电脑横机软件色块表图解

色块表图解一、组织
单边
面:底:
四平(底包1支)
底包1支面包1支
元仝
三平(半专元仝半专平)
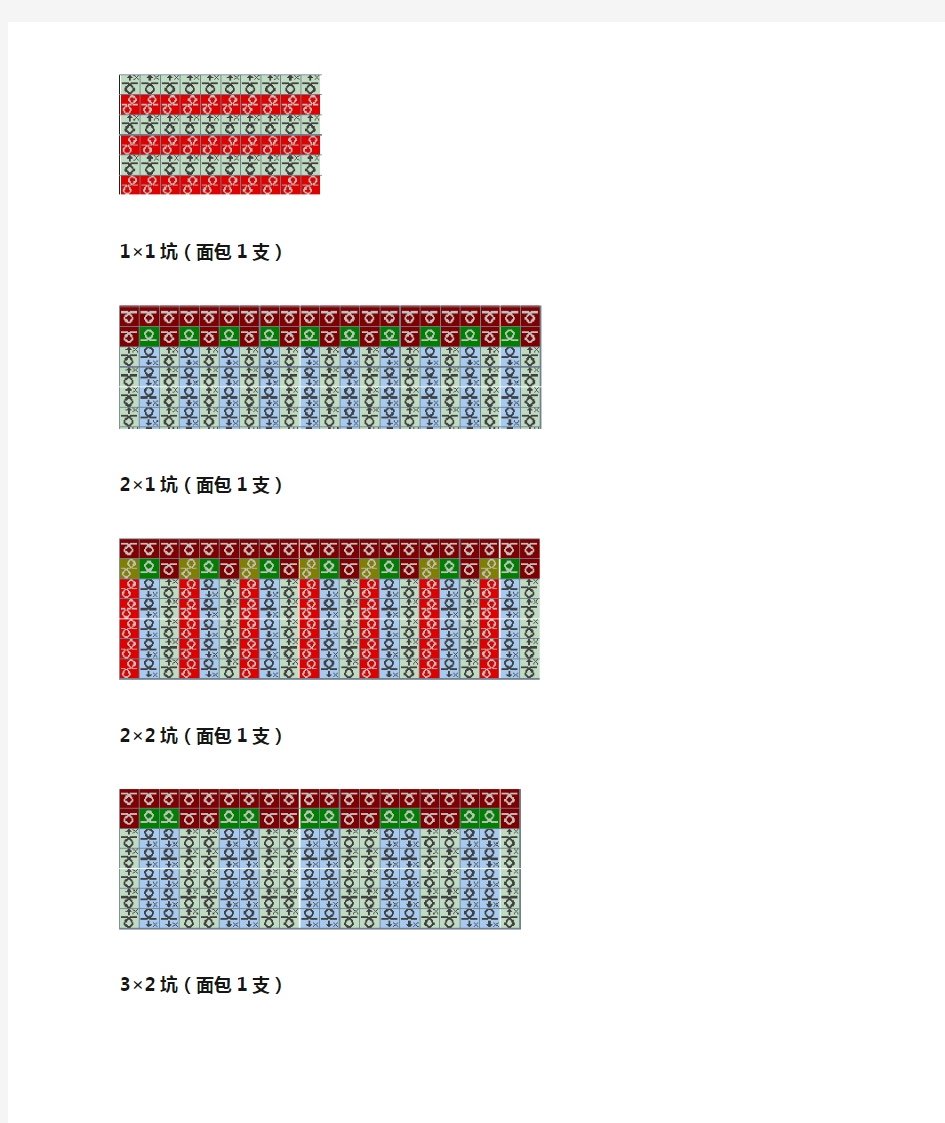
1×1坑(面包1支)
2×1坑(面包1支)
2×2坑(面包1支)
3×2坑(面包1支)
珠地(半转底打花半转平)低左字码打花,一般开面包,或面右底左斜角
柳条(底面各半转打花)面左、底右打花,开面左底右斜角
打鸡(一专元仝半专平)一般先织元仝,2×2以上就先织半专平
过令士
谷波(2转四平2转谷波)
打花(菠萝花)
拔花
挂毛
二、操作
加针(无边)
加针(有边)
收针(单边1支无边)
收针(单边收2支无边,一般偷吃1支)
收针(单边2转收3支无边)
收针(单边收2支留4支边,一般偷吃1支)
收针(单边收3支留4支边,一般偷吃2支)
收针(各种坑条)
收针(暗花)
套针
套针(四平)
套针(1×1)
套针(2×1)
套针(3×2)
分左右套针
铲针
挑吼(夹边第2支挑吼)
扭位(夹边第1.2支扭X位)一般用打花代替
搬针
缩针
抅耳仔
扭绳(左/右手先落)
(2扭2)
(3扭3)
(4扭4)
(5扭5)
落纱
落领梳
漫波
放眼
间色
冚毛
电脑横机度目设置 苏州德驰机械科技有限公司
电脑横机度目设置苏州德驰机械科技有限公司 按 Esc 键,弹出主菜单窗口,上、下键移动光标(快捷数字键“2”)选择参数设置-度目设置 按回车键弹出请输入密码对话框,键入正确密码后进入度目设置页。 键码:0-9 密码长度:8个字符(Max) 本页面共有 4 项,上、下键移动光标,选择所需项,按回车键弹出设置、修正表。
1-单面度目零位修正 2-四平度目零位修正 3- 4-不工作度目 参数项名称后带有圆形十字符号,则表示该项目中带有子 项设置 单面度目零位修正 选择参数设置-度目设置,按回车键进入度目设置页。 上、下键移动光标选择单面度目零位修正(快捷数字键“1”)项,按回车键弹出单面度目修正表。
单面度目修正 单面织物编织时的前、后密度马达零位修正。 单面组织定义:除去3或10号色块以外绘制的图形 密度马达数量与系统有关,通常 4个/系统,根据系统不同,本页面修正编号数显示有所不同。 范围+127 -128 默认:0 度目修正编号定义(2系统) 左系统右系统 #01、#02、#05、#06 #03、#04、#07、#08 度目编号定义详见:1. 工作度目修正 上、下键移动光标至所需项(字体显示红色),按回车键键,显示带白色下划线黄色字体,按数字键、+/-键输入修正数值,按回车键结束。 整体复制粘贴功能在此页不采用。 此参数设置用于新机安装调试及长期运转后度目控制机构磨损等,修正编织系统中各个度目之间至工作段度目值发生的差异现象。 修正设置有正负值(“+/-”功能键切换)。 正数:织物密度松 负数:织物密度紧 本系统自动判别单面、四平组织所需采用的度目修正表。
电脑横机安全操作规程示范文本
电脑横机安全操作规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
电脑横机安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、了解设备各部件的名称与功能,员工在操作前必须 束起头发,以保证操作安全:防止意外,同时,上岗时不 允许衣着宽松,配项链及手镯。 2、禁止移除机台上所有的安全防护设备及装置(如前 /后安全盖,探针装置,红外线装置等所有感应器)。 3、使用前首先做好设备清洁工作,清洁前必须关闭电 源以防危险。将机台织针,沉降片,沙嘴,沙嘴导轨,机 头外围,毛纱,纱坐,张力装置线架上的灰尘,飞毛等清 理干净。 4、清洁完毕,检查针器各部件是否复位,针床之间是 否有异物,以免导致开机后对机台造成损伤。 5、穿纱线前必须停机状态下操作,按下紧急停止开
关,以防止不小心碰到启动操作杆,开机造成安全事故。 6、开机前,必须关闭前后安全盖。操作夹子或剪刀装置时必须使用手动操作功能,手,脸,宽松衣物和其它物品要远离该装置。 7、机器开始编织前需按下F1让机头归零,接着按下F2锁定。当机头纱被主副罗拉下时,再次按下F2进行解锁,开始编织。 8、当机器运转不正常时!操作工不得离开机台。及时联系机修人员,不得继续运作,造成设备元件的损伤。 9、设备使用完毕后需再次进行清洁加油保养!关闭好前后安全门。关闭电源拔下插头。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
电脑横机安全操作规程标准范本
操作规程编号:LX-FS-A76525 电脑横机安全操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
电脑横机安全操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1、了解设备各部件的名称与功能,员工在操作前必须束起头发,以保证操作安全:防止意外,同时,上岗时不允许衣着宽松,配项链及手镯。 2、禁止移除机台上所有的安全防护设备及装置(如前/后安全盖,探针装置,红外线装置等所有感应器)。 3、使用前首先做好设备清洁工作,清洁前必须关闭电源以防危险。将机台织针,沉降片,沙嘴,沙嘴导轨,机头外围,毛纱,纱坐,张力装置线架上的灰尘,飞毛等清理干净。 4、清洁完毕,检查针器各部件是否复位,针床
国产电脑横机操作和维修方法精修订
国产电脑横机操作和维 修方法 标准化管理部编码-[99968T-6889628-J68568-1689N]
国产电脑横机操作和维修方法 一.操作注意事项 1.读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。 2.穿纱,同时要调整好天线弹力,侧天线张力。 3.要按照打样要求调整好度目、拉力等。 4.确定花样展开以及纱嘴摆方位置。国花系列还有前置量。 5.挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于0。40m/s,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。加大速度,拉力等。 二.开始编织 1.随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。跟足样板尺寸。 2.注意毛纱过蜡情况及毛纱排放位置。拆片纱要重新试度目和拉力。 3.随时了解用纱情况,毛料色差等。 4.衫片分码,分色整齐叠好安要求捆好交货。 5.注意倒卷布和副罗拉缠纱(国花系列特别要注意) 三.常见问题的处理方法 (一)度目 1.编织时度目越来越大。A,检查线路是否接触不良。 B,检查度目马达螺丝是否松动。 2.两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。 (二)撞连接针脚(国花系列叫长针) 1.查看度目是否灵活。 2.查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如。 3.查看度目马达螺丝是否松动。度目转盘是否顺畅。 4.查看度目感应器是否损坏。 5.查看压针三脚是否到位。国花系列要看电磁铁摆动情况。 6.度目太紧时不能脱圈,也会撞连接针脚。7.检查翻针三角的翻接针导块是否顺畅、灵活。8.检查度目底板,滑块是否到位、灵活。 (三)乱花(乱选针) 1.看布片乱花是否有规律,比如问题都出在那一个选针器上。 2.看是偷选,还是漏选。调整选针片和针床的间隙。 3.调整选针参数,选针原点,选针微调。 4.看选针针脚在针床上是否太紧,太松。是否顺畅。 5.线路检查,各插头是否插好,看看是否有接触不良。 6.看主驱动皮带是否太松。7.看下针尺是否会太紧或太松。8.更换选针基板。9.重新找原点,国花系列要注意铜头部位。 (四)平摇漏针 1.看是否乱花引起的。 2.看天杆安装是否规范,可能导致纱嘴高低,是否对准嘴孔中缝。 3.看织针在针床上是否不顺畅。 4.看是否上一行翻针遗留的问题。 5.看是否织针损坏。
国产电脑横机操作和维修方法
国产电脑横机操作和维修 方法 Revised by Hanlin on 10 January 2021
国产电脑横机操作和维修方法 一.操作注意事项 1.读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。 2.穿纱,同时要调整好天线弹力,侧天线张力。 3.要按照打样要求调整好度目、拉力等。 4.确定花样展开以及纱嘴摆方位置。国花系列还有前置量。 5.挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于0。40m/s,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。加大速度,拉力等。 二.开始编织 1.随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。跟足样板尺寸。 2.注意毛纱过蜡情况及毛纱排放位置。拆片纱要重新试度目和拉力。 3.随时了解用纱情况,毛料色差等。 4.衫片分码,分色整齐叠好安要求捆好交货。 5.注意倒卷布和副罗拉缠纱(国花系列特别要注意) 三.常见问题的处理方法 (一)度目 1.编织时度目越来越大。A,检查线路是否接触不良。B,检查度目马达螺丝是否松动。 2.两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。 (二)撞连接针脚(国花系列叫长针) 1.查看度目是否灵活。 2.查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如。 3.查看度目马达螺丝是否松动。度目转盘是否顺畅。 4.查看度目感应器是否损坏。 5.查看压针三脚是否到位。国花系列要看电磁铁摆动情况。 6.度目太紧时不能脱圈,也会撞连接针脚。7.检查翻针三角的翻接针导块是否顺畅、灵活。8.检查度目底板,滑块是否到位、灵活。 (三)乱花(乱选针) 1.看布片乱花是否有规律,比如问题都出在那一个选针器上。 2.看是偷选,还是漏选。调整选针片和针床的间隙。 3.调整选针参数,选针原点,选针微调。 4.看选针针脚在针床上是否太紧,太松。是否顺畅。 5.线路检查,各插头是否插好,看看是否有接触不良。 6.看主驱动皮带是否太松。 7.看下针尺是否会太紧或太松。 8.更换选针基板。9.重新找原点,国花系列要注意铜头部位。 (四)平摇漏针 1.看是否乱花引起的。 2.看天杆安装是否规范,可能导致纱嘴高低,是否对准嘴孔中缝。 3.看织针在针床上是否不顺畅。 4.看是否上一行翻针遗留的问题。 5.看是否织针损坏。
电脑横机调机步骤
调机步骤 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1、列磁盘目录:列出磁盘上所有的文件; 2、动作文件输入到存:将CNT文件输入到存; 3、花板文件输入到存:将PAT文件输入到存; 4、存动作文件输入到磁盘:将存中的CNT文件复制到磁盘; 5、存花板文件输入到磁盘:将存中的PAT文件复制到磁盘; 6、格式化磁盘:将磁盘格式化; 7、磁盘文件删除:将磁盘中的某一个文件删除; 8、字库文件输入到存:当系统升级后,需将新的字库文件输入到存; 9、8位厂标照片输入到存:将PIC文件输入到存,可以更改屏幕显示。 三、存管理:按下C键还可以进行机器的工作参数复制。 1、存花样选择:用于选择从磁盘输入的花板文件,; 2、存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对行号、色代号、编织指令等进入修改。机器画面也会有相应的提示。按下F2后可以进行跳行编辑,F3为返回首行,F4为最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴。 3、存花样编辑:进入此画面后,我们可以清楚的看到花样的组织,同时可以简单的修改。功能键F1用于跳行。 4、删除花样:删除指定的花样,输入存号即可。 5、总清花样:按下此键,系统会有警示提示,如果确定将删除存所有花样,即刷新存。所有花板文件将丢失。
四、设置机器辅助功能 1、设定机器系统参数1:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单。 (1)针零位:设定读针的起始位置以及针距和机器总针数,(设定此项参数前,应先将同步带齿距校正)具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位。 (2)左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (3)左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (4)右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (5)右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (6)机头左限位:将机头推到左边限位开关处,按下F1即可。 (7)机头右限位:将机头推到右边限位开关处,按下F1即可。 (8)横机1英寸针数:设置机器的针距,。 (9)选针器右行补偿:当机器右行有乱针现象时,请补偿此参数,每次补偿的围在0.2左右。机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。 (10)选针器左行补偿:当机器左行有乱针现象时,请补偿此参数。每次补偿的围在0.2左右,机器高速乱针时,增大此参数,机器低速乱针时,减小此参数. 2、设定机器参数2 (1)纱嘴停放修正值:设定机器高速和低速时纱嘴停放的位置(1——14) (2)电磁铁高压:用于调整各种电磁铁的通电时间,一般不需要调整。
电脑横机调机步骤精编WORD版
电脑横机调机步骤精编 W O R D版 IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】
调机步骤 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1、列磁盘目录:列出磁盘上所有的文件; 2、动作文件输入到内存:将CNT文件输入到内存; 3、花板文件输入到内存:将PAT文件输入到内存; 4、内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5、内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6、格式化磁盘:将磁盘格式化; 7、磁盘文件删除:将磁盘中的某一个文件删除; 8、字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9、8位厂标照片输入到内存:将PIC文件输入到内存,可以更改屏幕显示。 三、内存管理:按下C键还可以进行机器的工作参数复制。 1、内存花样选择:用于选择从磁盘输入的花板文件,; 2、内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对行号、色代号、编织指令等进入修改。机器画面也会有相应的提示。按下F2后可以进行跳行编
辑,F3为返回首行,F4为最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴。 3、内存花样编辑:进入此画面后,我们可以清楚的看到花样的组织,同时可以简单的修改。功能键F1用于跳行。 4、删除花样:删除指定的花样,输入内存号即可。 5、总清花样:按下此键,系统会有警示提示,如果确定将删除内存所有花样,即刷新内存。所有花板文件将丢失。 四、设置机器辅助功能 1、设定机器系统参数1:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单。 (1)针零位:设定读针的起始位置以及针距和机器总针数,(设定此项参数前,应先将同步带齿距校正)具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位。 (2)左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (3)左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (4)右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。
电脑横机安全操作作业指导书
电脑横机安全操作作业指导书 目的: 通过规范作业程序,使加工工件符合质量要求,避免因不规范操作而造成意外。 适用范围: 公司所有电脑横机设备操作 操作步骤 1、了解设备各部件的名称与功能,员工在操作前必须束起头发,以保证操作安全:防止意外,同时,上岗时不允许衣着宽松,配项链及手镯。 2、禁止移除机台上所有的安全防护设备及装置(如前/后安全盖,探针装置,红外线装置等所有感应器)。 3、使用前首先做好设备清洁工作,清洁前必须关闭电源以防危险。将机台织针,沉降片,沙嘴,沙嘴导轨,机头外围,毛纱,纱坐,张力装置线架上的灰尘,飞毛等清理干净。 4、清洁完毕,检查针器各部件是否复位,针床之间是否有异物,以免导致开机后对机台造成损伤。 5、穿纱线前必须停机状态下操作,按下紧急停止开关,以防止不小心碰到启动操作杆,开机造成安全事故。 6、开机前,必须关闭前后安全盖。操作夹子或剪刀装置时必须使用手动操作功能,手,脸,宽松衣物和其它物品要远离该装置。 7、机器开始编织前需按下F1让机头归零,接着按下F2锁定。当机头纱被主副罗拉下时,再次按下F2进行解锁,开始编织。 8、当机器运转不正常时!操作工不得离开机台。及时联系机修人员,不得继续运作,造成设备元件的损伤。 9、设备使用完毕后需再次进行清洁保养!关闭好前后安全门。关闭电源拔下插头 其它: 当操作过程中发现缝衣针有断裂,需立即停机,将断针取出后统一回收,断针回收按照《金属、利器管理程序》进行执行。 编制:审核:批准:
套口机安全操作作业指导书 目的: 通过规范作业程序,使加工工件符合质量要求,避免因不规范操作而造成意外。 适用范围: 公司所有套口机设备操作 操作步骤: 1、上班前由主管师傅负责开电源总制,检查机器的油标及机器周围是否正常。 2、开机十分钟内不准乱关电源,防止电流冲击而烧毁电机,机器运转过程中如发现有异常响声应及时通知机修工进行处理。 3、工作时应将衫片均匀放入,防止撞针或跳针而断针。 4、生产过程中要对准记号,不要套错横行,离边,对花位不符。 5、注意领贴口要平均,防止骨位起蛇,缝线太松或太紧。 6、注意缝合机的大针错位引起"锄外眼",大针升高或弯曲引起"锄高, 坼线后漏眼"。 7、生产时注意衣片太厚或太结引起"穿错线,起耳仔,跳线,单纱"。 8、要经常清洁机位的污迹,让机器运转更加顺畅。 其它: 当操作过程中发现缝衣针有断裂,需立即停机,将断针取出后统一回收,断针回收按照《金属、利器管理程序》进行执行。 编制:审核:批准:
电脑横机色码表
色码表 1 前编织 2 后编织 3 前后编织 8 前编织 9 后编织 10 前后编织 4 前吊目 5 后吊目 6 前织后吊目 7 后织前吊目 14 前后吊目 15 前落布 17 后落布 16 空针 20 前编织,翻针至后 30 前编织,翻针至前 40 后编织,翻针至前 50 后编织,翻针至后 68 前后编织,且翻针至后 69 前后编织,且翻针至前先编织再翻针 有连接,任何两色相遇会自动翻针。无连接
70 翻针至前,且前编织 90 翻针至后,且后编织 先翻针再编织 78 翻针至后,且前后编织 79 翻针至前,且前后编织 60 前编织,翻针至后,且翻针至前 80 后编织,翻针至前,且翻针至后 100 前翻后 110 后翻前 21——27 前编织,翻针至后(左移1—7针) 31——37 前编织,翻针至后(右移1—7针) 41——47 后编织,翻针至前(左移1—7针) 51——57 后编织,翻针至前(右移1—7针) 61——67 前编织,翻针至后,且翻针至前(左移1—7针)71——77前编织,翻针至后,且翻针至前(右移1—7针)81——87后编织,翻针至前,且翻针至后(左移1—7针)91——97后编织,翻针至前,且翻针至后(右移1—7针)十种扭绳符号 18 下索股(1)19 下索股(2) 28前编织下索股(1)48 前编织下索股(2) 29 前编织上索股(1)49 前编织上索股(2) 38 后编织下索股(1)58 后编织下索股(2) 39 上索股(1)59 上索股(2)
功能条 1、节约 循环转数,填第一格,一定要双数,循环多少转就填几号色码 2、使用者巨集 3、取消编织 使1、2、3号色禁止连结 7、度目 代表字码 ⑴假四平 ⑵单面废纱 ⑶起底上梳 ⑷元同 ⑸罗文平摇 ⑹罗文最后半专放松字码 ⑺单面放松 ⑻单面 ⑼单面2 ⑽单面3 ⑾套针 ⑿单面底
国产电脑横机操作使用及机修教程3(培训教材)
机器操作基本流程 检查机头运行范围内有无异物(清理好)→检查机针是否完好→检查针有没有装到位→按绿色按扭接通电源(开机)→插入磁盘或U盘→按磁盘管理键→上下选择动作文件输入到内存→按确认→动作输入完成→按确认→显示花板文件输入?→按确认→花样输入完成→按确认→按E SC键(退出)→按内存管理键→上下移动光标选择①选择内存花样→按确定打开→上下移动光标选择你要的花样→按确定(此时需记下文件信息中花样宽度的数字)→启动操纵杆执行机器因选择花样而自动选择的归零→归零完毕→选择机器辅助功能键→按确定→打开设定机器工作参数→ 找到花板起始针并设定好(花板起始针=总针数(总针数是一英寸针数×机器的编织篇幅即机器的英寸数)-花样宽度数÷2)将得出的数字设置在花板起始针的后面→按ESC键退出→按8号键检查要用的纱嘴和初始位置→将要用的纱嘴穿好纱(纱经过天线台到左右收线,经过左右收线穿过乌丝座挡座的穿纱口,穿入要用的纱嘴)→将纱嘴停放在编织物两边(参考8号键说明)半寸的位置→用要编织的左右两边的织针钩住纱线→根据花板的要求设定各段的度目值,罗拉、速度值→按下行锁定→启动操纵杆开始编织废纱→在编织到主罗拉拉到废纱布片时按下F2取消行锁定→正式编织布片。 注:此动作也可在编织时根据实际情况进行调整 打衣片的一般要求和应该注意的各方面: 一块完整的衣片一般要密度匀称符合工艺尺寸要求,没有破口,没有掉纱,布片平整。 在开始编织时如果知道哪一段做什么最好,那样就可以先设定好各段的数字值,如果不知道可以通过在编织时观察工作画面,从工作画面中获得信息。它可以告诉我们现在工作的这一行用第几段度目第几段罗拉哪一段速度等等。编织时应注意编织口上布片编织的变化,并根据变化
电脑横机的基本操作
电脑横机的基本操作 电脑横机基本操作 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1.列磁盘目录:列出磁盘上所有的文件; 2.动作文件输入到内存:将CNT文件输入到内存; 3.花板文件输入到内存:将PAT文件输入到内存; 4.内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5.内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6.格式化1.44MB磁盘:将磁盘格式化; 7.磁盘文件删除:将磁盘中的某一个文件删除; 8.字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9.8位厂标照片输入到内存:将PIC文件输入在内存,可以跟改屏幕显示。 三、内存管理: 1.内存花样选择:选择所用的花板文件,按下C键还可以进行机器的文件参数复制; 2.内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对等行号,色代号,编织指令进行跳行编辑。F3为返回首行,F4最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴;
3.内存花样编辑:进入此画面后我们可以清楚的看到花样的组织,同时可以作简单的修改,功能键F1用于跳行; 4.删除花样:删除指定的内存花样,输入文件编号即可。上下键选择“是”与“否”; 5.总清花样:按下此键,系统会有警告提示,如果“确定”将删除内存所有花样,即刷新内存,所有花板文件将丢失。 四、系统工作参数设定:设置机器辅助功能。 1.设定机器系统参数:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单: (1).针零位:设定读针的起始位置以及针距和机器总针数(设定此项参数前,应先将同步带齿校正),具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位; (2).左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (3).左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (4).右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (5).右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用 手推到第1枚针的位置(左行),按下F1即可确定; (6).机头左限位:将机头推到左边限位开关处,按下F1即可。 (7).机头右限位:将机头推到右边限位开关处,按下F1即可。 (8).横机英寸针数:设置机器的针距,默认为14针。 (9).选针器右行补尝:当机器右行有乱针现象时,请补尝此参数,每次补尝的范围在0.2左右,机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。
电脑横机调机步骤
电脑横机调机步骤公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
调机步骤 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1、列磁盘目录:列出磁盘上所有的文件; 2、动作文件输入到内存:将CNT文件输入到内存; 3、花板文件输入到内存:将PAT文件输入到内存; 4、内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5、内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6、格式化磁盘:将磁盘格式化; 7、磁盘文件删除:将磁盘中的某一个文件删除; 8、字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 9、8位厂标照片输入到内存:将PIC文件输入到内存,可以更改屏幕显示。 三、内存管理:按下C键还可以进行机器的工作参数复制。 1、内存花样选择:用于选择从磁盘输入的花板文件,; 2、内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对行号、色代号、编织指令等进入修改。机器画面也会有相应的提示。按下F2后可以进行跳行编辑,F3为返回首行,F4为最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴。 3、内存花样编辑:进入此画面后,我们可以清楚的看到花样的组织,同时可以简单的修改。功能键F1用于跳行。 4、删除花样:删除指定的花样,输入内存号即可。 5、总清花样:按下此键,系统会有警示提示,如果确定将删除内存所有花样,即刷新内存。所有花板文件将丢失。 四、设置机器辅助功能 1、设定机器系统参数1:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单。 (1)针零位:设定读针的起始位置以及针距和机器总针数,(设定此项参数前,应先将同步带齿距校正)具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位。(2)左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (3)左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (4)右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(右行),按下F1即可确定。 (5)右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第一枚针的位置(左行),按下F1即可确定。 (6)机头左限位:将机头推到左边限位开关处,按下F1即可。 (7)机头右限位:将机头推到右边限位开关处,按下F1即可。 (8)横机1英寸针数:设置机器的针距,。 (9)选针器右行补偿:当机器右行有乱针现象时,请补偿此参数,每次补偿的范围在左右。机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。 (10)选针器左行补偿:当机器左行有乱针现象时,请补偿此参数。每次补偿的范围在左右,机器高速乱针时,增大此参数,机器低速乱针时,减小此参数.
电脑横机安全操作规程模板
工作行为规范系列 电脑横机安全操作规程(标准、完整、实用、可修改)
编号:FS-QG-17801电脑横机安全操作规程Computerized flat knitting machine safety operation regulations 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。 1、了解设备各部件的名称与功能,员工在操作前必须束起头发,以保证操作安全:防止意外,同时,上岗时不允许衣着宽松,配项链及手镯。 2、禁止移除机台上所有的安全防护设备及装置(如前/后安全盖,探针装置,红外线装置等所有感应器)。 3、使用前首先做好设备清洁工作,清洁前必须关闭电源以防危险。将机台织针,沉降片,沙嘴,沙嘴导轨,机头外围,毛纱,纱坐,张力装置线架上的灰尘,飞毛等清理干净。 4、清洁完毕,检查针器各部件是否复位,针床之间是否有异物,以免导致开机后对机台造成损伤。 5、穿纱线前必须停机状态下操作,按下紧急停止开关,以防止不小心碰到启动操作杆,开机造成安全事故。 6、开机前,必须关闭前后安全盖。操作夹子或剪刀装置
时必须使用手动操作功能,手,脸,宽松衣物和其它物品要远离该装置。 7、机器开始编织前需按下F1让机头归零,接着按下F2锁定。当机头纱被主副罗拉下时,再次按下F2进行解锁,开始编织。 8、当机器运转不正常时!操作工不得离开机台。及时联系机修人员,不得继续运作,造成设备元件的损伤。 9、设备使用完毕后需再次进行清洁加油保养!关闭好前后安全门。关闭电源拔下插头。 请输入您公司的名字 Foonshion Design Co., Ltd
慈星电脑横机专用调试步骤精选文档
慈星电脑横机专用调试 步骤精选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
慈星电脑横机专用调试步骤 慈星电脑横机调试操作说明简介 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1.列磁盘目录:列出磁盘上所有的文件; 2.动作文件输入到内存:将CNT文件输入到内存; 3.花板文件输入到内存:将PAT文件输入到内存; 4.内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5.内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6.格式化磁盘:将磁盘格式化; 7.磁盘文件删除:将磁盘中的某一个文件删除; 8.字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 位厂标照片输入到内存:将PIC文件输入在内存,可以跟改屏幕显示。 三、内存管理: 1.内存花样选择:选择所用的花板文件,按下C键还可以进行机器的文件参数复制; 2.内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对等行号,色代号,编织指令进行跳行编辑。F3为返回首行,F4最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴; 3.内存花样编辑:进入此画面后我们可以清楚的看到花样的组织,同时可以作简单的修改,功能键F1用于跳行;
4.删除花样:删除指定的内存花样,输入文件编号即可。上下键选择“是”与“否”; ; 5.总清花样:按下此键,系统会有警告提示,如果“确定”将删除内存所有花样,即刷新内存,所有花板文件将丢失。 四、系统工作参数设定:设置机器辅助功能。 1.设定机器系统参数:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单: (1).针零位:设定读针的起始位置以及针距和机器总针数(设定此项参数前,应先将同步带齿校正),具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位; (2).左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (3).左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (4).右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (5).右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (6).机头左限位:将机头推到左边限位开关处,按下F1即可。 (7).机头右限位:将机头推到右边限位开关处,按下F1即可。 (8).横机英寸针数:设置机器的针距,默认为14针。
横机工作原理
全自动电脑横机机械工作原理 2011-03-02 12:06:15| 分类:电脑横机| 标签:|字号大中小订阅 1、编制程序→控制器→执行元件 编制程序——将编织有关的动作,如机头的往复横移与变速变动 程、选针、三角变换、 密度调节、导纱器变换、针床横移、牵拉速度调整等预先编制。 控制器——控制各执行元件,向执行元件发出信号。 执行元件——伺服电机、步进电机、电子选针器、电磁铁等。 2、花型变换快 3、成圈系统多(8系统)。 4、针床宽,可同时编织几幅衣片(最宽2500mm)。 (一)成圈与选针机件 1、舌针:为移圈针 2、挺针片:与织针镶嵌在一起,挺针片受压,片踵埋入针槽,不 受三角作用,织针不动。 3、中间片:位于挺针片之上,具有A、B、C三个位置 A: 挺针片片踵被压入针槽不受三角作用——织针不编织; B:挺针片片踵从针槽中露出,可以受三角作用——织针参加编织 (织针集圈或接圈)
C: 挺针片片踵从针槽中露出,可以受三角作用——织针参加编织 (织针成圈或移圈) 4.选针片——受电磁选针器9作用。 5.沉降片: 配置:配置在两枚织针中间,位于针床的齿口部分的沉降片槽中。 排列: 两个针床上的沉降片相对排列,由三角控制沉降片片踵使沉降片前 后摆动。 当织针上升退圈时,前后针床中的沉降片闭合。 当织针下降弯纱成圈时,前后沉降片打开。
(二)三角系统 机头内可安装1至多个编织系统,最多8个系统。 机头可以分成两个(如一个4系统机头可分为两个2系统机头)当两个机头分开时,可同时编织两片独立的衣片。 1、三角系统结构 (1)挺针片起针三角(使织针上升做成集圈、成圈) (2)接圈三角2和起针三角1同属一个整体,将织针推到接圈高度。
全自动电脑横机操作调试和维修方法
全自动电脑横机操作调试和维修方法 一.操作注意事项: 1)读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。 2)穿纱,同时要调整好天线弹力,侧天线张力。 3)要按照打样要求调整好度目。拉力等。 4)确定花样展开以及纱嘴摆方位置。国花系列还有纱嘴前置量。 5)挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。加大速度,拉力等。 二.开始编织 1)随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。跟足样板尺寸。 2)注意毛纱过蜡情况及毛纱排放位置。拆片纱要重新试度目和拉力。 3)随时了解用纱情况,毛料色差等。 4)衫片分码,分色整齐叠好安要求捆好交货。 5)注意倒卷布和副罗拉缠纱(国花系列特别要注意) 三.常见问题的处理方法 (一)度目篇 1)编织时度目越来越大 A,检查线路是否接触不良。 B,检查度目马达螺丝是否松动。 2)两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。 (二)撞连接针脚(国花系列叫长针) 1)查看度目是否灵活。 2)查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如
3)查看度目马达螺丝是否松动。度目转盘是否顺畅。 4)查看度目感应器是否损坏。 5)查看压针三脚是否到位。国花系列要看电磁铁摆动情况. 6)度目太紧时不能脱圈,也会撞连接针脚。 7)检查翻针三角的翻接针导块是否顺畅,灵活。 8)检查度目底板,滑块是否到位,灵活。 (三)乱花(乱选针) 1)看布片乱花是否有规律,比如问题都出在那一个选针器上。 2)看是偷选,还是漏选。调整选针片和针床的间隙。 3)调整选针参数,选针原点,选针微调。 4)看选针针脚在针床上是否太紧,太松。是否顺畅。 5)线路检查,各插头是否插好,看看是否有接触不良。 6)看主驱动皮带是否太松。 7)看下针尺是否会太紧或太松。 8)更换选针基板。 9)重新找原点,国花系列要注意铜头。 (四)平摇漏针 1)看是否乱花引起的 2)看天杆安装是否规范,可能导致纱嘴高低,是否对准嘴孔中缝。 3)看织针在针床上是否不顺畅。 4)看是否上一行翻针遗留的问题。 5)看是否织针损坏 (五)斜片 1)如果斜片在确定布是拉力,毛纱摆方位置的原因后。把布片长的一边针板下降,短的一边针板上升。
怎样操作电脑横机
怎样操作电脑横机? .操作注意事项: 1)读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。 2)穿纱,同时要调整好天线弹力,侧天线张力。 3)要按照打样要求调整好度目。拉力等。 4)确定花样展开以及纱嘴摆方位置。国花系列还有前置量。 5)挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于0。40m/s,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。加大速度,拉力等。 二.开始编织 1)随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。跟足样板尺寸。
2)注意毛纱过蜡情况及毛纱排放位置。拆片纱要重新试度目和拉力。 3)随时了解用纱情况,毛料色差等。 4)衫片分码,分色整齐叠好安要求捆好交货。 5)注意倒卷布和副罗拉缠纱(国花系列特别要注意) 三.常见问题的处理方法 (一)度目 1)编织时度目越来越大 A,检查线路是否接触不良。 B,检查度目马达螺丝是否松动。 2)两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。
(二)撞连接针脚(国花系列叫长针) 1)查看度目是否灵活。 2)查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如 3)查看度目马达螺丝是否松动。度目转盘是否顺畅。 4)查看度目感应器是否损坏。 5)查看压针三脚是否到位。国花系列要看电磁铁摆动情况. 6)度目太紧时不能脱圈,也会撞连接针脚。 7)检查翻针三角的翻接针导块是否顺畅,灵活。 8)检查度目底板,滑块是否到位,灵活。 (三)乱花(乱选针) 1)看布片乱花是否有规律,比如问题都出在那一个选针器上。
慈星电脑横机专用调试步骤
慈星电脑横机专用调试步 骤 Modified by JEEP on December 26th, 2020.
慈星电脑横机专用调试步骤 慈星电脑横机调试操作说明简介 一、开机:当机器正确接上电源后,按下起动开关,会听到三声“嘟”的声音,然后进入机器内存自检画面,正常的话将进入主画面。 二、磁盘管理:按下磁盘作业按键时,会进入磁盘作业菜单。 1.列磁盘目录:列出磁盘上所有的文件; 2.动作文件输入到内存:将CNT文件输入到内存; 3.花板文件输入到内存:将PAT文件输入到内存; 4.内存动作文件输入到磁盘:将内存中的CNT文件复制到磁盘; 5.内存花板文件输入到磁盘:将内存中的PAT文件复制到磁盘; 6.格式化磁盘:将磁盘格式化; 7.磁盘文件删除:将磁盘中的某一个文件删除; 8.字库文件输入到内存:当系统升级后,需将新的字库文件输入到内存; 位厂标照片输入到内存:将PIC文件输入在内存,可以跟改屏幕显示。 三、内存管理: 1.内存花样选择:选择所用的花板文件,按下C键还可以进行机器的文件参数复制; 2.内存程式编辑:可以查看和编辑每一页程式,当进入程式编辑画面后,可以对等行号,色代号,编织指令进行跳行编辑。F3为返回首行,F4最后一行,F5用于纱嘴交换(一系统和二系统交换)F6纱嘴替换,可以随意替换纱嘴; 3.内存花样编辑:进入此画面后我们可以清楚的看到花样的组织,同时可以作简单的修改,功能键F1用于跳行; 4.删除花样:删除指定的内存花样,输入文件编号即可。上下键选择“是”与“否”; ;
5.总清花样:按下此键,系统会有警告提示,如果“确定”将删除内存所有花样,即刷新内存,所有花板文件将丢失。 四、系统工作参数设定:设置机器辅助功能。 1.设定机器系统参数:按下此键会有密码提示输入显示,输入密码“1618”即可进入系统参数设定菜单: (1).针零位:设定读针的起始位置以及针距和机器总针数(设定此项参数前,应先将同步带齿校正),具体操作是先将机器左边对准第1枚针即可,然后按下F1就可设定针零位; (2).左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (3).左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (4).右系统纱嘴右行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(右行),按下F1即可确定; (5).右系统纱嘴左行零位:将右系统任意带上1枚纱嘴,然后用手推到第1枚针的位置(左行),按下F1即可确定; (6).机头左限位:将机头推到左边限位开关处,按下F1即可。 (7).机头右限位:将机头推到右边限位开关处,按下F1即可。 (8).横机英寸针数:设置机器的针距,默认为14针。 (9).选针器右行补尝:当机器右行有乱针现象时,请补尝此参数,每次补尝的范围在左右,机器高速乱针时,减小此参数,机器低速乱针时,增大此参数。
电脑横机基础知识
电脑横机基本的保养知识 近年来,随着毛针织行业的发展,电脑横机将逐步占领大部分横机市场。本文着重介绍对电脑横机进行有效合理保养与维护的方法,通过日常的保养与维护工作不仅能够保证机器正常生产,还能够延长机器的使用寿命。 在日常的保养与维护中,首先准备以下工具:气枪(需经水气分离器)、工业吸尘器、专用压布刀、内六角扳手、3.3 cm(1 寸)与13.2cm(4 寸)毛刷、含油毛刷、吸油性强的梭织棉布(禁止使用针织布片)、润滑脂及横机润滑油(冬季型与夏季型)、尖嘴钳子等。为保证编织机处于良好的工作状态,需要定期做清洁和加油工作,清理工作采取由上而下、由内而外的方式。日保养工作应在停机状态下进行,周保养和月保养工作应在断电状态下进行;所有螺丝务必拧紧,拆动的部件必须复位;横机润滑油和润滑脂为可燃性油,要小心使用,保养周期如表1 所示。在日常生产中,机器操作人员应经常擦拭干净显示屏、前后防尘盖、前挡板,在编织机停止运转时清洁天桥和机头护盖,同时机器操作人员必须保证机身的整体清洁干净。 1 天线纱架 使用13.2 cm 毛刷和吸尘器把天线台、天线支架和报警灯上的灰尘边刷边吸,清理干净,需使用沾有去蜡剂的棉布清洁天线支架上面的纱线张力盘; 使用13.2 cm毛刷和吸尘器对纱台上的灰尘及纱絮边刷边吸,再用棉布擦拭干净。 2 导纱器杆 使用棉布把导纱器杆中间部分的污物擦拭干净,再把纱嘴移到中间,用棉布擦拭干净;使用含油毛刷给导纱器杆加入适量的润滑油,再使用棉布拭去润滑油,直至导纱器杆的表面保留一层薄薄的润滑油膜为止。 3 针床与沉降片床 把机头和纱嘴推到边缘,使用专用压布刀把前针床的所有织针推到最高点,用气枪和吸尘器边吹边吸,将针床和沉降片床清除干净,然后把所有的织针复位,后针床和沉降片床亦然。如此重复两次后,用棉布把前后针床及沉降片床清洁干净; 注意在机器重新启动前,必须检查各类针是否全部归位,否则会撞坏选针器;使用含油毛刷在图 1 所示的1~6 号部位注入适量的润滑油。 4 夹纱系统 使用气枪和吸尘器给剪刀夹子做清洁,并在开机后手动操作界面进一步清理。 5 机头 先用棉布把机头前后护盖、天桥擦拭干净。要使用气枪、吸尘器、辅助手动来清洁探针与毛刷四周的棉絮,此时应小心手指,以免发生意外。 6 送纱器和侧张力装置 注意清洁送纱器和侧张力装置上面的纱絮与蜡痕,其结构如图2 所示。 7 机体注油系统 拉动油泵柄数次,保证油泵里的油始终处于供应状态。 8 编织系统 用内六角扳手打开天桥盖,使用吸尘器将换色机座及切换电磁铁清理干净,使用横机专用油润滑每个换色块,最后将天桥盖复位。把机头前后护盖取下,用吸尘器吸除前后山板中的灰尘,最后把护盖复位,注意探针线必须放入凹槽,以免被护盖压破,机器的背面机头清洁同上。 9 机头导轨 首先使用棉布把机头导轨上残留的油脂和纱屑清理干净;使用含油毛刷对机头导轨注入适量的润滑油。