带式输送机利用托辊纠偏原理与

Value Engineering
1问题的提出输送机运行时,几乎所有的胶带输送机都存在胶带跑偏的问题。为了防止胶带跑偏,人们采取了各种各样的措施,而利用托辊来解决防止胶带输送机是一种既简单又经济的好办法。而且,主要是托辊性能保持稳定。在日常生产中,一般以托辊的稳定系数来衡量跑偏纠正能力。
2分析托辊的稳定系数δ托辊的稳定系数δ表示为:δ=p1式中P1———输送带在托辊上产生跑偏所需的横向力;P0———托辊允许的横向干扰力。
根据我们日常生产中常用托辊形式来分析托辊的稳
定系数如(表1
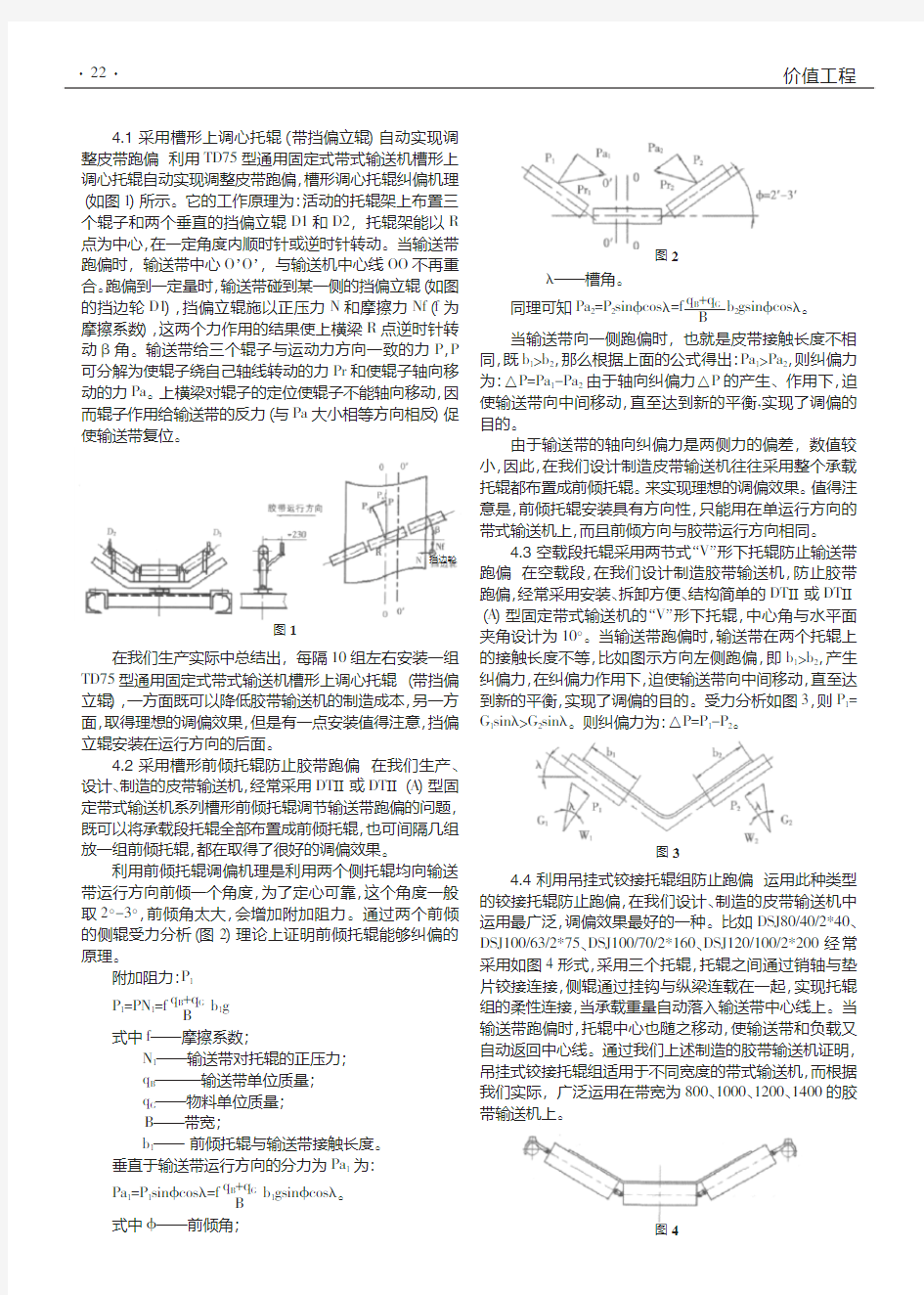
)所示。3托辊槽角与横向复位力的关系以及横向复位力的计算
在我们日常工作中,一方面为解决输送机带负荷运行
时输送带总向一边跑偏,经常采用输送带跑偏滚筒的轴承座适当抬高、托辊支架适当加高,目的迫使输送带上的物
料重量W 产生一个使输送带复原的分力Wx ,
直到输送带回到正常位置。另一方面,为了提高皮带输送机运输能力以及提高皮带本身的纠偏能力,经常采用托辊大槽角(槽角为45°),取得理想效果。可通过下面输送带横向复位力的计算清楚得到解释说明。
因物料引起输送带跑偏横向复位力为:
P=2b 1cos 2
λsin λsin (λ+α)a 0
d ρgcos δ式中P ———横向复位力;
α———物料在输送带上的动安息角;b 1———侧托辊同输送带接触的长度;a 0———托辊组间距;δ———皮带运输倾角;ρ———物料松散密度;g ———重力加速度;λ———皮带槽角;d ———输送带跑偏量。在空载段的两节托辊,输送带横向复位力为:P=2q B a 0cos λsin λdgcos δ
B
式中B ———带宽;
q B ———输送带单位质量。
对上面两式求偏微分,当p (λ)=0,P 有极大值,前者λ=41°,后者λ=45°,由此可见,防跑偏应采用大槽角,而以悬挂式铰链式托辊稳定性最大,纠偏能力最强。理论计算和我们实际生产中相吻合,在我们生产实际中,对于输送机经常使用皮带槽角为45°,一方面提高了运输能力,另一方面提高皮带本身的纠偏能力,都取得取得理想效果。
4托辊纠偏原理及利用托辊防止胶带跑偏解决措施
——————————————————————
—作者简介:戚广连(1964-),男,河北唐山人,工程师,现开滦能源
化工股份有限公司吕家坨矿业分公司,从事设备管理
工作。
带式输送机利用托辊纠偏原理研究与分析
Research and Analysis on Principle of Rectifying a Deviation by Using Roller for Belt Conveyor
戚广连QI Guang-lian
(开滦能源化工股份有限公司吕家坨矿业分公司,唐山063106)
(Kailuan Clean Coal Company Lujiatuo Coal Branch Company ,Tangshan 063106,China )
摘要:带式输送机具有结构简单、输送物料范围广泛、输送量大、运距长、对线路适用性强、装卸料十分方便、可靠性高、制造安装
方便、能耗低,效率高的特点。因此应用广泛,市场巨大。随着带式输送机的优越性越来越明显,加之国际互联网的实现,又大大缩短了
输送机的设计、
开发、制造、销售的周期,使它更加具有竞争力。但是,带式输送机输送带跑偏始终是个难题,根据多年现场实践经验,通过对煤矿带式输送机利用托辊纠偏原理研究与分析,利用托辊可以有效的防止带式输送机输送带跑偏,取得了理想的效果。
Abstract:Belt conveyor is simple in structure,extensive conveying material kinds,large transportation amount,long distance,powerful adaptability,convenient loading and unloading,high reliability,easy installation,low energy consumption,and high efficiency.So its application is wide,and the market is huge.With the advantages of belt conveyor is more and more obvious,and the realization of the Internet,it greatly reduces the design,development,manufacturing and sale cycle of conveyor,making it more competitive.But,belt conveyor belt running deviation is always a difficult problem.According to the practical experience for many years,the paper researches and analyzes the principle of rectifying a deviation by using roller,at last,it gets the conclusion that roller can effectively prevent belt conveyor off-line and achieves the ideal result.
关键词:托辊;托辊的稳定系数;横向复位力;跑偏;胶带输送机Key words:roller ;coefficient of stability of roller ;horizontal reset force ;off-line ;belt conveyor 中图分类号:TH222文献标识码:A 文章编号:1006-4311(2012)26-0021-03
表1
注:<0表示本身能产生横向偏移力.
上运下运承载段托辊刚性连接托辊托辊安装在托辊架刚性连接
0.90.90.9
托辊在垂直和水平内铰接连接<0<0 1.2空载承载
段托辊
平行下托辊111V 形托辊(10°)
7
7
7
胶带输送机运输角度
水平·21·
带式输送机选型设计
目录 1设计方案 (1) 2带式输送机的设计计算 (1) 2.1 已知原始数据及工作条件 (1) 2.2 计算步骤 (2) 2.2.1 带宽的确定: (2) 2.2.2输送带宽度的核算 (5) 2.3 圆周驱动力 (5) 2.3.1 计算公式 (5) 2.3.2 主要阻力计算 (6) 2.3.3 主要特种阻力计算 (8) 2.3.4 附加特种阻力计算 (9) 2.3.5 倾斜阻力计算 (10) 2.4传动功率计算 (10) P)计算 (10) 2.4.1 传动轴功率( A 2.4.2 电动机功率计算 (10) 2.5 输送带张力计算 (11) 2.5.1 输送带不打滑条件校核 (11) 2.5.2 输送带下垂度校核 (12) 2.5.3 各特性点张力计算 (13) 2.6 传动滚筒、改向滚筒合张力计算 (14) 2.6.1 传动滚筒合张力计算 (14) 2.6.2 改向滚筒合张力计算 (16) 2.7 初选滚筒 (17) 2.8 传动滚筒最大扭矩计算 (18) 2.9拉紧力计算 (18) 2.10绳芯输送带强度校核计算 (18) 3技术可行性分析 (18) 4经济可行性分析 (19) 5结论 (20)
带式输送机选型设计 1、设计方案 将现主平硐延伸与一水平皮带下山相连,在二水平皮带下山机头重新布置一条运输联络巷与一水平皮带下山搭接。 平硐、一水平皮带下山采用一条皮带,取消了原二水平皮带运输斜巷、+340煤仓、+347煤仓、+489煤仓。改造后巷道全长1783m,其中平硐+4‰,1111m,下山 12.5°,672米。 1-1皮带改造后示意图 2、带式输送机的设计计算 2.1 已知原始数据及工作条件 带式输送机的设计计算,应具有下列原始数据及工作条件资料 (1)物料的名称和输送能力: (2)物料的性质: 1)粒度大小,最大粒度和粗度组成情况; 2)堆积密度; 3)动堆积角、静堆积角,温度、湿度、粒度和磨损性等。 (3)工作环境、露天、室内、干燥、潮湿和灰尘多少等; (4)卸料方式和卸料装置形式; (5)给料点数目和位置; (6)输送机布置形式和尺寸,即输送机系统(单机或多机)综合布置形式、地形条件和供电情况。输送距离、上运或下运、提升高度、最大倾角等; (7)装置布置形式,是否需要设置制动器。
带式输送机安全规范标准[详]
带式输送机安全规 1围 2规性引用文件 3基本要求 3.1输送机的设计应符合GB 50431和GB/T 17119的规定。 3.2输送机的制作应符合GB/T 10595的规定。 3.3输送机的使用条件应满足其正常工作条件。对有特殊要求的输送机,还应满 足相应的条件。 3.4输送机的安装应符合GB 50272的规定。电器装置的设计应符合GB/T25259 的规定;电器装置的安装应符合GB 50168,GB50169,GB50170,GB50254,GB50255的规定。 4安全规则 4.1设计和制作阶段 4.1.1 易挤夹部位的围 4.1.1.1 在经常有人接近的输送机的头部、尾部、拉紧部位和输送带改向部位是易挤夹部位(见图1和图2)。 4.1.1.2 凡是输送带不能被抬起,产生一个距挤夹点50mm以上距离之处的托辊与输送带之间,应被认为是易挤夹部位。因此,凸弧段相邻两组托辊的夹角大于3°之托辊处、承载分支输送带过渡区段的托辊处、导料槽下方的托辊处、压带轮下方的托辊处及压带轮与输送带之间也是易挤夹部位(见图3)。
4.1.1.3 如在上述部位设有护栏,但易挤夹部位处于图4所示位置与表1规定的尺寸之时,仍属易挤夹部位,也应设置防护装置。
4.1.2 滚筒的防护 滚筒的防护应采用防护罩(板)(见图5)或防夹楔(见图6)。 采用防护罩时,应符合图5和表2的规定。从防护罩(板)的边缘到滚筒(或压带轮、车轮)中心的距离e不应小于表2中的规定值,防护罩侧至滚筒体端面的距离(图5中的f)应按宽度不同,在20mm—80mm之间选取。防护罩可用金属框架加钢板或多孔板、钢板网、钢丝网制作。 采用防夹楔时,应在安装时保证防夹楔与输送带、滚筒间的间隙如图6所示。防夹楔的材质为减磨材料、型钢或钢板,其长度应等于滚筒体的长度,厚度50mm。
(整理)MTT655煤矿用带式输送机托辊轴承技术条件.
煤矿井下用带式输送机托辊轴承技术条件 (补充件)MT/T655-1997 A1主题内容与适用范围 本附录规定了煤矿井下及露天、选煤等工作场所带式输送机托辊用滚动轴承的要求、试验方法、检验规则以及标志、防锈、包装和贮运。 本附录适用于煤矿井下及露天、选煤等工作场所带机托辊动轴承(以下简称托辊轴承)。 A2术语 A2.1 旋转阻力:一对托辊轴承在一定的转速和载荷作用下的内部零件之间的摩擦力,其值换算到试验标准托辊( 108mm)外圆圆周上的切向力。 A2.2防卡寿命:在特定的工况条件下,托辊轴承内零件损坏或零件的空隙被煤尘堵塞,使其旋转阻力超过规定的数值前所运转的小时数。 A3技术条件 A3.1结构尺寸及性能参数 托辊轴承的公称尺寸及必能参数见表A1 表A1
A3.2基本要求 A3.2.1托辊轴承应符合本标准的要求,并按照规定程序批准的图样及技术文件制造。 A3.2.2托辊轴承套圈的材料,其机械物理性能不得低于YB9中GCr15的要求;套圈的硬度值为HRC61-65。 A3.2.3托辊轴承保持架的材料,其机械物理性能不得低于HG2-869中第27组Ⅱ组聚酰胺1010树脂的要求。 A3.2.4托辊轴承的外形尺寸公差(倒角尺寸除外)和旋转精度应符合GB307.1中第4.1.1条中的G级公差的规定。 A3.2.5托辊轴承端面对滚道的跳动按表A2的规定。 表A2 A3.2.6托辊轴承外圈的装配倒角应符合GB274的规定,内圈的装配倒角应符合表A3的规定。 表A3 mm
ZBD9300-90 A3.2.7托辊轴承套圈的滚道表面粗糙度参数Ra应符合下述规定:内圈0.16~0.25um, 外圈0.32~0.50um。 A3.2.8托辊轴承的径向游隙应符合GB4604表1中第四组的规定。 A3.3性能要求 A3.3.1托辊轴承的旋转阻力不得超过表A4的规定。 表A4 A3.3.2托辊轴承的防卡寿命在强化试验时不得低于400h。 A3.4组装要求 托辊轴承所用外购件必须有合格证书,并经制造厂技术检验部门检查合格后,才能进行装配。 A3.5其他要求 A3.5.1托轴承套圈目视检查不允许有裂纹、锐角和毛刺。 A3.5.2托辊轴承的表面质量、旋转灵活性、残磁强度应符合GB307.3的规定。A3.5.3托辊轴承的保持架与套圈档边之间应保证有间隙,托辊轴承保持架不得与内、外圈相碰。 A3.5.4托辊轴承套圈滚道脱离公称直径的极限偏差按表A5的规定。 表A5
托辊跑偏调整
1、下料不正的调整胶带运行时,空转时不跑偏,有负载时跑偏,说明给料机供送物料在胶带两边分布不均匀,装料漏斗不正。应校正漏斗位置或在漏斗中间安装导料板。改变落料角度,以达到随时调整料流方向,使胶带两边料流分布均匀一致,避免胶带因供料不正负载时跑偏。 2、胶带接头不正的调整胶带运行总向一边跑偏,最大跑偏恰在接头处,而且跑偏位置不固定,说明胶带接头不正,应重新校正胶带接头或更换新接头。当胶带边缘磨损严重,使胶带两边拉力不一致,胶带跑偏位置不固定,应根据实际情况修补胶带或更换新胶带。 3、驱动滚筒与尾筒的调整胶带在机尾或机头处跑偏,应消除头尾部滚筒的平行度误差。另外,应根据滚筒水平窜动情况,校正前后滚筒水平或平等度误差,滚筒表面黏有异物和物料时及时清理,胶带跑偏就自会消失。 4、拉紧装置的调整胶带空载或重载时向一侧跑动,说明胶带两侧松紧程度不一致,应调整前后滚筒处的丝杆或配重等拉紧装置,如果胶带运转左右跑偏无固定方向,说明胶带松驰,应调整拉紧装置,绷紧胶带,跑偏就会消失。 5、托辊组调整槽形托辊调整把槽形托辊调正,带条就可以正常运行。但安装不正托辊有几组难以判断,可根据带条跑偏范围,一组组调正托辊,将带条跑偏方托辊顺带条运行方向前移或将另一侧托辊反移,移动距离以带条跑正为限。调整带条移动托辊支架时,应在托辊支架与机架上冲长孔。有时某点托辊
发生停转、脱落、黏泥、缺油等故障。应采取措施进行清扫、注油、更换托辊等,减少托辊阻力,消除胶带在固定点跑偏。立辊纠偏法胶带运行时总往一边跑偏,可在胶带跑偏处将托辊竖直安装,一方面由于立辊作用力使胶带强行复位,另一方面,由于立辊与胶带边缘摩擦作用,降低了胶带跑偏侧的线速度,使用胶带向另一侧移动直至复位。机架校正胶带运行向同一侧跑偏,并在某一位置较严重,说明托辊支架或机架扭曲不正,应校正托辊支架或机架的垂直度和水平度,更换扭曲严重的托辊支架或修复机架。
关于带式输送机在设计中托辊规格的确定
关于带式输送机在设计中托辊规格的确定 1辊径的选择 托辊辊子的直径只与输送机带宽、带速和承载能力有关系,与输送机长度和倾角都没有关系。有的人认为输送机越长、倾角越大,托辊的直径就要越大,这种想法是极端的错误。必须明确以下两个关系:a.托辊直径与带宽的关系:托辊辊径与长度应符合《GB/T990—1991 带式输送机托辊基本参数与尺寸》的规定,见表1。 表1 托辊直径与带宽的关系表 mm
根据辊子直径和承载能力,托辊辊子分为轻、中、重型三种。全部采用大游隙轴承,并保证所有辊子的转速不超过600r/min。 b.托辊直径与带速的关系:在确定带速的情况下,托辊辊子的转速不能太大。在同样寿命情况下,转速大,使用时间就短,转速小,使用时间就长。但辊子的直径不能太大,辊子直径太大,整个输送机不配套,初期投资成本就高。在皮带机设计规范中规定:辊子的转速不能超过600r/min。托辊直径与输送机带速的关系见表2。 表2 托辊辊径与转速(r/min)的关系
综合以上情况,根据表1和表2,选用托辊直径φ133mm。 2计算选择轴承型号 托辊寿命取决于轴承的失效寿命。因此,托辊的承载能力与轴承寿命有关,选用时应按带速、输送机的生产能力确定载荷,然后按辊子的承载能力选择轴承。辊子载荷系数见表3,运行系数见表4,冲击系 数见表5,工况系数见表6。 表3 辊子载荷系数 表4 运行系数
表5 冲击系数数( ) 表6 工况系数
本条皮带机的托辊形式:承载托辊采用三节辊形成的槽型托辊,回程托辊采用一节辊形式的平行下托辊;根据表3可查得,承载托辊的辊子载荷系数e=0.8,平行下托辊的辊子载荷系数e=1。 由已知条件,每天不多余16小时出煤,因此由表4可查得运行系数 =1.1。 一般情况下,井下由采煤机采的煤最大块不超过350mm,大于150mm~300mm细料中有少量最大块,并且带速v=2.5 m/s,由表5可查得冲 击系数 =1.06。 皮带机在大巷中的运行条件:可以认为正常工作和正常维修,根据这样,在表6中可查得工况系数 =1.00。 托辊之间的间距按表7确定。 表7 承载分支托辊间距(mm) 回程分支托辊间距:2.4~3m。 由表7查得承载分支托辊间距a =1200mm=1.2m;由上面的介绍,回
GB14784—93《带式输送机安全规范》
带式输送机安全规范 GB 14784—93 国家技术监督局1993—12—27批准1994—08—01实施 1 主题内容与适用范围 本标准规定了带式输送机(以下简称输送机)在设计、制造、安装、使用、维护等方面最基本的安全要求。 本标准适用于输送各种块状、粒状等松散物料以及成件物品的输送机。 对于输送易燃、易爆、毒害、腐蚀、有放射性等物料的输送机除遵守本标准外还应遵守相应的专用安全标准。 2 引用标准 GB 4064 电气设备安全设计导则 GB 10595 带式输送机技术条件 GBJ 232 电气装置安装工程施工及验收规范 3 一般规定 3.1 输送机在正常工作条件下应具有足够的稳定性和强度。 3.2 电气装置的设计与安装必须符合GB 4064和GBJ 232的规定。 3.3 未经设计或制造单位同意,用户不应进行影响输送机原设计、制造、安装安全要求的变动。 3.4 输送机必须按物料特性与输送量要求选用,不得超载使用,必须防止堵塞和溢料,保持输送畅通。 a.输送带应有适合特定的载荷和输送物料特性的足够宽度; b.输送机倾角必须设计成能防止物料在正常工作条件下打滑或滚落; c.输送机应设置保证均匀给料的控制装置; d.料斗或溜槽壁的坡度、卸料口的位置和尺寸必须能确保物料靠本身重力自动地流出; e.受料点应设在水平段,并设置导料板。受料点必须设在倾斜段时,需设辅助装料设施; f.垂直拉紧装置区段应装设落料挡板; g.受料点宜采取降低冲击力的措施。 3.5 输送粘性物料时,滚筒表面、回程段带面应设置相适应的清扫装置。倾斜段输送带尾部滚筒前宜设置挡料刮板。消除一切可能引起输送带跑偏的隐患。 3.6 倾斜的输送机应装设防止超速或逆转的安全装置。此装置在动力被切断或出现故障时起保护作用。 3.7 输送机上的移动部件无论是手动或自行式的都应装设停车后的限位装置。 3.8 严禁人员从无专门通道的输送机上跨越或从下面通过。 3.9 输送机跨越工作台或通道上方时,应装设防止物料掉落的防护装置。 3.10 高强度螺栓连接必须按设计技术要求处理,并用专用工具拧紧。 3.11 输送机易挤夹部位经常有人接近时应加强防护措施。 3.11.1 输送机头部。尾部改向部位和拉紧装置的折转部位以及相邻两托辊折转处超过3°时(指切线角,不考虑由带槽而引起角度增加部分)都认为是危险的易挤夹部位(图1~图3)。
#标书-上下托辊支架自动焊接机器人工作站(修改)(1)
设备购置技术标书审批表 2012年8月14日 设备名称上下托辊支架自动焊接 机器人工作站 购置数量1台 计划来源2012年基建项目 主要技术参数1、机械手臂: 1.1、机械手臂数量:2个; 1.2、机械手臂最远端有效负荷:不小于6kg; 1.3、机械手臂行程:左右移动距离不低于2m,每个手臂展开半径不低于1.4m; 2、外部轴协调变位机 2.1、外部轴变位机数量:1个; 2.2、变位机参数:可自动360°旋转,允许回转半径不小于1000mm; 2.3、变位机承重:不低于250Kg; 2.4、变位机重复定位精度:±0.05mm,最大回转速度不低于180度/秒; 3、机器人必须有6个轴自动防碰撞功能;; 4、初始位置自动寻位跟踪功能,寻位精度:±0.25mm; 5、重复定位精度:不低于±0.05mm。 6、生产效率:单班产能(开机率85%)不低于110架/8小时(以带宽1.4m 可伸缩皮带机槽辊支架为准,焊缝高度2-10mm,附图纸),可满足每天三班制(每班8小时)生产要求; 项目提报单位 设备管理中心 技术部分管领导
技术标书 第一节(1)货物需求一览表 序号名称规格型号单位数量交货时间使用单位 1 上下托辊支架自动焊接 机器人工作站 非标台 1 2 随机附件及工具批 1 3 质保期内备品备件批 1 4 随机技术资料、操作手 册、质检资料(纸质和电 子版、光盘) 套 6 (2)分项报价表 序号名称单位数量单价(元)总计重要程度易损等级 1 上下托辊支架自动焊接 机器人工作站台 1 A 3 每台设备包括: 1 机器人本体台 2 A 3 1.1 控制器个 2 A 3 1.2 示教盒,带10米电缆个 2 A 3 1.3 输入、输出信号板个 2 A 3 1. 4 机器人控制电缆个 2 A 3 1. 5 机器人控制软件个 2 A 3 1. 6 弧焊软件包个 2 A 3 1. 7 智能寻位套件个 2 A 3 1.8 其他批 1 2 焊接系统 2.1 焊接电源个 2 A 3 2.2 机器人空冷焊枪个 2 B 2
结构纠偏
结构纠偏
建筑物的沉井冲水掏土纠偏和锚杆静压桩托换加固 该帖被浏览了528次| 回复了0次 1 引言 软土地基的变形问题是房屋地基设计中的一个主要问题,其变形问题主要 反映在以下几个方面: (1)沉降和差异沉降大:工程实测资料表明,对砖墙承重的混合结构,如以楼层数表示地基受荷大小,则3层房屋天然地基沉降量一般为150~200mm;4层变化较大一般为200~500mm; 5、6层则可能 达700mm。 (2)沉降速率大:建筑物沉降速率是衡量地基发展程度与状况的一个重要标志。软土地基沉降速率一般均较大,而加荷终止时沉降速率最大。随着时间的发展,沉降速率逐渐衰减,约在半年到一年时 间内为建筑物差异沉降发展到最快时期,也是建筑物最易出现裂缝的时期。在正常情况下,如沉降速率减到0.05m/d以下时能出现等速沉降,但长时间的等速沉降就有导致地基丧失稳定的危险。 (3)沉降稳定时间长:由于软土渗透性弱,孔隙水不易排除,所以建筑物沉降稳定历时较长,有些建筑物建成后几年、十几年甚至几十年沉降都未完全稳 定。 宁波地区一大批80年代初建造的多层民用住宅楼,由于受当时造价的限制基本上均未打桩,基础形式大都采用条基或筏基。虽建造至今已有将近20年时间,但由于上述软土地基的特点及外界干扰因 素的影响(如邻近建筑物施工等)使其中有相当一部分房屋产生了不均匀沉降,从而出现墙身开裂、倾斜率过大等问题,有的甚至成为危房。为了保障人民的生命财产安全,如何既经济又适用地对这些房 屋进行加固或纠偏已成为当前极迫切的问题。 2 沉井冲水掏土纠偏和锚杆静压桩托换加固 (1)建筑物的纠偏托换方法众多,其中纠偏方法有堆载加压纠偏、锚桩加压纠偏、掏土纠偏、降水掏土纠偏、压桩掏土纠偏、浸水纠偏、顶升纠偏等。托换加固方法有基础加宽托换、坑式托换、桩式 托换、灌浆托换、高压喷射注浆托换、热加固托换、基础减压和加强刚度托换等。在众多的方法中笔者从多年的实践中得出用沉井冲水掏土纠偏结合锚杆静压桩托换加固法是一种在软土地基上对建筑物 进行纠偏加固的既经济又可靠的好方法。 (2)该法的基本原理是:在基础沉降小的建筑物一侧,设置若干个沉井,沉
带式输送机安全规范
带式输送机安全规范 1范围 2规范性引用文件 3基本要求 3.1输送机的设计应符合GB 50431和GB/T 17119的规定。 3.2输送机的制作应符合GB/T 10595的规定。 3.3输送机的使用条件应满足其正常工作条件。对有特殊要求的输送机,还应满 足相应的条件。 3.4输送机的安装应符合GB 50272的规定。电器装置的设计应符合GB/T25259 的规定;电器装置的安装应符合GB 50168,GB50169,GB50170,GB50254,GB50255的规定。 4安全规则 4.1设计和制作阶段 4.1.1 易挤夹部位的范围 4.1.1.1 在经常有人接近的输送机的头部、尾部、拉紧部位和输送带改向部位是易挤夹部位(见图1和图2)。 4.1.1.2 凡是输送带不能被抬起,产生一个距挤夹点50mm以上距离之处的托辊与输送带之间,应被认为是易挤夹部位。因此,凸弧段相邻两组托辊的夹角大于3°之托辊处、承载分支输送带过渡区段内的托辊处、导料槽下方的托辊处、压带轮下方的托辊处及压带轮与输送带之间也是易挤夹部位(见图3)。
4.1.1.3 如在上述部位设有护栏,但易挤夹部位处于图4所示位置与表1规定的尺寸之内时,仍属易挤夹部位,也应设置防护装置。
4.1.2 滚筒的防护 滚筒的防护应采用防护罩(板)(见图5)或防夹楔(见图6)。 采用防护罩时,应符合图5和表2的规定。从防护罩(板)的边缘到滚筒(或压带轮、车轮)中心的距离e不应小于表2中的规定值,防护罩内侧至滚筒体端面的距离(图5中的f)应按宽度不同,在20mm—80mm之间选取。防护罩可用金属框架加钢板或多孔板、钢板网、钢丝网制作。 采用防夹楔时,应在安装时保证防夹楔与输送带、滚筒间的间隙如图6所示。防夹楔的材质为减磨材料、型钢或钢板,其长度应等于滚筒体的长度,厚度 50mm。
对中纠偏系统
对中纠偏系统 在工业生产中,一般长度在10米以上生产线,如冶金行业铜版、铁板、不锈钢板、织布和印染行业的布料及造纸行业的纸卷在连续生产中都要保证材料处于一定的横向位置,如材料跑偏会造成材料的损失,严重时造成设备的损坏。为保证生产安全顺利的进行,一般会在生产线上安装数套对中(CPC)或纠偏(EPC)装置。 现着重介绍卷取机纠偏系统 一、系统说明 卷取机纠偏系统是一个连续的闭环式调节系统,有探测头连续的测量板带位置变化,将板带的位置偏差信号输入电控系统,电控系统的输出与液压站电液伺服阀相连,伺服阀驱动与卷取机相连的液压缸而使卷取机跟踪进带位置,卷取机和测量探头的相接使板带能准确地卷取。 二、卷取机纠偏、 开卷机的纠偏和中间纠偏控制是对板带位置的偏差进行纠正,卷取机的纠偏则是对板带的位置进行跟踪;并不是对板带位置的偏差进行纠正,而是跟踪进板的位置;这样就可以使板带边缘在卷取时对准一点而使带卷的一边平齐。 采用对边纠偏装置,使探测头测量板带的一边,对准一点进行精确的卷取;当板带边缘尚未剪齐,或下一道工序板带仍需对中纠偏时,应采用这种纠偏卷取。
对于任何卷取机的纠偏系统,探测头必须安装在导向辊附近,并与卷取机相连以保证同步移动;这种连接可以通过机械的金属臂直接相连或电的同步跟踪来实现。有一点十分重要需加以注意,那就是板带需紧贴导向辊而没有相对滑动,因此板带的导向辊上应有一定的包角,导向辊的直径必须足够大,以确保板带在一定的张力下精确的卷取。 三、系统原理图 1、采用红外线光电探边器控制的EPC系统 卷取机 纠偏原理图(一)
2、采用单片机和CCD光电探边器控制的EPC系统 卷取机 纠偏原理图(二)
普通带式输送机的设计论文
带式输送机的设计 李扬 (河北科技师范学院机电工程学院) 指导教师:陈秀红冯丽珍 摘要:带式输送机在当今社会应用日益广泛,当然一个产品也需要不断的研发和更新,才能永保活力。我所做的单托辊全封闭带式输送机就是在一些方面进行了改进,首先用单托辊代替槽型托辊以防止跑偏,其次在输送机外加外罩来防止污染,美化环境,再次螺旋拉紧装置保证了运行的稳定和可靠性等。这些结构和技术保证了带式输送机的整机性能优良,输送量大,带速快,高效节能。 通过对国内外带式输送机技术现状的分析,得出了其在以后的发展趋势;在对带式输送机的各部件进行设计与选择,得出了对其整体的设计与选择;在其计算中验证了带式输送机的各部件满足了它的功能要求,另外输送机在设计的过程中考虑到了工作环境,运行过程中皮带易磨损等问题进行了加外罩和单托辊结构,是本输送机与其他机器的不同之处!可以使输送机在更广的范围,更可靠的运行。 关键词: 全封闭带式输送机、单托辊、螺旋拉紧装置。 前言 运输机又称带式输送机,是一种连续运输机械,也是一种通用机械。皮带运输机被广泛应用在港口、电厂、钢铁企业、水泥、粮食以及轻工业的生产线。即可以运送散状物料,也可以运送成件物品,堆取料机,堆料机,取料机,皮带机,发电等。 在煤矿的开采过程中,带式输送机的作用至关重要,其性能的好坏直接影响到煤矿行业的发展和效益,因此研究带式输送机对煤矿行业和其他一些输送类的行业有着非常重要的意义。带式输送机的工作环境一般情况下都比较恶劣,对带式输送机的性能要求也很高,在研究的同时,对其性能进行分析与提高也式目前输送行业中不可缺少的重要部分。在本次设计中的带式输送机采用了全封闭式结构,对带式输送机的工作环境恶劣的方面进行了一些改进。 带式输送机制造以其优质、高效、工艺适应性广的技术特色,深受制造业的重视,在煤矿、工程运输等高技术领域及机械制造、煤矿开采、汽车制造等产业部门一直有着广泛
调心托辊的纠偏原理和应用
调心托辊的纠偏原理和应用带式输送机由于制造、安装以及接头不正等因素的影响, 跑偏问题不可避免。目前, 胶带跑偏的纠偏方法很多, 对于机身来说最常用和最有效的方式是采用调心托辊, 本文对调心托辊的调心原理和常用调心托辊的结构特点进行简单介绍。 1 调心托辊的调心原理 由图1a 可以看出, 当托辊的中心线与胶带的 中心线垂直时, 取胶带与托辊任一接触点M, 该点胶带的线速度V 与托辊的旋转速度V g 相等, 由于无相对滑动速度, 二者之间为静摩擦, 胶带给托辊的摩擦力F t 与托辊给胶带的摩擦反力F d 相平衡, F d 与胶带中心线夹角α= 0 , 因此当托辊的中心线与胶带的中心线垂直时, 胶带横向不受力, 胶带跑偏时托辊不能自动纠偏。 当托辊的中心线与胶带的中心线不垂直时(见 图1b) , 即托辊前倾一定角度ε时, 取任一接触点M, 该点胶带的线速度为V , 托辊的旋转速度为 V g , 由于托辊的中心线与胶带的中心线不垂直时, 产生相对滑动速度ΔV , 二者之间为动摩擦, 胶带给托辊的摩擦力F t 与相对滑动速度ΔV 方向一致, 托辊给胶带的摩擦反力F d 与相对滑动速度ΔV 方向相反; 由于F d 与胶带中心线存在一定角度α, 胶带具有横向力F h 和径向力F j , 托辊给胶带的横向纠偏力F h = F dsinα, 因此, 托辊前倾一定角度后胶带跑偏时具有纠偏能力, 调心托辊就是基于此设计、制造的。 2 调心托辊类型及结构特点 综合TD75、DX、DT Ⅱ选型设计手册, 可以看 出目前较常用的调心托辊主要有槽形调心托辊、锥形调心托辊和摩擦调心托辊。 211 槽形调心托辊 图1 调心托辊的调心原理 (a) 托辊中心线与胶带中心线垂直 (b) 托辊中心线与胶带中心线不垂直 见图2 , 槽形调心托辊主要依据TD75、DX 选 型手册, 3 个槽形辊子和2 个小立辊安装在上横梁上, 下横梁连接在中间架上, 上下横梁通过回转轴连接在一起, 胶带跑偏时, 带动上横梁绕回转轴旋转一定角度ε, 此时调心托辊给胶带施加横向推力F h , 促使跑偏后的胶带自动回到原位, 实现跑偏胶带的自动纠偏, 确保胶带对中运行。其特点是在前倾调心的基础上增加了2 个挡偏立辊, 挡偏立辊
MT821-1999煤矿井下用带式输送机托辊技术条件
煤矿井下用带式输送机托辊技术条件(执行标准:MT821-1999) 1主题内容与适用范围 本标准规定了煤矿井下及露天煤矿、选煤等工作场所用带式输送机上槽形托辊和平形托辊的技术要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准主要适用于煤矿井下用带式输送机及露天煤矿、选煤等工作场所用带式输送机上的槽形托辊和平形托辊(以下简称托辊)。 2引用标准 MT820-99煤矿井下用带式输送机技术条件 MT 73-92煤矿井下用带式输送机及露天托辊品种与基本尺寸 MT/T655-97煤矿用带式输送机托辊轴承技术条件 GB 5675灰铸铁分级 GB 710优质碳素钢结构钢薄钢板技术条件 3技术要求 3.1槽形托辊和平形托辊应符合MT73和本标准的规定,并应按规定程序批准的图样和技术文件制造. 3.2使用条件 3.2.1环境温度为-10℃~+40℃. 3.2.2井下空气的成分应符合《煤矿安全规程》第104条所规定的要求; 3.2.3工作环境允许存在淋水情况; 3.2.4托辊应能适应在搬运过程中出现的摔、扔现象。 3.3零件要求 3.3.1管体可使用金属或非金属材料,材料的机械物理性能不得低于Q235钢号,其他各项质量性能指标必须保证成品符合本标准所规定的有关条款。 3.3.2轴承座 轴承座可采用铸铁件或冲压件。铸铁件材料的机械物理性能不得低于HT150,冲压材料的机械物理性能不得低于0.8F优质碳素结构钢,名义厚度不得小于3mm。 轴承座的轴承孔内公差为M7。 3.3.3轴承 轴承应采用KA系列托辊专用轴承,其公称尺寸性能参数和技术要求(MT/T655-97)。
采用进口轴承时其游隙等级为C3。 3.3.4托辊轴 托辊轴材料的机械物性能不得低于Q235钢号。托辊轴与轴承装配部分外径公差为js6。3.3.5密封装置 密封装置必须具有良好的密封性能,能有效地防止煤粉和水进入轴承,并需符合本标准所规定的有关条款。 3.3.6润滑脂 托辊使用的润滑脂的质量指标必须符合表1规定。 3.4组装要求 表1 3.4.1零件(包括外购件)需经检验合格方准装配使用; 3.4.2托辊管体必须清洗干净,其内壁须涂防腐剂; 3.4.3轴承座与管体装配应牢固不得有松动; 3.4.4轴承及密封内必须涂抹适量润滑脂; 3.4.5装配后托辊应转动灵活,不得有卡阻现象; 3.4.6使用迷宫密封件时,内、外密封件应分别装入托辊,不得套在一起装配;
纠偏技术及常用纠偏方法介绍
纠偏技术及常用纠偏方法的介绍 一、纠偏技术的进展 建(构)筑物的纠偏(有的文献中也称作纠倾)技术、托底技术、平移技术及增层加载时的地基基础加固技术,被统称为基础工程的“后继技术”,这四项技术在20世纪前半叶仅在少数几个国家受到重视,在我国也是从20世纪后半叶才逐渐兴起的。建(构)筑物的纠偏技术、托底技术、平移技术及增层加载时的地基基础加固技术经常联合使用,以满足各种工程需要,它们与常规的地基及基础处理即有联系,又有区别。这四项技术的出现和兴起,一方面是由于土力学理论的发展、地基处理技术及相应施工机械与监测技术的进步而使这些技术的实现成为可能,另一方面是受与日俱增的客观需求分不开的。一些古建筑的倾斜和相继倒塌,迫使人们采取各种措施来保护现存的古迹和文物;新建建(构)筑物因地基处理不当或其它原因而发生倾斜,迫使人们开始重视建筑物的纠偏和基础托底加固技术,以减少大量经济损失。特别是在城市建筑群密集的地方,新建建(构)筑物常常会促使既有建筑物发生不均匀沉降;城市功能的改变,干道的重新规划,常要求将一些重要建筑物及文化遗址完整地平移。 世界上许多著名的大型建(构)筑物都是由于地基基础的问题而发生倾斜,因当时挽救乏术,不得不任其倒塌和倾斜,典型的例子如建于中世纪著名的英国Ely大教堂和法国的Bauyais大教堂的倒塌。举世闻名的意大利比萨斜塔,始建于1173年,竣
工于1372年,施工历时整整200年,主要就是因为施工中塔身曾两次出现倾斜,虽然从结构上采取了一些措施,仍无法纠正,而一再被迫停工,最终不得不带着倾斜而结顶。美国著名岩土工程学家C. Spencer曾于1953年预测,比萨斜塔如不进行纠偏,势必在50~100年后倒塌。至1990年,塔顶中心点已向南偏离中心线4.5m,塔身倾角5o33′17″。在我国,苏州虎丘塔是继杭州雷锋塔倒坍后现存的唯一具有千年以上历史的古砖塔。虎丘塔呈七级八角形,塔底直径13.66m,高47.5m。塔顶位移1978年为2.3m,塔顶重心偏离基础轴线0.924m。经专家调查研究,虎丘塔倾斜和墩身开裂,主要原因是地基土中存在压缩性大且厚度不均匀的可塑状粘性填土,以及由于地基土的流失,而使砖砌体长期处于偏心受压状态。经过正确的纠偏加固措施以后,塔体的不均匀沉降和倾斜已得到了控制。 其它类建筑物的倾斜事例就更不胜枚举。建(构)筑物因地基和基础处理不当而倾斜、倒塌或拆除的后果是严重的。1995年12月26日,汉口桥苑新村的一栋18层住宅楼因地基基础设计、施工等多种原因以致发生严重倾斜,最后被控爆拆除,给人们以极其深刻的印象。该住宅楼是采用336根锤击沉管扩底灌注桩基础,桩长17.5m,桩端进入中密粉细砂持力层1~4m,这一栋楼房失稳的事故也告诉我们采用桩基础并不是万无一失的。 由于设计、施工的问题而引起建筑物倾斜的例子是非常多的,其造成的社会影响和经济损失也是很明显的。当建筑物发生
槽形托辊带式输送机设计
槽形托辊带式输送机设计 本文所设计的是槽形托辊带式输送机,其设计要求为:输送物料为原煤,输送量:500吨/小时,输送长度:30 米,提升高度2.5米;堆积密度:900公斤/米3;物料在带面上的动堆积角为300,输送带速: 2米/秒,上托辊槽形布置。设计中,其整体是一个倾斜的状态,上托辊都采用槽形布置;下(回程)托辊采用平行托辊。本输送机为向上运输物料,其倾斜角为3.80<150,所以采用小倾角设计。在设计带宽时,按照槽形布置来选择计算。在尾架的选取方面,采用螺旋拉紧装置尾架,使输送带能始终保持必要的张力。用Solidworks对连接轴进行有限元分析,得出其一般工作时的性能状态,并做出相应的调整。 目前,带式输送机正朝着长距离,高速度,低摩擦的方向发展,近年来出现的气垫式带式输送机就是其中的一个。在带式输送机的设计、制造以及应用方面,目前我国与国外先进水平相比仍有较大差距,国内在设计制造带式输送机过程中存在着很多不足。 前言 带式输送机是连续运行的运输设备,在冶金、采矿、动力、建材等重工业部门及交通运输部门中主要用来运送大量散状货物,如矿石、煤、砂等粉、块状物和包装好的成件物品。带式输送机是煤矿最理想的高效连续运输设备,与其他运输设备相比,不仅具有长距离、大运量、连续输送等优点,而且运行可靠,易于实现自动化、集中化控制,特别是对高产高效矿井,带式输送机已成为煤炭高效开采机电一体化技术与装备的关键设备。特别是近10年,长距离、大运量、高速度的带式输送机的出现,使其在矿山建设的井下巷道、矿井地表运输系统及露天采矿场、选矿厂中的应用又得到进一步推广。 我国生产制造的带式输送机的品种、类型都较多。产量多批次也相对的大,但其技术相对国外还是落后,特别是输送机的寿命和性能方面。带式输送机的技术水平有了很大提高,煤矿井下用大功率、长距离带式输送机的关键技术研究和新产品开发都取得了很大的进步。国外带式输送机技术的发展很快,其主要表现
EPC纠偏总结
1.工作原理: 如上图所示:两个高频光传感器,一个垂直安装(测量探头),一个带有一 定的角度(参考探头),两个传感器由一个伺服电机驱动。安装时调整两个传感 器的位置,使发送到传感器的两束光线的交点与光源的中心线平行。带钢下方是一个固定安装可调高频光源,向两个传感器发射高频光线。当有带钢通过时两个传感器在伺服电机的驱动下向带钢的边部移动,如果垂直探头的检测电压为5V (MESS1和GND),表明传感器已经检测到带钢边部。系统通过伺服电机的移动得 到带钢的偏移量,然后将这个信号传送到控制单元,最后控制单元根据这个信号去控制液压执行单元动作,从而使带钢的边部的偏移量在工艺要求的范围内,系统纠偏方向与带钢的移动方向相同。 2.两个检测探头的调节: 在控制单元EVK2_CP的电路板(如图2箭头2所示)上有4个插孔,分别是 。 GND,W,REF1,MESS1 ㈠根据带钢运行方向调节测量探头: 该探头应该与带钢运行方向垂直,以带钢运行方向为基准前后移动测量探 头,用万用表测量MESS1,黑表笔接GND,当所测电压为最大值并且唯一(感光度
最大),固定该探头,调节控制面板上的R1使测量电压值为DC10V。测量探头调节完毕。 ㈡根据带钢运行方向调节参考探头: 以带钢运行方向为基准前后移动参考探头,用万用表测量REF1,黑表笔接GND,当所测电压为最大值并且唯一,固定该探头,调节控制面板上的R2使测量电压值为DC5V。该步为参考探头的第一步调节。 ㈢参考探头的第2步调节: 把万用表连接到测量点MESS1和GND上,用一块最小宽度为250mm的钢板直接放置到光源上,挡住测量探头接收器的检测范围,沿带钢横截面方向移动钢板, 到万用表上的读数为 2.5V为止。后将万用表连接到测量点REF1和GND上,沿带钢横截面方向左右转动参考探头,使测量仪表上的读数为 2.5V,用螺丝固定参考探头。至此,参考探头位置调节完毕。 3.常用按键如下: EPC操作面板 显示屏中显示画面共两种参数:M为反馈值,P为设定值。(我们只能修改设定值,即P值。共21个M选项,45个P选项)。 面板右边青色区域为现场操作按钮,各按钮功能如下: 远程本地控制切换,当指示灯亮时为远程控制
第三章 带式输送机的设计计算
第三章带式输送机的设计计算 已知原始数据及工作条件 带式输送机的设计计算,应具有下列原始数据及工作条件资料 (1)物料的名称和输送能力: (2)物料的性质: 1)粒度大小,最大粒度和粗度组成情况; 2)堆积密度; 3)动堆积角、静堆积角,温度、湿度、粒度和磨损性等。 (3)工作环境、干燥、潮湿、灰尘多少等; (4)卸料方式和卸料装置形式; (5)给料点数目和位置; (6)输送机布置形式和尺寸,即输送机系统(单机或多机)综合布置形式、地形条件和供电情况。输送距离、上
运或下运、提升高度、最大倾角等; (7)装置布置形式,是否需要设置制动器。 原始参数和工作条件如下: 1)输送物料:煤 2)物料特性: 1)块度:0~300mm 2)散装密度:3m 3)在输送带上堆积角:ρ=20° 4)物料温度:<50℃ 3)工作环境:井下 4)输送系统及相关尺寸:(1)运距:300m (2)倾斜角:β=0° (3)最大运量:350t/h 初步确定输送机布置形式,如图3-1所示:
图3-1 传动系统图 计算步骤 带宽的确定: 按给定的工作条件,取原煤的堆积角为20°。 原煤的堆积密度按900 kg/3m。 输送机的工作倾角β=0°。 带式输送机的最大运输能力计算公式为 Q sυρ =() 3.6 式中:Q——输送量() t; /h v——带速() m; /s ρ——物料堆积密度(3 kg m); / s--在运行的输送带上物料的最大堆积面积, 2 m
K----输送机的倾斜系数 带速与带宽、输送能力、物料性质、块度和输送机的线路倾角有。当输送机向上运输时,倾角大,带速应低;下运时,带速更应低;水平运输时,可选择高带速.带速的确定还应考虑输送机卸料装置类型,当采用犁式卸料车时,带速不宜超过s。 表3-1倾斜系数k选用表 输送机的工作倾角=0° 查DTⅡ带式输送机选用手册(表3-1)k可取 按给顶的工作条件,取原煤的堆积角为20°; 原煤的堆积密度为900kg/3 m; 考虑山上的工作条件取带速为s; 将参数值代入上式,即可得知截面积S: S 2 350 3.6 3.69001.61 0.0675 Q m ρυκ??? ===
液压纠偏系统简介
液压纠偏系统简介.txt27信念的力量在于即使身处逆境,亦能帮助你鼓起前进的船帆;信念的魅力在于即使遇到险运,亦能召唤你鼓起生活的勇气;信念的伟大在于即使遭遇不幸,亦能促使你保持崇高的心灵。 液压纠偏系统简介 一、概述: 随着现代化轧机速度的提高,对带钢的传送速度也大大的提高了,这样相应的辅助设备的速度也必须提高。为保证带钢在轧制过程中在轧制中心线附近运行,且保证卷取时带卷边缘整齐,从而避免因带材偏离轧制中心线发生的刮坏设备或带材边缘损坏,影响产品质量的事故发生,同时大量减少带边剪切量。所以带钢的边缘控制和机组上的对中控制是带材连续作业上必不可少的环节。 产生带钢偏离轧制中心线的原因有多种,主要是辊系的倾斜,带钢厚度不均、辊距与带钢宽度的比值、辊型结构、带钢的张力等,若参数选择不当都会引起带钢偏离轧制中心线,所以带钢在运行过程中的横向偏离中心线是不可避免的,必须加以控制。 常用的控制方式有四种: 1、机械式:如能自动定心的双锥辊,导向轨等。 2、电动式:采用光电检测器,将偏离信号送至控制柜,从而控制直流电机进行纠偏。 3、气液方式:采用气动检测喷嘴,通过膜片控制射流管喷射的油压推动滑阀控制油缸进行纠偏。 4、光电液方式:采用光电检测器将偏离信号经放大器放大,控制电液伺服阀推动油缸进行纠偏。 这四种控制方式中前三种纠偏速度较慢,满足不了现代化高速生产的需要。而第四种控制方式采用的是电液伺服控制,这种控制方式的信号传输快,电反馈和校正方便,它的检测精度高,检测光电头距离大可达一米左右,可直接方便的装在带钢运行线路上。而且系统动态性能好。因此本设计中我采用光电液控制方式。 按控制对象不同可分开卷机、卷取机和摆动辊三种。为了保证在轧制过程中带材边缘位置不变,保持在轧制中心线附近运行,控制误差为±1~2mm,因此,我在本设计中采用了开卷机边缘控制方式。 二、冷轧带钢液压纠偏系统的组成和工作原理 1、组成:如图(一)所示 该系统由光电检测器(包括液压缸),放大器,比较器,电液伺服阀,开卷机(两个,左右两缸)组成。 2、工作原理:由光电检测器将检测所得的位移信号经反馈到比较器与所给定的位置信号进行比较得到一位置偏差信号,该信号经放大器进行放大,转变成较大的电信号,由此放大后的电信号控制电液伺服阀。电液伺服阀根据所得的电信号调整阀芯的动作,改变了油液的流向和流量,使液压缸动作,推动开卷机向左或向右运动,从而达到带钢纠偏。 三、冷轧带钢机组双柱头开卷机液压传动系统设计: (一)设备传动简介: 双柱头开卷机用于冷轧机组前带卷的开卷,送料和使带钢形成一定张力。开卷机由涨缩柱头,柱头旋转传动装置,柱头移动装置,底座及带钢边缘控制等组成。其中柱头的涨缩,柱头的移动及带钢边缘控制均为液压传动。本设计就是设计柱头的移动和带钢边缘控制。 工艺参数: 最大开卷速度Vk 10m/s 钢卷最大质量m1 15×103kg
带式输送机托辊用电焊钢管(GB/T13792-1992)
(1)尺寸规格见表6-135。 表6-135带式输送机托辊用电焊钢管的尺寸规格 外径D /mm 壁厚S /mm 理论质 量 /(kg /m) 允许偏差/mm 外径壁厚 同截面 壁厚差 普通级较高级普通级较高级 63.5 3.2 4.76 ±0.50 ±0.30 ±0.32 ±O.24 ≤7.5%4.5 6.55 ±O.45 ±O.34 76.0 3.2 5.74 ±0.50 ±0.30 土O.32 ±O.24 4.5 7.93 ±O.45 ±O.34 89.O 3.2 6.77 ±0.60 ±0.40 ±O.32 ±O.24 4.5 9.38 ±0.45 ±0.34 108.O 3.2 8.27 ±O.70 ±O.40 士O.32 ±O.24 4.5 11.49 ±O.45 ±O.34 133.0 4.5 14.26 ±O.80 ±O.60 ±O.45 ±O.34 5.0 15.78 ±O.50 士 O.38 159.O 4.5 17.14 ±0.90 ±0.60 ±O.45 ±0.34 5.O 18.99 ±0.50 ±0.38 6.0 22.64 ±O.60 ±O.45 194.0 5.O 23.30 士1.O ±O.80 ±0.50 土 O.38 6.O 27.32 ±1.0 ±0.80 ±O.60 ±O.45 219.O 5.0 26.39 士1.1 ±0.80 ±0.50 ±0.38 6.0 31.52 ±0.60 ±0.45 注:1.钢管通常长度为4~lOm。 2.钢管的定尺长度应在通常长度范围内,其长度允许偏差为+15mm. 3.钢管的倍尺长度在通常长度范围内,每个倍尺问应留出5~lOmm的切口余量,钢管全长的允许偏差为+15mm。 4.普通精度钢管的弯曲度每米不大于1.Omm,较高精度钢管的弯曲度每米不大于0.5mm。 5.钢管的两端面应与中心线垂直,并应清除毛刺。 6.钢管的圆度应不超过外径公差之半。 (2)力学性能见表6_136。 表6-136带式输送机托辊用电焊钢管的力学性能 牌号 力学性能 牌号 力学性能 抗拉强度 ób/MPa 伸长率 δ5(%) 抗拉强度 ób/MPa 伸长率δ5(%) Q215 ≥335 ≥18 20 ≥410 ≥18 Q235 ≥375 ≥18
皮带输送机调心托辊纠偏原理和应用
皮带输送机调心托辊纠偏原理和应用 皮带输送机由于制造、安装以及接头不正等因素的影响,跑偏问题不可避免。目前,输送带跑偏的纠偏方法很多,对于输送机来说最常用和最有效的方式是采用调心托辊,本文对调心托辊的调心原理和常用调心托辊的结构特点进行简单介绍。 1、调心托辊的调心原理 当托辊的中心线与输送带的中心线垂直时,取输送带与托辊任一接触点M,该点输送带的线速度V与托辊的旋转速度V g相等,由于无相对滑动速度,二者之间为静摩擦,胶带给托辊的摩擦力Ft与托辊给胶带的摩擦反力F d相平衡,F d与胶带中心线夹角α=0,因此当托辊的中心线与胶带的中心线垂直时,胶带横向不受力,胶带跑偏时托辊不能自动纠偏。 当托辊的中心线与输送带的中心线不垂直时,即托辊前倾一定角度ε时,取任一接触点M,该点输送带的线速度为V,托辊的旋转速度为V g,由于托辊的中心线与胶带的中心线不垂直时,产生相对滑动速度ΔV,二者之间为动摩擦,胶带给托辊的摩擦力Ft与相对滑动速度ΔV方向一致,托辊给胶带的摩擦反力F d与相对滑动速度ΔV方向相反;由于F d与胶带中心线存在一定角度α,胶带具有横向力F h和径向力F j,托辊给胶带的横向纠偏力 F h=F dsinα,因此,托辊前倾一定角度后胶带跑偏时具有纠偏能力,调心托辊就是基于此设计、制造的。 2、调心托辊类型及结构特点 综合TD75、DX、DTⅡ选型设计手册,可以看出目前较常用的调心托辊主要有槽形调心托辊、锥形调心托辊和摩擦调心托辊。 (1)槽形调心托辊 槽形调心托辊主要依据TD75、DX选型手册,3个槽形辊子和2个小立辊安装在上横梁上,下横梁连接在中间架上,上下横梁通过回转轴连接在一起,胶带跑偏时,带动上横梁绕回转轴旋转一定角度ε,此时调心托辊给胶带施加横向推力Fh,促使跑偏后的胶带自动回到原位,实现跑偏胶带的自动纠偏,确保胶带对中运行。其特点是在前倾调心的基础上增加了2个挡偏立辊,挡偏立辊可以在跑偏严重的情况下,直接阻止和限制胶带跑偏,促使胶带对中运行,使调心效果更好。 (2)锥形调心托辊 锥形调心托辊主要依据DTⅡ选型手册,2个锥形辊子分别安装在各自的回转轴上,2个回转架通过连杆机构实现同步,横梁直接连接在中间架上,胶带跑偏后带动回转架绕回转轴旋转一定角度ε,此时调心托辊给胶带施加横向推力Fh,促使跑偏后的胶带回复原位,实现跑偏胶带的自动纠偏,确保胶带对中运行。其特点是把原前倾调心的槽形辊子换成了锥形辊子,由于锥形辊子两端的直径大下不同,故辊子旋转时,辊子的大小头与胶带接触处的线速度不同,存在着速度差,从而改变了托辊的受力状况,使胶带跑偏后产生的横向推力增大,调心效果更加明显。 由于锥形调心托辊2个回转轴是分开的,回转轴强度较弱,大运量时出现回转轴弯曲现象,另外促使2个回转架实现同步的连杆机构,由于制造、安装等多种因素同步效果不太理想,影响自动调心效果。 (3)摩擦调心托辊 摩擦调心托辊主要依据DTⅡ选型手册,槽形辊子和摩擦辊子安装在上横梁上,下横梁连接在中间架上,上下横梁通过回转轴连接在一起(托辊架结构与槽形托辊架类似),胶带跑偏后带动上横梁绕回转轴旋转一定角度ε,调心托辊给胶带施加横向推力Fh,促使跑偏后