PCB教材-06 钻孔
六、鑽孔
6.1 製程目的 單面或雙面板的製作都是在下料之後直接進行非導通孔或導通孔的鑽孔, 多層板則是在完 成壓板之後才去鑽孔。傳統孔的種類除以導通與否簡單的區分外,以功能的不同尚可分:零件孔, 工具孔,通孔(Via),盲孔(Blind hole),埋孔(Buried hole)(後二者亦為 via hole 的一種).近年電子產品'輕. 薄.短.小.快.'的發展趨勢,使得鑽孔技術一日千里,機鑽,雷射燒孔,感光成孔等,不同設備技術應用 於不同層次板子.本章僅就機鑽部分加以介紹,其他新技術會在 20 章中有所討論. 6.2 流程 上 PIN→鑽孔→檢查 6.3 上 PIN 作業 鑽孔作業時除了鑽盲孔,或者非常高層次板孔位精準度要求很嚴,用單片鑽之外,通常都以多 片鑽,意即每個 stack 兩片或以上.至於幾片一鑽則視 1.板子要求精度 2.最小孔徑 3.總厚度 4.總銅層 數.來加以考量. 因為多片一鑽,所以鑽之前先以 pin 將每片板子固定住,此動作由上 pin 機(pinning maching)執行之. 雙面板很簡單,大半用靠邊方式,打孔上 pin 連續動作一次完成.多層板比較複雜, 另須多層板專用上 PIN 機作業. 6.4. 鑽孔 6.4.1 鑽孔機 鑽孔機的型式及配備功能種類非常多,以下 List 評估重點 A. 軸數:和產量有直接關係 B. 有效鑽板尺寸 C. 鑽孔機檯面:選擇振動小,強度平整好的材質。 D. 軸承(Spindle) E. 鑽盤:自動更換鑽頭及鑽頭數 F. 壓力腳 G. X、Y 及 Z 軸傳動及尺寸:精準度,X、Y 獨立移動 H. 集塵系統:搭配壓力腳,排屑良好,且冷卻鑽頭功能 I. Step Drill 的能力 J. 斷針偵測 K. RUN OUT 6.4.1.1 鑽孔房環境設計 A. 溫濕度控制 B. 乾淨的環境 C. 地板承受之重量 D. 絕緣接地的考量 E. 外界振動干擾
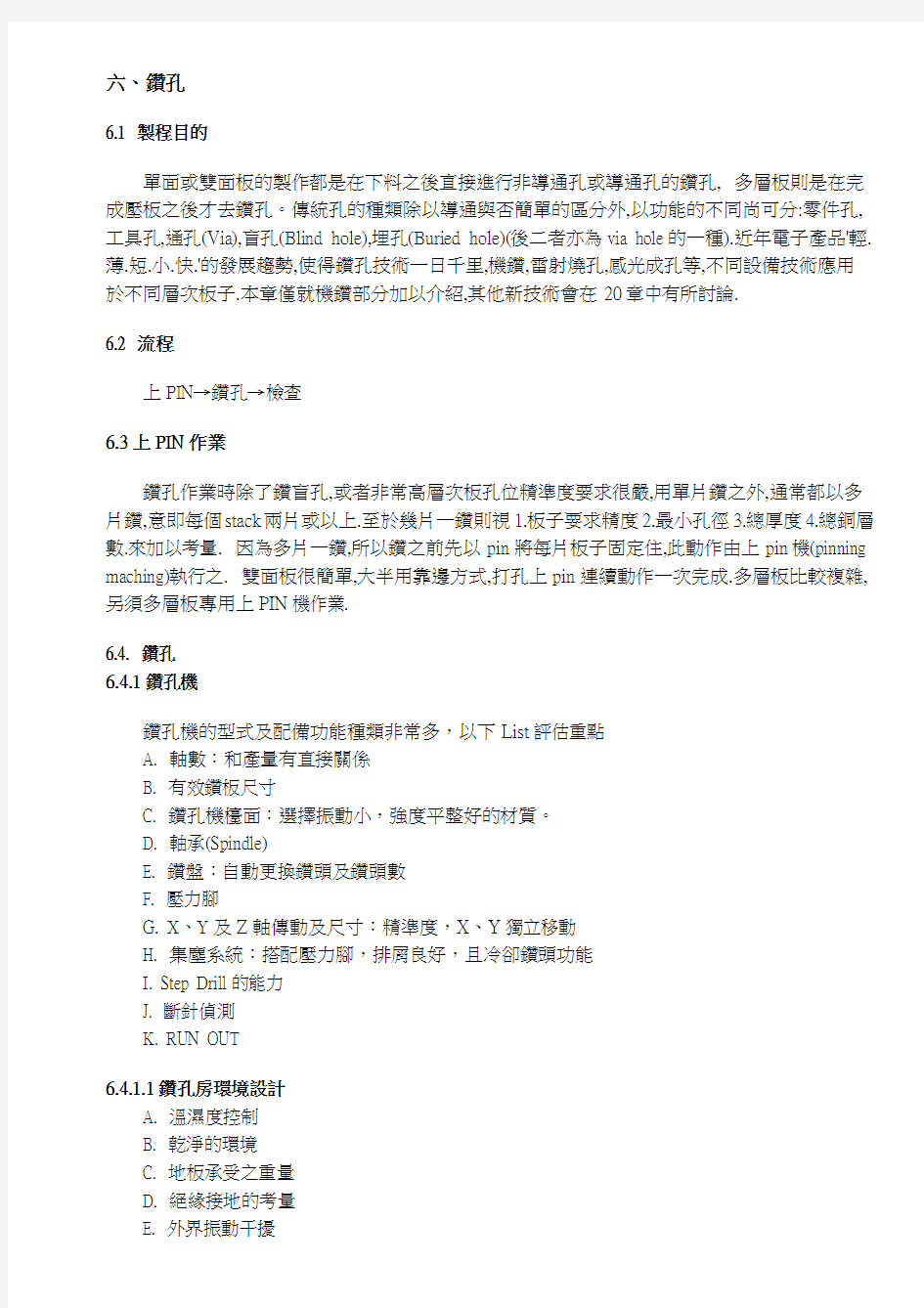
6.4.2 物料介紹 鑽孔作業中會使用的物料有鑽針(Drill Bit),墊板(Back-up board),蓋板(Entry board)等.以下逐一 介紹:圖 6.1 為鑽孔作業中幾種物料的示意圖.
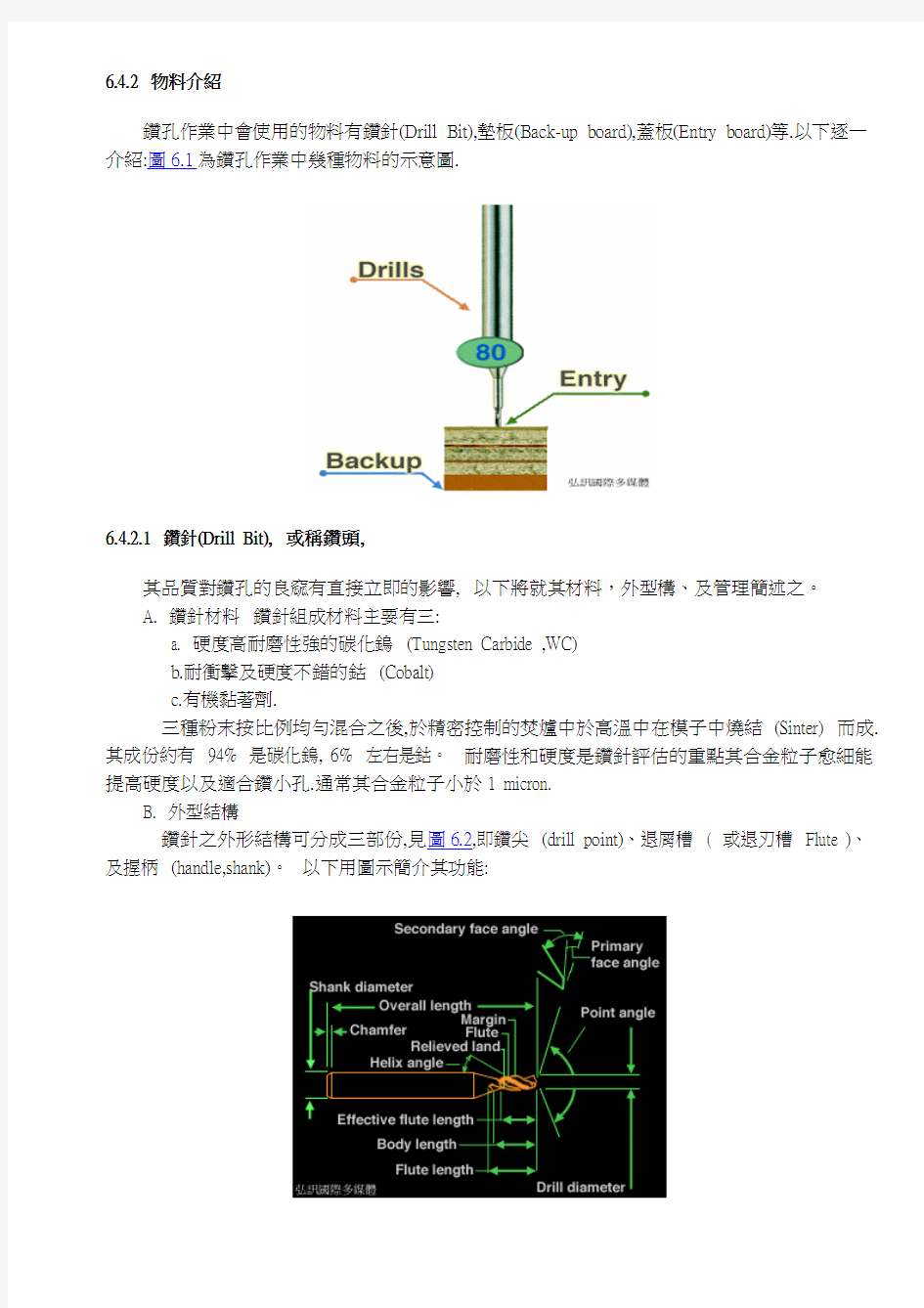
6.4.2.1 鑽針(Drill Bit), 或稱鑽頭, 其品質對鑽孔的良窳有直接立即的影響, 以下將就其材料,外型構、及管理簡述之。 A. 鑽針材料 鑽針組成材料主要有三: a. 硬度高耐磨性強的碳化鎢 (Tungsten Carbide ,WC) b.耐衝擊及硬度不錯的鈷 (Cobalt) c.有機黏著劑. 三種粉末按比例均勻混合之後,於精密控制的焚爐中於高溫中在模子中燒結 (Sinter) 而成. 其成份約有 94% 是碳化鎢, 6% 左右是鈷。 耐磨性和硬度是鑽針評估的重點其合金粒子愈細能 提高硬度以及適合鑽小孔.通常其合金粒子小於 1 micron. B. 外型結構 鑽針之外形結構可分成三部份,見圖 6.2,即鑽尖 (drill point)、退屑槽 ( 或退刃槽 Flute )、 及握柄 (handle,shank)。 以下用圖示簡介其功能:
a. 鑽尖部份 (Drill Point)- 圖 6.3
(1) 鑽尖角 (Point Angle) (2) 第一鑽尖面 (Primary Face)及角 (3) 第二鑽尖面 (Secondary face)及角 (4) 橫刃 (Chisel edge) (5) 刃筋 (Margin) 鑽尖是由兩個窄長的第一鑽尖面 及兩個呈三角形鉤狀的第二鑽尖面 所構成的, 此四 面會合於鑽尖點,在中央會合處形成兩條短刃稱為橫刃 (Chisel edge), 是最先碰觸板材之處, 此 橫刃在壓力及旋轉下即先行定位而鑽入 stack 中, 第一尖面的兩外側各有一突出之方形帶片稱為 刃筋 (Margin), 此刃筋一 直隨著鑽體部份盤旋而上,為鑽針與孔壁的接觸部份.而刃筋與刃唇交 接處之 直角刃角 (Corner) 對孔壁的品質非常重要,鑽尖部份介於第一尖面與第二尖面之間有長 刃, 兩長刃在與兩橫刃在中間 部份相會而形成突出之點是為尖點, 此兩長刃所形成的夾角稱鑽 尖角 (Point angle), 鑽紙質之酚醛樹脂基板時因所受阻力較少, 其鑽尖角約為 90 ° ~ 110 °, 鑽 FR4 的玻纖板時則尖角需稍鈍為 115 ° ~ 135 °, 最常見者 為 130 °者。 第一尖面與長刃之水平 面所呈之夾面角約為 15°稱為第一尖面角 (Primary Face Angle), 而第二尖面角則約為 30 °, 另有 橫刃與刃唇所形成的夾角稱為橫刃角 (cheisel Edge Angle)。 b. 退屑槽 (Flute) 鑽針的結構是由實體與退屑的空槽二者所組成。實體之最外緣上是刃筋, 使 鑽針實體 部份與孔壁之間保持一小間隙以減少發熱。其盤旋退屑槽 (Flute) 側斷面上與水平所成的旋角稱 為螺旋角(Helix or Flute Angle),此螺旋角度 小時, 螺紋較稀少,路程近退屑快, 但因廢屑退出以及 鑽針之進入所受阻力較 大, 容易升溫造成尖部積屑積熱,形成樹脂之軟化而在孔壁上形成膠渣 (smear)。此螺旋角大時鑽針的進入及退屑所受之磨擦阻力較小而不易發熱, 但退料太慢。 c. 握柄 (Shank) 被 Spindle 夾具夾住的部份, 為節省材料有用不銹鋼的。 鑽針整體外形有 4 種形狀: (1) 鑽部與握柄一樣粗細的 Straight Shank, (2) 鑽部比主幹粗的稱為 Common Shank。 (3) 鑽部大於握柄的大孔鑽針 (4) 粗細漸近式鑽小孔鑽針。 C. 鑽針的檢查與重磨 a. 檢查方法 20~40 倍實體顯微鏡檢查,見圖 6.4
b. 鑽針的重磨 (Re-Sharpping) 為孔壁品質鑽針壽命,可依下表做重磨管理。 一般鑽針以 四層板之三個疊高 (High) 而言, 壽命可達 5000-6000 擊(Hit), 總 共可以重磨三次 。 (應重磨擊數 表)
6.4.2.2. 蓋板 Entry Board(進料板) A. 蓋板的功用有: a. 定位 b. 散熱 c. 減少毛頭 d. 鑽頭的清掃 e.防止壓力腳直接壓傷銅面 B. 蓋板的材料:以下簡述其種類及優缺點 a. 複合材料- 是用木漿纖維或紙材,配合酚醛樹脂當成黏著劑熱壓而 成的。其材質與單 面板之基材相似。此種材料最便宜. b. 鋁箔壓合材料― 是用薄的鋁箔壓合在上下兩層,中間填去脂及去化學品的 純木屑. c. 鋁合金板― 5~30mil,各種不同合金組成,價格最貴 上述材料依各廠之產品層次,環境及管理.成本考量做最適當的選擇.其品質標準 必須:表面 平滑,板子平整,沒有雜質,油脂,散熱要好. 6.4.2.3 墊板 Back-up board A. 墊板的功用有: a.保護鑽機之檯面 , b.防止出口性毛頭(Exit Burr) c.降低鑽針溫度。 d.清潔鑽針溝槽中之膠渣。 B. 材料種類: a. 複合材料-其製造法與紙質基板類似,但以木屑為基礎,再混合含酸或鹽類的黏著劑, 高溫高壓下壓合硬化成為一體而硬度很高的板子. b. 酚醛樹脂板(phenolic)― 價格比上述的合板要貴一些,也就是一般單面板的基材. c. 鋁箔壓合板― 與蓋板同 VBU 墊板――是指 Vented Back Up 墊板,上下兩面鋁箔,中層為折曲同質的純鋁箔, 空氣可以自由流通其間,一如石棉浪一樣。 墊板的選擇一樣依各廠條件來評估.其重點在:不含 有機油脂,屑夠軟不傷孔壁,表面夠硬,板厚均勻,平整等. 6.4.3 操作 6.4.3.1 CNC 控制
現有 CAD/CAM 工作站都可直接轉換鑽孔機接受之語言只要設定一些參數如各孔號代表之 孔徑等即可.大部分工廠鑽孔機數量動輒幾十臺因此多有連網作業由工作站直接指示.若加上自 動 Loading/Unloading 則人員可減至最少. 6.4.3.2 作業條件 鑽孔最重要兩大條件就是"Feeds and Speeds"進刀速度及旋轉速度,以下做一 敘述 A. 進刀速度(Feeds): 每分鐘鑽入的深度,多以吋/分(IPM)表示。上式已為"排屑量"(Chip Load)取代,鑽針之所以能刺進材料中心須要退出相同體積的鑽屑才行,其表示的方法是以鑽針 每旋轉一週後所能刺進的吋數(in/R)。
B. 旋轉速度(Speeds) 一 每分鐘所旋轉圈數(Revolution Per Minute RPM)
通常轉數約為6萬-8萬 RPM,轉速太高時會造成積熱及磨損鑽針。 當進刀速度約為 120in/min 左右,轉速為6萬 RPM 時,其每一轉所能刺入的深度為其排屑量
排屑量高表示鑽針快進快出而與孔壁接觸時間短,反之排屑量低時表示鑽針進出緩慢與孔 壁磨擦時間增長以致孔溫升高。 設定排屑量高或低隨下列條件有所不同: 1. 孔徑大小 2. 基板材料 3. 層數 4. 厚度 6.4.4 作業注意事項 A. 轉數、進刀數的設定,應依實際的作業狀況,機器所附手冊上的條件僅為參考,仍須修 正。 B. 定期測量轉數、進刀數,Run out 等數值. C. 真空吸塵極為重要,設計時應 over 實際需要,以達 100%效率,定期更換。 D. Spindle 及夾頭需隨時保持清潔 E. Run out 一定要保持在 0.0005"以下 F. 檯面上塵屑要用吸塵器去除,切勿用吹氣的方式。
6.5 小孔鑽 6.5.1 小孔定義: 直徑 0.6 mm 以下稱小孔,0.3 mm 以下稱微孔(micro hole) 6.5.2 小孔加工現有機鑽及非機鑽,現就機鑽加以探討 小直徑鑽孔加工 小直徑鑽頭的規格依使用人、廠商而略有不同, 一般 0.3mm 的稱極小徑鑽頭, 由於 表面黏著技術(Surface Mount Techology)大量應用,小徑、極小徑的鑽孔 也日益增多,因此 PC 板 鑽頭與鑽孔機的問題就油然而生;而怎樣來防止鑽頭 的折斷是鑽孔加工最主要的癥結,其折斷 的主要原因如下: 1. 鑽頭的形狀和材質 2. 鑽頭的外徑與縱橫比(Aspect) 3. PC 板的種類(材質、厚度與層數) 4. 鑽孔機的振動和主軸的振動 5. 鑽孔條件(轉數與進刀速度) 6. 蓋板、墊板的選擇 A 小孔徑鑽孔機 實施小孔徑鑽孔時必須考慮到機械的精度,而其最主要在於位置的精度;一 般通稱的 位置精度包括以下幾個因素而言: 1. 程式設計的位置與實際工作台上位置精度的誤差。最近的新機種通常亦有 ±10~15 μm 左右的誤差。 2. 因主軸振動所造成的誤差。(尤其必須考慮到運轉時的誤差) 3. 鑽頭鑽入 PC 瞬間的偏差,大時可達 10μm,其原因很複雜;主軸、鑽頭、 壓板 等等都有關連。 4. 鑽頭本身的彎曲;鑽入的點至穿通止之間的彎曲度即孔位彎曲精度。孔位曲的原因 經歸納如表所示。
為了要提高孔位精度,只歸因於鑽頭是不合理的,鑽孔機等其他的因素也應 加以改善: - 適當條件:如進刀速、轉速的調整,分段鉆的作業等。 -STACK 的置放 在生產線上做小徑鑽 孔加工時,以操縱大直徑的方法來處理小徑時,常會有忽略的問題產生;其實最重要的是將 PCB 牢牢的固定於工作台上,使其成為一個整體,鑽頭在剛開始鑽孔時,若 PC 板固定不牢則易滑動, 造成鑽頭易折斷的可能,為了防止鑽折斷,以下幾點要特別注意: 1. 將壓板、PC 板、墊板用膠布貼牢後,於指定地方用固定針釘牢。 2. 儘量避免使用變形的 PC 板。
3. 壓板儘量使用厚度為 0.15~0.2mm 的鋁板或 0.3~0.4mm 的合成樹脂板為 主。 4. 墊板並非取質硬,而是需追求厚度的一致。 6.6 檢查及品質重點 6.6.1 品質重點 1. 2. 3. 4. 5. 6. 少鑽 漏鑽 偏位 (上述以底片 check) 孔壁粗糙 釘頭 (切片) 巴里(burr)
6.6.2 鑽孔結束板邊 coupon 設計(見圖 6.5)
板邊設計 coupon 的用意如下: 1. 檢查各孔徑是否正確 2. 檢查有否斷針漏孔 3. 可設定每 1000,2000,3000 hit 鑽一孔來檢查孔壁品質. 鑽孔製程至此告一段落,下一步驟將進行孔壁金屬化即所謂鍍通孔.
关于PCB钻孔的综述
先 进 加 工 技 术 作 业 学院:机电工程学院 姓名:王琳芳 学号:2111101052
关于PCB钻孔的综述 1 PCB的发展历程 摘要 近年来,由于电子产品的高密度、多功能、小型化的要求,促进了PCB工业向高密度布线和多层板薄形化技术的发展[1],故印刷电路板(PCB)在人们的生活中运用的越来越广泛,成为了电子组件制造业的最大支柱产业之一,它用于组装电子元器件之前的基板、形成电子线路以及连接电子元器件,发挥整体功能。PCB钻孔的过程中需要研究钻削力和钻削热对刀具寿命和孔质量的影响。 关键词PCB 材料性能钻孔质量刀具使用寿命 1.1 PCB基板材料 PCB板基板材料业已累积了近百年的历史。基板材料业的每一阶段的发展,都受到电子整机产品、半导体制造技术、电子安装技术、电子电路制造技术的革新所驱动。20世纪初至20世纪40年代末,是PCB基板材料业发展的萌芽阶段。它的发展特点主要表现在:此时期基板材料用的树脂、增强材料以及绝缘基板大量涌现,技术上得到初步的探索。这些都为印制电路板用最典型的基板材料——覆铜板的问世与发展,创造了必要的条件。另一方面,以金属箔蚀刻法(减成法)制造电路为主流的PCB制造技术,得到了最初的确立和发展。它为覆铜板在结构组成、特性条件的确定上,起到了决定性的作用。 覆铜板在PCB生产中真正被规模地采用,最早于1947年出现在美国PCB业。PCB基板材料业为此也进入了它的初期发展的阶段。在此阶段内,基板材料制造所用的原材料——有机树脂、增强材料、铜箔等的制造技术进步,对基板材料业的进展予以强大的推动力。正因如此,基板材料制造技术开始一步步走向成熟。 集成电路的发明与应用,电子产品的小型化、高性能化,将PCB基板材料技术推上了高性能化发展的轨道。PCB产品在世界市场上需求的迅速扩大,使 PCB 基板材料产品的产量、品种、技术,都得到了高速的发展。此阶段基板材料应用,出现了一个广阔的新领域——多层印制电路板[2]。同时,此阶段基板材料在结构组成方面,更加发展了它的多样化。 1.2 印刷电路板的分类 按印刷电路板的层数,我们可以将其分为三类:单层(面)印刷电路板、双层(面)印刷电路板以及多层印刷电路板。 单层电路板是指导线分布在绝缘基板的一面上,几乎都采用纸质酚醛基材。 双层电路板即双面都印有线路图形,即绝缘基板两面都有电路,再通过孔的金属化进行双面互连形成的印刷电路板。
PCB钻孔工艺详解
PCB板钻孔制程简介目的:了解钻孔制程及品质要求 内容点: ①PCB钻孔的作用 ②PCB钻孔板的品质缺陷及解决对策 ③钻孔品质及其鱼骨图分析 ④钻咀及相关辅料阐述 ⑤钻、锣带制作知识的介绍 一、PCB钻孔的作用 1、PCB板制作流程 以双面板喷锡板工艺流程为例: 开料→钻孔→沉铜→板电(加厚铜)→ 图形转移→电铜电锡→蚀刻退锡→ 检验→印阻焊→印字符→喷锡→成形 →测试→成品检查→包装 一、PCB钻孔的作用 2、钻孔的作用 钻孔就是在覆铜板上钻出所需的过孔。 PCB过孔按金属化与否,分为 a、电镀孔( PTH ),也叫金属化孔 b、非电镀孔(NPTH),也叫非金属化孔 按工艺制程分为 a、盲孔(多层板) b、埋孔(多层板) c、通孔 过孔主要提供电气连接与用作器件的固定或定位的作用。二、PCB钻孔板的品质缺陷及解决对策二、PCB钻孔板的品质缺陷及解决对策二、PCB钻孔板的品质缺陷及解决对策二、PCB钻孔板的品质缺陷及解决对策二、PCB钻孔板的品质缺陷及解决对策 偏孔: 二、PCB钻孔板的品质缺陷及解决对策
二、PCB钻孔板的品质缺陷及解决对策 三、钻孔品质及其鱼骨图分析 1、钻孔的品质要求 孔径:+0/-1mil 孔位:≤2mil 孔壁粗糙度:≤1mil 钉头:≤1.5 三、钻孔品质及其鱼骨图分析 2、钻孔品质鱼骨分析图 四、钻咀及相关辅料阐述 1、钻咀 ST型钻咀(用于普通FR-4、CEM-3板及环保板加工) 四、钻咀及相关辅料阐述 UC型钻咀(具有耐磨性能好、排尘能力强、孔壁质量好、孔位精度高。适用于一般板材加工,尤其适合高Tg、环保板等硬度较高板材的加工) 四、钻咀及相关辅料阐述 2、盖板 PCB钻孔用盖板的要求是:有一定表面硬度防止钻孔上表面毛刺,但又不能太硬而磨损钻头。 常用的有: a.铝箔 b.酚醛纸胶盖板 c.环氧玻璃布盖板 3、垫板 要求垫板本身树脂成分不能过高,否则钻孔时将会形成熔融的脂球黏附在孔壁。常用的有: a.普通纸质垫板 b.高密度纸质垫板 c.酚醛垫板 五、钻锣带制作知识的介绍 1、钻孔档(Drill File)介绍 a.常见格式: Exel系 S&m系 b.坐标格式 LEADING ZERO 省前0补后0 例:12.3→12300 TRAILING ZERO 补前0省后0 例:12.3→0123
PCB钻孔流程1
PCB钻孔流程(一) 一、目的: 1.1提高员工对制程的了解及品质意识,使其能迅速上岗,达成产能及品质目标。 二、适用范围: 2.1 仅适用于PCB钻孔的工程师与领班。 三、相关权责: 3.1 PCB钻孔。 四、名词定义: 4.1无 五、相关文件: 5.1无 六、培训内容: 6.1钻孔的作用及细步流程介绍 6.2各流程的作用及注意事项 6.3制程控制的工艺参数 6.4品质检测与处理 6.5技术员工作职掌 6.6不良板重工流程 6.7 保养规范 6.8不良原因及改善对策 6.9点检项目记录表单
PCB钻孔流程(二) 6.1钻孔的作用及细步流程介绍: 6.1.1钻孔作用:用来对PCB进行切削孔位,便于插件及导通之作业。 6.1.2钻孔的细步流程介绍: 进料→准备PCB钻咀→钻孔→检验→出货 6.1.3钻孔的环境要求: 温度:20±2℃ 相对湿度:50±5% 6.1.4钻孔的主物料介绍: 6.1.4.1垫板(2.5mm): 6.1.4.1.1作用:a.防止钻机台面受损; b.减少出口性毛头; c.减少钻咀扭断; d.降低钻咀温度; e.清洁钻咀沟槽中之胶渣。 6.1.4.1.2板材种类: a.复合材料——其制造法与纸质基板类似,但木屑为基础,再混合 含酸或盐类的粘著剂,高温高压下压合硬化成为一体而硬度很高的 板子。 b.酚醛树脂板——价格比上述的合板要贵一些,也就是一般单面板 的基材。 c.铝箔压合板——同盖板一样。 d.Vbu垫板——是指Vented Back up垫板,上、下两面铝箔,中层为 折曲同质的纯铝箔,空气可以自由流通其间,如石棉浪一样。 垫板的选择一样依各厂条件来评估,其重点在:不含有机油脂,屑
钻孔时PCB工艺中一道重要的工序
钻孔时PCB工艺中一道重要的工序,看起来很简单,但实际上却是一道非常关键的工序。 在此,笔者凭着个人钻孔工作的经验和方法,同大家分析一下钻孔工艺的一些品质故障产生的原因及其解决方法。 在制造业中,不良品的产生离不开人、机、物、法、环五大因素。同样,钻孔工艺中也是如此,下面把用鱼骨图分列出影响钻孔的因素,如下图所示: 图 一、在众多影响钻孔加工阶段,对各项不同的项目施行检验 为了确保加工板子从投入前至产出,全部过程的品质都在合格范围内。以下列举PCB 板钻孔加工常见的检验类别及项目。 (1)、钻孔前基板检验,项目有:品名、编号、规格、尺寸、铜铂厚;不刮伤;不弯曲、不变形;不氧化或受油污染;数量;无凹凸、分层剥落及折皱。 (2)、钻孔中操作员自主检验,项目为:孔径;批锋;深度是否贯穿;是否有爆孔;核对偏孔、孔变形;多孔少孔;毛刺;是否有堵孔;断刀漏孔;整板移位。 二、钻孔生产过程中经常出现故障详细分解 1、断钻咀 产生原因有:主轴偏转过度;数控钻机钻孔时操作不当;钻咀选用不合适;钻头的转速不足,进刀速率太大;叠板层数太多;板与板间或盖板下有杂物;钻孔时主轴的深度太深造成钻咀排屑不良发生绞死;钻咀的研磨次数过多或超寿命使用;盖板划伤折皱、垫板弯曲不平;固定基板时胶带贴的太宽或是盖板铝片、板材太小;进刀速度太快造成挤压;补孔时操作不当;盖板铝片下严重堵灰;焊接钻咀尖的中心度与钻咀柄中心有偏差。 解决方法: (1) 通知机修对主轴进行检修,或者更换好的主轴。 (2) A、检查压力脚气管道是否有堵塞; B、根据钻咀状态调整压力脚的压力,检查压力脚压紧时的压力数据,正常为7.5公斤; C、检查主轴转速变异情况及夹嘴内是否有铜丝影响转速的均匀性; D、钻孔操作进行时检测主轴转速变化情况及主轴的稳定性;(可以作主轴与主轴之间对比) E、认真调整压力脚与钻头之间的状态,钻咀尖不可露出压脚,只允许钻尖在压脚内 3.0mm处; F、检测钻孔台面的平行度和稳定度。 (3) 检测钻咀的几何外形,磨损情况和选用退屑槽长度适宜的钻咀。 (4) 选择合适的进刀量,减低进刀速率。 (5) 减少至适宜的叠层数。 (6) 上板时清洁板面和盖板下的杂物,保持板面清洁。 (7) 通知机修调整主轴的钻孔深度,保持良好的钻孔深度。(正常钻孔的深度要控制在0.6mm为准。) (8) 控制研磨次数(按作业指导书执行)或严格按参数表中的参数设置。 (9) 选择表面硬度适宜、平整的盖、垫板。 (10) 认真的检查胶纸固定的状态及宽度,更换盖板铝片、检查板材尺寸。 (11 )适当降低进刀速率。 (12) 操作时要注意正确的补孔位置。 (13) A、检查压脚高度和压脚的排气槽是否正常; B、吸力过大,可以适当的调小吸力。 (14) 更换同一中心的钻咀。
pcb钻孔工艺常见问题及处理
pcb钻孔工艺常见问题及处理 1、断钻咀 产生原因有:主轴偏转过度;数控钻机钻孔时操作不当;钻咀选用不合适;钻头的转速不足,进刀速率太大;叠板层数太多;板与板间或盖板下有杂物;钻孔时主轴的深度太深造成钻咀排屑不良发生绞死;钻咀的研磨次数过多或超寿命使用;盖板划伤折皱、垫板弯曲不平;固定基板时胶带贴的太宽或是盖板铝片、板材太小;进刀速度太快造成挤压;补孔时操作不当;盖板铝片下严重堵灰;焊接钻咀尖的中心度与钻咀柄中心有偏差。 解决方法: (1)通知机修对主轴进行检修,或者更换好的主轴。 (2)A、检查压力脚气管道是否有堵塞; B、根据钻咀状态调整压力脚的压力,检查压力脚压紧时的压力数据,正常为7.5公斤; C、检查主轴转速变异情况及夹嘴内是否有铜丝影响转速的均匀性; D、钻孔操作进行时检测主轴转速变化情况及主轴的稳定性;(可以作主轴与主轴之间对比) E、认真调整压力脚与钻头之间的状态,钻咀尖不可露出压脚,只允许钻尖在压脚内3.0mm处; F、检测钻孔台面的平行度和稳定度。
(3)检测钻咀的几何外形,磨损情况和选用退屑槽长度适宜的钻咀。 (4)选择合适的进刀量,减低进刀速率。 (5)减少至适宜的叠层数。 (6)上板时清洁板面和盖板下的杂物,保持板面清洁。 (7)通知机修调整主轴的钻孔深度,保持良好的钻孔深度。(正常钻孔的深度要控制在0.6mm为准。) (8)控制研磨次数(按作业指导书执行)或严格按参数表中的参数设置。 (9)选择表面硬度适宜、平整的盖、垫板。 (10)认真的检查胶纸固定的状态及宽度,更换盖板铝片、检查板材尺寸。 (11)适当降低进刀速率。 (12)操作时要注意正确的补孔位置。 (13)A、检查压脚高度和压脚的排气槽是否正常; B、吸力过大,可以适当的调小吸力。 (14)更换同一中心的钻咀。 2、孔损 产生原因为:断钻咀后取钻咀;钻孔时没有铝片或夹反底版;参数错误;钻咀拉长;钻咀的有效长度不能满足钻孔叠板厚度需要;手钻孔;板材特殊,批锋造成。 解决方法: (1)根据前面问题1,进行排查断刀原因,作出正确的处理。 (2)铝片和底版都起到保护孔环作用,生产时一定要用,可用与不可
PCB钻孔工艺详解解析
PCB板钻孔制程简介 2011年
目的:了解钻孔制程及品质要求 内容点: ①PCB钻孔的作用 ②PCB钻孔板的品质缺陷及解决对策 ③钻孔品质及其鱼骨图分析 ④钻咀及相关辅料阐述 ⑤钻、锣带制作知识的介绍
一、PCB钻孔的作用 1、PCB板制作流程 以双面板喷锡板工艺流程为例: 开料→钻孔→沉铜→板电(加厚铜)→ 图形转移→电铜电锡→蚀刻退锡→ 检验→印阻焊→印字符→喷锡→成形 →测试→成品检查→包装
一、PCB钻孔的作用 2、钻孔的作用 钻孔就是在覆铜板上钻出所需的过孔。 PCB过孔按金属化与否,分为 a、电镀孔( PTH ),也叫金属化孔 b、非电镀孔(NPTH),也叫非金属化孔 按工艺制程分为 a、盲孔(多层板) b、埋孔(多层板) c、通孔 过孔主要提供电气连接与用作器件的固定或定位的作用。
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)下钻速或回刀速过快更改加工参数 压脚问题检查或更换压脚 机床不稳定检查固定座 钻咀有缺陷或超孔限更换钻咀类型或检查钻咀叠板过厚或叠板过松减少叠板数或叠紧 盖板材料不对更换盖板 加工深度过深更改合理的深度 胶纸未贴好将胶纸贴好贴牢固
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)板间有杂物保持板面及板间清洁 孔壁粗糙,毛刺, 钉头钻头钝或钻头有缺口更换钻头 压脚压力过小检查压脚及气压设置加工参数过快或过慢调整参数设置 叠板太松或太厚贴紧板或更改叠板厚度板间有杂物保持板面及板间清洁多层板层压固化不良需层压或板材协助解决盖板不平、太薄等更换盖板材料 烤板时间或温度不够按要求重新烤板
PCB钻孔工艺详解
PCB板钻孔制程简介 2008年
目的:了解钻孔制程及品质要求 内容点: ①PCB钻孔的作用 ②PCB钻孔板的品质缺陷及解决对策 ③钻孔品质及其鱼骨图分析 ④钻咀及相关辅料阐述 ⑤钻、锣带制作知识的介绍
一、PCB钻孔的作用 1、PCB板制作流程 以双面板喷锡板工艺流程为例: 开料→钻孔→沉铜→板电(加厚铜)→ 图形转移→电铜电锡→蚀刻退锡→ 检验→印阻焊→印字符→喷锡→成形 →测试→成品检查→包装
一、PCB钻孔的作用 2、钻孔的作用 钻孔就是在覆铜板上钻出所需的过孔。 PCB过孔按金属化与否,分为 a、电镀孔( PTH ),也叫金属化孔 b、非电镀孔(NPTH),也叫非金属化孔 按工艺制程分为 a、盲孔(多层板) b、埋孔(多层板) c、通孔 过孔主要提供电气连接与用作器件的固定或定位的作用。
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)下钻速或回刀速过快更改加工参数 压脚问题检查或更换压脚 机床不稳定检查固定座 钻咀有缺陷或超孔限更换钻咀类型或检查钻咀叠板过厚或叠板过松减少叠板数或叠紧 盖板材料不对更换盖板 加工深度过深更改合理的深度 胶纸未贴好将胶纸贴好贴牢固
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)板间有杂物保持板面及板间清洁 孔壁粗糙,毛刺, 钉头钻头钝或钻头有缺口更换钻头 压脚压力过小检查压脚及气压设置加工参数过快或过慢调整参数设置 叠板太松或太厚贴紧板或更改叠板厚度板间有杂物保持板面及板间清洁多层板层压固化不良需层压或板材协助解决盖板不平、太薄等更换盖板材料 烤板时间或温度不够按要求重新烤板
PCB工艺流程及建厂要求概要
开料 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 内层干菲林 一、原理 在板面铜箔上贴上一层感光材料(感光油或干膜),然后通过黑菲林进行对位曝光,显影后形成线路图形。 二、工艺流程图:
三、化学清洗 1. 1. 设备:化学清洗机 2. 2. 作用:a. 除去Cu 表面的氧化物、垃圾等; b. 粗化Cu 表面,增强Cu 表面与感光油或干膜之间的结合力。 3. 3. 流程图: 4. 4. 检测洗板效果的方法: a. a. 水膜试验,要求≥30s 5. 5. 影响洗板效板的因素:除油速度、除油剂浓度、微蚀温度、总酸度、Cu2+浓度、压力、速度
6. 6. 易产生的缺陷:开路(清洗效果不好导致甩菲林),短路(清洁不净产生垃圾)。 四、辘干膜 1. 1. 设备:手动辘膜机 2. 2. 作用:在铜板表面上贴上一层感光材料(干膜); 3. 3. 影响贴膜效果的主要因素:温度、压力、速度; 4. 4. 贴膜易产生的缺陷:内短(菲林碎导致Cu 点)、内开(甩菲林导致少Cu ); 五、辘感光油 1. 1. 设备:辘感光油机、自动粘尘机; 2. 2. 作用:在已清洗好的铜面上辘上一层感光材料(感光油); 3. 3. 流程: 4. 4. 影响因素:感光油粘度、速度;焗板温度、速度。 5. 5. 产生的缺陷:内开(少Cu )。 六、曝光 1. 1. 设备/工具:曝光机、10倍镜、21Step 曝光尺、手动粘尘辘; 2. 2. 曝光机,在已辘感光油或干膜的板面上拍菲林后进行曝光,从而形成线路图形; 3. 3. 影响曝光的主要因素:曝光能量、抽真空度、清洁度; 4. 4. 易产生的缺陷:开路(曝光不良)、短路(曝光垃圾)。 七、DES LINE I 、显影 1. 1. 设备:DES LINE ; 2. 2. 作用:将未曝光的感光材料溶解掉,留下已曝光的部分从而形成线路; 3. 3. 主要药水:Na 2CO 3溶液; II 、蚀刻: 1. 1. 设备:DES LINE ; 2. 2. 作用:蚀去没有感光材料保护的Cu 面,从而形成线路; 3. 3. 主要药水:HCl 、H 2O 2、CuCl 2; 4. 4. 影响因素:Cu 2+浓度、湿度、压力、速度、总酸度;
pcb教材钻孔
六、钻孔 制程目的 单面或双面板的制作都是在下料之后直接进行非导通孔或导通孔的钻孔, 多层板则是在完成压板之后才去钻孔。传统孔的种类除以导通与否简单的区分外,以功能的不同尚可分:零件孔,工具孔,通孔(Via),盲孔(Blind hole),埋孔(Buried hole)(后二者亦为via hole的一种).近年电子产品'轻.薄.短.小.快.'的发展趋势,使得钻孔技术一日千里,机钻,雷射烧孔,感光成孔等,不同设备技术应用于不同层次板子.本章仅就机钻部分加以介绍,其他新技术会在20章中有所讨论. 流程 上PIN→钻孔→检查 上PIN作业 钻孔作业时除了钻盲孔,或者非常高层次板孔位精准度要求很严,用单片钻之外,通常都以多片钻,意即每个stack两片或以上.至于几片一钻则视1.板子要求精度2.最小孔径3.总厚度4.总铜层数.来加以考量. 因为多片一钻,所以钻之前先以pin将每片板子固定住,此动作由上pin机(pinning
maching)执行之. 双面板很简单,大半用靠边方式,打孔上pin连续动作一次完成.多层板比较复杂,另须多层板专用上PIN机作业. . 钻孔 6.4.1钻孔机 钻孔机的型式及配备功能种类非常多,以下List评估重点 A. 轴数:和产量有直接关系 B. 有效钻板尺寸 C. 钻孔机台面:选择振动小,强度平整好的材质。 D. 轴承(Spindle) E. 钻盘:自动更换钻头及钻头数 F. 压力脚 G. X、Y及Z轴传动及尺寸:精准度,X、Y独立移动 H. 集尘系统:搭配压力脚,排屑良好,且冷却钻头功能 I. Step Drill的能力 J. 断针侦测 K. RUN OUT 6.4.1.1钻孔房环境设计 A. 温湿度控制
PCB钻孔工艺故障与解决方法
PCB钻孔工艺故障和解决 钻孔时PCB工艺中一道重要的工序,看起来很简单,但实际上却是一道非常关键的工序。 在此,笔者凭着个人钻孔工作的经验和方法,同大家分析一下钻孔工艺的一些品质故障产生的原因及其解决方法。 在制造业中,不良品的产生离不开人、机、物、法、环五大因素。同样,钻孔工艺中也是如此,下面把用鱼骨图分列出影响钻孔的因素 一、在众多影响钻孔加工阶段,对各项不同的项目施行检验 为了确保加工板子从投入前至产出,全部过程的品质都在合格范围内。以下列举PCB板钻孔加工常见的检验类别及项目。 (1)、钻孔前基板检验,项目有:品名、编号、规格、尺寸、铜铂厚;不刮伤;不弯曲、不变形;不氧化或受油污染;数量;无凹凸、分层剥 落及折皱。 (2)、钻孔中操作员自主检验,项目为:孔径;批锋;深度是否贯穿;是否有爆孔;核对偏孔、孔变形;多孔少孔;毛刺;是否有堵孔;断刀 漏孔;整板移位。 二、钻孔生产过程中经常出现故障详细分解 1、断钻咀 产生原因有:主轴偏转过度;数控钻机钻孔时操作不当;钻咀选用不合适;钻头的转速不足,进刀速率太大;叠板层数太多;板与板间或盖板下有杂物;钻孔时主轴的深度太深造成钻咀排屑不良发生绞死;钻咀的研磨次数过多或超寿命使用;盖板划伤折皱、垫板弯曲不 平;固定基板时胶带贴的太宽或是盖板铝片、板材太小;进刀速度太快造成挤压;补孔时操作不当;盖板铝片下严重堵灰;焊接 钻咀尖的中心度与钻咀柄中心有偏差。 解决方法: (1) 通知机修对主轴进行检修,或者更换好的主轴。 (2) A、检查压力脚气管道是否有堵塞; B、根据钻咀状态调整压力脚的压力,检查压力脚压紧时的压力数据,正常为7.5公斤; C、检查主轴转速变异情况及夹嘴内是否有铜丝影响转速的均匀性; D、钻孔操作进行时检测主轴转速变化情况及主轴的稳定性;(可以作主轴与主轴之间对比) E、认真调整压力脚与钻头之间的状态,钻咀尖不可露出压脚,只允许钻尖在压脚内3.0mm处; F、检测钻孔台面的平行度和稳定度。 (3) 检测钻咀的几何外形,磨损情况和选用退屑槽长度适宜的钻咀。 (4) 选择合适的进刀量,减低进刀速率。 (5) 减少至适宜的叠层数。 (6) 上板时清洁板面和盖板下的杂物,保持板面清洁。 (7) 通知机修调整主轴的钻孔深度,保持良好的钻孔深度。(正常钻孔的深度要控制在0.6mm为准。) (8) 控制研磨次数(按作业指导书执行)或严格按参数表中的参数设置。 (9) 选择表面硬度适宜、平整的盖、垫板。 (10) 认真的检查胶纸固定的状态及宽度,更换盖板铝片、检查板材尺寸。 (11 )适当降低进刀速率。