模具行位设计

模具行位设计
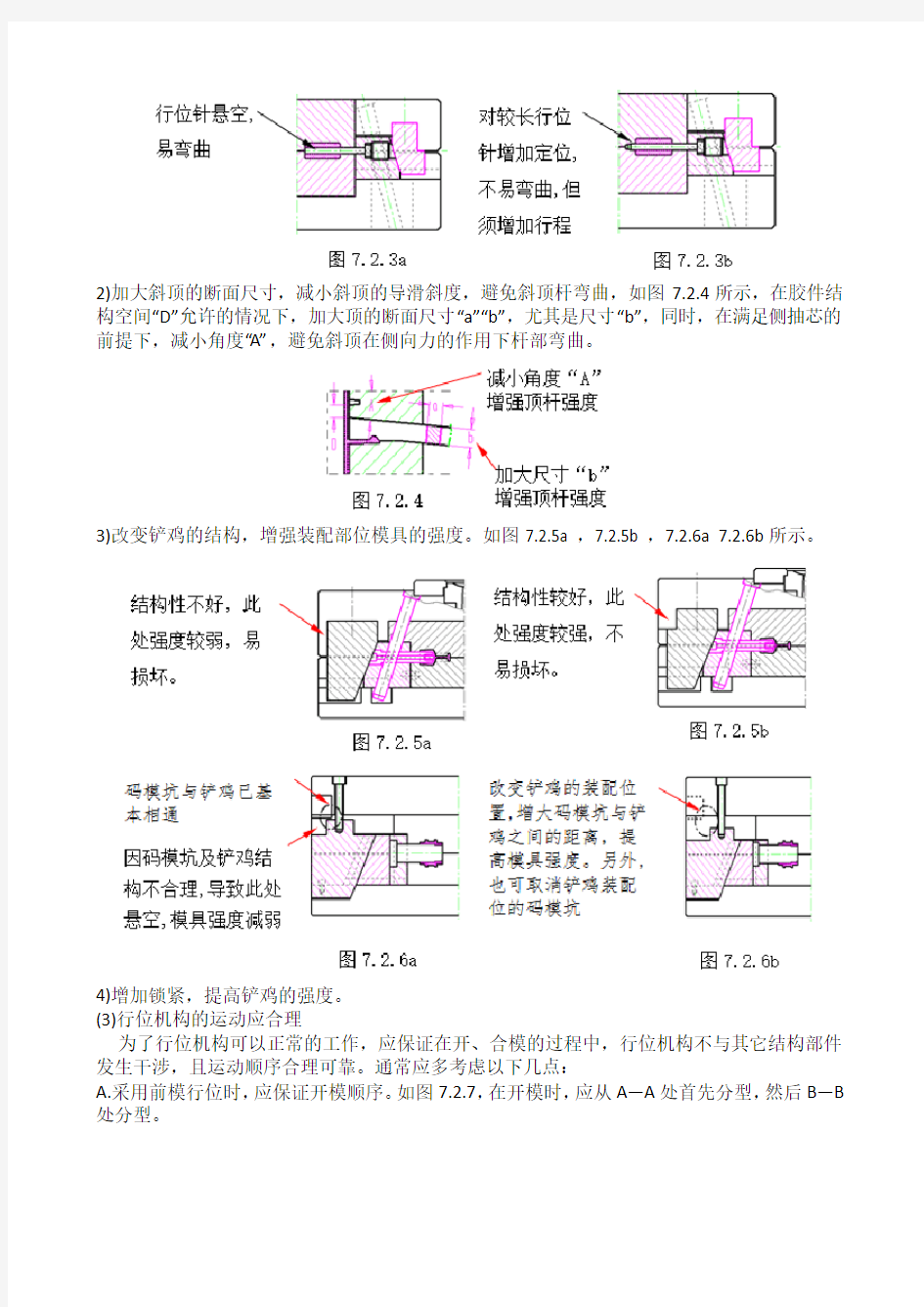
1 常用行位机构类型
对有侧向分型、抽芯的机构统称行位机构。行位机构类型较多,分类方法多种多样。根据各类行位结构的使用特点,常用行位机构可以概括为以下几类:
(1)前模行位机构(2)后模行位机构(3)内行位机构(4)哈呋模机构
(5)斜顶、摆杆机构(6)液压(气压)行位机构
2 行位设计要求
(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。一般要求:
a.尽量避免出现行位夹线。若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。如图7.2.1a,7.2.1b 所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。如图7.2.2所示。
(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:
A.结构尺寸最大。在空间位置可满足的情况下,行位组件采用最大结构尺寸
B .优化设计结构。例如以下几种情况
1)对较长行位针末端定位,避免行位针弯曲,如图7.2.3
注塑模具管理规定
注塑模具管理规定 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
JXYM - SC - 03 - 2016 受控状态:发放号:版本号/修改次:2016/0 注塑模具管理制度 一、目的 为规范注塑模具的管理,落实模具管理具体职责,确保模具处于完好正常状态,特制定本管理制度。 二、职责 1、注塑车间技术主管(车间主任兼,下同)负责制定新模具制作规范,并向模具厂家进行技术交底、图纸的确认; 2、注塑车间技术主管负责新模具验收及试模; 3、车间主任负责建立并记录模具台帐及模具维护保养记录; 4、设备主机负责上下模具的安装调校; 5、车间主任负责检查、指导上下模具安装安全;检查模具、热流道、冷却系统接线正确性确认。 三、管理内容 1、模具的制作、验收、试模 1.1根据市场或客户订单需要,需制作新模具时,由注塑车间技术主管负责以书面形式向模具厂家告知模具制作技术规范,并确认图纸和最后技术交底工作; 1.2模具制作完成,接到厂家验模、试模通知后,由注塑车间技术主管到模具厂家验收、试模,根据验模实际状况,安排二次或三次验模,直至模具合格,验模过程须填写《模具验收记录》,试模过程需有模具厂家人员的签字确认。 2、模具登记、存放保管 2.1新模具到厂后,由车间主任负责对外观完好性进行验收,并安排吊模,存放到模具存放区,做好标识卡。模具及其配件分类摆放整齐有序,标识醒目清楚。模具外观如在运输过程中磕碰出现瑕疵或损坏,应及时联系模具厂家人员到厂确认。 2.2由车间主任负责建立《模具台帐》、《模具档案》,新模具到厂后,对模具的规格、型号、生产厂家等在《模具台帐》中进行登记。将
(完整版)注塑模具导入流程
xxxxxxxxxxxxx公司 注塑模具导入试模流程书部门:生产部注塑组 制作: 日期:
1.目的: 为了在新注塑模具导入阶段能有效的管控,以确保试模延续到试流及正常量产阶段顺利完成,以快速高效的缩短导入周期达到全面满足客户需求,制定模具导入试模流程。 2.范围: 适用于所有客户端注塑模具的导入。 3.各岗职责: 3.1 市场部及项目部结合公司注塑生产优势有效资源负承接进新的客户源的导入并组织,确认导入项目配套物资到位。 3.2项目开发部负责承接及收集客户端工程文件,同客户工程人员一并解决处理在模具的设计、策划、评审、样品试制及产品治具所有模具技术问题,负责编制技术标准及流程工作。 3.3 品质部负责对产品先期质量标准信息收集。 3.4成型车间负责人员配备、机台、材料及辅助设备等工作安排及准备及试模流程。 4. 模具验收及模具维护流程:
《模具试模流程概述》 拟制/时间:批准/时间:
《模具导入前模具工程信息表》
注塑现场试模详细说明 新模具注塑成型之前或机台更换其他模具及模具修改生产时,试模是必不可少的部分。试模结果的好坏将直接影响工厂的后续生产是否顺畅及成本是否有效控制。因此在试模过程中必须遵循合理的操作步骤和记录试模过程中有用的技术参数,以利于产品的批量生产。 新模试模前的注意事项: 1.了解模具的有关资料最好能取得模具的设计图面,详予分析,并与模具技师及结构工程师参与现场试模工作。 2.先检查模具其机械配合动作: 要注意有否滑伤,缺件及松动等现象,滑块动作是否确实,水道及气管接头有无泄漏是否有堵,模具之开程若有限制的话也应在模上标明。以上动作若能在上模前做到的话,就可避免在上模时发现问题,再去拆卸模具所发生的工时浪费。 3.当确定模具各部动作得宜后,就要选择适合的试模注塑机,在选择时应注意: (a)注塑机台的最大射出量与机台的匹配。 (b)确认格林住拉杆内距尺寸是否放的下模具。 (c)活动模板最大的移动行程是否符合要求。 (d)模具的定位圈和深度尺寸是否与注塑机匹配。 e)其他相关试模用工具及配件是否准备齐全。 以上都确认没有问题后则下一步骤就是吊挂模具,吊挂时应注意 在锁上所有夹模板及开模之前吊环不要取下,以免夹模板松动或断裂以
模具设计专业术语
模具设计专业术语 中英对照 一、入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter 二、流道: runner 热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴:hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头:connector plug 插座:connector socket 密封/封料:seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边L:guide pin
顶针板:ejector retainner plate 托板:support plate 螺丝:screw 管钉:dowel pin 开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针:ejector pin 司筒:ejector sleeve 司筒针:ejector pin 推板:stripper plate 缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock 斜顶:lifter 模胚(架):mold base 上内模:cavity insert 下内模:core insert 行位(滑块):slide 镶件:insert 压座/斜鸡:wedge 耐磨板/油板:wedge wear plate 压条:plate 撑头: support pillar 唧嘴:sprue bushing 挡板:stop plate 定位圈:locating ring 锁扣:latch 扣鸡:parting lock set 推杆:push bar 栓打螺丝:S.H.S.B 顶板:eracuretun 活动臂:lever arm 分流锥:spure sperader 水口司:bush 垃圾钉:stop pin 隔片:buffle 弹弓柱:spring rod 弹弓:die spring 中托司:ejector guide bush 中托边:ejector guide pin 镶针:pin 销子:dowel pin 波子弹弓:ball catch 复位键、提前回杆:early return bar
注塑模具制造合同(相当全面共9页)
模具制造合同 合同编号: 甲方: 地址: 法定代表人: 乙方: 地址: 法定代表人: 第一条承造项目 甲方委托乙方开发制造模具。 第二条模具数量 此次甲方委托乙方开发制造的模具共计个零件套模具。具体的模具清单及技术要求见附件一。 第三条模具制造进度与交付 1、模具制造进度与交付
1.1各模具交货期见上表“承造项目”,乙方提供的试模样件应符合图纸及试制要求。 1.2在合同规定的时间内乙方将模具送到甲方指定地方,并达到批产状态;待模具符合本合同约定的验收条件时进行验收。 1.3 以上各阶段均以甲方书面确认文件、验收合格确认书为准。如在合同签订后因甲方设计更改等原因造成上述期限延长的,乙方应提供由甲方确认的允许延期的书面文件,否则,视为乙方违约。 2、交付(运输)方式:乙方安排汽车运输至甲方指定地点交货,并承担运费及交付前的一切风险。 第四条双方责任 1、甲方负责产品零件的结构设计、产品的外观造型设计及整机的技术性能设计,并在合同签订前完成产品设计方案,同时向乙方提供最终开模图纸。如对甲方提供的上述设计、图纸及相关资料等有疑问,乙方应主动及时向甲方询问清楚,以便双方协商处理;乙方擅自处理的,一切后果均由乙方承担。 2、乙方负责模具开发制造,必须按合同所定时间完成,并对模具品质、模具所生产产品的结构合理性及装配合理性负责。 3、乙方只负责该批模具制造;而使用该批模具生产产品的制件厂家将由甲方通过招标或其它的方式另行确定。 4、甲方有权在模具开发制造过程中派人跟进;乙方应全力配合甲方了解当前模具制作进度等信息。 第五条改模 1、提供试模样件后,乙方应根据甲方的要求及时对模具进行修改和调整。甲方对改模时间提出要求的,乙方应在要求时间内完成改模;甲方未对改模时间提出要求的,乙方应及时完成改模,但改模时间最长不能超过乙方接到甲方改模通知后1个月。 2、如果甲方由于项目及图纸调整而改模,那么,在不造成模具报废的情况下,乙方应无条件协助甲方改模,所产生的费用由甲方承担,若因乙方未能按甲方提供图纸制造,所产生的改模费用由乙方承担。 第六条验收 1、验收基本条件: A、使用该模具制造的零散零件生产套后,或产品确认单下达六个月之后由甲方进行验收。 满足验收基本条件时,乙方应当及时向甲方提出验收申请,甲方在收到乙方验收申请后14个工作日内完成验收,并出具《模具验收记录表》。因乙方原因导致验收延误超过1个月的,视为验收不合格。 2、验收时以甲方提供的样品和附件《模具清单及技术要求》、双方确认的图纸、整机装配结构的合理性为依据。 3、由于甲方项目调整而改模,甲方可以相应延长验收时间。 第七条合同总价款及付款方式
模具设计结构标准
模具设计结构标准
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 ○1一定要以节约为原则 ○2应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。 ○3一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 ○4一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25mm,当产品之间过流道时X、Y之间的 距离要保证在20~40mm。 二.型芯尺寸结构 2.1型芯的设计 ○1在保证强度的前提下,尽可能节约成本。 ○2型芯强度设计标准,如表: 产品尺寸(X、Y)产品与型芯边缘的距离(X、Y)产品与型芯边缘的距离(高度Z向)50以下15 25 100以下20 25 150以下25 30 250以下30 35 400以下35 40 650以下40 45 800以下45 50 ○3当设计深腔模具时,高度大于150mm以上的桶形产品。 应考虑原身留的形式,模板之间互锁来加强模具的强度
模具移交协议及清单
******有限公司模具移交协议 甲方:******有限公司 乙方: 丙方: 甲乙丙三方就乙方将塑料模具共套移交丙方使用,达成以下协议: 一.乙方移交给丙方的模具清单如下(共套): 二.模具属甲方所有,甲方授权丙方使用上述模具按甲方质量要求替甲方加工塑料制件。乙方(模具厂/外协注塑厂)必须按甲方要求将模具移交给丙方,丙方接收模具后必须负责妥善保存,如有遗失或损坏需照价赔偿。如模具需修理或更改必须先征得甲方的书面确认。 三.授权加工产品的数量以甲方确认的采购订单为准。 四.未经甲方授权,丙方不得私自使用甲方所提供的模具,或使用甲方的模具生产加工制品供应予其他单位或个人,否则甲方有权追讨一切的经济损失及保留诉讼权利。 五.在任何情况下,甲方有权随时调动或收回上述模具,丙方不能以任何理由拖延交还模具,否则甲方将追讨一切的经济损失及保留诉讼权利。 六.丙方随意修改或损坏模具,除照价赔偿模具损失给甲方外,还需赔偿甲方应此造成的相应损失。 七.本协议未说明事宜以甲方与乙方、丙方签订的其他合同为准。 八.本协议于三方签订之日起生效,一式四份,甲方执两份,乙丙双方各执一份。 本协议附件:模具移交清单一份 乙方(移交方):丙方(接收方): 签字(章):签字(章): 日期:201 年月日日期:201 年月日 甲方(授权方):******有限公司 签字(章): 日期:201 年月日
******有限公司模具移交清单 现******有限公司授权有限公司 向有限公司移交以下套注塑模具: 乙方(移交方):丙方(接收方): 签字(章)签字(章) 日期:201 年月日日期:201 年月日 甲方(授权方):******有限公司 签字(章) 日期:201 年月日
关于注塑模具简介范文
关于注塑模具简介 1.1、实用范围:注塑模具实用于热塑性塑料如ABS、PP、PC、POM等,而热固性塑料如酚醛塑料,环氧塑料等则采用橡胶模; 1.2、注塑模具分类: 按结构:二板模、三板模 按水口:大水口、点水口、热水口 1.3、注塑模具结构 A、成型零部件:也就是我们通常所说的前、后模CORE,也是与产品联系最紧密的部位; B、浇注系统:熔融塑胶从喷嘴引向型腔的流道,可分为:主流道、分流道、浇口、冷料井等; C、导向系统:确定前、后模合模时的相对位置,一般有导柱、导套,必要的情况上,顶出部分也需导柱、导套定位; D、脱模结构:就是将胶件从模具中顶出的装置,常用的有:顶针、顶板、司筒等; E、温度调节系统:为满足注塑成形工艺对模具温度的要求,在前后模所加的冷却水道; F、侧向分型及侧向抽芯:当胶件存在倒扣即与脱模方向不一致的结构时就得使用行位,常见的形式:滑块、斜顶、抽芯等; G、排气结构:常见的排气形式有两种:排气槽、成形零部件间隙。为了在注塑过程中排除型腔中的空气和成型过程中产生的气体,常在分型面设置排气槽。设置排气槽的原则是,在不影响溢料及披锋时,应尽可能大的排气槽。而镶针、顶针、镶件则是利用成型零部件间隙排气。 模具维修 模具在正常使用过程中,由于正常或意外磨损,以及在注塑过程中出现的各种异常现象,都需修模解决。 2.1、模具技工接到任务后的准备工作 A、弄清模具损坏的程度; B、参照修模样板,分析维修方案; C、度数:我们对模具进行维修,在很大程度上是在无图纸条件下进行的,而我们维修的原则为“不影响塑件的结构、尺寸”,这就要求我们修模技工在设计到尺寸改变时应先拿好数再作下一步工作。 2.2、装、拆模注意事项 A、标示:当修模技工拆下导柱,司筒、顶针、镶件、压块等,特别是有方向要求的,一定要看清在模胚上的对应标示,以便在装模时对号入座。在此过程中,须留意两点:1、标
模具设计规范标准规范标准
模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式
5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
注塑模具试模和修模流程
注塑模具试模和修模流程 文件编号 AO 版次 页次 1.1为规范塑胶注塑模的使用和保养,减少模具的损坏,确保产品质量满足客户需求.特制定以下规程 2.1塑胶部注塑根据工程部所下发的<试模通知单>跟催模具是否到位,并安排架模员,加料员作好试模的准备,并通知试模工程师到现场试模。 2.2试模时需要有品质工程师或专案工程师.工模人员到现场监督,试模完后, 架模人员如实填写模具水路图,架模点检表;试模员填写《射出成型参数记录表》,《试模检讨报告》以便存档作为以后量产参考;工程师把试模的《射出成 型参数记录表》,《试模检讨报告》经审核后再分发给模具部和工程部参考,试 模要试200只左右的良品交给品质工程师确认,同时保存5模样品供工模部修模参考;自己也需保存5模左右产品供试模存档;若试模产品被判定为不合格,应通知工模部重新修模,修好后应重新试模,若在试模过程中发现模具异常则应立即通知工模人员确认并修复后才可试模,重新试模的流程同以前的流程; 若试模产品被判定为OK,则工模部应重新检查模具并按要求移交模具(连同模具清单)给生产部移交时须付《模具交接单》.《模具组立检查表》,塑胶部检 查OK后予以签收,并做好模具挡案。
文件编号 AO 版次 页次 2.3模具投产后,由架模员把模具从模架上领出至现场.按模具的水路图和架模点检表,技术员或领班按射出成型参数表进行生产,开机生产进行;如实填写模具保养点检表和模具的生产履历表,下模后由架摸员吹清水路喷上防锈剂保养把模具送至模具架上,如实填写模具管制表。 2.4生产中模具发生异常,如需要停机修模而下模维修时,须开立异常通知单。 停线通知单.修模通知单,通知相关人员和相关人员,经审签后需开立模具维修 单连同要修模具送至工模部进行维修;修复后再进行试模,技术人员如实填写试模检讨报告,试模产品经品保工程师和研发设计工程师确认,如判定为OK 则可投入生产,如判定为NG则移交模具和该模具的试模报告,通知工模检讨,给予维修,如未下机台维修,可不用开立试模检讨报告,由塑胶部依照注塑的封样进行判定OK还是NG。 2.5非相关修模人员不的私自修模,注塑技术员不可以从事修模作业,修模须要经过领班以上干部确认和品质工程师确认才可。 . 编制吴又松审核
注塑模具维护保养规程与管理规定
注塑模具维护保养规程与管理规定 一、目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行。 二、职责: 2.1本标准必须经由培训合格之注塑技术人员和模具管理人员施行。 2.2注塑领班负责实施和检查督导,主管定期督导。 三、注塑模具的保养内容分为: 3.1生产前模具的保养 3.1.1须对模具的表面的油污,铁锈清理干净,检查模具的冷却水孔是否有异物,是否有水路不通 3.1.2须检查模具胶口套中的圆弧是否损伤,是否有残留的异物; 3.1.3 模具的固定模板的螺丝和锁模夹是否拧紧等; 3.1.4模具装上注射机后,要先进行空模运转。观察其各部位运行动作是否灵活,是否有不正常现象,活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,顶出行程,开启行程是否到位,合模时分型面是否吻合严密等。 3.2生产中模具的保养 3.2.1模具使用时,要保持正常温度,不可忽冷忽热。在正常温下工作,可延长模具使用寿命。 3.2.2 每天检查模具的所有导向的导柱、导套、回针、推杆、滑块、型芯等是否损伤, 要随时观察,定时检查,适时擦洗,并要定期对其加油保养,每天上下班保养两次,以保证这些滑动件运动灵活,防止紧涩咬死。 3.2.3每次锁模前,均应注意,型腔内是否清理干净,绝对不准留有残余制品,或其它任何异物,清理时严禁使用坚硬工具,以防碰伤型腔表面。 3.2.4 型腔表面有特殊要求的模具,表面粗糙度Ra小于或等于0.2cm,绝对不能用手抹或棉丝擦,应用压缩空气吹,或用高级餐巾纸和高级脱脂棉蘸上酒精轻轻地擦抹。 3.2.5 定期清洁模具分型面和排气槽的异物胶丝,异物,油物等,分模面、流道面清扫每日两次。注射模具在成型过程中往往会分解出低分子化合物腐蚀模具型腔,使得光亮的型腔表面逐渐变得暗淡无光而降低制品质量,因此需要定期擦洗,擦洗可以使用醇类或酮类制剂,擦洗后要及时吹干。 3.2.6 定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固。 3.2.7 检查模具的限位开关是否异常,斜销.斜顶是否异常。 3.3停机模具的保养 3.3.1 操作离开需临时停机时,应把模具闭合上,不让型腔和型芯暴露在外,以防意外损伤,停机时间预计超过24小时,要在型腔、型芯表面喷上防锈油或脱模剂,尤其在潮湿地区和雨季,时间再短也要做防锈处理。空气中的水汽会使模腔表面质量降低,制品表面质量下降。模具再次使用时,应将模具上的油去除,擦干净后才可使用,有镜面要求的清洗压缩空气吹干后再用热风吹干,否则会在成型时渗出而使制品出现缺陷。 3.3.2临时停机后开机,打开模具后应检查滑块限位是否移动,未发现异常才能合模。总之,开机前一定要小心谨慎,不可粗心大意。 3.3.3为延长冷却水道的使用寿命,在模具停用时,应立即用压缩空气将冷却水道内的水清除,用少量机油放入咀口部,再用压缩空气吹,使所有冷却管道有一层防锈油层。 3.3.4工作中认真检查各控制部件的工作状态,严防辅助系统发生异常,加热,控制系统的保养对热流道模具尤为重要。在每一个生产周期结束后,都应对棒式加热器,带式加热器,热电偶学用欧母进行测量,并与模具的技术说明资料相比较,以保证其功能的完好。与此同时,控制回路可能通过安装在回路内的电流表测试。抽芯用的液压缸中的油尽可能排空,油
模具设计2D结构图绘制一般方法
绘模具结构图 一、当把成品图调进模图时,成品图必须乘缩水。(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。 二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。 三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。 四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。 制品的厚度(mm)成品至CORE边数值(mm) 2015—20 20—3020—30 30—4030—40 ﹥4050 五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。CORE料边至回针应有10mm距离。 制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度 SP、CMmmMm ﹤772532 77—1163238 116—1543850 154—1934464 ≧1935076 CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm 六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。 七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。 八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
注塑模具使用与保养
注塑模具使用与保养 一、目的: 1.1为规范塑胶注塑模的使用和保养,减少模具的损坏,确保产品质量满足客户需求。 二、职责 2.1本标准必须经由培训合格之注塑技术人员2.2注塑领班负责实施和检查督导,主管定期督导. 三注塑模具的保养内容分为: 1.0生产前模具的保养 1.1须对模具的表面的油污,铁锈清理干净检查模具的冷却水孔是否有异物,是 否有水路不通. 1.2需检查模具浇口套中的圆弧是否损伤,是否有残留的异物.运动部件是否有 异常,动作是否顺畅. 2.0生产中模具的保养 2.1每天检查模具的所有导向的导柱,导套是否损伤,包括模具导柱.行位等部件,定期对其加油保养,每天上下班保养两次. 2.2清洁模具分型面和排气槽的异物胶丝,异物,油物等并检查模具的顶针是否 异常并定期打油.分模面、流道面清扫每日两次。引导梢、衬套、位置决定梢的给油每日一次。 2.3定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固.
2.4检查模具的限位开关是否异常,斜销.斜顶是否异常. 3.停机模具的保养 3.1停机之前须先关闭冷却水路,吹净模具内的水路的余水,检查模具的表面是 否有残留的胶丝,异物等将其清理干净后均匀喷上防锈剂,准确填写相关记录. 四. 塑胶模具的维护管理要点 模具维护管理的重点,主要的维护项目为: 1.模具PL面, 模穴、型心面等部位的清洁, 2.模具的运动部位的润滑,螺栓的松弛的紧固, 3.冷却水孔的防锈, 电器件的断线检查等 连续生产时应定期进行生产中维护,断续生产品则在一个批量生产後一 定要进行停机维护,使其在最佳保养状态。 模具维护应有日常保养进行和定期保养进行,都依照「模具维护与保养」 进行,并以「模具保养检查表」确认并作业後,再将每一个模具生产记载 於记录表上,这个记录是模具的履历记录,在以後的检查上有很大的帮 助。维护上的要点在於,在固定的必要频率及时间下,认真执行模具的 维护管理。「并非发生事故後立即修护,而是要预防事故的发生」。 注塑试模管理 试模是指模具初装后进行的试验性冲压或啤塑,以考核模具的性能和啤件的质量。如何控制和管理不同的试模申请,制定相应的试模计划,由注塑统一安排试模计划。 试模通知:试模通知是提醒各参加试模部门、人员做好相应的准备工作以便能
注塑模具管理制度流程20180521修改版
精心整理 文件编号:JN/ZD-07-2018-04-04版本号:A3 归口管理:生产中心编制部门:设备部 生效日期:2018年月日 注塑模具管理制度 一、目的 为规范注塑模具的开发、采购、使用、维修保养、调拨、报废全过程的管理,提高生产质量和效率,特制定本制度。 1. 2.定 3. 4. 5. 6. 7. 8. 9. 1、新开发产品模具,由研发部申报开发,提供模具技术要求评审下发,供应部负责采购。 2、原有模具已报废或即将报废,而市场仍然需要该模具生产的产品时,由供应部负责申请开模并采购; 3、现有模具的生产能力无法满足市场需求时,由供应部负责申请开模并采购。 (二)模具验收 1、模厂试模验收:由供应部组织技术部、质量部前往制模厂家,依据合同技术要求,进行现场试模验收。验收合格,技术部负责试模报告、成型工艺参数的存档,质量部负责产品样件封样。 2、回厂试产验收:由供应部组织生产部、质量部、技术部、设备部等相关部门,到车间现场
进行试产验收。 3、模具试产验收合格后,由供应部负责办理入库手续,使用部门领用并保管,设备部负责建账管理。 4、验收不合格,由供应部负责跟踪处理。 (三)模具使用 1、模具使用规范 1.1使用中的模具由生产部负责进行清理、润滑、维护,每班不少于两次。 1.2待机不超过24小时的模具,使用人员需关闭模具水路,并对型腔喷涂脱模剂,超出24小 2 3 4 1 2 3、技术改模由技术部组织供应部、质量部,制定改模技术方案,改模后的验收,按新制模具试模流程进行验收,负责试模报告、成型工艺参数的存档,质量部负责产品样件封样。 (五)、模具调拨 1、外协模具的调出、调入由供应部填写《调拨单》,按调拨流程执行,调拨完成后,需及时将《调拨单》提报设备部存档。 1.1模具调回公司时,须送至机加工部门进行拆模,对模具型腔、模芯及水路等进行确认签字。若存在异常拒绝接收,无异常由供应部负责存放管理或调配使用。若后续上模使用发现模具存在其他问题,仍由供应部负责处理。
模具设计结构标准
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 一定要以节约为原则 应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25,当产品之间过流道时X、Y之间的距离要保证在20~40。 二.型芯尺寸结构 2.1型芯的设计 在保证强度的前提下,尽可能节约成本。 型芯强度设计标准,如表: 当设计深腔模具时,高度大于150以上的桶形产品。应考虑原身留的形式,模板之间互锁来加强模具的强度(比如电池槽模具结构)。
6 模具行位设计标准
无 版本号 无 制.修订日期 2009-7-1 精品文档 你我共享 一、行位设计的基本要求 1、 设计行位时,行位退离产品至少需有2-3mm 的避空位。 2、 行位斜度需控制在15-25 度之间,斜导柱斜度需比铲基斜度小2度。斜导柱直径可取 6mm 8mm 10mm 12mm 一般最小不能小于6mm,最大不能超过12mm 。行位宽度超过60 mm,要考虑做2支斜导柱, 行位宽度超过80mm,需在行位底中间做导向条, 3、 若行位太高,需把斜导柱孔的起点降低,以便行位滑动顺畅。如需延迟行位开或合的时间, 需把斜导柱孔的直径做大。 4、 当行位在前模的深度超过行位的深度时,应考虑不做铲基,斜度直接做在A 板上,底部要做 R3左右的圆角,另行位上需做耐磨块。
无 版本号 无 制.修订日期 2009-7-1 精品文档你我共享 5、当行位深度主要在后模时,需做铲基行位,行位上胶位面积大或行位上有碰穿或擦穿位时, 需要做反铲,斜度在10度以上。 6、当行位上的胶位面积小时,行位可做成图3.1.6形状,铲基面的高度要大于行位高度的 2/3。
无 版本号 无 制.修订日期 2009-7-1 精品文档你我共享 7、模具行位耐磨块采用2510钢料,硬度需达到HRC50°-52°所有宽度超过50.0mm的行位 行位座底面及背面均需做耐磨块,耐磨块厚度为5mm,高出模胚面0.50mm,所有耐磨块行位运动方向不需做避空(如下图所示)。 3.4.1C 8、行位压块宽度取20mm,高20mm长度根据行位而定,压块材料2510,加硬到HRC50-52度 9、模具行位的回位及固定方法。 模具行位向上(包括斜向上),行位有凸起幼细镶件及镶针,行位底有顶针时可选用弹弓作为辅助回位装置。
注塑模具管理制度
JXYM - SC - 03 - 2016 受控状态:发放号:版本号/修改次:2016/0 注塑模具管理制度 一、目的 为规范注塑模具的管理,落实模具管理具体职责,确保模具处于完好正常状态,特制定本管理制度。 二、职责 1、注塑车间技术主管(车间主任兼,下同)负责制定新模具制作规范,并向模具厂家进行技术交底、图纸的确认; 2、注塑车间技术主管负责新模具验收及试模; 3、车间主任负责建立并记录模具台帐及模具维护保养记录; 4、设备主机负责上下模具的安装调校; 5、车间主任负责检查、指导上下模具安装安全;检查模具、热流道、冷却系统接线正确性确认。 三、管理内容 1、模具的制作、验收、试模 1.1根据市场或客户订单需要,需制作新模具时,由注塑车间技术主管负责以书面形式向模具厂家告知模具制作技术规范,并确认图纸和最后技术交底工作; 1.2模具制作完成,接到厂家验模、试模通知后,由注塑车间技术主管到模具厂家验收、试模,根据验模实际状况,安排二次或三次验模,直至模具合格,验模过程须填写《模具验收记录》,试模过程需有模具厂家人员的签字确认。 2、模具登记、存放保管 2.1新模具到厂后,由车间主任负责对外观完好性进行验收,并安排吊模,存放到模具存放区,做好标识卡。模具及其配件分类摆放整齐有序,标识醒目清楚。模具外观如在运输过程中磕碰出现瑕疵或损坏,应及时联系模具厂家人员到厂确认。 2.2由车间主任负责建立《模具台帐》、《模具档案》,新模具到厂后,对模具的规格、型号、生产厂家等在《模具台帐》中进行登记。将模具制作图纸、热流道、胶口、冷却水路图纸存档至《模具档案》
中。 3、模具使用 3.1上下模装模调校,必须严格按《注塑机安全操作规程》第五条款“注塑机更换模具操作步骤”要求进行操作; 3.2由设备主机负责安装调校;车间主任负责检查、指导上下模具安装安全;检查模具、热流道、冷却系统接线正确性确认; 3.3操作人员必须爱护模具,按规定的工艺操作方法使用,避免因错误使用而造成损坏。人为原因造成模具损坏或不能使用的,将严肃追究有关人员的责任。 4、模具保养、维修 4.1制定《模具保养计划》,定期对模具进行保养,延长模具使用寿命。保养完成后,及时填写《模具维修、保养记录》; 4.2模具在使用过程中出现问题,设备主机应及时反馈,由车间主任检查确认,模具如在保修期内,应通知模具厂家人员处理,模具过了保修期,须仔细确认是否可自行维修,经确认不能自行维修的,联系模具修理厂家维修。维修并经试模完好后,填写《模具维修、保养记录》。 四、相关文件、记录 1、模具制作规范 2、模具图纸(加工制作图纸、热流道、胶口、冷却水路图纸) 3、模具保养计划 4、注塑机安全操作规程 5、模具台帐 6、模具档案 7、模具维修、保养记录 编制:审批: 下发日期: 发:总经理、生产副总、注塑车间主任、办公室存档1份。
模具设计规范标准规范标准
模具设计标准规范 1﹑目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门.避免或减少失误。 2﹑范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。3﹑权责: 3.1 工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图. 3.2 现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4. 名词释义: 无 5﹑作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“Arial”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2 图面标准 5.2.1 图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189横印(附件一) A1图框:594*841横印(附件二) A2图框:420*594横印(附件三) A3图框:420*297横印(附件四) A4图框:297*210直印(附件五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式。 5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 5.2.4 图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
关于注塑模具的相关知识
关于注塑模具的相关知识 录 1# 引言 2#目录 3#美國SPI-SPE 为標準来分类的模具等级 4#國際標準分三大類(AISI,DIN,JIS) 5#模具设计制造的常用名称中英文版 ----图纸常用名词 6#模具设计制造的常用名称中英文版 ----制造加工常用名词 7#浇口的常用形式-配有图片和中英文名称,让您和鬼佬的沟通变得简单起来 8# 产品表面要求,光洁度标准,中英文版(从此以后你在这方面也是专家了) 9# 英文-中文-德语常用模具专业用语 10# 模具结构之常用2板模形式 11# 模具结构之特殊2板模形式(Floating “A” Plate) 12# 模具常用零件及其名称 美國SPI-SPE 为標準来分类的模具等级 模具類別以美國SPI-SPE 為標準分下列各類. 一. 101 類模(SPI-SPE 標準1,000,000 啤或以上,長期精密生產模) 1. 需要詳細模具結構圖. 2. 模胚材料硬度最低為 280BN.(DME #2 鋼 / 4140 鋼) 3. 有膠位的內模件鋼材一定要見硬至 48~50HRC.其餘零件如行位,壓鎖,壓條等亦應為 硬件. 4. 頂針板要有導柱.
位要有硬片. 5. 行 6. 如有需求的話,上模,下模及行位要有溫度控制. 7. 所有運水道,建議採用無電浸鎳或用420 不銹鋼做模板.這樣可防止生銹及清理垃圾. 8. 需要直身鎖或斜鎖. 二. 102 類模. (不超過1,000,000 啤,大量生產模具.) 1. 需要詳細模具結構圖. 2. 模胚材料硬度最低為 280BHN.(DME #2 鋼 / 4140 鋼) 3. 有膠位的內模件鋼材要見硬至最低 48~52HRC,其餘有用的零件亦應同一處理. 4. 建議採用直身鎖或斜鎖. 5. 下列項目可能或不需要.視乎最終生產數量而定.建議報價時如採用下列項目要檢查 清楚是否需要: A. 頂針板導柱. B. 行位硬片. C. 電鍍運水孔. D. 電鍍模腔. 三. 103 類模(少於500,000 啤,中量生產模.) 1. 需要詳細模具結構圖. 2. 模胚材料硬度最小為 165BHN. (DME #1 鋼 / 1040 鋼) 3. 內模鋼材為 P20(28~32HRC)或高硬度(36~38HRC). 4. 其餘要求視乎需要而定. 四. 104 類模(少於100,000 啤,少量生產模) 1. 需要模具結構圖.
模具设计规范
文件版本 1.0 标 题 内 容 模 具 设 计 规 范 页 数 共17页 第1页 1.目的: 本标准规定了塑胶模具的设计原则、方法及要求。 2.适用范围: 本标准适用于塑胶模具设计。 3.设计内容 3.1 制品工艺性分析与脱模斜度确定 3.1.1制品应有足够的强度和刚性。 3.1.2制品壁厚均匀,变化不超过60℅;对于特别厚的部位要采取减胶措施。 3.1.3加强筋大端的厚度不超过制品壁厚的一半。 3.1.4制品上的文字原则上采用凸型字,以便于机械加工。 3.1.5制品形状应避免产生模具结构上的薄钢位。 3.1.6工艺圆角是否考虑制品使用性能,是否有利于机械加工。 3.1.7 脱模斜度确定 3.1.7.1 客户资料有明确脱模斜度要求且合理时,按客户资料要求设计脱模斜度。 3.1.7.2 客户资料的脱模斜度不合理时,与客户沟通确定合理的脱模斜度。 3.1.7.3 客户资料未注明或没有明确的脱模斜度时,应明确客户要求后再确定。 3.1.7.4 不影响制品装配的部位应设计1°以上脱模斜度,但需防止缩水;对可能影响产 品装配的部位,以装配间隙差做脱模斜度。 3.1.7.5 应通过计算确定合理的脱模斜度:有特殊要求(如蚀皮纹等)的制品,脱模斜度 应不小于2.5° 3.2 模具分类:根据模胚尺寸将模具分为大、中、小三类。 3.2.1 模具尺寸6060以上称为大型模具。 3.2.2 模具尺寸3030-6060之间为中型模具。 3.2.3 模具尺寸3030以下为小模具。 3.3 模胚选用与设计 3.3.1 优先选用标准模胚,具体按龙记/明利标准执行。 3.3.2 若选用非标准模胚,优先选用标准板厚,具体参照龙记/明利标准执行。 3.3.2.1 大型非标准模胚,导柱直径不小于¢60mm,导套采用铸铜制做。 3.3.2.2 大型非标准模胚导套孔壁厚不得小于10mm,回针孔壁厚为35-40mm,回针直径不 小于φ30。
注塑模具开模规范
1目的 1.1规定注塑模具的设计、加工、验证、确认、放模活动过程,明确相关部门及人员 的职责和权限,确保模具从设计到放模全过程在受控状态下进行。 2范围 2.1适用于注塑模具设计、加工、验证、确认、放模过程和相关部门及有关的工作人 员。 2.2其他模具可参照本规范执行。 3职责 3.1开发部 3.1.1组织开模评审、负责模具设计,组织模具设计评审、验证、确认(验收) 和放模等。 3.2品管部 3.2.1参与有关模具设计评审、验证、确认(验收)活动;负责注塑零件试验。 3.3PIE部 3.3.1参与有关模具设计评审、对模具的产品工艺可实现性负责。 3.4注塑部 3.4.1组织模具试模工作,参与有关模具设计的评审及模具验收活动。 3.5模房 3.5.1参与有关模具设计的评审、负责按开发部图纸要求制作,对模具的质量和 制作进度负责。 4工作流程和要求 4.1模具设计及开模准备工作 4.1.1开发部编制模具清单(分模表),准备开模资料,提出模具应达到的技术 参数和开模的具体要求,开模资料可包括(但不限于):产品零件图、零件 装配关系图、样板等。 4.1.2项目工程师整理开模资料,和模房及采购评估报价,报价单需开发部经理 审核,财务部会签、由总经理批准。 4.1.3如是对外加工模具,报价按公司流程,项目程师组织起草开模合同,由总 经理批准;合同经双方确认并加盖公章后生效。 4.2开模实施(模具加工) 4.2.1开发部根据产品开发的要求组织对注塑模具的设计并跟进设计进度,适时 组织对模具设计的评审,记录评审结果,提出改进意见,评审结果需经开发 部经理批准。
4.2.2项目工程师根据合同要求或订单要求制定模具开发、制作进度表,相关部 门必须关注并跟进各阶段进度达成情况。 4.2.3采购部根据模具进度表的要求和时间采购相应物料。 4.2.4模房根据经评审、确认后的开模设计资料和模具制作进度表加工模具。 4.2.5项目工程师及时跟进模具加工进度,对存在的问题及时沟通处理。 4.3模具验证(试模) 4.3.1开发部收到模具完成通知后,应适时发出《试模通知单》,通知PMC安排 注塑部试模,以验证模具对我厂注塑机的适用性,确定可否进行正常生产。 4.3.2注塑部在接到《试模通知单》后,进行物料准备、机台安排等相关准备工 作,并按通知单上的要求日期完成试模工作,如完成时间有冲突,应及时与 PMC和开发部沟通协商。 4.3.3注塑部根据试模情况,将注塑成型条件、参数和问题如实、详细填写在《试 模报告》上,试模完成后将《试模报告》及试模胶件送交开发部检验及评估。 4.4模具确认及改良 4.4.1胶件验证:由开发部将试模后胶件交PIE部组装成工程样板,并按客户要 求送品管部试验; 4.4.2开发部组织相关部门对工程样板进行评审,按指定的人员在《试模报告》 上签署结论; 4.4.3评审通过后,对模具予以确认;当评审未通过时,开发部根据《试模报告》 及评审结果,制定改善措施,需要修改模具时由开发部发出《改模通知单》 并向模房详细讲解改模要求并提供改模资料。注塑部在接到《改模通知单》 后应在半个工作日内将模具送往指定的地点。 4.4.4由开发部根据《改模通知单》的内容跟进改模进度及处理相关的技术问题, 同时对有必要修改的产品设计图纸进行更新工作。 4.4.5改模完成后按4.4相关条款执行。 4.5放模 4.5.1模具评审确认后,开发部发放《模具放产通知单》,经相关人员会签后, 模具予以放模生产。 4.5.2模具放产后,由开发部开出《模具结算单》给财务部。 5记录 以下记录由开发部保存,保存期限为1年。 SD-F06-01 《试模通知单》 SD-F07-01 《改模通知单》 SD-F09-01 《模具放产通知单》 SD-F11-01 《模具结算单》