轴承振动标准

轴承振动标准
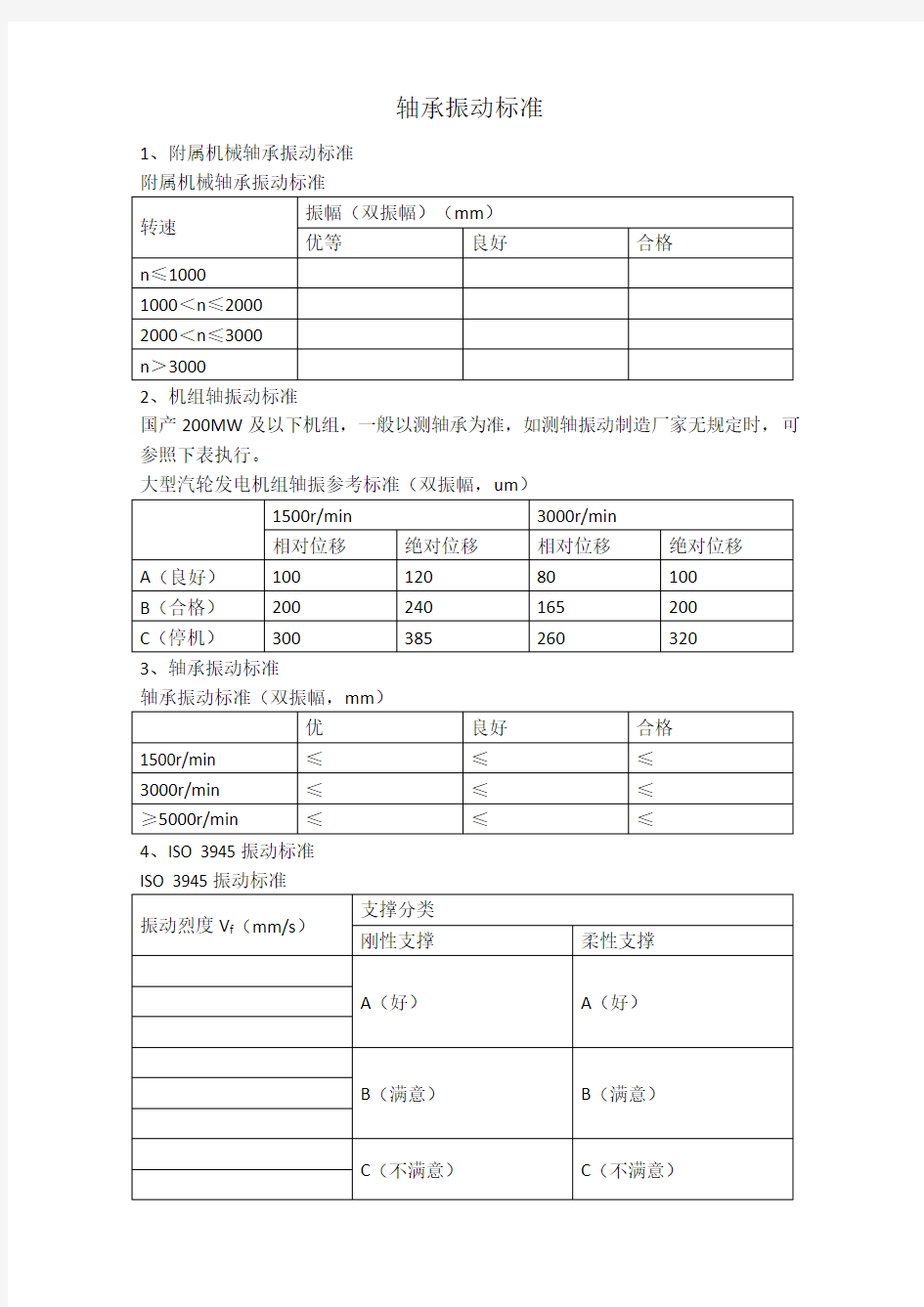
1、附属机械轴承振动标准
附属机械轴承振动标准
2、机组轴振动标准
国产200MW及以下机组,一般以测轴承为准,如测轴振动制造厂家无规定时,可参照下表执行。
大型汽轮发电机组轴振参考标准(双振幅,um)
3、轴承振动标准
轴承振动标准(双振幅,mm)
4、ISO 3945振动标准
振动烈度V f(mm/s)与振动位移峰峰值S p-p(mm)之间的换算关系
S p-p=2√2 V f/ω
其中角速度ω=2лf,f为频率。
当f=50Hz时,振动烈度与振动位移对应值见下表:
振动烈度与振动位移对应值
5、IEC振动标准(双振幅,um)
6、我国现行的汽轮机振动标准是如何规定的
1)汽轮机转速在1500r/min时,振动双振幅50um以下为良好,70um以下为合格;汽轮机转速在3000r/min时,振动双振幅25um以下为良好,50um以下为合格。2)标准还规定新装机组的轴承振动不宜大于30um。
3)标准规定的数值,适用于额定转速和任何负荷稳定工况。
4)标准对轴承的垂直、水平、轴向三个方向的振动测量进行了规定。在进行振动测量时,每次测量的位置都应保持一致,否则将会带来很大的测量误差。
5)在三个方向的任何一个方向的振动幅值超过了规定的数值,则认为该机组的振动状况是不合格的,应当采取措施来消除振动。
6)紧停措施还规定汽轮机运行中振动突然增加50um应立即打闸停机。同时还规定临界转速的振动最大不超过100um。
瓦振:即轴承座振动,简称轴承振动。它是以支承转子的轴承座振动的峰峰值(双振幅)为评定尺度。其评定标准以轴承座的垂直、水平、轴向三个方向的振动中最大数值为评定依据。轴振:转轴振动,转轴的径向振动。轴振分为相对振动和绝对振动,这是两种测量方式,用接触式传感器(如速度传感器)测量转轴相对于地面的振动为绝对振动,非接触式传感器(涡流探头)测量转轴相对于轴承座的振动为相对振动,或者用一个非接触式传感器和一个惯性式传感器组成的复合传感器测量转轴的绝对振动。对于瓦振、轴振都可以带保护,这因各厂要求不同而不同,一般情况是同一个瓦的一个瓦振信号和两个轴振信号3取2保护。
轴振:转轴振动瓦振:轴承振动瓦振由轴振引起
轴振和瓦振的差别可以反映出轴承座的刚度。
这样说吧
假象在没有轴承的情况下,汽轮机转子高速旋转,当受到任何一个激振力时,转子就会偏离原来的旋转中心,如果这个力不消失,那么偏离就会越来越大。
在有轴承的情况下,轴承油膜会给出一个与转子偏离反向相反的力来阻止转子偏离,转子的偏离就会减小。
好多书上讲包括大家学的都是轴振是瓦振的3~5倍,其实只是个数据的总结,不存在任何线性关系。
振动受到很多方面的影响。
对,没有绝对线性关系
轴振不一定在下边测,是用电涡流位移传感器安装在轴瓦上测的轴和轴瓦的相对位移振动
瓦振一般用压电加速度传感器,测轴瓦的绝对振动。一般来说总是转子的振动通过轴传给瓦的,所以轴振大才瓦振大,但因为有油膜的关系,轴振大瓦振不一定大,除非外来的激励或者瓦产生共振使瓦振比轴振大。
还有个问题就是瓦振的单位一般用速度的,单位不一样就没法比了
轴振动指大轴相对轴瓦振动位置值,瓦振动指轴承座振动位移绝对值轴振动是非接触式测量,使用电涡流传感器检测;
瓦振动是动圈式传感器测量
轴振一般装在上轴瓦或上轴承盖上,分垂直左右45度方向各一
瓦振动是垂直方向一只。
滚动轴承的振动机理与信号特征
滚动轴承的振动机理与信号特征 滚动轴承的振动可由外部振源引起,也可由轴承本身的结构特点及缺陷引起。此外,润滑剂在轴承运转时产生的流体动力也可以是振动(噪声)源。上述振源施加于轴承零件及附近的结构件上时都会激励起振动。 一、滚动轴承振动的基本参数 1.滚动轴承的典型结构 滚动轴承的典型结构如图1所示,它由内圈、外圈、滚动体和保持架四部分组成。 图1 滚动轴承的典型结构 图示滚动轴承的几何参数主要有: 轴承节径D:轴承滚动体中心所在的圆的直径 滚动体直径d:滚动体的平均直径 内圈滚道半径r1:内圈滚道的平均半径 外圈滚道半径r2:外圈滚道的平均半径 接触角α:滚动体受力方向与内外滚道垂直线的夹角 滚动体个数Z:滚珠或滚珠的数目 2.滚动轴承的特征频率 为分析轴承各部运动参数,先做如下假设:
(1)滚道与滚动体之间无相对滑动; (2)承受径向、轴向载荷时各部分无变形; (3)内圈滚道回转频率为fi; (4)外圈滚道回转频率为fO; (5)保持架回转频率(即滚动体公转频率为fc)。 参见图1,则滚动轴承工作时各点的转动速度如下: 内滑道上一点的速度为:V i=2πr1f i=πf i(D-dcosa) 外滑道上一点的速度为:V O=2πr2f O=πf O(D+dcosa) 保持架上一点的速度为:V c=1/2(V i+V O)=πf c D 由此可得保持架的旋转频率(即滚动体的公转频率)为: 从固定在保持架上的动坐标系来看,滚动体与内圈作无滑动滚动,它的回转频率之比与d/2r1成反比。由此可得滚动体相对于保持架的回转频率(即滚动体的自转频率,滚动体通过内滚道或外滚道的频率)fbc 根据滚动轴承的实际工作情况,定义滚动轴承内、外圈的相对转动频率为 一般情况下,滚动轴承外圈固定,内圈旋转,即: 同时考虑到滚动轴承有Z个滚动体,则滚动轴承的特征频率如下:滚动体在外圈滚道上的通过频率zfoc为:
轴承振动标准
轴承振动标准 1、附属机械轴承振动标准 附属机械轴承振动标准 转速 振幅(双振幅)(mm) 优等良好合格 n≤10000.050.070.10 1000<n≤20000.040.060.08 2000<n≤30000.030.040.05 n>30000.020.030.04 2、机组轴振动标准 国产200MW及以下机组,一般以测轴承为准,如测轴振动制造厂家无规定时,可参照下表执行。 大型汽轮发电机组轴振参考标准(双振幅,um) 1500r/min3000r/min 相对位移绝对位移相对位移绝对位移 A(良好)10012080100 B(合格)200240165200 C(停机)300385260320 3、轴承振动标准 轴承振动标准(双振幅,mm) 优良好合格 1500r/min≤0.03≤0.05≤0.07 3000r/min≤0.02≤0.025≤0.05 ≥5000r/min≤0.01≤0.025≤0.05 4、ISO3945振动标准 ISO3945振动标准 振动烈度V f (mm/s) 支撑分类 刚性支撑柔性支撑 0.45 A(好)A(好) 0.71 1.12 1.8 B(满意)B(满意)2.8 4.5 7.1 C(不满意)C(不满意)11.2
18D(立即停机) D(立即停机) 284571 振动烈度V f (mm/s)与振动位移峰峰值S p-p (mm)之间的换算关系 S p-p =2√2V f /ω 其中角速度ω=2лf,f 为频率。 当f=50Hz 时,振动烈度与振动位移对应值见下表: 振动烈度与振动位移对应值 V f (mm/s)0.450.71 1.12 1.8 2.8 4.57.111.218.028.045.071.0S p-p (um) 4 6.3 10 16 25 40.6 63 100 162 250 406 630 5、IEC 振动标准(双振幅,um) IEC 振动标准 转速(r/min)10001500180030003600060007200轴承振动7550402521126轴振动 150 100 80 50 42 24 12 6、我国现行的汽轮机振动标准是如何规定的? 1)汽轮机转速在1500r/min 时,振动双振幅50um 以下为良好,70um 以下为合格;汽轮机转速在3000r/min 时,振动双振幅25um 以下为良好,50um 以下为合格。2)标准还规定新装机组的轴承振动不宜大于30um。3)标准规定的数值,适用于额定转速和任何负荷稳定工况。 4)标准对轴承的垂直、水平、轴向三个方向的振动测量进行了规定。在进行振动测量时,每次测量的位置都应保持一致,否则将会带来很大的测量误差。5)在三个方向的任何一个方向的振动幅值超过了规定的数值,则认为该机组的振动状况是不合格的,应当采取措施来消除振动。 6)紧停措施还规定汽轮机运行中振动突然增加50um 应立即打闸停机。同时还规定临界转速的振动最大不超过100um。
判断轴承的振动和温度判断轴承损坏方法
判断轴承的振动和温度判断轴承损坏方法 轴承的振动和温度判断轴承损坏的标准如下: 一、轴承的振动 轴承振动对轴承的损伤很敏感,例如剥落、压痕、锈蚀、裂纹、磨损等都会在轴承振动测量中反映出来,所以,通过采用特殊的轴承振动测量器(频率分析器等)可测量出振动的大小,通过频率分不可推断出异常的具体情况。测得的数值因轴承的使用条件或传感器安装位置等而不同,因此需要事先对每台机器的测量值进行分析比较后确定判断标准。 二、轴承的温度 轴承的温度,一般有轴承室外面的温度就可推测出来,如果利用油孔能直接测量轴承外圈温度,则更位合适。 通常,轴承的温度随着轴承运转开始慢慢上升,1-2小时后达到稳定状态。轴承的正常温度因机器的热容量,散热量,转速及负载而不同。如果润滑、安装部合适,则轴承温都会急骤上升,会出现异常高温,这时必须停止运转,采取必要的防范措施。 使用热感器可以随时监测轴承的工作温度,并实现温度超过规定值时自动报警或停止防止燃轴事故发生。 用高温经常表示轴承已处于异常情况。高温也有害于轴承的润滑剂。有时轴承过热可归诸于轴承的润滑剂。若轴承在超过125℃的温度长期连转会降低轴承寿命。引起高温轴承的原因包括:润滑不足或过分润滑,润滑剂。内含有杂质,负载过大,轴承损环,间隙不足,及油封产生的高磨擦等等。 因此连续性的监测轴承温度是有必要的,无论是量测轴承本身或其它重要的零件。如果是在运转条件不变的情况下,任何的温度改变可表示已发生故障。 轴承温度的定期量测可藉助于温度计,例如skf数字型温度计,可精确的测轴承温度并依℃或华氏温度定单位显示。 重要性的轴承,意谓当其损坏时,会造成设备的停机,因此这类轴承最好应加装温度探测器。 正常情况下,轴承在刚润滑或再润滑过后会有自然的温度上升并且持续一或二天。
电动机振动标准
1毫米=1000μm(微米)=100丝 一毫米等于100丝啊辅机振动是用转速分类的,一般1500转以上的不大于5丝,1500到1000转的不大于8.25丝,750到1000转的不大于10丝,750转以下的不大于12.5丝。大致如此。 振动的范围是由各厂自己定还是有国标?生产厂家应该是根据国标来做的吧,可是我们厂的标准为什么和二楼的不同呢?我厂的是30005;15008.5;100010;75012 3000rpm的转机振动不超过6丝,0.05mm=50微米 1500rpm的转机振动不超过10丝,0.085mm=85微米 1000rpm的转机振动不超过13丝,0.100mm=100微米 750rpm的转机振动不超过16丝。0.12mm=120微米 我厂的是7500rpm,40um.3000rpm,50um.1500rpm,85um.1000rpm,100um.小于750rpm,120um. 振动的测量一般测量其振动的峰峰值(即是振动的位移量),单位mm(或者是um,1mm=1000um=100丝) 一般,我们编写电厂运行和检修规程时,设备振动标准目前抄自“中华人民共和国电力行业标准DL5011-92《电力建设施工及验收技术规范(汽轮机组篇)》(1992-06-23发布 1993-10-01实 施)。 1)水泵和一般附属机械见第9.2.13条的表9.2.13“附属机械轴承振动(双振幅)标准”
2)汽轮机发电机组: 9.9.3 汽轮机从开始冲动转子至达到额定转速,一般应按下列规定执行: (8)汽轮机在启动过程中如发生异常振动,以及大型机组低于一阶临界转速时轴承双振幅振动值超过0.04mm时,应立即紧急停机,进行连续盘车,测量大轴晃动的变化,并找出原因,禁止 降速暖机。 (9)汽轮发电机组通过临界转速时应平稳迅速,各轴承的振动值应符合制造厂规定,一般双振 幅不应超过0.10mm,不得任意硬闯临界转速。 (10)汽轮机稳定在额定转速时,各轴承的振动值不得超过制造厂的规定,主轴承的双振幅值应不大于0.03mm;如机组具备符合要求的测轴颈振动装置,则应以轴振为准,引进型机组的轴振值应不大于制造厂的规定(一般为0.125mm报警,0.254mm跳闸),其它国产机组制造厂无规定时,可参照附录N执行,由于各轴承刚度不一样,各轴承振动与轴振无一定比例关系。 9.9.6 汽轮机超速试验应按下列规定执行: (9)严密监视汽轮机转速及各轴承的振动,当任一轴承的振动值较正常运行值突增0.03mm以上 时,应立即紧急停机。 9.9.7 汽轮机组试运行时存在下列情况之一者不得进行超速试验: (2)在额定转速下任一轴承的振动异常时; 9.12.4 汽轮发电机组在带负荷运行时,机组的振动值应符合下列要求: (1)额定转速为3000 r/min的汽轮发电机组,在带负荷试运行时,各主轴承或轴的双振幅振动 值可按本篇第9.9.3条的有关规定执行; (2)发电机和励磁机轴承的轴向振动以不大于0.05mm为宜,超过此值时应研究处理。
滚动轴承的振动信号特征分析报告
南昌航空大学实验报告 课程名称:数字信号处理 实验名称:滚动轴承的振动信号特征分析实验时间: 2013年5月14日 班级: 100421 学号: 10042134 姓名:吴涌涛 成绩:
滚动轴承的振动信号特征分析 一、实验目的 利用《数字信号处理》课程中学习的序列运算、周期信号知识、DFT 知识,对给定的正常轴承数据、内圈故障轴承数据、外圈故障轴承数据、滚珠故障轴承数据进行时域特征或频域特征提取和分析,找出能区分四种状态(滚动轴承的外圈故障、内圈故障、滚珠故障和正常状态)的特征。 二、实验原理 振动机理分析:机械在运动时,由于旋转件的不平衡、负载的不均匀、结构刚度的各向异性、间隙、润滑不良、支撑松动等因素,总是伴随着各种振动。 振动的幅值、频率和相位是振动的三个基本参数,称为振动三要素。 幅值:幅值是振动强度的标志,它可以用峰值、有效值、平均值等方法来表示。 频率:不同的频率成分反映系统内不同的振源。通过频谱分析可以确定主要频率成分及其幅值大小,从而寻找振源,采取相应的措施。 相位:振动信号的相位信息十分重要,如利用相位关系确定共振点、测量振型、旋转件动平衡、有源振动控制、降噪等。对于复杂振动的波形分析,各谐波的相位关系是不可缺少的。 在振动测量时,应合理选择测量参数,如振动位移是研究强度和变形的重要依据;振动加速度与作用力或载荷成正比,是研究动力强度和疲劳的重要依据;振动速度决定了噪声的高低,人对机械振动的敏感程度在很大频率范围内是由速度决定的。速度又与能量和功率有关,并决定动量的大小。 提取振动信号的幅域、时域、频域、时频域特征,根据特征进行故
障有无、故障类型和故障程度三个层次的判断。 三、 实验内容 Step1、使用importdata ()函数导入振动数据。 Step2、把大量数据分割成周期为单元的数据,分割方法为: 设振动信号为{x k }(k =1,2,3,…,n )采样频率为f s ,传动轴的转动速率为V r 。 采样间隔为: 1 s t f ?= (1) 旋转频率为: 60 r r V f = (2) 传动轴的转动周期为: 1 r T f = (3) 由式(1)和(3)可推出振动信号一个周期内采样点数N : 1 1s r r s f f T N t f f = ==? (4) 由式(2)可得到传动轴的转动基频f r =29.95Hz ,再由式(3)可得到一个周期内采样点数N=400.67,取N =400。 Step3、提取振动信号的特征,分析方法包括: 1、时域统计分析指标(波形指标(Shape Factor)、峰值指标(Crest Factor)、脉冲指标(Impulse Factor)、裕度指标(Clearance Factor)、峭度指标(KurtosisValue) )等,相关计算公式如下: (1)波形指标: P f X WK X = (5) 其中,P X 为峰值,X 为均值。p X 计算公式如下:
电机震动标准
第一章、电动机维护检修规范 1、电动机完好标准 1.1零部件质量 1.1.1外壳完整,无明显缺陷,表面油漆色调一致,铭牌清晰。 1.1.2润滑油脂质量符合要求,油量适当,不漏油。 1.1.3电动机内部无积灰和油污,风道畅通。 1.1.4外壳防护能力或防爆性能良好,既符合电动机出厂标准,又符合周围环境的要求。 1.1.5定转子绕组及铁芯无老化、变色和松动现象,槽楔、端部垫块及绑线齐全紧固。 1.1.6定转子间的间隙符合要求。 1.1.7风扇叶片齐全,角度适合,固定牢固。 1.1.8外壳有良好而明显的接地(接零)线。 1.1.9各部件的螺栓、螺母齐全紧固,正规合适。 1.1.10埋入式温度计齐全,接线完整,测温表计指示正确。 1.1.1l起动装置好用,性能符合电动机要求。 1.1.12通风系统完整,防锈漆无脱落,风道不漏风,风过滤器、风冷却器性能良好,风机运行正常。1.1.13励磁装置运行稳定可靠,直流电压、电流能满足电动机要求。 1.1.14操作盘油漆完好,部件齐全,接线正规,标示明显。 1.1.15保护、测量、信号、操作装置齐全,指示正确,动作灵活可靠。 1.1.16电动机基础完整无缺。 1.1.17 电源线路接线正确牢固,相序标志分明,电缆外皮有良好的接地(接零)线。
1.2运行状况 1.2.1在额定电压下运行,能达到铭牌数据要求,各部位温升不超过表1所列允许值。 表1 电动机的最高允许温升(环境温度为40~C时) ℃ 绝缘等级 A级绝缘 E级绝缘 B级绝缘 F级绝缘 H级绝缘 测量方法温度计法电阻法温度计法电阻法温度计法电阻法温度计法电阻法温度计法电阻法 与绕组接触的铁芯及其他部件 60 —— 75 —— 80 —— 100 —— 125 —— 集电环或整流子 60 —— 70 —— 80 —— 90 —— 100 —— 滑动轴承 40 —— 40 —— 40 —— 40 —— 40 —— 滚动轴承 55 —— 55 —— 55 —— 55 —— 55 —— 电动机绕组 50 60 65 75 70 80 85 100 105 125 1.2.2电动机的振动值(两倍振幅值),一般应不大于表2的规定。对于Y系列电动机,空载振动、速度的有效值应不超过表3所列数据。 表2电动机的允许振动值 转速,r/min 3000 2000 1500 1000 750及以下 两倍振幅值,mm 表3 Y系列电动机空载振动、速度允许值 安装方式弹性刚性 轴中心高H,mm 56≤H≤132 132≤H≤225 225≤H≤400 400≤H≤630 转数n,r/min 600≤n≤1800 1800 1 轴承座振动 转子质量不平衡引起的振动在现场发生的风机轴承振动中,属于转子质量不平衡的振动占多数。造成转子质量不平衡的原因主要有:叶轮磨损(主要是叶片)不均匀或腐蚀;叶片表面有不均匀积灰或附着物(如铁锈) ;机翼中空叶片或其他部位空腔粘灰;主轴局部高温使轴弯曲;叶轮检修后未找平衡;叶轮强度不足造成叶轮开裂或局部变形;叶轮上零件松动或连接件不紧固。转子不平衡引起的振动的特征:①振动值以水平方向为最大,而轴向很小,并且轴承座承力轴承处振动大于推力轴承处;②振幅随转数升高而增大;③振动频率与转速频率相等;④振动稳定性比较好,对负荷变化不敏感;⑤空心叶片内部粘灰或个别零件未焊牢而位移时,测量的相位角值不稳定,其振动频率为30%~50% 工作转速。 动静部分之间碰摩引起的振动如集流器出口与叶轮进口碰摩、叶轮与机壳碰摩、主轴与密封装臵之间碰摩。其振动特征:振动不稳定;振动是自激振动与转速无关;摩擦严重时会发生反向涡动; 滚动轴承异常引起的振动 轴承装配不良的振动如果轴颈或轴肩台加工不良,轴颈弯曲,轴承安装倾斜,轴承内圈装配后造成与轴心线不重合,使轴承每转一圈产生一次交变的轴向力作用,滚动轴承的固定圆螺母松动造成局部振动。其振动特征为:振动值以轴向为最大;振动频率与旋转频率相等。 滚动轴承表面损坏的振动滚动轴承由于制造质量差、润滑不良、异物进入、与轴承箱的间隙不合标准等,会出现磨损、锈蚀、脱皮剥落、碎裂而造成损坏后,滚珠相互撞击而产生的高频冲击振动将传给轴承座,把加速度传感器放在轴承座上,即可监测到高频冲击振动信号。这种振动稳定性很差,与负荷无关,振动的振幅在水平、垂直、轴向三个方向均有可能最大,振动的精密诊断要借助频谱分析,运用频谱分析可以准确判断轴承损坏的准确位臵和损坏程度,抓住振动监测就可以判断出绝大多数故障,再辅以声音、温度、磨耗金属的监测,以及定期测定轴承间隙,就可在早期预查出滚动轴承的一切缺陷。 | 轴承座基础刚度不够引起的振动 基础灌浆不良,地脚螺栓松动,垫片松动,机座连接不牢固,都将引起剧烈的强迫共振现象。这种振动的特征:①有问题的地脚螺栓处的轴承座的振动最大,且以径向分量最大;②振动频率为转速的1、3、5、7等奇数倍频率组合,其中3倍的分量值最高为其频域特征。 联轴器异常引起的振动 联轴器安装不正,风机和电机轴不同心,风机与电机轴在找正时,未考虑运行时轴向位移的补偿量,这些都会引起风机、电机振动。其振动特征为:①振动为不定性的,随负荷变化剧烈,空转时轻,满载时大,振动稳定性较好;②轴心偏差越大,振动越大;③电机单独运行,振动消失;④如果径向振动大则为两轴心线平行,轴向振动大则为两轴心线相交# 振动电机: 振动电机是在转子轴两端各安装一组可调偏心块,利用轴及偏心块高速旋转产生的离心力得到激振力。振动电机振动频率范围大,只有激振动力与功率配合得当才能降低机械噪音。振动电机有按起动与运行方式分类、按运转速度分类等六种分类。 电动机振动标准: 1毫米=1000μm(微米)=100丝 电动机振动是用转速分类的,一般,1500转以上的不大于5丝,1500到1000转的不大于8.25丝,750到1000转的不大于10丝,750转以下的不大于12.5丝。 3000rpm的转机振动不超过5丝,0.05mm=50微米 1500rpm的转机振动不超过8.5丝,0.085mm=85微米 1000rpm的转机振动不超过10丝,0.100mm=100微米 750rpm的转机振动不超过12丝。0.12mm=120微米 转速(r/min)优等良好合格 转速≤1000 0.05 0.07 0.10 1000<转速≤2000 0.04 0.06 0.08 2000<转速≤3000 0.03 0.04 0.05 转速>3000 0.02 0.03 0.04 使用维护: 调整: 振动电机每端出轴均有一个固定偏心块和一个可调偏心块,调节 可调偏心块和固定偏心块之间的夹角可改变激振力的大小。出厂时可调偏心块和固定偏心块之间的夹角为0度,这时的激振力为振动电机的额定激振力F,不同夹角时的激振力: 要特别注意,调整激振力时,要将振动电机两端出轴上的可调偏心块向同一个方向调整为相同的角度。 激振力的调整步骤 ⒈拆除防护罩。 ⒉旋松外侧偏心块加紧螺栓。 ⒊两侧偏心块应同方向转动,使轴上刻线对准偏心块上激振力示值线至需要的激振力值处,并检查两端是否为相同的角度。 激振调节: 振动电机出厂时激振力均调至80%,需海运时(出口)激振力调至0%。使用时按下列步骤进行调节: 卧式振动电机: ⑴、放松防护罩紧固螺钉,拆下两端防护罩; ⑵、激振力小于MV50-2; ⑶激振力大于或等于MV50-2,MV50-4,MV50-6,MV30-8的振动电机(包含此四种规格),外偏心块为固定块,用键固定在转轴上,不能转动。内偏心块为可调块,外表面装有标明最大激振力百分数的标尺,使用紧固螺栓压紧在电机转轴上。旋松两侧内偏心块压紧螺栓,两侧内偏心块同向转动,使内偏心块上的激振力标尺刻线对准外偏心块上的开缝,调至所需激振力,拧紧内 轴承振动标准文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968) 轴承振动标准 1、附属机械轴承振动标准 附属机械轴承振动标准 2、机组轴振动标准 国产200MW及以下机组,一般以测轴承为准,如测轴振动制造厂家无规定时,可参照下表执行。 大型汽轮发电机组轴振参考标准(双振幅,um) 3、轴承振动标准 轴承振动标准(双振幅,mm) 4、ISO 3945振动标准 ISO 3945振动标准 振动烈度V f (mm/s )与振动位移峰峰值S p-p (mm )之间的换算关系 S p-p =2√2 V f /ω 其中角速度ω=2лf ,f 为频率。 当f =50Hz 时,振动烈度与振动位移对应值见下表: 振动烈度与振动位移对应值 5、IEC 振动标准(双振幅,um ) IEC 振动标准 6、我国现行的汽轮机振动标准是如何规定的 1)汽轮机转速在1500r/min 时,振动双振幅50um 以下为良好,70um 以下为合格;汽轮机转速在3000r/min 时,振动双振幅25um 以下为良好,50um 以下为合格。 2)标准还规定新装机组的轴承振动不宜大于30um 。 3)标准规定的数值,适用于额定转速和任何负荷稳定工况。 4)标准对轴承的垂直、水平、轴向三个方向的振动测量进行了规定。在进行振动测量时,每次测量的位置都应保持一致,否则将会带来很大的测量误差。 5)在三个方向的任何一个方向的振动幅值超过了规定的数值,则认为该机组的振动状况是不合格的,应当采取措施来消除振动。 6)紧停措施还规定汽轮机运行中振动突然增加50um 应立即打闸停机。同时还规定临界转速的振动最大不超过100um 。 电机轴承常见7种异常声音的分析与解决 交流电机轴承声音异常的分析与解决 1、连续蜂鸣声“嗡嗡……” 原因分析: 电机无负荷运转是发出类似蜂鸣一样的声音,且电动机发生轴向异常振动,开或关机时有“嗡”声音 具体特点: 多发润滑状态不好,冬天且两端用球轴承的电机多发,主要是轴调心性能不好时,轴向振动影响下产生的一种不稳定的振动 解决方法 A、用润滑性能好的油脂 B、提高马达轴承座钢性 C、选用径向游隙小的轴承 D、加预负荷,减少安装误差 E、加强轴承的调心性 注:第五点起到根本改善的作用,采用02小沟曲率,01大沟曲率。 2、保持器声“唏利唏利……” 原因分析: 由保持器与滚动体振动、冲撞产生,不管润滑脂种类如何都可能产生,承受力矩、负荷或径向游隙大的时候更容易产生 解决方法: A、提高保持器精度 B、降低力矩负荷,减少安装误差 C、选用好的油脂 D、选用游隙小的轴承或对轴承施加预负荷 3、高频、振动声“哒哒…...” 具体特点: 声音频率随轴承转速而变化,零件表面波纹度是引起噪音的主要原因。 解决方法: A、改善轴承滚道表面加工质量,降低波纹度幅值 B、减少碰伤 C、修正游隙预紧力和配合,检查自由端轴承的运转,改善轴与轴承座的精度安装方法 4、杂质音 原因分析: 由轴承或油脂的清洁度引起,发出一种不规则的异常音 具体特点: 声音偶有偶无,时大时小没有规则,在高速电机上多发 解决方法: A、选用好的油脂 B、加强轴承的密封性能 C、提高注脂前清洁度 D、提高安装环境的清洁度 5、漆锈 原因分析: 由于电机轴承机壳漆油后干,挥发出来的化学成分腐蚀轴承的端面、外沟及沟道,使沟道被腐蚀后发生的异常音 具体特点: 被腐蚀后轴承表面生锈比第一面更严重 解决方法: A、把转子、机壳、晾干或烘干后装配 B、降低电机温度 C、用适应的油脂,脂油引起锈蚀少,硅油、矿油最易引起 D、改善电机轴承放置的环境温度 E、采用真空浸漆工艺 电机滚动轴承的故障分析判断方法 轴承在机械中主要是起支撑及减少摩擦的作用,因此轴承的精度、噪声等都直接关系到机械的使用及寿命。转动轴承在设备中的应用非常广泛,转动轴承状态好坏直接影响旋转设备的运行状态,尤其在连续性大型生产企业,大量应用于大型旋转设备重要部位。因此实际生产中作好转动轴承状态监测与故障诊断是搞好设备维修与治理的重要环节。我们经过长期实践与摸索,积累了一些转动轴承实际故障诊断的实用技巧。本文将主要对转动轴承常见的故障诊断并做出分析。 一、转动轴承故障诊断的方式及要点 转动轴承的早期故障是滚子和滚道剥落、凹坑、破裂、腐蚀和杂物嵌进。产生的原因包括搬运粗心,安装不当、不对中、轴承倾斜、轴承选型不正确、润滑不足或密封失效、负载分歧适以及制造缺陷。根据经验,对转动轴承进行状态监测和故障诊断的实用方法是振动分析。振动分析对于转动轴承的诊断是将由加速度传感器获得的加速度信号,经过1kHz的高通滤波器往除低频信号后,对其进行包络处理,将调制信号移至低频,最后进行频谱分析,以便找出信号的特征频率。 根据转动轴承的结构特点、使用条件不同,它所引起的振动是频率在1kHz以上,数千赫乃至数十千赫的高频振动(固有振动),通常情况下是同时包含了上述两种振动成分。因此检测转动轴承振动速度和加速度信号时应同时覆盖或分别覆盖上述两个频带,必要时可以采用滤波器取出需要的频率成分。考虑到转动轴承多用于中小型机械,其结构通常比较轻薄,因此传感器的尺寸和重量都应尽可能地小,以免对被测对象造成影响,改变其振动频率和振幅大小。 转动轴承的振动属于高频振动,对于高频振动的丈量,传感器的固定采用手持式方法显然分歧适,一般也不推荐磁性座固定,建议采用钢制螺栓固定,这样不仅谐振频率高,可以满足要求,而且定点性也好,对于衰减较大的高频振动,可以避免每次丈量的偏差,使数据具有可比性。 实用中需留意选择测点的位置和采集方法。要想真实正确反映转动轴承振动状态,必须留意采集的信号要正确真实,因此要在离轴承最近的地方安排测点,在电机自由端一般有后风扇罩,其测点选择在风扇罩固定螺丝处有较好监测效果。另外必须留意对振动信号进行多次采集和分析、综合进行比较,才能得到正确结论。 1转动轴承故障的频谱和波形特征 (1)径向振动在轴承故障特征频率及其低倍频处有波峰,若有多个同类型故障(内滚道、外滚道等),则在故障特征频率的低倍频处有较大的峰值; (2)内滚道故障特征频率有边带,边带间隔为l倍频的倍数; (3)转动体特征频率处的边带,边带间隔为保持架故障特征频率; (4)在加速度频谱的中高区域若有峰群忽然生出,表明有疲惫故障; (5)径向诊断时域波形有垂直复冲击迹象(有轴向负载时,轴向振动波形与径向相同,或者其波峰系数大于5,表明故障产生了高频冲击现象)。 2转动轴承的故障诊断方法 转动轴承的振动信号分析故障诊断方法分为简易诊断和精密诊断两种。简易诊断的目的是初步判定被列为诊断对象的转动轴承是否出现了故障;精密诊断的目的是要判定在简易诊断中被以为是出现故障轴承的故障种别及原因。由于转动轴承自身的特点,一旦损坏普通维修很难修复,大多采用更换的维修方式进行处理;而精密诊断的主要作用是理论研究和在特 Detecting rolling element bearing faults with vibration analysis https://www.wendangku.net/doc/9d8753376.html, https://www.wendangku.net/doc/9d8753376.html, Detecting rolling element bearing faults is the highest priority for most vibration analysts. Detecting the fault at the earliest opportunity should be the priority, however in reality most analysts do not detect the fault in the first or even the second stage of failure. This article is going to help you to detect faults at stage one so that you can truly be in control of your maintenance program. In this article I will describe the four stages of bearing failure and how to understand and successfully utilize the airborne ultrasound, Shock Pulse, Spike Energy, PeakVue, enveloping/demodulation, time waveform analysis and spectral analysis methods. I will also explain why you should not rely on trending overall level readings. Reducing bearing faults No article of this nature can be complete without a discussion of the reasons why bearings fail in the first place. Your first priority should be to minimize the causes of bearing failure. If you can do that successfully, then you will not need to rely on the vibration analysis techniques as much. That is not to say that I want to put vibration analyst’s out of work, or that you should even consider downsizing your vibration monitoring program (because there will always be bearing failures and other mechanical faults) – the point is that the path to equipment reliability does not begin with vibration analysis. The fact is that if you properly purchase, transport, store, install, and lubricate your bearings, and you operate machines that are balanced, aligned and operating well away from natural frequencies, your bearings will last longer. You may not have control over many of these factors, but if you are involved in vibration analysis then there are two things you can definitely do: look for the presence of conditions that will cause bearings to have a reduced life, and perform root cause analysis when you detect bearing damage. I opened this article by pointing out that the detection of rolling element bearing faults is the highest priority for most vibration analysts. The sad truth is that for too many analysts it is the only priority. Unbalance, misalignment, soft foot, and resonance often have a much lower priority. Although these faults conditions appear first on most wall charts, they can be the trickiest to diagnose. Phase analysis is a powerful, yet 轴承振动标准 轴承振动标准 1附属机械轴承振动标准 2、机组轴振动标准 国产200MW及以下机组,一般以测轴承为准,如测轴振动制造厂家无规定时,可参照下表执行。 大型汽轮发电机组轴振参考标准(双振幅,um) 3、轴承振动标准 轴承振动标准(双振幅,mm) 4、ISO 3945振动标准 ISO 3945振动标准 S P-P = 2“2 V f/ 3 其中角速度2畀f,f为频率。 当f = 50Hz时,振动烈度与振动位移对应值见下表 振动烈度与振动位移对应值 5、IEC振动标准(双振幅,um) IEC振动标准 6、我国现行的汽轮机振动标准就是如何规定的? 1)汽轮机转速在1500r/min时,振动双振幅50um以下为良好,70um以下为合格;汽 轮机转速在3000r/min时,振动双振幅25um以下为良好,50um以下为合格。 2)标准还规定新装机组的轴承振动不宜大于30um 3)标准规定的数值,适用于额定转速与任何负荷稳定工况。 4)标准对轴承的垂直、水平、轴向三个方向的振动测量进行了规定。在进行振动测量时,每次测量的位置都应保持一致,否则将会带来很大的测量误差。 5)在三个方向的任何一个方向的振动幅值超过了规定的数值,则认为该机组的振 动状况就是不合格的,应当采取措施来消除振动。 6)紧停措施还规定汽轮机运行中振动突然增加50um应立即打闸停机。同时还规定临界转速的振动最大不超过100um 瓦振:即轴承座振动,简称轴承振动。它就是以支承转子的轴承座振动的峰峰值(双振幅)为评定尺度。其评定标准以轴承座的垂直、水平、轴向三个方向的振动中最大数值为评定依据。轴振:转轴振动,转轴的径向 振动。轴振分为相对振动与绝对振动,这就是两种测量方式,用接触式传感器(如速度传感器)测量转轴相对于地面的振动为绝对振动,非接触式传感器(涡流探头)测量转轴相对于轴承座的振动为相对振动,或者用一个非接触式传感器与一个惯性式传感器组成的复合传感器测量转轴的绝对振动。对于瓦振、轴振都可以带保护,这因各厂要求不同而不同, 轴承振动标准 讲义: 一.轴承振动的原理 二.影响静音轴承的原因 三.车间生产如何控制(注意哪些细节) 前言 随着高科技的发展,机械产品越来越向精密延伸。轴承行业也在逐步地革新换代,同时用户对轴承的使用也越来越向“静音”高要求。于是静音轴承成为了行业商场上的“紧俏品”,也成为了同行竞争的分档线。 一、轴承振动的原理 我们知道轴承的结构主要由4大件组成:内外圈、保持架、钢球,加上润滑剂就是5大件了。在轴承运转的过程中,这几大件相互之间形成的摩擦副有:外圈与保持架、内圈与保持架、滚动体与保持架、内、外圈与滚动体,结构是封闭式的摩擦副还存在密封圈(或防尘盖)与内外圈、油脂与机械物质等的摩擦。以上这些摩擦副最终形成了轴承运转时发出的声音,这种本能固有的声音行业上称做轴承的“基础噪音”。测振时这种声音一般表现的比较平稳、轻微、柔和,这与我们攻关的低噪音有所不同。轴承运转的过程中,由于轴承滚道工作面、滚动体、润滑不良等缺陷的影响,在加速度测振仪上,这些缺陷经过传感器而产生的振动脉冲更大地激起轴承本身固有频率振动,从而产生出人耳听起来不舒服的异常音。 下面我讲一下影响低噪音轴承的因素。 二、影响静音轴承的因素 1.产品结构的影响 从最近几年轴承结构的不断更新来看,以消除噪音为目的来改进产品结构的还不少,比如:内外滚道的优化设计、宽边保持架的采用、钢球的球形偏差改进等等。实际拆套中发现钢球往往有“猫眼”的,其实是保持架结构不合理导致。我计算过6308、6309、6311目前所用的保持架结构,6309、6311的在实际受力的情况下比理论受力结构变形量增大了()mm,这样运转时钢球必然撞击保持架,则易产生磨痕,影响低噪音控制。 2.零件缺陷的影响 (1). 钢球缺陷的影响 在轴承几大件中,钢球对成品轴承的振动影响最大。钢球的球形偏差及表面磕碰伤直接影响成品轴承的振动,因此严格控制钢球的球形偏差及表面磕碰伤,能够降低轴承的低频振动。目前钢球厂家在钢球的加工过程中提高研磨盘的加工质量,控制研磨盘的沟形偏差,并选用优质精研液,以降低钢球表面粗糙度。钢球的表面质量在测振仪上声音放大器一般表现为“嚓嚓沙沙”的锯齿音,在BVT型测振仪上比较明显,同时拆套后会发现钢球表面有划伤、麻点等缺陷,经打硬度此类钢球硬度一般都低于62.5HRC。实验表明如果钢球硬度在63.9HRC的没有锯齿音,钢球硬度在62.9HRC的锯齿音会减少40%,硬度在61.4HRC时一定有锯齿音。在测振时,钢球缺陷在S0910型上波形一般表现为幅值很大的尖峰脉冲,在BVT型声音一般为“嗡 转动设备常见振动故障频谱特征及案例分析 一、不平衡 转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,它是旋转机械最常见的故障。结构设计不合理,制造和安装误差,材质不均匀造成的质量偏心,以及转子运行过程中由于腐蚀、结垢、交变应力作用等造成的零部件局部损坏、脱落等,都会使转子在转动过程中受到旋转离心力的作用,发生异常振动。 转子不平衡的主要振动特征: 1、振动方向以径向为主,悬臂式转子不平衡可能会表现出轴向振动; 2、波形为典型的正弦波; 3、振动频率为工频,水平与垂直方向振动的相位差接近90度。 案例:某装置泵轴承箱靠联轴器侧振动烈度水平13.2 mm/s,垂直11.8mm /s,轴向12.0 mm/s。各方向振动都为工频成分,水平、垂直波形为正弦波,水平振动频谱如图1所示,水平振动波形如图2所示。再对水平和垂直振动进行双通道相位差测量,显示相位差接近90度。诊断为不平衡故障,并且不平衡很可能出现在联轴器部位。 解体检查未见零部件的明显磨损,但联轴器经检测存在质量偏心,动平衡操作时对联轴器相应部位进行打磨校正后振动降至2.4 mm/s。 二、不对中 转子不对中包括轴系不对中和轴承不对中两种情况。轴系不对中是指转子联接后各转子的轴线不在同一条直线上。轴承不对中是指轴颈在轴承中偏斜,轴颈与轴承孔轴线相互不平行。通常所讲不对中多指轴系不对中。 不对中的振动特征: 1、最大振动往往在不对中联轴器两侧的轴承上,振动值随负荷的增大而增 高; 2、平行不对中主要引起径向振动,振动频率为2倍工频,同时也存在工频和多倍频,但以工频和2倍工频为主; 3、平行不对中在联轴节两端径向振动的相位差接近180度; 4、角度不对中时,轴向振动较大,振动频率为工频,联轴器两端轴向振动相位差接近180度。 案例:某卧式高速泵振动达16.0 mm/s,由振动频谱图(图3)可以看出,50 Hz(电机工频)及其2倍频幅值显著,且2倍频振幅明显高于工频,初步判定为不对中故障。再测量泵轴承箱与电机轴承座对应部位的相位差,发现接近180度。 解体检查发现联轴器有2根联接螺栓断裂,高速轴上部径向轴瓦有金属脱落现象,轴瓦间隙偏大;高速轴止推面磨损,推力瓦及惰性轴轴瓦的间隙偏大。检修更换高速轴轴瓦、惰性轴轴瓦及联轴器联接螺栓后,振动降到A区。 三、松动 机械存在松动时,极小的不平衡或不对中都会导致很大的振动。通常有三种类型的机械松动,第一种类型的松动是指机器的底座、台板和基础存在结构松动,或水泥灌浆不实以及结构或基础的变形,此类松动表现出的振动频谱主要为1x。第二种类型的松动主要是由于机器底座固定螺栓的松动或轴承座出现裂纹引起,其振动频谱除1X外,还存在相当大的2X分量,有时还激发出1/2X和3X振动 一、数控机床滚动轴承的特点与故障 在数控机床上主轴轴承常用滚动轴承和滑动轴承。滚动轴承摩擦阻力小,可以预紧,润滑维护简单,能在一定转速范围和载荷变动范围下稳定的运动。数控机床最常用的滑动轴承是静压滑动轴承。静压滑动轴承的油膜压强是由液压缸从外界供给的,与主轴的转速无关。它的刚度大,回转精度高。但静压轴承需要一套液压装置,成本较高,一般用于重型或高精度数控机床。滚动轴承由专业化工厂生产,选购维修方便。数控主轴组件在可能的条件下,尽量使用滚动轴承。特别是大多数立式主轴和主轴装在套简内能够作轴向移动的主轴,用滚动轴承可以用润滑脂润滑避免漏油。在数控机床上使用的滚动轴承主要有:球轴承,滚珠轴承,圆锥滚子轴承三大类。箱式直线轴承 滚动轴承的损伤和破坏形式主要有:磨损、疲劳、断裂、腐蚀、压痕和胶合。可将这六种失效形式归类成三种类型的故障:表面皱裂、表面剥落和轴承烧损。 1 表面皱裂是由于轴承使用时间较长,磨损后滚动面全周慢慢劣化的异常形态。此时轴承的振动与正常轴承振动具有相同的特点。唯一区别是此时振动幅度变大了。 2 表面剥落是由疲劳、裂纹、压痕、胶合等失效形式造成滚动面的异常形态。它们所引起的振动为冲击振动,振动信号中含有轴承的传输振动和轴承构件的固有振动。可以通过查找这些固有振动中是否出现某一构件运行特征频率来判断轴承的故障。 3 烧损是由于轴承润滑状态恶化等原因造成的。在到达烧伤程度的过程中,轴承的振动值急速增大。润滑不良,载荷过大,冲击载荷,和转速过高是造成滚动轴承故障的主要原因。其中润滑不良是主要原因。数控机床由于本身的结构特点和切削工艺特点,其轴承受到的损坏也与普通机床不太一样。在数控机床中,数控机床主轴的转动速度和进给轴的进给速度都是受数控系统的监控,很少出现转速过高的现象,所以转速过高不会成为数控机床轴承的故障原因。数控机床的轴承一般采用强制润滑和油脂封入润滑,使用强制润滑的轴承不存在润滑不良的问题:采用油脂封入式润滑的轴承,才会因没有得到定期的保养而产生润滑不良的问题。因此,润滑不良的原因也不是数控机床轴承故障最主要原因。在加工中,数控机床可能会出现由于切削用量过大而产生的轴承所受载荷过大的现象。以及刀具以高速切入工件,造成对主轴轴承的瞬间冲击载荷的现象也是经常发生的。经过上面的分析,我们可以得到这样的结论,载荷过大,冲击载荷和润滑不良是造成数控机床轴承故障的主要原因。由此而产生的故障主要是表面剥落和烧损。这两者中发生概率最大的就是表面剥落。 如前所述,表面剥落的故障判断可以通过查找由故障产生的冲击振动中是否出现了某一构件运行特征频率。滚动轴承有四个组成构件,内环、外环、滚动体及保持架。其故障也都是这四个构件的损伤及破坏引起的,包括:内滚道故障,外滚道故障,滚动体故障,保持架碰外环故障和保持架碰内环故障。据统计在滚动轴承的故障中,90%的故障来自于外环和内环故障。 二、滚动轴承的振动按产生机理 滚动轴承的振动按产生机理又分为三种类型: 1 轴承结构的固有振动。包括将内环看作是弹性体而引起的固有振动:将外环看作是刚性体而引起的固有振动:将滚动体看作刚体而引起的固有振动。 2 强迫振动。由轴承零件制造或装配误差而引起的振动。如:内外环波纹度、滚动体直径差等制造误差。 3 冲击振动。内外环或滚动体表面上存在划痕、毛刺、锈斑、点蚀、剥落、凹坑等缺陷,或有灰尘,润滑,油污等情况存在时,会激励起轴承脉冲型振动,振动的周期与转速成反比。振幅和与缺陷的尺寸大风机振动原因分析
电机振动标准
轴承振动标准
电机轴承常见7种异常声音的分析与解决
电机滚动轴承的故障分析判断方法
滚动轴承故障振动分析
轴承振动标准
滚动轴承振动原理
转动设备常见振动故障频谱特征及案例分析
滚动轴承振动机理
- 机器振动特征分析(2)轴承
- 滚动轴承内部速度与振动特征频率
- 轴承振动特征分析共72页文档
- 轴承振动特征分析含轴承故障特征频率的特点及计算共72页
- 轴承振动特征分析[专业知识]
- 轴承振动特征分析演示课件
- 滚动轴承振动信号的特征提取方法研究
- 轴承振动特征分析
- 旋转机械振动分析案例PPT课件
- 机器振动特征分析(3)齿轮
- 风机振动原因分析
- 振动分析及动平衡知识
- 滚动轴承的振动信号特征分析报告(DOC)
- 机器振动特征分析(1)
- 滚动轴承的振动信号特征分析报告
- 轴承振动特征分析(精选)
- 滚动轴承振动信号特性分析
- 滚动轴承的振动机理与信号特征
- 轴承振动特征分析含轴承故障特征频率特点及计算共70页
- 轴承振动特征分析 ppt课件