同轴多电机同步控制
浅谈同轴多电机同步控制
在数控系统中,有时采用多台电机联动虚拟为一个坐标轴,来驱动机床坐标的运动。最常用的多电机驱动为同步(Synchronous)运动的形式,比如,要求两台以相同的速度和位移运动的电机带动齿轮与齿条啮合作为一个坐标轴运动,这样的坐标轴被称为“同步轴”。同步技术被广泛应用在数控技术中,比如大跨距龙门机床的龙门直线移动、大型三坐标测量机的双柱直线移动,为保持运动的均匀,都需要两个电机同步驱动。
一、同步控制系统
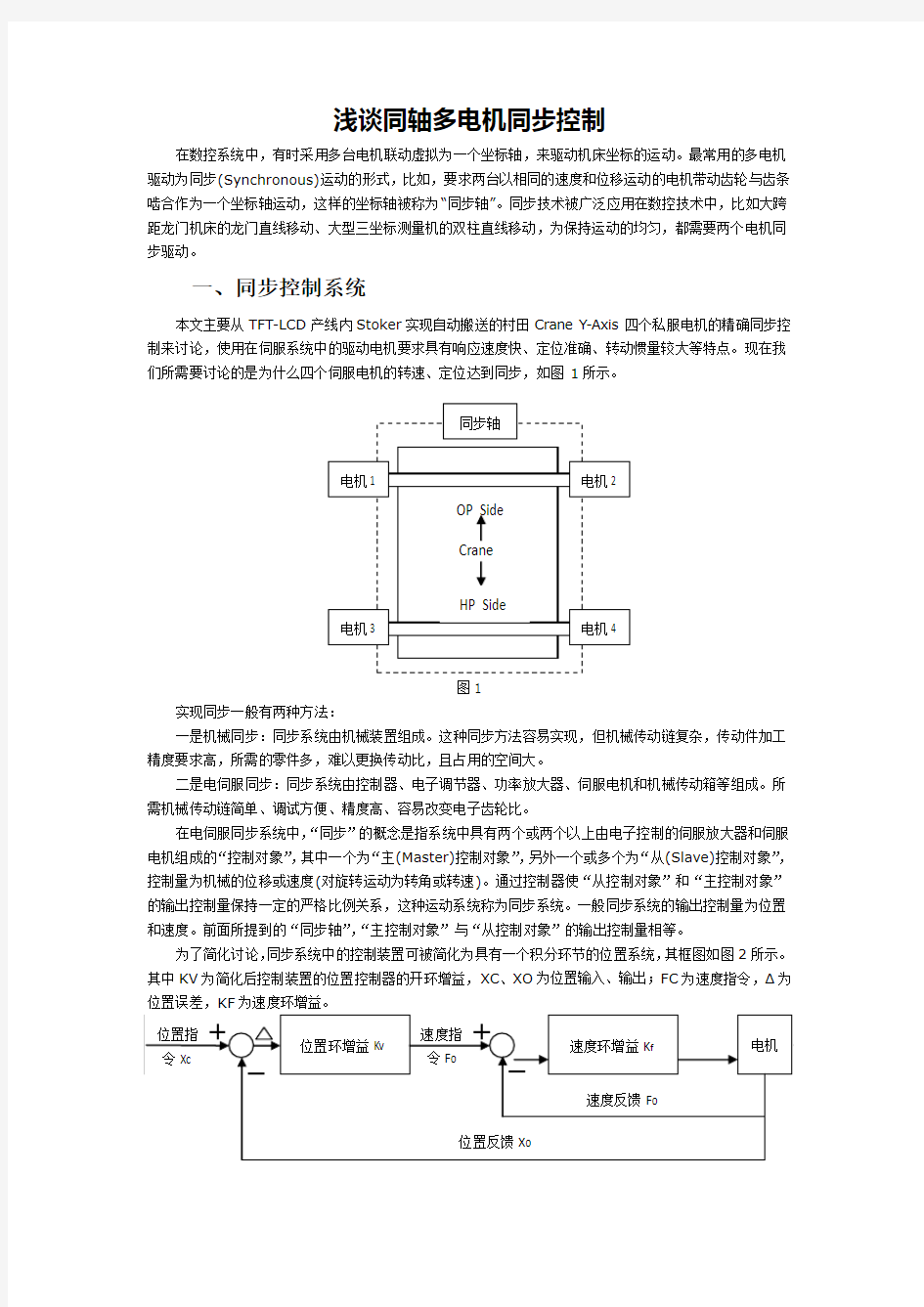
本文主要从TFT-LCD产线内Stoker实现自动搬送的村田Crane Y-Axis四个私服电机的精确同步控制来讨论,使用在伺服系统中的驱动电机要求具有响应速度快、定位准确、转动惯量较大等特点。现在我们所需要讨论的是为什么四个伺服电机的转速、定位达到同步,如图1所示。
图1
实现同步一般有两种方法:
一是机械同步:同步系统由机械装置组成。这种同步方法容易实现,但机械传动链复杂,传动件加工精度要求高,所需的零件多,难以更换传动比,且占用的空间大。
二是电伺服同步:同步系统由控制器、电子调节器、功率放大器、伺服电机和机械传动箱等组成。所需机械传动链简单、调试方便、精度高、容易改变电子齿轮比。
在电伺服同步系统中,“同步”的概念是指系统中具有两个或两个以上由电子控制的伺服放大器和伺服电机组成的“控制对象”,其中一个为“主(Master)控制对象”,另外一个或多个为“从(Slave)控制对象”,控制量为机械的位移或速度(对旋转运动为转角或转速)。通过控制器使“从控制对象”和“主控制对象”的输出控制量保持一定的严格比例关系,这种运动系统称为同步系统。一般同步系统的输出控制量为位置和速度。前面所提到的“同步轴”,“主控制对象”与“从控制对象”的输出控制量相等。
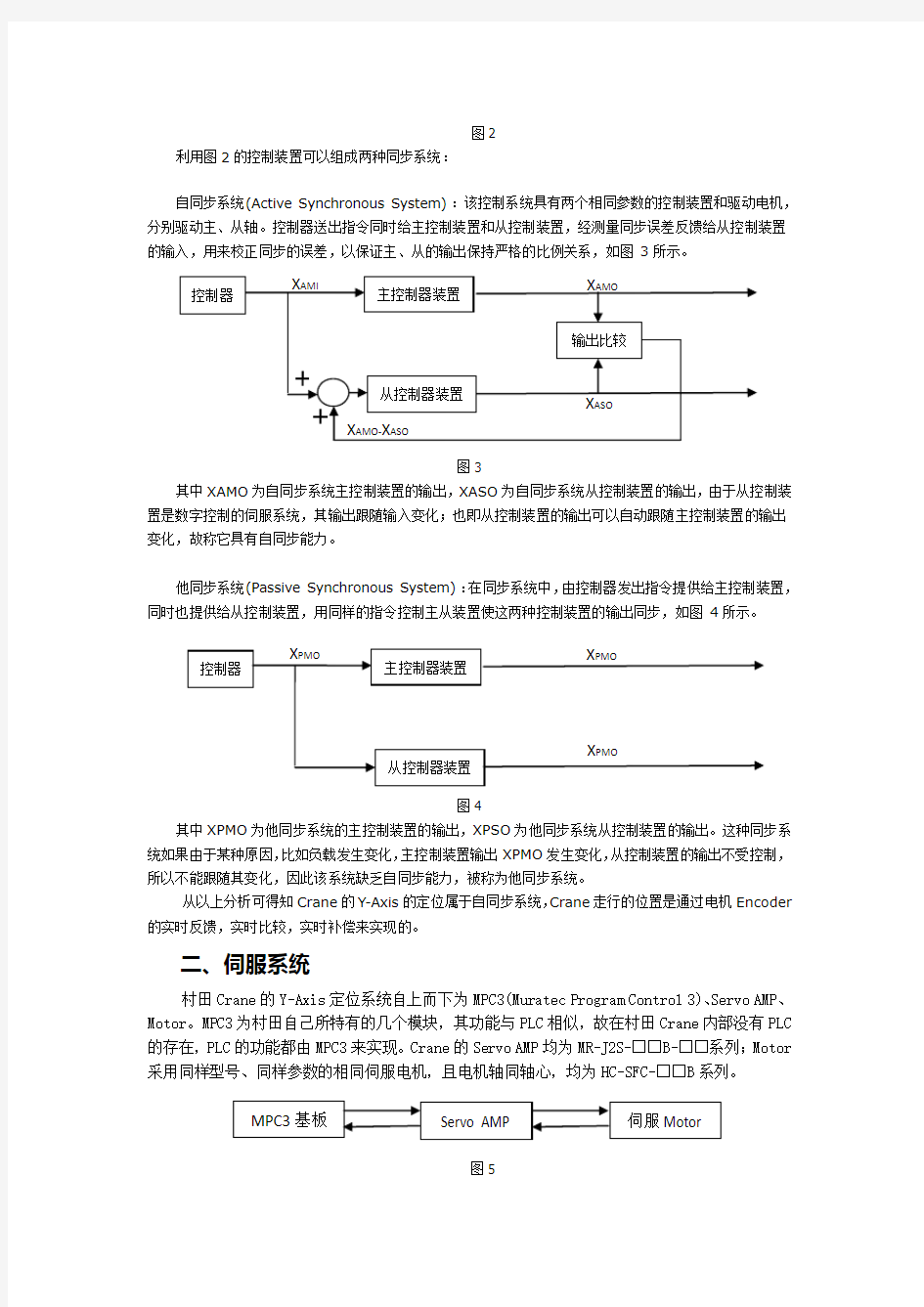
为了简化讨论,同步系统中的控制装置可被简化为具有一个积分环节的位置系统,其框图如图2所示。其中KV为简化后控制装置的位置控制器的开环增益,XC、XO为位置输入、输出;FC为速度指令,Δ为位置误差,KF为速度环增益。
图2
利用图2的控制装置可以组成两种同步系统:
自同步系统(Active Synchronous System):该控制系统具有两个相同参数的控制装置和驱动电机,分别驱动主、从轴。控制器送出指令同时给主控制装置和从控制装置,经测量同步误差反馈给从控制装置的输入,用来校正同步的误差,以保证主、从的输出保持严格的比例关系,如图3所示。
图3
其中XAMO为自同步系统主控制装置的输出,XASO为自同步系统从控制装置的输出,由于从控制装置是数字控制的伺服系统,其输出跟随输入变化;也即从控制装置的输出可以自动跟随主控制装置的输出变化,故称它具有自同步能力。
他同步系统(Passive Synchronous System):在同步系统中,由控制器发出指令提供给主控制装置,同时也提供给从控制装置,用同样的指令控制主从装置使这两种控制装置的输出同步,如图4所示。
图4
其中XPMO为他同步系统的主控制装置的输出,XPSO为他同步系统从控制装置的输出。这种同步系统如果由于某种原因,比如负载发生变化,主控制装置输出XPMO发生变化,从控制装置的输出不受控制,所以不能跟随其变化,因此该系统缺乏自同步能力,被称为他同步系统。
从以上分析可得知Crane的Y-Axis的定位属于自同步系统,Crane走行的位置是通过电机Encoder 的实时反馈,实时比较,实时补偿来实现的。
二、伺服系统
村田Crane的Y-Axis定位系统自上而下为MPC3(Muratec Program Control 3)、Servo AMP、Motor。MPC3为村田自己所特有的几个模块,其功能与PLC相似,故在村田Crane内部没有PLC 的存在,PLC的功能都由MPC3来实现。Crane的Servo AMP均为MR-J2S-□□B-□□系列;Motor 采用同样型号、同样参数的相同伺服电机,且电机轴同轴心,均为HC-SFC-□□B系列。
图5
Crane 的Y-Axis 的OP 侧和HP 侧各有两个Servo 电机,分别使用四个电机实现两个刚性连接。为了实现同步,采用了电机的主从控制,主从传动则是在所有电机中确定一台为主令电机,其他各电机均跟随主令相应动作,即从电机的输入脉冲都与主令电机的输出频率相关,同步传动实质上是一个频率跟踪系统。
主电机控制电路 从电机控制电路
图6
如图6所示,Al 是主电机控制系统,S1为输入控制信号,Fl 是反馈信号。根据控制理论Fl 应随S1变化
而变化,当Sl 等于Fl 时,整个系统或者停止,或者处于匀速状态。如果将主电机驱动系统的反馈信号Fl 作为从电机系统的输入信号, A2是从电机控制系统,S2是输入控制系统,F2为反馈信号。E2=Fl -F2,如果E2随系统的运动不断地增加或减少,表明Fl 与F2没有很好地吻合,这就不能称之为刚性连接方式下的主从控制。
图7 主从电机工作原理
三、SSCENT
Muratec Crane 伺服控制主要有MPC3的SSCNET 基板来实现,因为在整个伺服系统之中并不存在伺服的运动控制器,而伺服系统中运动控制器的功能都被集成到MPC3 SSCNET 基板之中。
在运动控制器之中采用高速串行通讯设置伺服电机同步或绝对系统,运动CPU (MPC3 SSCNET 基板)能够通过三菱伺服系统控制网络SSCNET (Servo System Controller Network )与伺服放大器连接,可以在运动控制器里收集伺服数据,修改伺服参数,试运行和监控伺服放大器,以实现高速高精度定位,单个运动控制器可以控制多轴的伺服放大器,SSCNET 使多轴的同步、插补等高级定位功能发挥得淋漓尽致,而且SSCNET 的对电机实行的是位置死循环控制和转矩死循环控制。
控制器和伺服放大器完全同步时序如图8:
图8
SSCENT 能够相位延迟补偿,它能够补偿相位延迟时间(编码器反馈数据延迟时间+
滞留脉冲延迟
时间),在SSCNET中所有的时钟信号是同步的,所以这个延迟时间是固定。SSCENT会自动计算延迟时间,实现自动补偿。
在MR-J2S伺服系统之中还自带同步编码器跟踪功能、振动抑制控制功能(自适应滤波器)、鲁棒扰动补偿功能等,这些功能能够让系统更加精确的定位。
综上所述,Crane要实现四个轴的同步控制的步骤可简单概括为:
1.MPC3基板(SSCENT基板)将需要到达的位置计算成为相应的脉冲数给四个轴的Servo AMP,Servo AMP在将相应的脉冲给各个轴的伺服电机。其中一个电机为主(Master)控制对象,其余三个为从(Slave)控制对象。
2.电机在接受到脉冲之后,开始相应的转与脉冲数相当的转数,同时电机的Encoder实时将电机的转数回馈给Servo AMP,Servo AMP在给MPC3,SSCENT基板来实时计算偏差(主控对象与从控对象之间的差值,以及当前位置与目的地之间的差值),同时实时补偿。
3.鉴于SSCENT对电机实行的是位置死循环控制和转矩死循环控制,且系统是一个自同步系统,所以整个系统在精确到达目的地前,系统将不停的反馈、计算、补偿。
用于多电机同步控制的角位移传感器设计
用于多电机同步控制的角位移传感器设计 Design of rotate displacement sensor used to multi-drive synchronization system 奚小网1,陆 荣1,高 波2 XI Xiao-wang1, LU Rong1, GAO Bo2 (1. 无锡职业技术学院 机电技术学院,无锡 214121;2. 中国船舶科学研究中心,无锡 214082) 摘 要:本文介绍了一种可用于多电动机同步控制系统的角位移传感器。它采用导电塑料电位器为敏感元件,电位器滑动转轴与质量块固定,将传感器转角的变化转换成电阻的变化并通过测量转 换电路改变输出电压,输入变频器控制多电机同步运行。详细分析了传感器的结构、特点和 测量转换电路。实验表明输出电压与角位移变化呈线性关系。 关键词:角位移传感器;多电机同步,变频,运算放大器 中图分类号:TP274 文献标识码:A 文章编号:1009-0134(2011)8(上)-0045-04 Doi: 10.3969/j.issn.1009-0134.2011.8(上).13 0 引言 角度和角位移的测量在现代工业生产中广泛应用,主要采用电阻式、电感式、电容式、光栅式、磁阻式等角度和角位移传感器[1]。在多电机同步控制系统中角位移传感器也有应用,但传统的角位移测量仪,因结构等方面的缺陷,影响了其使用寿命和可靠性。利用导电塑料薄膜电位器作为敏感元件,设计了一种新型角位移传感器,用于多电机同步运行控制,具有无接触式、结构简单、小巧轻便、线性好、控制精度高等特点,既提高了控制的可靠性和分辨率,又简化了装配工艺,降低了成本。 1 多电机同步控制原理 在造纸、纺织印染、轧钢等生产设备中,由于具有多点传动的要求,电动机的数量通常较多,对系统的调速控制也提出了更高的要求。在调速方式上,由于变频调速具有可靠性高、使用维护方便等特点,因此这些设备一般采用变频器传动交流异步电动机的调速方式[2]。在工艺上,通常要求这些传动电动机之间能够实现同步运行(例如造纸、纺织印染设备)或按照一定的牵伸比(线速度比)运行(例如轧钢机、化纤后处理设备)。如常用的印染后整理设备有显色皂洗机、退煮漂联合机、热风烘燥机、丝光联合机等,这些设备的传动电机较多。工作时,布卷从设备进口进入,经过多电动机传动后,在出口处再次形成布卷。显然,为防止布匹在加工过程中跑偏、起皱并保证一定的张力,要求多个电动机保持同步运行,即实现多单元同步传动。 图1为三单元同步控制系统框图。图中VF1为主令电动机变频器,VF2、VF3为轧车2以及轧车3的传动电机变频器。VF1的运行速度信号来自主控单元的主令给定,当主令信号确定后,整机的运 行速度就确定了。 图1 三单元同步控制系统示意图 本系统中,为保证轧车2、轧车3与轧车1的同步运行,变频器VF2、VF3 的速度由主令信号和同步检测装置共同给定。由图1可见,同步检测装置中的电位器接±5V直流电源,当电位器处于中间位置时,给定信号为0V。同步检测信号输入变频器辅助模拟量输入端后,可通过设定变频器内部参数得到如下速度控制信号: 收稿日期:2011-03-10 基金项目:江苏省高等教育人才培养模式创新实验基地项目资助(2008-47) 作者简介:奚小网(1967 -),男,江苏无锡人,副教授,工学硕士,研究方向为电工技术、功能材料及应用等。
多电机速度同步控制
多电机速度同步控制 在传统的传动系统中,要保证多个执行元件间速度的一定关系,其中包括保证其间的速度同步或具有一定的速比,常采用机械传动刚性联接装置来实现。但有时若多个执行元件间的机械传动装置较大,执行元件间的距离较远时,就只得考虑采用独立控制的非刚性联接传动方法。下面以两个例子分别介绍利用PLC和变频器实现两个电机间速度同步和保持速度间一定速比的控制方法。 薄膜吹塑及印刷机组的主要功能是,利用挤出吹塑的方法进行塑料薄膜的加工,然后经过凹版印刷机实现对薄膜的印刷,印刷工艺根据要求不同可以采用单面单色、单面多色、双面单色或双面多色等方法。在整个机组中,有多个电机的速度需要进行控制,如挤出主驱动电机、薄膜拉伸牵引电机、印刷电机以及成品卷绕电机等。电机间的速度有一定的关系,如:挤出主电机的速度由生产量要求确定,但该速度确定之后,根据薄膜厚度,相应的牵引速度也就确定,因此挤出速度和牵引速度之间有一确定的关系;同时,多组印刷胶辘必须保证同步,印刷电机和牵引电机速度也必须保持同步,否则,将影响薄膜的质量、印刷效果以及生产的连续性;卷绕电机的速度受印刷速度的限制,作相应变化,以保证经过印刷的薄膜能以恒定的张力进行卷绕。 在上述机组的传动系统中,多组印刷胶辘的同步驱动可利用刚性的机械轴联接,整个印刷胶辘的驱动由一台电机驱动,这样就保证了它们之间的同步。印刷电机的速度必须保证与牵引电机的速度同步,否则,在此两道工艺之间薄膜会出现过紧或过松的现象,影响印刷质量和生产的连续性。但是印刷生置与牵引装置相距甚远,无法采用机械刚性联接的方法。为实现牵引与印刷间的同步控制,牵引电机和印刷电机各采用变频器进行调速,再用PLC对两台变频器直接控制。 牵引电机和印刷电机采用变频调速,其控制框图如图1所示。在这个闭环控制中,以牵引辘的速度为目标,由印刷电机变频器调节印刷辘速度来跟踪牵引辘的速度。利用旋转编码器1和旋转编码器2分别采集上述两个电机的脉冲信号(编码器位置参见图3),并送到PLC的高速计数口或接在CPU的IR00000~IR00003。以这两个速度信号数据为输入量,进行比例积分(PI)控制算法,运算结果作为输出信号送PLC的模拟量模块,以控制印刷电机的变频器。这样,就可以保证印刷速度跟踪牵引速度的变化而发生变化,使两个速度保持同步。
PLC电机控制要点
电气控制系统设计(自动化14级) 电机闭环控制设计 学生姓名王武江 学号 14137227 系别机械与电气工程学院 专业班级自动化141 指导教师鲁志康 填写日期2017/11/10
目录 目录 (32) 1.PLC简介 (33) 1.1PLC特点 (1) 1.2 PLC的功能与应用 (3) 2.EV1000系列通用变频器 (4) 2.1变频器安装 (4) 2.2 概述 (7) 2.3主回路输入输出端子 (9) 2.4控制回路配置及配线 (10) 2.5基本运行参数 (13) 3.PLC梯形图 (16) 3.1电机正反转控制: (16) 3.2转速测量: (497) 4.触摸屏界面控制 (507) 4.1 工作界面: (508) 4.2 参数设置界面: (20) 5.个人体会 (20) 6. 参考文献 (21) 引言 随着变频调速技术的不断发展,交流传动系统的性能突飞猛进。交流异步电动机以其低廉的造价、坚固的结构得到了越来越广泛的应用。在交流传动的许多应用场合中,均对电机的调速性能和定位性能提出了较高的要求。异步电动机以其大功率、高
性价比的独特优势而占有一席之地,但同时其调速性能和定位性能却不甚完美,尚需完善。本次实验基于可编程控制器(PLC)硬件平台的异步电动机综合控制系统。该系统通过可编程逻辑控制器(PLC)来控制变频器,最终实现异步电动机转速的闭环控制。并通过HMI面板直观的显示出来。 本实训任务如下: 一、概况 某专用车床主轴电机(1KW)的旋转运动需要启停、调速、正反转,但需要冷却泵先启动,冷却泵功率为0.5KW,可单独启动。系统采用交流电动机拖动,电气控制可采用人机界面和PLC控制,使控制系统较为先进、简洁。 二、控制要求 控制的电机有二台电机:旋转主电机、冷却泵。系统有短路保护措施。主电机可变频调速,速度在人机界面上可调,实现闭环调速,速度上升和下降时间为3秒;主电机冷却泵能够在触摸屏上运行控制,实现控制系统的设计。 三、要求完成以下设计内容: 1)根据控制要求,进行电气控制系统总体设计; 2)完成控制箱的电气原理图、安装图设计; 3)完成人机界面; 4)PLC梯形图设计; 5)编制元器件目录清单; 6)编写设计报告,其中包括设计安装说明和使用; 7)其他需要说明的问题; 8)附:参考资料、参考书及参考手册。 1.PLC简介 1.1 PLC特点
永磁同步电动机矢量控制(结构及方法)
第2章永磁同步电机结构及控制方法 2.1 永磁同步电机概述 永磁同步电动机的运行原理与电励磁同步电动机相同,但它以永磁体提供的磁通替代后的励磁绕组励磁,使电动机结构较为简单,降低了加工和装配费用,且省去了容易出问题的集电环和电刷,提高了电动机运行的可靠性;又因无需励磁电流,省去了励磁损耗,提高了电动机的效率和功率密度。因而它是近年来研究得较多并在各个领域中得到越来越广泛应用的一种电动机。 永磁同步电动机分类方法比较多:按工作主磁场方向的不同,可分为径向磁场式和轴向磁场式;按电枢绕组位置的不同,可分为内转子式(常规式)和外转子式;按转子上有无起绕组,可分为无起动绕组的电动机(用于变频器供电的场合,利用频率的逐步升高而起动,并随着频率的改变而调节转速,常称为调速永磁同步电动机)和有起动绕组的电动机(既可用于调速运行又可在某以频率和电压下利用起动绕组所产生的异步转矩起动,常称为异步起动永磁同步电动机);按供电电流波形的不同,可分为矩形波永磁同步电动机和正弦波永磁同步电动机(简称永磁同步电动机)。异步起动永磁同步电动机用于频率可调的传动系统时,形成一台具有阻尼(起动)绕组的调速永磁同步电动机。 永磁同步伺服电动机的定子与绕组式同步电动机的定子基本相同。但根据转子结构可分为凸极式和嵌入式两类。凸极式转子是将永磁铁安装在转子轴的表面,如图 2-1(a)。因为永磁材料的磁导率十分接近空气的磁导率,所以在交轴(q 轴)、直轴(d 轴)上的电感基本相同。嵌入式转子则是将永磁铁安装在转子轴的内部,如图 2-1(b),因此交轴的电感大于直轴的电感。并且,除了电磁转矩外,还有磁阻转矩存在。 为了使永磁同步伺服电动机具有正弦波感应电动势波形,其转子磁钢形状呈抛物线状,其气隙中产生的磁通密度尽量呈正弦分布;定子电枢绕组采用短距分布式绕组,能最大限度地消除谐波磁动势。永磁体转子产生恒定的电磁场。当定子通以三相对称的正弦波交流电时,则产生旋转的磁场。两种磁场相互作用产生电磁力,推动转子旋转。如果能改变定子三相电源的频率和相位,就可以改变转子的转速和位置。
永磁同步电机控制方法以及常见问题
永磁同步电机控制方法以及常见问题永磁同步电机控制方法以及常见问题。永磁同步是电流源控制模式,电流源频率定了,当然转速也定了,所有你看的永磁同步设置多少转速计算出来也是多少转速。 1.掌握永磁同步电机的成熟控制方法和开发内容后如何转型 (1)仿真:连续simulink+线性电机模型仿真,离散模型+线性电机+线性电机模型,q 格式离散模型+线性电机模型,simplorer+ansoft+无位置开环和闭环q格式仿真,模拟实际电机的线性电机模型建立,matlabgui+simulink仿真。都是无位置开环切闭环模式,各种仿真变着花样玩,ekf,hfi,pll,atan,磁连观测,扩展反电视等各种无位置仿真。仿真和实际跑板子其实只要电流采样底层做得好,过调制出得来都可以和仿真对的上。 (2)电机参数识别,通过变频器激励与响应实现,其余的表示不靠谱,可以在电机启动前10s内辨识出来。没啥用。 (3) 控制性能优化,6次谐波自适应陷波滤波,sogi等手段。 (4) 压缩机驱动自动力矩补偿。
(5) svpwm简单快速实现与单电阻采样结合研究。 (6) 各种各样电机调试与性能测试,我调试的电机型号应该有上千款了,仅限于 10w-20kw永磁同步电机,都快调试吐了,测试电机单体性能,带变频器运行极限测试 2.永磁同步电机初始角设置的问题 电机控制的调试里除却方波驱动,基本都会有一个类似于超前角的变量,该变量非常重要,直接影响速度,效率和抖动性。改变该角可以降低输出转矩,但可能会带来其他问题。 旋转转子使d轴指向A+与A-的中心线,就找到了初始角!但是对模型的初始角修改一下之后,在同样Thet角下,转矩下降好多!现在问题是在在修改初始角之后输出转矩能够稳定吗?这个输出转矩应该是与负载大小有关! 修改后的初始角与原来A相反电势为0对应的初始角,他们对应的输出转矩一定会变化的,且修改后的初始角中设定的功率角不是真正的模型功率角;至于设定负载我还没尝试过,不过我觉得你说的应该是对的。 其实我刚开始主要是对修改初始角后模型输出转矩稳定性有疑问,按照你的说法现在转矩应该是稳定的!那么对于一个永磁同步电机模型,峰值转矩可以达到,但是要求的额定转矩却过大,当修改模型之后达到要求的额定转矩时,峰值转矩却达不到,敢问你觉得应该从方面修改模型??或是我修改模型的思路有问题 3.永磁同步电机控制的建模问题讨论,如模型仿真慢、联合仿真问题、PI控制问题等 两种控制方式不一样的所有输出量不一样。 永磁同步是电流源控制模式,电流源频率定了,当然转速也定了,所有你看的永磁同步设置多少转速计算出来也是多少转速。 无刷电机是电压源控制模式,而且计算出来都是开环的。性能由空载转速,电阻,电感
同步电机的控制原理
同步电机的控制原理 一、控制原理 主机结构,包括定子、转子以及控制系统。 定子和异步电机完全相同。转子和线绕异步电机转子相同,有三个线圈,其中两个是励磁绕组,一个是阻尼绕组。励磁绕组通直流电,形成和定子对应的转子磁极,转子磁极在定子旋转磁场的作用下旋转,和定子保持同步。阻尼绕组的作用是防止已进入同步运转的电机失步。 启动状态下,转子的三个绕组起异步启动作用,产生感应电流,使电机逐步升速,直到接近于投磁前的亚同步状态。电机被拉入同步以前,两个励磁绕组经凸轮控制器串联,阻尼绕组经线路转换开关自成回路,这时通入直流电,把异步运转的电机强行拉入同步。 同步运转状态下,阻尼绕组和旋转磁场之间没有相对运动,不产生电流;失步状态下,阻尼绕组和旋转磁场之间有相对运动,产生电流和电动力,电动力的方向刚好和电机失步的方向相反,因此能起到阻止电机失步的作用。 控制系统包括一次系统控制回路和二次系统控制回路两部分。 一次系统控制回路主要是一台六氟化硫开关和一系列保护。有差动保护,过流保护,低电压保护,接地方向保护。 差动保护针对的是定子内部的短路或接地,定子内部短路或接地时,差动保护动作。过流保护主要保护电机的过载,在过载情况下动作。低电压保护在电网出现较长时间低电压情况下动作。接地方向保护在6kV单相完全接地或不完全接地情况下动作。各种保护动作,在切断主回路的同时,也切断直流回路。 二次回路包括励磁控制和启动回路。励磁控制是一套可控硅系统,功能和直流电机控制系统类似而较为简单,没有那么多反馈控制环,只有一个电流反馈控制环; 另外有联锁回路和失步、失磁、过激保护回路。励磁投入必须具备一定条件,如各种保护都没有动作,慢动电机处于脱开的位置,电机启动已进入亚同步状态的信号已送出,等。根据这些条件来准备控制可控硅的投入时间就是连锁,相应的回路称为连锁回路。 相对于一次回路的保护而言,失步、失磁和过激保护属于二次回路的保护。失步保护保护电动的失步。电机失步的破坏性很大,形成的异步力量能剪切转子线圈,所以这个保护功能必须可靠,否则一旦发生失步,后果很严重。该回路检测定子电流、电压。 众所周知,电机运行在功率因数超前状态,定子电流比定子电压滞后;运行在功率因数滞后状态,定子电流比定子电压超前。不论超前还是滞后,6kV回路的电流波和电压波之间都没有相对运动。如果电机失步,电机的电流波和电压波之间立即产生来来回回的相对运动,失步检测回路即捕捉此电流波和电压波来回运动时重合的脉冲。重合一次证明失步一次,重合两次失步保护动作。 失磁是欠激的极限状态,不清楚为什么有失磁保护而没有欠激保护,请各位探讨。失磁信号和过激信号的确定都通过比较放大器实现,比较放大器的给定可以调整。 二、启动过程 同步电机启动必须满足三个条件:1、继电器30C不激磁(过电流保护50/51未动作,接地方向继电器67G未动作,差动继电器87未动作,欠压继电器27未动作,故障继电器86X未动作,激磁变压器一次侧空气开关未跳,故障包括:失磁,失步,过激,启动限时,凸轮控制器及线路转换开关过载保护49AX,慢动电机总空气开关,慢动抱闸空气开关,慢动热保护49I,可控硅风机开关,及其热保护49FX,
多台电机同步调速器的应用
多台电机同步调速器的应用 (TB-4同步控制器使用说明书) 同步控制是工业控制中常见的控制方式,传统的机械同步控制由于精度和可调性差而逐渐减少,我所开发的TB-4 同步控制器由于控制精度高,输出模拟量可选性多,能多台同步器并联使用, 等优点而在电线电缆, 皮革, 钢铁, 纺织, 造纸, 等一些需要电机同步同速和同步非同速控制的行业被大量应用。TB-4 同步控制器就其工作原理而言,实际上是一台具有4 路直流模拟量(电压或电流)控制信号输出的信号发生器。 技术参数; 自动控制输入:0-5VDC 。0-10V DC 手动控制:主调10K 电位器 模拟量输出四组电压型;0-5VDC . 1-5VDC. 0-10V . 2-10V 。 模拟量输出四组电压型:0-10ma. 0-20ma .2-10ma.4-20ma 软启动时间调节:0-60 秒 控制电机台数;4-48 台 可接口调速器:力矩电机控制器,直流电机调速器,变频器,电磁电机调速器,等可调速电机控制器。 外型尺寸 原理示意图
同步器的技术及其特点 TB-4 同步器,内部采用MAXI 公司的是最新12 位D/A ,A/D 转换电路,他能通过主调电位器同时输出 4 组电压量或电流量信号,这四组信号可通过4 个多圈微调电位器,在原有主调电位器调节输出的(电压或电流)基础上增加或衰减,以达到多台电机的同步同速和同步非同速控制。 软启动曲线图 该控制器具有输出模拟量(电压或电流)随时间线性上升功能,调节机器内部电位器W1 可使上升时间,0-60秒线性调节(图 1 ) 注:V/I 输出电压和电流,ms 启动时间 应用举例:
伺服电机的PLC控制
伺服电机的PLC控制方法 以我司KSDG系列伺服驱动器为例,介绍PLC控制伺服电机的方法。 伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本文简要介绍位置模式的控制方法 一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1), 4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC的输出端子)。当此端子接收信号变化时,伺服电机的运转方向改变。实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。7(com+)与外接24V直流电源的正极相连。29(SRV-0N),伺服使能信号,此端子与外接24V 直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器构成更完善的控制系统。 二、设置伺服电机驱动器的参数。 1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。 2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求. 3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。也就是选择3(PULS1),4(PULS2),5(SIGN1),6(SIGN2)这四个端子输入脉冲与方向信号。 4、Pr41,Pr42----简单地说就是控制伺服电机运转方向。Pr41设为0时,Pr42设为3,则5(SIGN1),6(SIGN2)导通时为正方向(CCW),反之为反方向(CW)。Pr41设为1时,Pr42设为3,则5(SIGN1),6(SIGN2)断开时为正方向(CCW),反之为反方向(CW)。(正、反方向是相对的,看您如何定义了,正确的说法应该为CCW,CW). 5、Pr46,Pr4A,Pr4B----电子齿轮比设定。此为重要参数,其作用就是控制电机的运转速度与控制器发送一个脉冲时电机的行走长度。其公式为:伺服电机每转一圈所需的脉冲数=编码器分辨率×Pr4B/(Pr46×2^Pr4A)伺服电机所配编码器如果为:2500p/r5线制增量式编码器,则编码器分辨率为10000p/r如您连接伺服电机轴的丝杆间距为20mm,您要做到控制器发送一个脉冲伺服电机行走长度为一个丝(0.01mm)。 计算得知:伺服电机转一圈需要2000个脉冲。(每转一圈所需脉冲确定了,脉冲频率与伺服电机的速度的关系也就确定了)三个参数可以设定为:Pr4A=0,Pr46=10000,Pr4B=2000,约分一下则为:Pr4A=0,Pr46=100,Pr4B=20。从上面的叙述可知:设定Pr46,Pr4A,Pr4B这三个参数是根据我们控制器所能发送的最大脉冲频率与工艺所要求的精度。在控制器的最大发送脉冲频率确定后,工艺精度要求越高,则伺服电机能达到的最大速度越低。做好上面的工作,编制好PLC程序,我们就可以控制伺服运转了。
基于模糊PID控制的多电机同步控制研究
用数据库是十分必要的。 S Q L数据库在数据存储和分析上已经具备相当完备的功能,对数据进行管理最好的方法就是使用数据库,今后数据库在数据存储方面也将起更大作用,其运用也会更广泛。 2 结语 基于以上的介绍,现在对三种数据存储方式的适用范围作一个简单的归纳: 1)运用V B中控件M S F l e x G r i d的存储方式。在存储数据数量较少时,其操作方便快捷、显示简单明了,故常运用于一些要求不高的场合,且运用广泛。 2)运用V B操作E x c e l的存储方式。E x c e l表格能存储和分析产品各项参数,由V B A程序可以实现对不合格量的数据统计,查看产品质量的合格率,从而提高工作效率。E x c e l表格以其操作简捷方便,涉及内容全面,有着广泛的运用。 3)运用V B操作S Q L数据库的存储方式,这是目前最完备的数据存储手段之一。S Q L数据库具有良好的查询和更新方法,能实现多重备份和受损修复,也更有安全性,同时它具有海量的存储能力,比较适合参数数量庞大的存储数据,真正实现多而不乱,查而不烦。◆ 参考文献 [1]宋广群,姚成.V B程序设计[M].中国科学技术大学出版社, 2006. [2]李政,梁海英,李昊.V A B应用基础与实例教程[M].国防工 业出版社,2005. [3]李丹,赵占坤等.S Q LS e r v e r2000数据库管理与开发实用教 程[M].机械工业出版社,2005. [4]王洪香.利用V B6.0存储和显示S O LS e r v e r数据库中的图像 数据[J].办公自动化,2006,(9):27-29. [5]A n d m x ST a n e n b a u m.计算机网络(第3版)[M].北京:清华 大学出版社,2000. 作者简介:吴军(1983-),男,合肥工业大学仪器科学与光电工程学院在读研究生,研究方向为测试计量技术及仪器。 收稿日期:2008-06-18(8314) 文章编号:1671-1041(2009)01-0021-03 基于模糊P I D控制的多电机同步控制研究 万鹏飞,王 莉 (中南大学信息科学与工程学院,湖南长沙410075) 摘要:本文介绍了几种常用的同步控制策略并对比其控制性能,选取基于补偿原理的同步方式做为研究对象,采用模糊控制与传统P I D控制相结合的方法设计补偿器。仿真实验结果表明,这种方案鲁棒性、快速性优良、动态过程同步误差小,能够较好地满足被控对象对高精度同步控制的要求。 关键字:模糊控制;P I D控制;同步控制;补偿原理 中图分类号:T P271+.4 文献标识码:A T h e r e s e a r c ho f m u l t i-m o t o r s y n c h r o n i z a t i o n c o n t r o l b a s e do nf u z z y-P I Dc o n t r o l WA N P e n g-f e i,WA N G L i (S c h o o l o f I n f o r ma t i o nS c i e n c e a n dE n g i n e e r i n g, C e n t r a l S o u t hU n i v e r s i t y,C h a n g s h a410075,C h i n a) A b s t r a c t:I nt h i s p a p e r,s o m ek i n d ss y n c h r o n i z a t i o nc o n t r o l m e t h o d s w i l l b ei n t r o d u c e da n dc o m p a r e db y t h ec o n t r o l p r o p e r t i e s.T h eme t h-o db a s e dc o m p e n s a t i o np r i n c i p l ew i l l b es e l e c t e d a s t h er e s e a r c ho b-j e c t.Me a n w h i l e,F u z z yP I Dc o n t r o l m e t h o di sp r o p o s e dt od e s i g n t h e c o mp e n s a t i o nd e v i c e.T h e s i mu l a t i o n r e s u l t si n d i c a t et h a t t h ep r o-p o s e dm e t h o dh a ss t o n gn o i s ei m mu n i t ya n dr o b u s t n e s sa n dt h er a-p i d i t yi sg o o da n dd y n a m i c a l s y n c h r o n o u s e r r o r i s l o w.S ot h i s c o n t r o l me t h o dc a n s a t i s f yt h ed e m a n d s o f t h e c o n t r o l l e ds u b j e c t f o r t h eh i g h p r e c i s i o na p p l i c a t i o s. K e y w o r d s:f u z z yc o n t r o l;P I D c o n t r o l;s y n c h r o n i z a t i o nc o n t r o l;c o m-p e n s a t i o np r i n c i p l e 0 引言 由于近代电力电子技术、微电子、控制理论、计算机技术以及传感器技术的发展,均为交流传动控制提供了广阔的前景,为设计出高精度、快速响应的交流传动系统奠定了基础,同时也使多电机协调控制研究成为可能。一般来说,同步关系是各受控量应满足某种线性或非线性的函数关系[1]: f(y 1 ,y 2 ,…,y n )=c 常用的比例关系: u 1 y 1 =u 2 y 2 =…=u n y n 当比例系数u i =1时,也即为最简单的同步关系。在这种传动系统中,目前存在的同步控制技术包括等状态控制、主从控制等[2]。许多科学工作者把鲁棒控制,变结构控制,模型参考自适应控制,神经网络与遗传算法等现代控制理论的控制方法应用到多电机协调控制中,取得了很好的效果。 1 多电机同步控制策略 1.1 主从控制 这种控制结构以前一台电机的转速输出作为下一台的速度给定,电机之间的速度同步比例关系由同步系数决定[3]。在这种控制下负载或者速度参考指令的变化都会对从轴产生影响,但是从轴的负载扰动和转速的变化对主轴不会产生影响,从而在启动停止和负载扰动的情况下造成较大的同步误差; 1.2 等状态控制 目前多电机的同步控制多采用等状态控制结构。各轴的控制器采用同一给定的速度参考指令。各轴之间的速度协调关系由同步系数决定。这种控制结构线路简单,容易实现,且着重系统跟踪性能,启动时不存在滞后问题,跟随性能好。文献[4]在等状态基础上提出了交叉耦合控制策略,将两轴的同步误差通过耦合系数K1,K2分别引入到两轴的控制器中,对同步误差进行补偿,控制结构图如图1所示。这在一定程度上改善了同步性能。但是,由于耦合系数选择的好坏对同步性能的影响至关重要,而在工程中,很难将耦合系数调整到最佳值。若耦合系数过小,则难以消除同步误差;若耦合系数过大,虽然可以有效地减小同步误差,但却会造成振荡现象。 仪器仪表用户◆研究报告◆ 欢迎订阅欢迎撰稿欢迎发布产品广告信息 21
浅析两台异步电机的同步控制
龙源期刊网 https://www.wendangku.net/doc/ba794060.html, 浅析两台异步电机的同步控制 作者:殷雄 来源:《科技资讯》2012年第02期 摘要:在两台异步电机(分别命名为1#,2#,下同)的控制中,以1#电机为基准,采用基 于PLC技术的变频控制,根据根据负载需要,不断改变1#电机的转速,为了达到两台异步电机的同步运行,以1#电机的转速为给定量,2#电机的转速为随动量,也采用基于PLC技术的闭环变频控制。从而实现两台异步电机的精确同步运行,也达到了节能之目的。 关键词:异步电机同步控制节能 中图分类号:TPO文献标识码:A文章编号:1672-3791(2012)01(b)-0134-01 随着国民经济的发展,生产过程中的机械化程度不断提高,而机械化程度的不断提高与电机特别是异步电机的广泛应用和精确控制是密不可分的。在海绵、塑料制品和钢铁行业生产过程中,对异步电机的同步控制要求十分高。例如:在海绵发泡过程中,必须保证两台电机转速的同步,如果2#电机的转速大于1#电机的转速,就会造成切断机刀架拉坏,如果2#电机的转速小于1#电机的转速就不能切断海绵。这两种情况在实际生产中是不允许的,因为这会造成 设备的损坏和产品的报废,从而造成经济损失,影响企业的效益。本文依据负载需要对两台电机采用闭环PLc变频控制,从而实现两台异步电机的转速同步控制,以满足工业生产的需要。 1基于PLC技术的1#电机转速变频控制的实现 先令1#电机以最低频率(35Hz)进行启动,当电机启动后,依据生产需要,不断改变电机转速的给定值,并将给定值输入PLC相应模块,与1#电机的相连的测速电机对1#电机进行测速,并将所测的速度值也输入PLC相应模块,让PLC进行判断。如果测速电机所测的速度大于给定速度时,那么PLC向1#电机的变频器发出无极降速的指令,从而让1#电机的变频器降低频率进而降低转速;如果测速电机所测的速度小于给定速度时,那么PLC向1#电机的变频器发出无极升速的指令,从而让1#电机的变频器提高频率进而升高转速。其PLC闭环控制原理图如图1所示,其PLC闭环控制流程图如图2所示。
多电机同步控制Word版
论文题目:电机同步控制模块设计(软件) 专业:电气工程及其自动化 指导老师:黄梦涛(签名) 本科生:李大威(签名) 摘要 多电机同步控制广泛应用于工业生产中。论文以两台电机的同步为研究对象,采用主从式的控制结构,设计了一个两台小功率低电压直流电机的同步控制系统,两台直流电机采用PWM技术调速。为了提高控制精度,采用了带速度反馈的闭环调速系统,选用单片机C8051F040作为控制器。为了能够根据需要改变电机的转速以及实时显示两台电机的速度,我们还建立了单片机和上位机之间的串行通信。设计的核心是用C语言编程实现了PID控制算法。为了增加PID算法的自适应性,设计中整定了多组控制参数,并给出了控制结果。 关键词:多电机同步,PWM,C语言,PID算法
SUBJECT :The software design of Multi-electric motor’s synchronism control module Specialty:Electrical Engineering and Automation Instructor:Huang Mentao (Signature) Name :Li Dawei(Signature) ABSTRACT Multi-electric motor synchronism control system has been widely used in the industrial manufacture. Taking the synchronization of two engines as research object, a synchronous control system for two DC motors, which work on small power and low voltage, is designed in this paper. It has a Master-slave structure. The speeds of the two DC motors are regulated with the technology of PWM. In order to improve the control precision, a closed loop speed control system with a speed feedback is adopted, while the single chip computer C8051F040 is selected as the controller. We also establish a serial communication between the single chip computer and a PC, so it is easy to set up the motors’ speed you want and show the real-time speeds of them. The core of the design is to realize the PID algorithm, using the C language to program. In order to improve the PID algorithm’s adaptability, several group control parameters are set in the design, and their control effects are given. KEY WORDS:Multi-electric motor synchronism, PWM, C language, PID
伺服电机同步控制技术在印刷行业的应用
伺服电机同步控制技术在印刷行业的应用 在印刷机械行业中,多电机的同步控制是一个非常重要的问题。由于印刷产品的特殊工艺要求,尤其是对于多色印刷,为了保证印刷套印精度(一般≤0.05mm),要求各个电机位置转差率很高(一般≤0.02%)。在传统的印刷机械中,以往大都采用以机械长轴作为动力源的同步控制方案,但机械长轴同步控制方案易出现振荡现象,各个机组互相干扰,而且系统中有许多机械零件,不方便系统维护和使用。随着机电一体化技术的发展,现场总线技术不断应用到各个领域并得到了广泛的应用。本文针对机组式印刷机械的同步需求,提出了一种基于CAN现场总线的同步控制解决方案,并得以验证。 一、无轴传动印刷机控制系统的同步需求 机组式卷筒印刷机一般由给纸机组、印刷机组、张力机组、加工机组和复卷机组等机组组成。在传统的有轴传动印刷机中,动力源由异步电机通过皮带轮带动一根机械长轴(约10-20m),然后通过长轴带动各机组的齿轮、凸轮、连杆等传动元件,再通过传动元件带动设备的执行元件完成设备的输人、输出任务。 卷筒印刷机要求印刷速度为300m/min,套印精度≤0.03mm,为了满足套印精度,要求在各个机组定位精度≤0.03 mm。在印刷机印刷过程中,要求各机组轴与机械长轴保持一定的同步运动关系,能否很好的实现各个机组轴的同步关系,将直接影响到印刷速度、套印精度等。其中,给纸机组、印刷机组要求与主轴转动速度成一定的比例关系,张力机组根据不同的印刷速度调整张力系数,加工机组需要与主轴保持凸轮运动关系,而复卷机组的运动规律,要求随着纸卷直径的增大而减小。 我们把机械长轴作为主轴(参考轴),各印刷机组轴为从动轴,如图1,各从动轴与主轴要满足同步关系θ1=f1(θ),θ2=f2(θ),θ3=f3(θ)···,其中,θ为主轴位置转角,θ1、θ2、θ3···为从动轴位置转角。 二、同步控制系统设计
3台电动机自动顺序启停PLC控制要点
1.引言 可编程序控制器,是集计算机技术、自动化技术、通信技术于一体的通用工业控制装置,简称PLC。它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。 以PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动化的首选控制装置。故本设计中采用PLC集中控制的办法,利用PLC 简单可视化的程序,对3台电动机实现顺序起停控制,可以通过手动实现,也可以通过延时实现自动起停控制,延时时间可以在线设置,并通过指示灯显示各电动机的运行状态。本设计广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。既可以运送散状物料,也可以运送成件物品。还可应用于装船机、卸船机、堆取料机等连续运输移动机械。 通过本设计对所学的PLC知识综合巩固应用,巩固练习运用组态软件及组态设计,提高对PLC控制系统的设计、安装和调试能力。 2. PLC选型 世界上PLC产品可按地域分成三大流派:美国、欧洲和日本。日本的PLC技术是
PLC与变频器控制电机多段速
电气工程系统设计报告书 题 目 基于 PLC 、变频器控制电机的多段速 院 部 名 称 机电工程学院 专 业 电气工程及其自动化 班 级 11电气(一)班 组 长 姓 名 周 颖 同 组 学 生 李静 洪润娜 设 计 地 点 工科楼 设 计 学 时 2周 指 导 教 师 刘旭明等 金陵科技学院教务处制 成绩
目录 一、设计任务和要求 (1) 二、设计思路 (1) 三、系统硬件设计 (1) PLC (1) 变频器 (3) I/O接线图设计 (9) 四、系统软件设计 (10) 系统流程图 (10) 程序编制步骤 (10) 五、调试过程与结果 (14) 六、总结与体会 (14) 七、参考资料 (14) 八、附录 (15)
一、设计任务和要求 电气工程系统设计是考察学生利用大学学过的专业知识,进行综合的系统方案设计并最终完成系统硬件连接和软件调试,能够使学生对电气工程与自动化的专业知识进行综合应用,培养学生的自主学习能力、工程实践能力、创新能力和团队协作能力,撰写一篇符合规范的设计说明书或技术总结报告文档,并参加答辩,为后续的毕业设计奠定基础。 要求完成的工作量包括: 1)搭建所设计的系统硬件电路,完成系统调试,实现设计功能,并在验收 现场演示运行效果。 2)设计结束,对设计成果进行五分钟PPT汇报,并参与答辩。 3)设计结束,上交开题报告书及技术报告等相关设计材料。 二、设计思路 本系统主要由控制信号、控制台、PLC、变频器、三相电动机组成,由图可知,本文通过PLC控制变频器达到变频调速的目的,从而实现交流电机的正转、起停、加速、减速控制以及速度的调节,并且能够在在控制台上进行操作,控制电机调速。 用PLC、变频器设计一个电动机的七速运行的控制系统。 其控制要求如下: 按下起动按钮,电动机以15Hz速度正传,按下功能2速键后转为20Hz速度运行,按下功能3速键转为35Hz速度运行,按下4速键转为40Hz速度运行,按下5速键变为55Hz速度运行,按下6速键变为60Hz速度运行,按下7速键以频率为75Hz速度运行,也可进行减速调节,按停止按钮,电动机即停止。 三、系统硬件设计 PLC 基本结构: 本次实践采用的PLC型号为FX3U—64M。可编程逻辑控制器实质是一种专用
同轴多电机同步控制
浅谈同轴多电机同步控制 在数控系统中,有时采用多台电机联动虚拟为一个坐标轴,来驱动机床坐标的运动。最常用的多电机驱动为同步(Synchronous)运动的形式,比如,要求两台以相同的速度和位移运动的电机带动齿轮与齿条啮合作为一个坐标轴运动,这样的坐标轴被称为“同步轴”。同步技术被广泛应用在数控技术中,比如大跨距龙门机床的龙门直线移动、大型三坐标测量机的双柱直线移动,为保持运动的均匀,都需要两个电机同步驱动。 一、同步控制系统 本文主要从TFT-LCD产线内Stoker实现自动搬送的村田Crane Y-Axis四个私服电机的精确同步控制来讨论,使用在伺服系统中的驱动电机要求具有响应速度快、定位准确、转动惯量较大等特点。现在我们所需要讨论的是为什么四个伺服电机的转速、定位达到同步,如图1所示。 图1 实现同步一般有两种方法: 一是机械同步:同步系统由机械装置组成。这种同步方法容易实现,但机械传动链复杂,传动件加工精度要求高,所需的零件多,难以更换传动比,且占用的空间大。 二是电伺服同步:同步系统由控制器、电子调节器、功率放大器、伺服电机和机械传动箱等组成。所需机械传动链简单、调试方便、精度高、容易改变电子齿轮比。 在电伺服同步系统中,“同步”的概念是指系统中具有两个或两个以上由电子控制的伺服放大器和伺服电机组成的“控制对象”,其中一个为“主(Master)控制对象”,另外一个或多个为“从(Slave)控制对象”,控制量为机械的位移或速度(对旋转运动为转角或转速)。通过控制器使“从控制对象”和“主控制对象”的输出控制量保持一定的严格比例关系,这种运动系统称为同步系统。一般同步系统的输出控制量为位置和速度。前面所提到的“同步轴”,“主控制对象”与“从控制对象”的输出控制量相等。 为了简化讨论,同步系统中的控制装置可被简化为具有一个积分环节的位置系统,其框图如图2所示。其中KV为简化后控制装置的位置控制器的开环增益,XC、XO为位置输入、输出;FC为速度指令,Δ为位置误差,KF为速度环增益。