发那科机械手程序

1.IF (DO[120]=OFF,JMP LBL[88] //机械手有没有在等待点附近//
2.
3.DO[101]=OFF
4.DO[102]=OFF
5.DO[103]=OFF
6.DO[104]=OFF
7.DO[105]=OFF
8.DO[107]=OFF 将所有用到的输出点全部关闭
9.DO[109]=OFF
10.DO[110]=OFF
11.DO[111]=OFF
12.DO[112]=OFF
13.DO[108]=OFF
14.
15.
16.IF(DI[111]=OFF AND
DI[112]=OFF JMP LBL[88] //如果两台磨床门没有打开,跳转到标签88
17.WAIT DI[107]=ON //等待有料盘信号打开//
18.DO[104]=ON // 电机正转,送料//
19.WAIT DI[108]=ON // 等待料盘到位信号打开//
20.DO[103]=ON // 推料盘气缸推出,将料盘顶住//
21.DO[104]=OFF // 电机正转停止//
22.
23.
24.R[1]=0 //计数器清零//
25.R[2]=0 //计数器清零//
26.R[3]=0 //计数器清零//
27.(从此处开始,机械手去料盘拿料)
28.LBL[1] //标签1//
29.UFRAME_NUM=4 // 使用4 号用户坐标//
30.UTOOL_NUM=4 // 使用4 号工具坐标//
31.J P[1]100% FINE
32.J P[2]100%CNT100
33.
34.PR[5,1]=R[1]*60
35.PR[5,2]=R[2]*60
36.PR[5,3]=0
37.PR[5,4]=0
38.PR[5,5]=0
39.PR[5,6]=0
40.
41.PR[4,1]=R[1]*60
42.PR[4,2]=R[2]*60
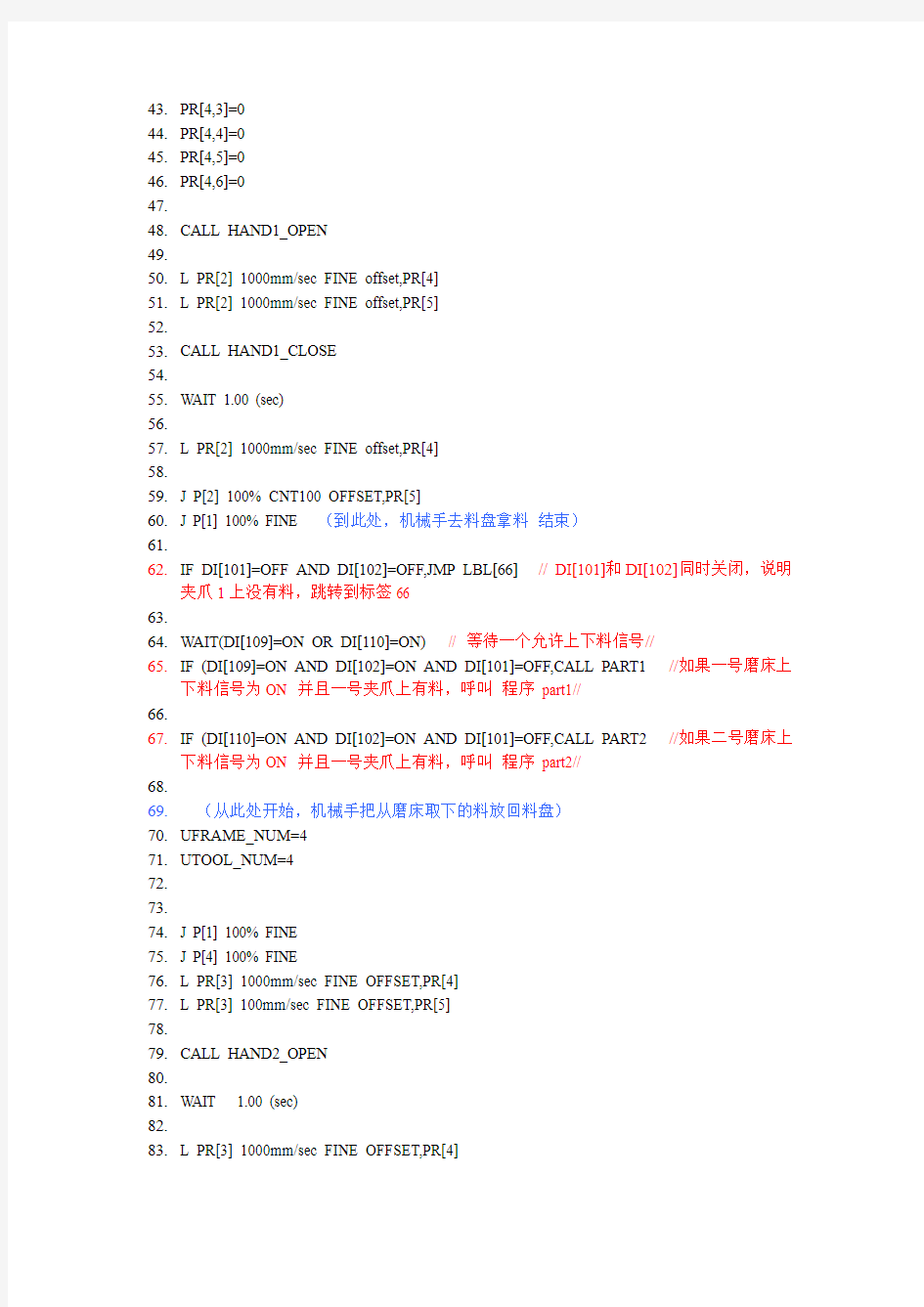
43.PR[4,3]=0
44.PR[4,4]=0
45.PR[4,5]=0
46.PR[4,6]=0
47.
48.CALL HAND1_OPEN
49.
50.L PR[2] 1000mm/sec FINE offset,PR[4]
51.L PR[2] 1000mm/sec FINE offset,PR[5]
52.
53.CALL HAND1_CLOSE
54.
55.WAIT 1.00 (sec)
56.
57.L PR[2] 1000mm/sec FINE offset,PR[4]
58.
59.J P[2] 100% CNT100 OFFSET,PR[5]
60.J P[1] 100% FINE (到此处,机械手去料盘拿料结束)
61.
62.IF DI[101]=OFF AND DI[102]=OFF,JMP LBL[66] // DI[101]和DI[102]同时关闭,说明
夹爪1上没有料,跳转到标签66
63.
64.WAIT(DI[109]=ON OR DI[110]=ON) // 等待一个允许上下料信号//
65.IF (DI[109]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART1 //如果一号磨床上
下料信号为ON 并且一号夹爪上有料,呼叫程序part1//
66.
67.IF (DI[110]=ON AND DI[102]=ON AND DI[101]=OFF,CALL PART2 //如果二号磨床上
下料信号为ON 并且一号夹爪上有料,呼叫程序part2//
68.
69.(从此处开始,机械手把从磨床取下的料放回料盘)
70.UFRAME_NUM=4
71.UTOOL_NUM=4
72.
73.
74.J P[1] 100% FINE
75.J P[4] 100% FINE
76.L PR[3] 1000mm/sec FINE OFFSET,PR[4]
77.L PR[3] 100mm/sec FINE OFFSET,PR[5]
78.
79.CALL HAND2_OPEN
80.
81.WAIT 1.00 (sec)
82.
83.L PR[3] 1000mm/sec FINE OFFSET,PR[4]
84.J P[4] 100% FINE
85.J P[1] 100% FINE(到此处,机械手放料结束)
86.
87.
88.R[2]=R[2]+1(Y方向计数器加1)
89.R[3]=R[3]+1
90.IF (R[3]=R[5]),JMP LBL[99]
91.IF(R[3] MOD 6=0),JMP LBL[2]
92.JMP LBL[1]
93.LBL[2]
94.R[1]=R[1]+1(x 方向计数器加1)
95.R[2]=0(Y 方向计数器清零)
96.
97.JMP LBL[55]
98.LBL[77]
99.UALM[1](用户报警1)
100.LBL[55]
101.
102.JMP LBL[1]
103.
104.LBL[99]
105.DO103]=OFF //推料盘气缸缩回//
106.WAIT 2.00 sec
107.DO[105]=ON //电机反转,料盘回起始位// 108.WAIT DI[107]=ON //料盘回到起始位//
109.DO[105]=OFF //反转关闭//
110.END
111.
112.LBL[66]
113.DO[82]=PULSE,3.0 SEC // 将DO[82] 打开3秒// 114.UALM[3](用户报警3)
115.
116.JMP LBL[1]
117.
118.END
119.
120.LBL[88]
121.DO[82]=PULSE,8.0 SEC
END
发那科机器人报警处理(中文)
3 按下F2[RELEASE(释放)]以释放超行程轴。 4 按住shift键,按下警告清除按钮。 5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。 从损坏的腕部警告复原(SERVO-006) 步骤: 1 按住SHIFT键,然后按下RESET键。 2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。 从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063) 步骤:1 按下MENUS键,显示界面菜单。 2 按下“0--NEXT---”,然后在下个页面选择“6 SYSTEM”。按下F1“[TYPE(类型)]”, 然后选择“Variables”。显示系统变量界面。 3 把系统变量$MCR.$SPC_RESET设为TRUE。(这个系统变量很快会被自动设回 FALSE)。 4 按下RESET键以释放警告。 提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。如果该控制数据被纠正,控制不需要被执行。只要把$DMR_GRP.$MASTER_DONE设为真,然后在 位置界面上选择6 MASTER/CAL。 从其他警告复原 步骤:1 清除该警告的引发源。例如,纠正程序。 2 按下RESET键来重置该警告。然后,教导盒界面上的警告信息消失。ALARM LED (发光二极管)灯灭。 C.2 警告代码 SRVO 错误代码(ID=11) SRVO-001SERVO Operator panel E--stop 可能原因:操作面板上的紧急停止按钮被按下。 解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。SRVO-002 SERVO Teach pendant E--stop 可能原因:教导盒上的紧急停止按钮被按下。 c-671
FANUC机器人仿真软件操作手册
FANUC机器人仿真软件操作手册
2008年10月第1版ROBOGUIDE 使用手册(弧焊部分基础篇)
目录 目录 (1) 第一章概述 (2) 1.1. 软件安装 (2) 1.2. 软件注册 (3) 1.3. 新建Workcell的步骤 (4) 1.3.1. 新建 (4) 1.3.2. 添加附加轴的设置 (11) 1.4. 添加焊枪,TCP设置。 (16) 1.5. Workcell的存储目录 (20) 1.6.鼠标操作 (22) 第二章创建变位机 (25) 3.1.利用自建数模创建 (25) 3.1.1.快速简易方法 (25) 3.1.2.导入外部模型方法 (42) 3.2.利用模型库创建 (54) 3.2.1.导入默认配置的模型库变位机 (54) 3.2.2.手动装配模型库变位机 (58) 第三章创建机器人行走轴 (66) 3.1. 行走轴-利用模型库 (66) 3.2. 行走轴-自建数模 (75) 第四章变位机协调功能 (82) 4.1. 单轴变位机协调功能设置 (82) 4.2. 单轴变位机协调功能示例 (96) 第五章添加其他外围设备 (98) 第六章仿真录像的制作 (102)
第一章概述 1.1. 软件安装 本教程中所用软件版本号为V6.407269 正确安装ROBOGUIDE ,先安装安装盘里的SimPRO,选择需要的虚拟机器人的软件版本。安装完SimPRO后再安装WeldPro。安装完,会要求注册;若未注册,有30天时间试用。
如果需要用到变位机协调功能,还需要安装MultiRobot Arc Package。 1.2. 软件注册 注册方法:打开WeldPRO程序,点击Help / Register WeldPRO 弹出如下窗口,
FANUC机器人密码的解除方法
机器人密码的解除方法 一、对于IB控制柜: 方法1: 条件:有一台没有设置密码的相同型号的控制柜; 到未设置密码的另外一台控制器上面把SYSPASS.SV文件备份出来; 在要解除密码设置的机器上,按Prev+Next进入CONTRAL START模式,在该模式中 将上步在未设置密码的机器上备份出来的SYSPASS.SV文件导入。然后,退出CONTRAL START 模式进入一般操作模式即可。 方法2: 开机的同时按住Prev+Next,进入CONTRAL START模式,在此模式中进行所有文件的备份; 备份完毕后对机器人进行一次初始化启动; 将步骤1中备份下来的文件中的SYSPASS.SV文件删除,然后把剩下的所有文件还原回控制柜中; 如果出现SRVO-038报警,进行SRVO-038报警的消除步骤并做好MASTERING(可改参数或选择适当的方式做MASTERING)。 注意: 在设置密码的机器上,开机进入的是OPRATER权限的界面,默认是QUICK MENU,并且不能进行QUICK/FULL MENU的切换。 不能在一般模式下面进行备份,但可进入CONTRAL START模式中备份和还原。 在INTALL密码登陆后,不能进行密码的DISABLE 和ENABLE。 二、IC控制柜 方法1: 条件:在丢失密码前做过文件的备份; 1、将MC备份中的SYSPASS.SV文件删除掉,然后拷进CF卡中; 2、将机器进行一次初始化启动,然后将CF卡中的备份导入即可。 方法2: 条件:能找到INTALL密码。 通过INTALL密码登陆后,可选择下面任何一种方法来做: IB控制柜的方法1做; 重新设置密码; 按以下步骤解除密码: MENU--SETUP--F1 TYPE--NEXT--F3 DISABLE--F4 YES。 注意: 设置过密码后,开机进入的是OPERATER权限界面,但不会默认进入QUICK MENU。 OPERATER权限在CONTRAL START模式下面无法做备份/还原。 在INTALL密码登陆后,可进行密码的DISABLE和ENABLE。 1 / 1
发那科机器人SERVO-062故障维修
发那科机器人SERVO-062故障维修 FANUCF-200iB七轴点焊机器人在对控制器断电检修后,控制器通电运行时,发那科机器人发出伺服故障报警,报警故障代码为SERVO-062。对此故障代码进行复位操作:按MENUS→SYSTEM→F1,[TYPE]→找master/cal→F3,RES_PCA→F4,YES后,机器人仍然发出伺服故障。 根据发那科机器人维修SERVO-062的含义解释为SERVO BZAL,导致发那科机器人维修此故障的原因为脉冲编码器的绝对位置后备用电池尚未连接或者电池耗尽,机器人内的电池电缆断线所导致的。 详细介绍发那科机器人维修检测此次故障维修检测步骤: ①检查发那科机器人编码器上数据存储的电池是否有电或者已经损坏。编码器脉冲数据存储为4节普通1.5V的1号干电池,测量每节电池电压均小于1.4v,电压明显偏低,更换新的电池,再次对机器人维修故障进行复位,仍然发出servo-062故障。 ②检查控制器内伺服放大器控制板坏。测量伺服放大器LED“D7”上方的2个DC线路电压检测螺丝,如果DC链路电压>50V,可判断伺服放大器控制板异常。实际检测发现DC线路电压<50v,所以初步判断伺服放大器控制板处于正常状态。观察伺服放大器控制板上p5v、p3.3v、svemg、open的LED颜色,确认电源电压输出正常,没有外部紧急停止信号输入,与机器人主板通信也正常,排除伺服放大器控制板损坏故障原因。 ③检查是否因为线路损坏原因导致的。对机器人控制器与机器人本体的外部连线电缆RM1、RP1进行检查,RM1为机器人伺服电机电源、抱闸控制线,RP1为机器人伺服电机编码器信号以及控制电源、末端执行器、编码器上数据存储的电池等线路。拔掉插头RP1,测量端子5、6、18控制电源电压+5V、+24V均正常。再检查编码器上数据存储的电池线路,而机器人每个轴的伺服电机脉冲编码器控制端由1~10个端子组成,端子8、9、10为+5V电源,4、7为数据保持电池电源,5、6为反馈信号,3为接地,1、2空。先拔掉M1电机的脉冲控制插头M1P,测量端子4、7电压为0,同样的方法检查M2~M7电机全部为0,由此可以判断发那科机器人维修故障原因是因为编码器上数据存储的电池线路损坏。经查,发现正负电源双绞线的一端插头长期埋在积水中,线路已腐蚀严重。 更换新的线路后复位,对发那科机器人进行全轴零点复归“ZEROPOSTTTIONMASTER”,导入备份程序后恢复正常工作,故障解除。
最新FANUC机器人编程与操作
实验二 FANUC机器人编程与操作 一、实验目的 1、了解机器人的构成及各组成部分的作用和机器人的用途。 2、掌握机器人的几种坐标系及功能。 3、掌握机器人的编程方式及示教编程。 二、实验设备 FANUC机器人一台(含机械部分和控制部分)、气压站仪态、气动手抓器一个、合金铝块6块。 三、实验原理 1、机器人的构成 机械本体:由6个关节组成,各环节每一个结合处是一个关节点或坐标系。 动力部分:由6台伺服电机分别驱动各关节。 计算机控制部分:用户操作面板、I/O控制接口、示教操作盘、32位CPU。 2、机器人的用途 Arc welding(弧焊),Spot welding(点焊),Handing(搬运),Sealing(涂胶),Painting(喷漆),去毛刺,切割,激光焊接.测量等. 四、实验步骤 1、熟悉机器人的各组成部分及各部分的功能。 2、熟悉机器人的各个坐标系及各坐标系的用途。 图3-1 各坐标系示教
3、熟悉控制面板TP的功能和各个键的作用。见图3-2。 图3-2 示教操作盘 4、A.开机:给机器人的控制柜和气压站上电并打开控制柜和气压站的开关。 将操作面板上的断路器置于ON 接通电源前,检查工作区域所有的安全设备是否正常。 将操作者面板上的电源开关置于ON B.关机 通过操作者面板上的暂停按钮停止机器人 将操作者面板上的电源开关置于OFF 操作者面板上的断路器置于OFF 注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏 5、用TP控制机器人分别在TOOL坐标系、JOINT坐标系、 XYZ 坐标系、USER坐标系下的 运动情况,并分析有什么不同。 6、学习示教编程的过程及原理。
发那科机器人零点复位
SRVO — 062 一, 消SRVO — 062报警(此时机器人完全不可以动)1)进入Master/Cal 界面; 步骤:MENU — 0 next — System — Type — Master/Cal,若无Master/Cal项, 则:MENU — 0 next — System — Type — Variables — 将$MASTER_ENB 改为1后在 MENU — 0 next — System — Type中会出现Master/Cal 项。 2)在Master/Cal 界面内按F3 RES_PCA 后,按YES 消除脉冲编码器报警; 3)关机。 二, 消SRVO — 075报警 1)开机(出现SRVO — 075报警),此时机器人关节可动; 2)使用TP点动机器人报警轴20度左右; 3)按REST ,消除SRVO — 075报警 三, 零点复位(Mastering) (一),Quick Mastering z Setting mastering data 在机器人正常使用时
1)进入Master/Cal界面 2)将机器人调整到Master Ref位置 3)选5 Set Quick Master Ref,按YES确定 z Quick Mastering 当机器人意外由于电气或软件故障而丢失零点后 1)进入Master/Cal界面 2)示教机器人到Master Ref位置 3)选3 Quick Mastering,按YES确定 4)选6 CALIBRATE,按YES确定 5)按F5,[ DONE ]。 注:在“Setting mastering data”和“Quick Mastering”两个过程之间不能有其他Mastering动作进行,否则其Mastering数据将会失效。 (二),SINGLE AXIS MASTER 1,进入Master/Cal 界面; 2,选择3 SINGLE AXIS MASTER,回车,进入SINGLE AXIS MASTER界面。 3,将报警轴(即需要Mastering的轴)的【SEL】项改为1; 4,示教机器人的报警轴到0度; 5,在报警轴的MSTR POS项输入轴的数据(一般是0); 6,按 F5 EXEC 则相应的【SEL】项由1 变成0 ,【ST】项由 0 变成2;
FANUC机器人基本操作指导
FANUC 机器人基本操作指导
1.概论----------------------------------------------------------------------------------------------------------- 1
1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC 机器人的型号-------------------------------------------------------------------------------- 1 2.FANUC 机器人的构成--------------------------------------------------------------------------------- 1
1)FANUC 机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC 机器人硬件系统------------------------------------------------------------------------------- 2
(1). 机器人系统构成------------------------------------------------------------------------------ 2 (2). 机器人控制器硬件--------------------------------------------------------------------------- 2 3.示教盒 TP------------------------------------------------------------------------------------------------- 2 1)TP 的作用------------------------------------------------------------------------------------------------- 2 2)认识 TP 上的键------------------------------------------------------------------------------------------- 3 3)TP 上的开关---------------------------------------------------------------------------------------------- 4 4)TP 上的显示屏------------------------------------------------------------------------------------------- 5
安全操作规程
5
编程
6
1.通电和关电------------------------------------------------------------------------------------------------ 7
1)通电-------------------------------------------------------------------------------------------------------- 7
2)关电-------------------------------------------------------------------------------------------------------- 7
2.手动示教机器人----------------------------------------------------------------------------------------- 7
1)示教模式-------------------------------------------------------------------------------------------------- 7
2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 8
3.手动执行程序--------------------------------------------------------------------------------------------- 8
4.自动运行---------------------------------------------------------------------------------------------------- 9
发那科机器人常见故障代码和故障处理方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC机器人编程与操作复习过程
F A N U C机器人编程与 操作
实验二 FANUC机器人编程与操作 一、实验目的 1、了解机器人的构成及各组成部分的作用和机器人的用途。 2、掌握机器人的几种坐标系及功能。 3、掌握机器人的编程方式及示教编程。 二、实验设备 FANUC机器人一台(含机械部分和控制部分)、气压站仪态、气动手抓器一个、合金铝块6块。 三、实验原理 1、机器人的构成 机械本体:由6个关节组成,各环节每一个结合处是一个关节点或坐标系。 动力部分:由6台伺服电机分别驱动各关节。 计算机控制部分:用户操作面板、I/O控制接口、示教操作盘、32位CPU。 2、机器人的用途 Arc welding(弧焊),Spot welding(点焊),Handing(搬运),Sealing(涂 胶),Painting(喷 漆),去毛刺,切割,激光焊接.测量等. 四、实验步骤 1、熟悉机器人的各组成部分及各部分的功能。 2、熟悉机器人的各个坐标系及各坐标系的用途。
图3-1 各坐标系示教 3、熟悉控制面板TP的功能和各个键的作用。见图3-2。
图3-2 示教操作盘 4、A.开机:给机器人的控制柜和气压站上电并打开控制柜和气压站的开关。 将操作面板上的断路器置于ON 接通电源前,检查工作区域所有的安全设备是否正常。 将操作者面板上的电源开关置于ON B.关机 通过操作者面板上的暂停按钮停止机器人 将操作者面板上的电源开关置于OFF
操作者面板上的断路器置于OFF 注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏 5、用TP控制机器人分别在TOOL坐标系、JOINT坐标系、 XYZ 坐标系、USER 坐标系下的运动情况,并分析有什么不同。 6、学习示教编程的过程及原理。 图3-3 运动指令 7、自己独立完成搬运铝块的示教编程。 1)运动类型 | Joint 关节运动:工具在两个指定的点之间任意运动 | Linear 直线运动:工具在两个指定的点之间沿直线运动 | Circular 圆弧运动:工具在三个指定的点之间沿圆弧运动 2)位置数据类型 | P:一般位置 | PR[ ]:位置寄存器 3)速度单位 速度单位随运动类型改变。
FANUC-机器人常用故障代码和故障排除方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC报警信息代码
C.警告代码 手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。 j 附录目录 C.1 警告代码表的具体描述 C.2 警告代码 C.1 警告代码表的具体描述 其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。 警告 在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。警告是用来提示操作员发生故障,使其为安全起见能中断处理。 提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。 警告代码显示或指示 当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。操作员可以通过查看LED和信息得知引发了哪个警告。 图C-1 警告显示
警告强度 如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。这个“严重性”被成为强度。警告强度级别如下所示: 表C-1 警告强度 活动警告界面只显示活动的警告。一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。 在上一条警告清除信号输入后,界面显示警告输出。当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。 该界面显示警告的严重等级为PAUSE或更高。不会显示W ARN警告,NONE警告或重置。如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。 如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。 如果警告有错误发生代码,该代码会在警告显示行下显示出来。 图C-2显示活动警告界面和警告历史记录界面的操作流程。 其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择 4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。 自动警告显示函数 当检测到一个会导致系统停止(PAUSE或更严重的警告)的警告,自动警告界面显示函数会自动显示警告界面。这个函数可以使得操作员不用手动显示警告界面,也可以使得导致系统故障的原因被快速发现。 提示:显示要求被满足,即使在开始时检测到一个警告也会自动显示警告界面。自动警告显示被执行,不考虑启动的模式。 提示:当连接了CRT,检测到了一个警告,警告界面会在教导盒和CRT上同时出现。 自动警告界面显示所需条件如下所述: F 当自动警告界面显示函数的标记被设定了。 在系统设定界面,选择AUTO.DISPLAYOFALARMMENU以开启或关闭自动显示函数。该函数默认为关闭。为了使此改变生效,电源必须关闭,再重启。->参见章节3.18。 F 当为警告强度等级设定的警告菜单标记的Auto.display被设定了。 $ER_SEV_NOAUTO[]设置是否为每个警告强度等级开启或关闭自动警告界面显示。有几种警告强度等级。NONE和W ARN警告不会影响出现执行和机器人的操作,也不会触发自动警告显示。默认设置为,自动警告显示对PAUSE和更严重的警告有效。在 FALSE:自动警告界面显示被关闭。
FANUC机器人程序备份
CONTROL START:(RESTORE) 1,开机,同时按住PREV + NEXT; 2,出现界面: CONFIGURATION MENU 1)HOT START 2)COLD START 3)CONTROLLED START 4)MAINTENANCE SELECT _3 选择3。 3,进入CONTROLLED START模式后:MENU — FILE 出现: TESTSUB LINE 0 AUTO ABORTED FILE\\\\\\\\\\\\\\CONTROLLED\START\MENUS MC:\*.* 1/23 \\1\*\\\\\\\\*\\\(all\files)\\\\\\\\\\\\ 2 * KL (all KAREL source) 3 * CF (all command files) 4 * TX (all text files) 5 * LS (all KAREL listings) 6 * DT (all KAREL data files) 7 * PC (all KAREL p-code) 8 * TP (all TP programs) 9 * MN (all MN programs) 10 * VR (all variable files) Press DIR to generate directory [ TYPE ] [ DIR ] LOAD [RESTOR][UTIL ]> 确定设备项为MC。 (若需要BACKUP,可FCTN —BACKUP/RESTORE进行切换,则以下步骤为BACKUP过程。)
4,选择RESTOR,出现以下内容: SYSTEM FILE TP PROGRAM APPLICATION APPLIC . – TP ALL OF ABOVE 选择需要的项,进行恢复(eg选择ALL OF ABOVE)。 5,跳出RESTORE FROM MEMORY CARD 选择YES 或 NO (YES 继续。NO 停止) 6,恢复完毕,按FCTN – START (COLD)进入一般模式。 (在不使用MAKE DIR时,一张MEMORY CARD 只能备份一台机器。) IMAGE (BACKUP) 1,开机,同时按住F1 + F5 ; 2,出现BMON MENU菜单; 1) CONFIGURATION MENU 2) ALL SOFTWARE INSTALLATION 3) INIT START 4) CONTROLLER BACKUP/RESTORE 5)……
发那科机械手程序
IF (DO[120]=OFF,JMP LBL[88] 〃机械手有没有在等待点附近 // DO[101]=OFF DO[102]=OFF DO[103]=OFF DO[104]=OFF DO[105]=OFF DO[107]=OFF DO[109]=OFF DO[110]=OFF DO[111]=OFF DO[112]=OFF DO[108]=OFF IF(DI[111]=OFF AND DI[112]=OFF JMP LBL[88] //如果两台磨床门没有打开,跳转到标签 WAIT DI[1O7]=ON //等待有料盘信号打开// DO[1O4]=ON //电机正转,送料// WAIT DI[108]=ON 〃等待料盘到位信号打开// DO[103]=ON //推料盘气缸推出,将料盘顶住 // DO[104]=OFF //电机正转停止// R[1]=0 〃计数器清零// R[2]=0 〃计数器清零// R[3]=0 〃计数器清零// (从此处开始,机械手去料盘拿料) LBL[1] //标签 1// UFRAME_NUM=4 //使用 4号用户坐标// UTOOL_NUM=4 〃使用 4号 工具坐标// J P[1]100% FINE J P[2]100%CNT100 PR[5,1]=R[1]*60 PR[5,2]=R[2]*60 PR[5,3]=0 PR[5,4]=0 PR[5,5]=0 PR[5,6]=0 PR[4,1]=R[1]*60 PR[4,2]=R[2]*60 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 88
发那科机器人常见故障代码和故障处理方法.docx
常用故障代码和故障排除方法 伺服-001 操作面板紧急停止 SRVO-001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067 面板 HSSB 断线报警同时发生,或者配电盘上的 LED(绿色)熄灭时,主板( JRS11)-配电盘( JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。( 注释 ) [对策 1]解除操作箱/操作面板的紧急停止按扭。 [对策 2]确认面板开关板( CRM51 )和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策 3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策 4]更换配电盘。 [对策 5]更换连接配电盘(JRS11)和主板( JRS11)的电缆。 在采取对策 6 之前,完成控制单元的所有程序和设定内容的备份。 [对策 6]更换配电盘。 (注释) SYST-067 面板 HSSB 断线报警同时发生,或 RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服 -001操作面板紧急停止 伺服 -004栅栏打开 サーボ -007外部紧急停止 伺服 -204外部( SVEMG 异常)紧急停止 伺服 -213保险丝熔断(面板 PCB) 伺服 -280SVOFF 输入 伺服-002 示教操作盘紧急停止 SRVO-002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策 1]解除示教操作盘的紧急停止按扭。 [对策 2]更换示教操作盘。 伺服-003 紧急时自动停机开关 SRVO-003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策 1]按下紧急时自动停机开关并使机器人操作。 [对策 2]更换示教操作盘。 伺服-021 SRDY 断开(组: i 轴: j ) SRVO-021 SRDY off (Group:i Axis:j) [现象]当 HRDY 断开时,虽然没有其他发生报警的原因, SRDY 处在断开状态。 (所谓HRDY ,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY 是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC机器人程序实例:走轨迹
程序实例:走轨迹等待3.0秒 PS:1→2、2→3、7→8、8→9、9→10、10→7为圆弧运动; 6→1、3→4、4→5、5→6、6→7、7→6 为直线运动; 先画图1,循环3次,等待3秒,再画图2,轨迹如上图所示。 10个位置在同一平面。 程序(位置寄存器法:建立坐标系,指定位置具体坐标): 程序行指令注释 1 PR[6]=LPOS 以位置6为原点 2 PR[1]=PR[6] 将位置6赋值给位置 1 3 PR[1,2]=PR[6,2]+120 位置1:以位置6为基准,其Y方向+120 4 PR[2]=PR[1] 将位置1赋值给位置 2 5 PR[2,1]=PR[1,1]+50 位置2:以位置6为基准,其Y方向+50 6 PR[2,2]=PR[1,2]+50 位置2:以位置6为基准,其X方向+50 7 PR[3]=PR[1] 将位置1赋值给位置 3 8 PR[3,1]=PR[1,1]+100 位置3:以位置1为基准,其X方向+100 9 PR[4]=PR[3] 将位置3赋值给位置 4 .
11 PR[5]=PR[2] 将位置2赋值给位置 5 12 PR[5,2]=PR[2,2]-220 位置5:以位置2为基准,其Y方向-220 13 PR[6]=PR[1] 将位置1赋值给位置 6 14 PR[6,2]=PR[1,2]-120 位置6:以位置1为基准,其Y方向-120 15 R[1]=0 程序1初始值为0 16 LBL[1] 程序1分支标签 17 L PR[6] 2000mm/sec FINE 从其它位置以2000 mm/sec直线运动到位置 6 18 L PR[1] 2000mm/sec FINE 从位置6以2000 mm/sec直线运动到位置 1 C PR[2] 从位置1,经过位置2以2000mm/sec 19 PR[3]2000mm/sec FINE 圆弧运动到位置 3 20 L PR[4] 2000mm/sec FINE 从位置3以2000 mm/sec直线运动到位置 4 21 L PR[5] 2000mm/sec FINE 从位置4以2000 mm/sec直线运动到位置5 22 L PR[6] 2000mm/sec FINE 从位置5以2000 mm/sec直线运动到位置 6 23 R[1]= R[1]+1 每循环一次,R[1]值加1 24 IF R[1]<3 JMP LBL[1] 如果R[1]<3,程序跳转到16 LBL[1]执行 25 WAIT 3.0sec 在位置6等待3.0秒 26 PR[7]=PR[6] 将位置6赋值给位置7 27 PR[7,1]=PR[6,1]-30 位置7:以位置6为基准,其X方向-30 28 PR[8]=PR[6] 将位置6赋值给位置8 PR[8,1]=PR[6,1]-90 位置8:以位置6为基准,其X方向-90 29 PR[8,2]=PR[6,2]+60 位置8:以位置6为基准,其Y方向+ 60 30 PR[9]=PR[6] 将位置6赋值给位置9 31 PR[9,1]=PR[6,1]-150 位置9:以位置6为基准,其X方向-150 32 PR[10]=PR[6] 将位置6赋值给位置10 PR[10,1]=PR[6,1]-90 位置10:以位置6为基准,其X方向-90 33 PR[10,2]=PR[6,2]-60 位置10:以位置6为基准,其Y方向-60 34 PR[7]=PR[6] 将位置6赋值给位置7 .
大众FANUC机器人操作标准
Fanuc机器人操作大众标准 前言 引用机器人运行的标准,其目的在于阐述在大众公司普遍适用的标准。因为在不同的使用情况下会有各自的标准,所以在各自的工厂或车间里会存在着一些细微的标准上的差异,但大体上是相同的。 这个标准并没有特别完整的要求,随时都有可能改变。如果在一定的特殊情况下,不能遵循这个标准,请在主管部门(E-Planung规划部,机器人系统部或者负责保养维修的部门)一致协商和约定下进行改动。 则 在机器人操作中由SPS-干运行对其进行支持。 不是在点与点之间激活SPS指令,而是在P-SPS上把行驶条件激活. 所有需要用到的焊钳必须在预定的宏程序中使用,在主程序开始之前将其配置上. 在主程序或子程序的产生或调整过程中,必须对每个机器人进行标准化检测,更确切地说,对他们进行一次新的初始化. 基本上每次调整都是在明确的可生产的情况下进行. 用6点法确定工具坐标和工具碰撞方向(X). 需要注意的是,固定焊枪的极臂和地底板成一定的角度,角度A,B,C所测量出来的值如果在5度以内被至成整数. 所有的模具在安装前先进行检测(焊钳,Dock焊钳和夹具更换系统等等).模具在组装前必须进行一个不用工具和Dock系统等的定位校准. 由机器人对工具的尺寸,重心和惯性进行检测.检测出来的结果必须输入到(Menue,系统,类型,负荷)里.
焊钳外形/配置的确定
·投产 ·在连接的机器人类型上对正在运行的系统进行检测,更确切的说,是通过正确的机器人类型进行检测. 机器人类型:请您按MENUS;数码键0(继续);数码键4(状态);F1(类型);数码键3(ID版本).机器人类型集中在菜单点5下. ·需要注意软件版本的统一情况. 软件版本:请您按MENUS;数码键0(继续);数码键4(状态);F1(类型);数码键3(ID版本).软件版本在菜单点"Fanuc搬运工具"和"软件编辑号码"下. ·在机器人操作设备或其他合适的辅助工具的帮助下,对系统上所有工具的(TCP)进行测量(焊钳,夹紧器和外部TCP's). ·用6点法确定工具的坐标和工具碰撞方向(X). 需要注意的是,固定焊枪的极臂和底板成一定的角度,角度A,B,C所测量出来的值如果在5度以内被至成整数.
FANUC报警信息代码之欧阳歌谷创作
C.警告代码 欧阳歌谷(2021.02.01) 手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。 j 附录目录 C.1 警告代码表的具体描述 C.2 警告代码 C.1 警告代码表的具体描述 其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。 警告 在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。警告是用来提示操作员
发生故障,使其为安全起见能中断处理。 提示:如果出现的警告编号不在这里给出代码内,请和FANUC 机器人专家联系。 警告代码显示或指示 当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。操作员可以通过查看LED和信息得知引发了哪个警告。 图C-1 警告显示 警告强度 如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。这个“严重性”被成为强度。警告强度级别如下所示: 表C-1 警告强度
活动警告界面 活动警告界面只显示活动的警告。一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。 在上一条警告清除信号输入后,界面显示警告输出。当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。 该界面显示警告的严重等级为PAUSE或更高。不会显示WARN 警告,NONE警告或重置。如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。 如果检测到了多个警告,该界面按检测到的顺序反向显示。 最大可以显示100行。 如果警告有错误发生代码,该代码会在警告显示行下显示出来。图C-2显示活动警告界面和警告历史记录界面的操作流程。 其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
- 发那科机器人培训入门
- 发那科机械手程序
- FANUC机器人程序实例:工件搬运
- FANUC机器人程序实例工件搬运
- 发那科机器人的正确操作方法及步骤
- FANUC机器人程序实例:走轨迹
- FANUC机器人编程与操作
- FANUC机器人程序员A 讲义1(安全培训)
- 发那科机器人程序员A课程 简化
- 发那科工业机器人简单编程说明
- 发那科机器人程序员课程
- 发那科机器人基础教育word版本
- FANUC机器人程序实例:走轨迹
- FANUC机器人程序自动启动介绍
- FANUC机器人程序实例:工件搬运
- 最新发那科机器人程序员课程
- 最新FANUC机器人编程与操作
- 大众FANUC机器人操作标准
- 使用U盘拷贝fanuc机械手程序及输入程序的步骤
- FANUC机器人程序实例:走轨迹