常用铸造铝合金的热处理工艺规范表
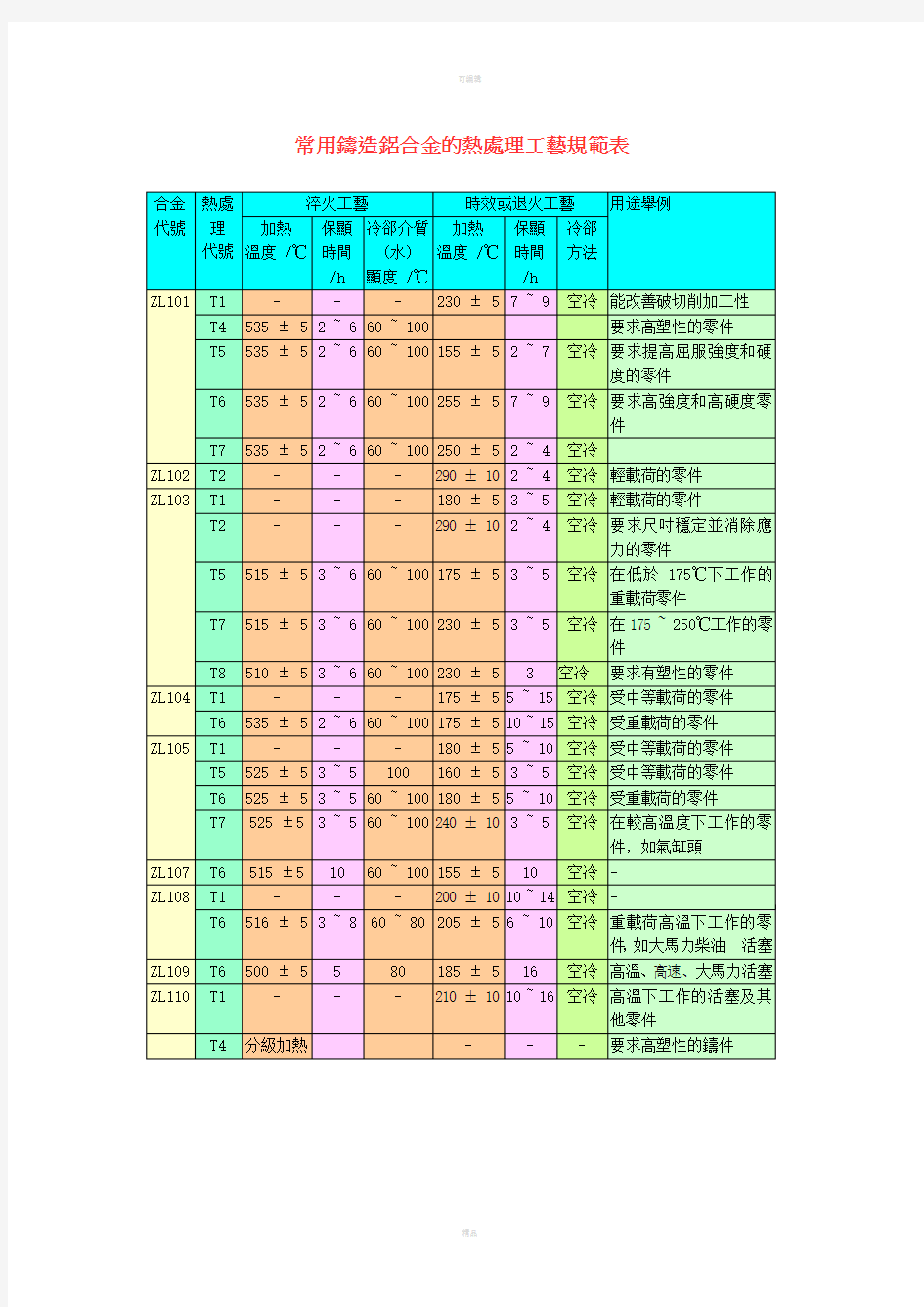

常用鑄造鋁合金的熱處理工藝規範表
-
重載荷高溫下工作的零
件,如大馬力柴油活塞
.
铝及铝合金热处理工艺
1. 铝及铝合金热处理工艺 1.1 铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。 1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1) 图1 铝及铝合金热处理分类 1.2.2 铝及铝合金热处理基本作用原理 (1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。 ②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性, 消除材料内
部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。 ③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。 (2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。但此时材料塑性较高,可进行冷加工或矫直工序。 ①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。 ②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。 (3)时效:经固溶淬火后的材料,在室温或较高温度下保持一段时间,不稳定的过饱和固溶体会进行分解,第二相粒子会从过饱和固溶体中析出(或沉淀),分布在α(AL)铝晶粒周边,从而产生强化作用称之为析出(沉淀)强化。 自然时效:有的合金(如2024等)可在室温下产生析出强化作用,叫做自然时效。 人工时效:有些合金(如7075等)在室温下析出了强化不明显,而在较高温度下的析出强化效果明显,称为人工时效。 人工时效可分为欠时效和过时效。 ①欠时效:为了获得某种性能,控制较低的时效温度和保持较短的时效时间。 ②过时效:为了获得某些特殊性能和较好的综合性能,在较高的温度下或保温较长的时间状态下进行的时效。 ③多级时效:为了获得某些特殊性能和良好的综合性能,将时效过程分为几个阶段进行。 可分为二阶段、三阶段时效
铝合金及热处理
铝合金的热处理 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的保温也短很多。铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来缩短热处理周期和提高铸件的性能。 一、热处理的目的 铝合金铸件热处理的目的是提高力学性能和耐腐蚀性能,稳定尺寸,改善切削加工和焊接等加工性能。因为许多铸态铝合金的机械性能不能满足使用要求,除Al-Si系的ZL102,Al-Mg系的ZL302和Al-Zn系的ZL401合金外,其余的铸造铝合金都要通过热处理来进一步提高铸件的机械性能和其它使用性能,具体有以下几个方面:1)消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度不均匀所造成的内应力;2)提高合金的机械强度和硬度,改善金相组织,保证合金有一定的塑性和切削加工性能、焊接性能;3)稳定铸件的组织和尺寸,防止和消除高温相变而使体积发生变化;4)消除晶间和成分偏析,使组织均匀化。
二、热处理方法1、退火处理 退火处理的作用是消除铸件的铸造应力和机械加工引起的内应力,稳定加工件的外形和尺寸,并使Al-Si系合金的部分Si结晶球状化,改善合金的塑性。其工艺是:将铝合金铸件加热到280-300℃,保温2-3h,随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集,从而消除铸件的内应力,达到稳定尺寸、提高塑性、减少变形、翘曲的目的。 2、淬火 淬火是把铝合金铸件加热到较高的温度(一般在接近于共晶体的熔点,多在500℃以上),保温2h以上,使合金内的可溶相充分溶解。然后,急速淬入60-100℃的水中,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温。这种过程叫做淬火,也叫固溶处理或冷处理。 3、时效处理 时效处理,又称低温回火,是把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定的工艺过程。 合金在时效处理过程中,随温度的上升和时间的延长,约经过过饱和固溶体点阵内原子的重新组合,生成溶质原子富集区(称为G-PⅠ区)和G-PⅠ区消失,第二相原子按一定规律偏聚并生成G-PⅡ区,之后生成亚稳定的第二相(过渡相),大量的G-PⅡ区和少量的亚稳定相结合以及亚稳定相转变为稳定相、第二相质点聚集几个阶段。 时效处理又分为自然时效和人工时效两大类。自然时效是指时效强化在室温下进行的时效。人工时效又分为不完全人工时效、完全人工时效、过时效3
变形铝及铝合金牌号对照表[1]
变形铝及铝合金牌号对照表
铝及铝合金新旧牌号对照表
注: ①"原"是指化学成份与新牌号同,且都符合GB3190-82规定的旧牌号。 ②“代”是指与新牌号的化学成份相近似,且符合GB3190-82规定的旧牌号。 ③“曾用”是指已经鉴定,工业生产时曾经用过的牌号,但没有收入GB3190-82中。
变形铝和铝合金牌号表示方法和状态代号 类型:铝型材点击次数:1030 (1)四位数字体系牌号命名方法1997年1月1号,我国开始实施GB/T16474?996《变形铝和铝合金牌号表示方法》标准。新的牌号表示方法采用变形铝和铝合金国际牌号注册组织推荐的国际四位数字体系牌号命名方法,例如工业纯铝有1070、1060等,Al-Mn合金有3003等,Al-Mg合金有5052、5086等。 (2)四位字符体系牌号命名方法1997年1月1号前,我国采用前苏联的牌号表示方法。一些老牌号的铝及铝合金化学成分与国际四位数字体系牌号不完全吻合,不能采用国际四位数字体系牌号代替,为保留国内现有的非国际四位数字体系牌号,不得不采用四位字符体系牌号命名方法,以便逐步与国际接轨。例如:老牌号LF21的化学成分与国际四位数字体系牌号3003不完全吻合,于是,四位字符体系表示的牌号为3A21。 四位数字体系和四位字符体系牌号第一个数字表示铝及铝合金的类别,其含义如下: 1)1XXX系列工业纯铝; 2)2XXX系列Al-Cu、Al-Cu-Mn合金,; 3)3XXX系列Al-Mn合金; 4)4XXX系列Al-Si合金; 5)5XXX系列Al-Mg合金; 6)6XXX系列Al-Mg-Si合金; 7)7XXX系列Al-Mg-Si-Cu合金; 8)8XXX系列其它。 (3)铝铸件牌号我国容器用铝铸件牌号采用ZAl+主要合金元素符号+合金元素含量数百分率表示。例如;ZAlSi7Mg1A、ZAlCu4、ZAlMg5Si等。 (4)状态代号相同牌号的铝及铝合金,状态不同时,力学性能不相同。按照GB/T16475《变形铝和铝合金状态代号》标准,新状态代号规定如下: O 退火状态 H112 热作状态 T4 固溶处理后自然时效状态 T5 高温成形过程冷却后人工时效状态 T6 固溶处理后人工时效状态
铝合金热处理工艺
铝合金热处理工艺 铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区-G?P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G?P(Ⅰ)区。G?P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 3.1.2.2 G?P区有序化-形成G?P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G?P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G?P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G?P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 3.1.2.3形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G?P(Ⅱ)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基体的共格畸变减弱,对位错运动的阻碍作用亦减小,表现在合金性能上硬度开始下降。由此可见,共格畸变的存在是造成合金时
铝合金热处理原理
铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu 合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G·P(Ⅱ)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基体的共格畸变减弱,对位错运动的阻碍作用亦减小,表现在合金性能上硬度开始下降。由此可见,共格畸变的存在是造成合金时效强化的重要因素。 形成稳定的θ相 过渡相从铝基固溶体中完全脱溶,形成与基体有明显界面的独立的稳定相Al2Cu,称为θ相此时θ相与基体的共格关系完全破坏,并有自己独立的晶格,其畸变也随之消失,并随时效温度的提高或时间的
铝合金热处理工艺
铝合金热处理工艺 作者:中国铝板带箔信息中心日期:2006-12-16 点击数:284 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。3.1.2.2 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。
铝及铝合金热处理工艺
铝及铝合金热处理工艺
1. 铝及铝合金热处理工艺 1.1 铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。 1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1) 图1 铝及铝合金热处理分类 1.2.2 铝及铝合金热处理基本作用原理 (1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。 铝及铝合金热处理 回归 均匀化退火 退火 成品退火 中间退火 过时效 欠时效 自然时效 人工时效 多级时效 时效 固溶淬火 离线淬火 在线淬火 一次淬火 阶段淬火 立式淬火 卧式淬火
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料 内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。 ③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再 结晶状态下的软化组织,具有最好的塑性和较低的强度。 (2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定 的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。但此时材料塑性较高,可进行冷加工或矫直工序。 ①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固 溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。 ②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新 加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。 (3)时效:经固溶淬火后的材料,在室温或较高温度下保持一段时间,不稳定的 过饱和固溶体会进行分解,第二相粒子会从过饱和固溶体中析出(或沉淀),分布在α(AL)铝晶粒周边,从而产生强化作用称之为析出(沉淀)强化。自然时效:有的合金(如2024等)可在室温下产生析出强化作用,叫做自然时效。人工时效:有些合金(如7075等)在室温下析出了强化不明显,而在较高温度下的析出强化效果明显,称为人工时效。 人工时效可分为欠时效和过时效。 ①欠时效:为了获得某种性能,控制较低的时效温度和保持较短的时效时间。 ②过时效:为了获得某些特殊性能和较好的综合性能,在较高的温度下或保温 较长的时间状态下进行的时效。 ③多级时效:为了获得某些特殊性能和良好的综合性能,将时效过程分为几个 阶段进行。
铝合金热处理工艺
铝合金热处理工艺 作者:中国铝板带箔信息中心日期:2006-12-16 点击数:284 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的
数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度,温度关系,可用铝铜系的Al,4Cu合金说明合金时效的组成和结构的变化。图3,1铝铜系富铝部分的二元相图,在548?进行共晶转变L?α,θ(Al2Cu)。铜在α相中的极限溶解度5.65,(548?),随着温度的下降,固溶度急剧减小,室温下约为0.05,。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区,G?P(?)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G?P(?)区。G?P(?)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 3.1.2.2 G?P区有序化,形成G?P(?)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G?P(?)区。它与基体α仍保持共格关系,但尺寸较G?P(?)区大。它可视为中间过渡相,常用θ”表示。它比G?P(?)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 3.1.2.3形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G?P(?)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基
常用变形铝合金退火热处理工艺规范标准
常用变形铝合金退火热处理工艺规 1 主题容与适用围 本规规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。 2 引用文件 GJB1694变形铝合金热处理规 YST 591-2006变形铝及铝合金热处理规 《热处理手册》91版 3 概念、种类 3.1 概念:将变形铝合金材料放在一定的介质加热、保温、冷却,通过改变材料表面或部晶相组织结构,来改变其性能的一种金属热加工工艺。 3.2 种类 车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。 4 准备工作 4.1 检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净; 4.2 抽检零件的加工余量,其数值应大于允许的变形量; 4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法; 4.4 核对材料与图样是否相符,了解零件的技术要求和工艺规定; 4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等; 5 一般要求 5.1 人员: 热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2 设备 5.2.1 设备应按标准规要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动围; 5.2.2 热电温度测定仪表的读数总偏差不应超过如下指标: 当给定温度t≤400℃时,温度总偏差为±5℃; 当给定温度t>400℃时,温度总偏差为±(t/10)℃。 5.2.3 加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ 1428的Ⅲ类及Ⅲ类以上炉的规定。 5.3 装炉 5.3.1 装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉体积一半为准。 5.3.2 零件装炉时,必须轻拿轻放,防止零件划伤及变形。 5.3.3堆放要求: a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm. b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。 5.3.4 装炉后需检查零件与电热原件,确定无接触时,方可送电升温,在操作过程中,不得随意打开炉门; 5.3.5 加热速度:变形铝合金退火的加热速度约13℃~15℃/秒,例如加热到410℃设定时间为0.5小时。
铝型材及热处理概述
分类:展伸材料分非热处理合金及热处理合金 1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。 1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。 二、合金编号:我国目前通用的是美国铝业协会〈Aluminum Association〉的编号。兹举 例说明如下:1070-H14(纯铝) 2017-T4(热处理合金) 3004-H32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号 -Hn :表示非热处理合金的鍊度符号 -Tn :表示热处理合金的鍊度符号 2 铝及铝合金的热处理 一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效 处理及软烧等处理,以获取所需要的强度及性能。这些处理的过程称 之为调质,调质的结果便是鍊度。 鍊度符号定义 F 制造状态的鍊度 无特定鍊度下制造的成品,如挤压、热轧、锻造品等。 H112 未刻意控制加工硬化程度的制造状态成品,但须保证机械性质。 O 软烧鍊度 完全再结晶而且最软状态。如系热处理合金,则须从软烧温度缓慢冷却,完全防止淬水效果。 H 加工硬化的鍊度 H1n:施以冷加工而加工硬化者 H2n:经加工硬化后再施以适度的软烧处理 H3n:经加工硬化后再施以安定化处理 n以1~9的数字表示加工硬化的程度 n=2 表示1/4硬质
铝合金热处理工艺修订稿
铝合金热处理工艺 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
铝合金热处理工艺 作者:中国铝板带箔信息中心?日期:2006-12-16点击数:284 铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显着提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显着提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度%(548℃),随着温度的下降,固溶度急剧减小,室温下约为%。 在时效热处理过程中,该合金组织有以下几个变化过程: 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P (Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区
铝合金铸件热处理操作规程
铝合金铸件热处理操作规程 所属分类:生产管理制度作者:[] 发布日期:2005-9-19 【字体:大中小】 1 定义及其目的 热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。 2 热处理工艺分类 2.1 退火: 2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。 2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。 2.2 固溶处理: 2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。 2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。 2.3 时效处理: 2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。 2.3.2 分类: 2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。 2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。目的:获得最大的硬度,即得到最高的抗拉强度。 2.3.2.3 过时效:它是加热到更高温度下进行。目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。 3 热处理状态代号及意义参见下表: 表1 热处理状态代号、名称及特点 4 热处理工艺参数参见表2:
注:表中未注明要求的,表示可通用于任何情况。 5 热处理操作要点: 5.1 热处理用炉的准备: 5.1.1 检查热处理用炉及辅助设备。如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是
铝合金的热处理及硬度
铝合金的硬度 一、分类:展伸材料分非热处理合金及热处理合金 1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。 1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。 二、合金编号:我国目前通用的是美国铝业协会〈Aluminium Association〉的编号。兹举 例说明如下:1070-H14(纯铝) 2017-T4(热处理合金) 3004-H32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号 -Hn :表示非热处理合金的鍊度符号 -Tn :表示热处理合金的鍊度符号
2 铝及铝合金的热处理 一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效 处理及软烧等处理,以获取所需要的强度及性能。这些处理的过程称 之为调质,调质的结果便是鍊度。 鍊度符号定义 F 制造状态的鍊度 无特定鍊度下制造的成品,如挤压、热轧、锻造品等。 H112 未刻意控制加工硬化程度的制造状态成品,但须保证机械性质。 O 软烧鍊度 完全再结晶而且最软状态。如系热处理合金,则须从软烧温度缓慢冷却,完全防止淬水效果。 H 加工硬化的鍊度 H1n:施以冷加工而加工硬化者 H2n:经加工硬化后再施以适度的软烧处理 H3n:经加工硬化后再施以安定化处理 n以1~9的数字表示加工硬化的程度 n=2 表示1/4硬质 n=4 表示1/2硬质 n=6 表示3/4硬质 n=8 表示硬质 n=9 表示超硬质 T T1:高温加工冷却后自然时效。挤型从热加工后急速冷却,再经常温十效硬化处理。亦可施以不影响强度的矫正加工,这种调质适合於热加工后冷却便有淬水效果的合金如:6063。 T3:溶体化处理后经冷加工的目的在提高强度、平整度及尺寸精度。 T36:T3经6%冷加工者。 T361:冷加工度较T3大者。 T4:溶体化处理后经自然时效处理。 T5:热加工后急冷再施以人工时效处理。 人工时效处理的目的在提高材料的机械性质及尺寸的安定性适用於热加工冷却便有淬水效
铝及铝合金热处理工艺与产品状态表示法
铝及铝合金热处理工艺与产品状态表示法 ―――刘静安教授 06年11月 1、 铝及铝合金热处理工艺 1.1 铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。 1.2 铝及铝合金热处理的主要方法及其基本作用原理 1. 2.1 铝及铝合金热处理的分类(见图1) 图1 铝及铝合金热处理分类 1.2.2 铝及铝合金热处理基本作用原理 (1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。 ③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。 (2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。但此时材料塑性较高,可进行冷加工或矫直工序。 ①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。 ②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。 (3)时效:经固溶淬火后的材料,在室温或较高温度下保持一段时间,不稳定的过饱和固溶体会进行分解,第二相粒子会从过饱和固溶体中析出(或沉淀),分布在α(AL)铝晶粒周边,从而产生强化作用称之为析出(沉淀)强化。 有的合金(如2024等)可在室温下产生析出强化作用,叫做自然时效,有些合金(如7075等)在室温下析出了强化不明显,而在较高温度下的析出强化效果明显,称为人工时效。 人工时效可分为欠时效和过时效。 ①欠时效:为了获得某种性能,控制较低的时效温度和保持较短的时效时间。 ②过时效:为了获得某些特殊性能和较好的综合性能,在较高的温度下或保温较长的时间状态下进行的时效。 ③多级时效:为了获得某些特殊性能和良好的综合性能,将时效过程分为几个阶段进行。 可分为二阶段、三阶段时效 (4)回归处理:为了提高塑性,便于冷弯成形或矫正形位公差,将已淬火时效的产品,在高温下加温较短的时间即可恢复到新淬火状态叫回归处理。 1.2.3 铝合金材料的的热处理制度
铝合金热处理
T651铝板?-T651是铝合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好。? -T651是铝合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。 -T651代表用途包括航天固定装置、电器固定装置、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器、SMT、PC板焊锡载具等等。 轻有色金属指密度小于/cm3 的有色金属材料,包括铝、镁、钠钾钙锶钡等纯金属及其台金。这类金属的共同特点是:密度小? /cm3) ,化学活性大,与氧、硫、碳和卤素的化合物都相当稳定。其中在工业上应用最为广泛的是铝及铝合金,目前它的产量已超过有色金属材料总产量的1/3 。以铝位代表的系列铝合金中的主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆、家具等。?T651铝板其主要化学成分为:铜Cu :锰Mn : 镁Mg :~锌Zn : 铬Cr :~钛Ti : 硅Si :~铁Fe : 铝Al :余量他们是四位数字表示的以镁和硅为主要合金元素并以Mg2Si相为强化相的铝合金。第一位是数字,用以区分组别。后两位用于区分同一组别系列内的材料牌号,没有特殊意义。 铝合金基本状态代号: F 自由加工状态 适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作 规定(不常见) O 退火状态 适用于经完全退火获得最低强度的加工产品(偶尔会出现) H 加工硬化状态 适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料) W 固熔热处理状态 一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处 于自然时效阶段(不常见) T 热处理状态 (不同于F、O、H状态)
变形铝及铝合金热处理规范
ICS 变形铝及铝合金热处理规范 Wrought aluminium and aluminium alloys heat treatment (送审稿) 全国有色标准化技术委员会 发布 YS
YS/T ××××—×××× 目次 前言............................................................................... II 1 范围 (1) 2 规范性引用文件 (1) 3 定义 (1) 3.1 热处理 (1) 3.2 热处理批次 (1) 3.3 工作区 (1) 3.4 固溶热处理造成的砂眼和气孔 (1) 4 要求 (2) 4.1 建立工艺操作规程和工艺操作规程重新审定 (2) 4.2 定期工艺制度检查 (2) 4.3 定期产品监测 (2) 4.4 热处理设备 (2) 4.5 固溶热处理参数及工艺规程 (4) 4.6 淬火参数和工艺规程 (8) 4.7 装架和间距 (9) 4.8 建议时效热处理 (10) 4.9 推荐的退火工艺 (18) 5 质量保证措施 (18) 5.1 检查责任 (18) 5.2 热处理设备的温度检测 (19) 5.3 喷水淬火设备 (19) 5.4 产品定期监测 (21) 5.5 测试方法 (23) 5.6 试验结果的判定 (24) 5.7 锻件的热处理批号 (25) 附录A (资料性附录)铝合金热处理常用知识 (26) A.1 盐浴槽的优点 (26) A.2 气室炉的优点 (26) A.3 固溶热处理 (26) A.4 用于提高抗腐蚀能力的淬火 (27) A.5 合金和状态代号 (27) A.6 包铝板 (27) A.7 退火处理 (27) A.8 时效 (27) A.9 残余拉应力对腐蚀性能的影响 (28) A.10 电导率、硬度和状态的关系 (28) I