) 1.2 研究的背景及意义 (1) 1.3 现场管理的目的和意义 (2) 1.3.1本文研究的内容和目的 (2) 2 现场管理的内容与方法 (3) 2.1 工作研究 (3) 2.1.1方法研究的内容 (3) 2.1.2流程程序分析 (4) 2.2 5W1H提问技术 (4) 2.2.1 ECRS优化原则 (4) 2.2.2 布置和经路分析 (5)
2.3 动作经济原则 (6) 3现场管理技巧 (7) 3.1 4M1E (7) 3.2 5S管理活动 (8) 3.3 八大浪费 (10) 4 郑州富士康科技集团表面二厂喷砂车间的优化设计 (12) 4.1 表面二厂喷砂车间主要问题分析和建议12 4.1.1 表面二厂喷砂车间布置物流的主要 问题 (12) 4.1.2提出改进方案的建议 (12) 4.2 表面二厂喷砂车间的流程优化 (13) 4.3 郑州富士康表面二厂车间的布置优化 . 14 5.表面二厂车间现场生产改善提案 (15) 5.1表面二厂车间现场状况 (15) 5.2 8S现场生产改善 (15) 5.3其他建议 (16) 参考文献 (17)
富士康(FOXCONN)的企业文化
富士康(FOXCONN)的企业文化 创立于1974年,富士康科技集团在总裁郭台铭先生的领导下,以前瞻性的眼光与自创颠覆电子代工服务领域的机光电垂直整合“eCMMS”商业模式,提供客户囊括共同设计(JDSM)、共同开发(JDVM)、全球运筹及售后服务等全球最具竞争力的一次购足整体解决方案。 富士康科技集团是全球3C(计算机、通讯、消费性电子)代工领域规模最大、成长最快、评价最高的国际集团,集团旗下公司不仅于亚洲及欧洲的证交所挂牌交易,更囊括当今捷克前三大出口商、大中华地区最大出口商、富比士及财富全球五百大企业,及全球3C代工服务领域龙头等头衔。 集团多年来致力于研发创新,以核心技术为中心,包括纳米技术、绿色制程技术、平面显示器技术、无线通讯技术、精密模具技术、服务器技术、光电、光通讯技术材料与应用技术及网络技术等。集团不仅具备完善的研发管理制度,更在智权管理上努力耕耘,积极地以提升华人之国际竞争力为己任。截至2005年底集团已在全世界共获超过15,300件专利,是惟一进入美国麻省理工学院的全球年度专利排行榜(MIT Technology Review) 前二十名的华人企业,也因此被美国《财富》杂志评为“全球最佳声望标竿电子企业”,
并成为全球惟一能在过去五年持续名列美国商业周刊(BusinessWeek)科技百强(IT100)前十名的公司! 富士康于1988年起投资中国大陆,是专业生产6C产品及半导体设备的高新科技集团。集团在中国大陆、台湾以及美洲、欧洲和日本等地拥有数十家子公司,在国内华南、华东、华北等地创建了八大科技工业园区。自1991年至今集团年均营业收入保持超过50%的复合增长率,是全球最大的计算机连接器和计算机准系统生产商,连续9年入选美国《商业周刊》发布的全球信息技术公司100大排行榜(2005、2006年排名第二),连续四年稳居中国内地企业出口200强第一名。2005年(第371位)、2006年(第206位)迅速跻身《财富》全球500强。多年来集团杰出的营运成绩和扎根大陆、深耕科技的投资策略,深为国家与地方领导肯定:胡锦涛、江泽民、吴邦国、温家宝、李瑞环、李长春、吴仪等国家领导人多次莅临集团视察,给集团“扎根中国,运筹全球”以巨力支持。 今天,富士康科技集团正处于从“制造的富士康”迈向“科技的富士康”的事业转型历程中,将重点发展纳米科技、热传技术、纳米级量测技术、无线网络技术、绿色环保制程技术、CAD/CAE技术、光学镀膜技术、超精密复合/纳米级加工技术、SMT技术、网络芯片设计技术等,建立集团在精密机械与模具、半导体、信息、液晶显示、无线通信与网络等产业领域的产品市场地位,进而成为光机电整合领域全球最重要的科技公司。
富士康装配二车间质量检验控制
自检、互检与巡检制度 1、目的:为了满足客户的质量要求,确保公司的声誉和提高产品 在市场上的占有率,并且提升全员的品质意识,形成制度化、规范化的管理,特制定本制度。 2、范围: 适用本公司所有的自检、互检(由各生产车间负责实施、技术 质量部、综管部监督)。 3、定义: 自检:自主检查。 互检:下工序检查上工序的产品质量。 4、职责: 操作员工:不生产不良品,不接收不良品,不流转不良品。 班组长:对本班组成员生产的产品进行抽查检验,发现问题及时督促整改;对班组成员的技能、意识等进行培训、督导。 检验员:生产线最终产品进行专业检验,确定流到下个车间的产品为合格品。 各工段长:负责贯彻实施此制度。 5、作业内容: 5.1:生产人员在生产加工前,需要检查产品所需的资料(如样板、图纸等),核对实物是否与要求相符合,若相符方可开始生产,若有异常,及时报告工段长或检验员。 5. 2:首件检验: 5.2.1:首件生产完毕,由生产人员进行自检,自检合格后,在首件上
签名并将其交与工段长或班组长复检,复检合格后签名。 5.3:自检 5.3.1:每个生产工序,生产操作者需对自己所生产的产品品质负责。 5.3.2生产操作者,对自己生产的产品品质经检查合格后,在产品隐蔽处或能模切掉的地方签名并注明时间,当工段长或班组长确认后,随批量一起流入下工序。 5.4互检: 5.4.1 下工序需对上工序产品进行检查,若发现不良品选出,并由检验员确认,记录在案后退回上道工序,由上道工序自行返修。发现一次奖励20---50元一次不等,奖金由上道工序操作工支付,并进行个人质量绩效考核,一次通告扣一分,个人月累计三分将作开除处理。 5.4 巡检: 5.4.1巡检在对每个工序进行巡查时,如确认生产操作者自检的样本符合要求,则对此抽查批量产品作放行处理。 5.4.2巡检在对每个工序进行巡查时,如确认生产操作者自检的样本不合格,立即通知停产改善,对不良品予以标示并隔离。 5.4.3巡检在对每个工序进行巡查时,如发现生产操作者未按规定执行自检,有权要求该操作工停产,若生产操作者不配合,根据公司管理条例进行严肃处理。 编制:吴三河审批:批准: