提升SMT制造能力改善案例总结

提升SMT制造能力改善案例总结
我公司实行事业部制,本事业部是电子PCBA和光电产品制造事业部。SMT是事业部电子PCBA的源头,该区域制造能力的提升是一项长期任务,随着电子PCBA产品的日益扩展,这项任务变得越来越迫切。在公司和事业部领导的大力支持下,事业部组建了跨部门改善团队,并在外部专家的指导下,逐步展开了一系列改善行动。
组建跨部门改善团队
品管部:QC工程师1人、QC技术员1人。
工程部:PE工程师2人、程序技术员1人。
生产部:生产主管1人、生产领班1人。
深度诊断SMT制程
一般的QC改善活动往往通过头脑风暴的方式来充分发掘改善课题。就SMT制程而言,它已经是一个被广泛应用、比较成熟和规范的技术应用门类,我们没有急于运用头脑风暴,而是在外部专家的指导下,展开了“拨洋葱式”的层层剖析和深度诊断。
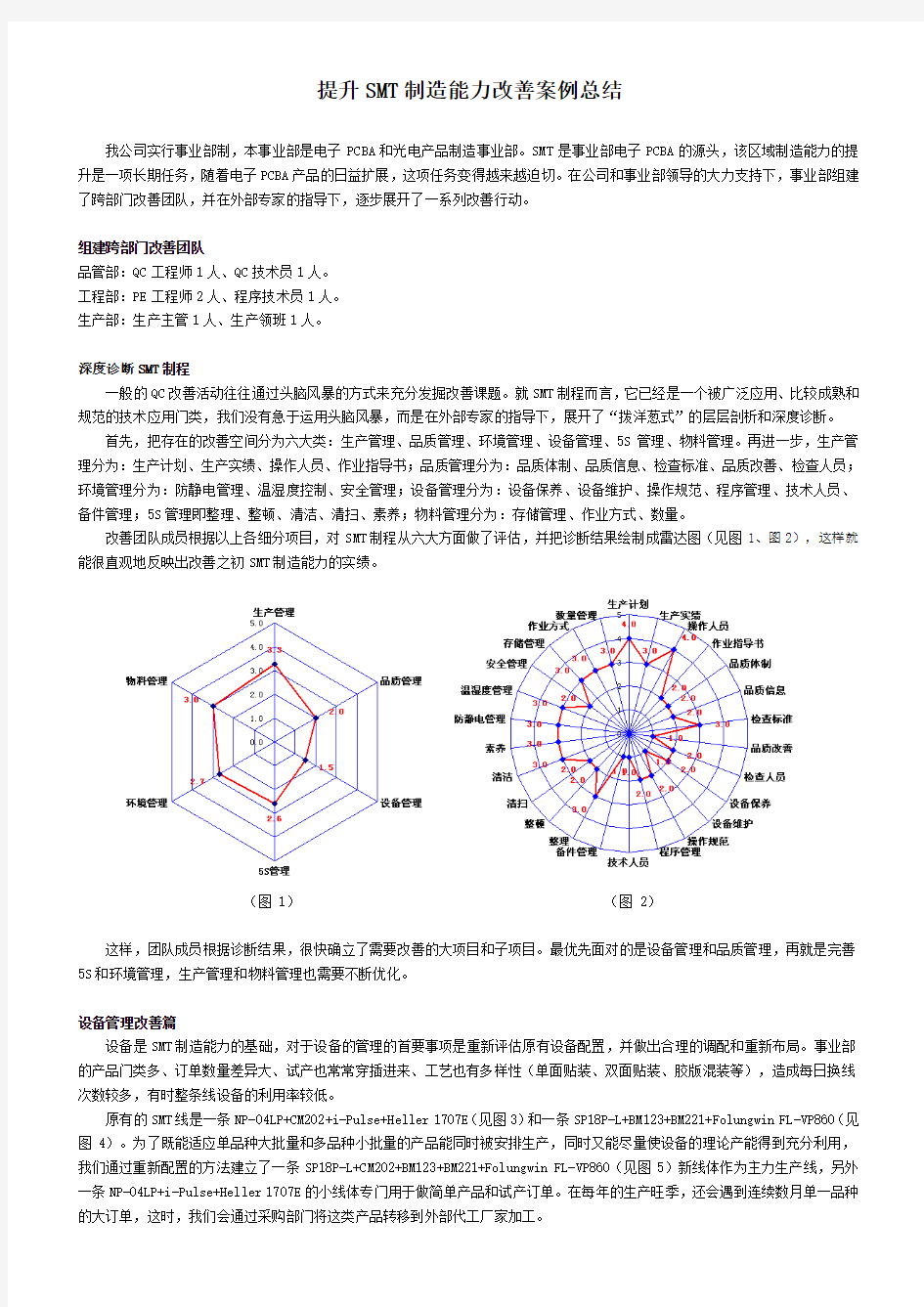
首先,把存在的改善空间分为六大类:生产管理、品质管理、环境管理、设备管理、5S管理、物料管理。再进一步,生产管理分为:生产计划、生产实绩、操作人员、作业指导书;品质管理分为:品质体制、品质信息、检查标准、品质改善、检查人员;环境管理分为:防静电管理、温湿度控制、安全管理;设备管理分为:设备保养、设备维护、操作规范、程序管理、技术人员、备件管理;5S管理即整理、整顿、清洁、清扫、素养;物料管理分为:存储管理、作业方式、数量。
改善团队成员根据以上各细分项目,对SMT制程从六大方面做了评估,并把诊断结果绘制成雷达图(见图1、图2),这样就能很直观地反映出改善之初SMT制造能力的实绩。
(图 1) (图 2)
这样,团队成员根据诊断结果,很快确立了需要改善的大项目和子项目。最优先面对的是设备管理和品质管理,再就是完善5S和环境管理,生产管理和物料管理也需要不断优化。
设备管理改善篇
设备是SMT制造能力的基础,对于设备的管理的首要事项是重新评估原有设备配置,并做出合理的调配和重新布局。事业部的产品门类多、订单数量差异大、试产也常常穿插进来、工艺也有多样性(单面贴装、双面贴装、胶版混装等),造成每日换线次数较多,有时整条线设备的利用率较低。
原有的SMT线是一条NP-04LP+CM202+i-Pulse+Heller 1707E(见图3)和一条SP18P-L+BM123+BM221+Folungwin FL-VP860(见图4)。为了既能适应单品种大批量和多品种小批量的产品能同时被安排生产,同时又能尽量使设备的理论产能得到充分利用,我们通过重新配置的方法建立了一条SP18P-L+CM202+BM123+BM221+Folungwin FL-VP860(见图5)新线体作为主力生产线,另外一条NP-04LP+i-Pulse+Heller 1707E的小线体专门用于做简单产品和试产订单。在每年的生产旺季,还会遇到连续数月单一品种的大订单,这时,我们会通过采购部门将这类产品转移到外部代工厂家加工。
(图 3) (图 4)
(图 5)
在调整线体配置的同时,事业部还先后引进了2台AOI设备,1台Saki BF18D安排在NP-04LP+i-Pulse+Heller 1707E的线后,另1台Omron VT-RNS安排在SP18P-L+CM202+BM123+BM221+Folungwin FL-VP860的线后。同时,还完善了PanaPRo离线编程系统,这样就进一步提升了SMT生产线的制造能力。
(图 6)
设备保养和维护是保证SMT设备正常运行的重要手段,也是SMT工程技术人员和生产操作人员的基本职责。在设备的日常保养和维护中,改善团队成员不断总结经验,逐步完善了设备保养的制度和职责,详见附表(见图7)。
(图 7)
同时也建立了设备保养记录,要求记录设备保养的内容,确认与保养规范一致,在实际操作中还积累了一些经验。例如:设
备注油后需要让设备运行一下,再检查是否有油脂溢出(见图8)或飞溅(见图9),发现后及时擦拭掉,以免影响设备对元器件的识别和造成其他品质影响。
(图 8) (图9)
设备最终是由普通操作人员操作的,这样设备操作作业指导书就显得格外重要。SMT工程师在编制作业指导书时,尽可能图文并茂,既详尽也易掌握。例如:原先的作业指导书(如图9)只是简单描述了参数设置,操作内容不足、步骤不明确。经改进后,现在的作业指导书(如图10、图11)能做到:操作人员可以根据指导书直接作业,全面反映作业人员的工作内容,还包含了出现问题的解决方法和改善对策。
(图 9) (图10)
(图 11)
回流焊是SMT制程中的关键工艺,炉温的设定和炉温曲线(如图12)的正确与否直接影响到PCBA的品质,所以对于炉温的监测被纳入到设备控制中来。
(图12)
由于产品的门类众多,所以不同的PCBA间对于测温板的制作也有特别的要求,尤其是测温点的选择(如图13)是能否反映真实炉温曲线的关键。
(图13)
品质管理改善篇
失败的人喜欢找理由、成功者总是找方法,在SMT制程品质管理中,全体改善团队成员通过品管7大工具的娴熟运用来不断攻克一个个改善课题。
在这里,我们还是先回顾一下品管常用的7大工具(检查表、直方图、层别法、柏拉图、因果图、散布图、控制图)的几个常用手法。
例如:直方图和层别法(如图14)的结合可以帮助我们分析不同线体或不同班次间的品质数据,从不同条件的差异中找到问题的节点。而柏拉图(如图15则可以帮助我们分析哪些问题是我们首要解决的,或者哪些因素是占主要比率的因素。检查表也在管理得到比较好的应用,图18就是用于Feeder型号核对的检查表,从而保证了对于不同物料正确地使用Feeder。
(图14) (图 15)
柏拉图有时用饼图(如图16、图17)替代效果也很不错,各项因素之间的比率关系也能很快被分析得一目了然。
(图16) (图 17)
(图 18)
当然,问题最终的解决和改善离不开更深一步的具体技术分析,只有找到问题的根本原因,才有可能实施有效的改善对策。这里列举几个改善团队成员们实际分析和解决过的案例:
案例1:如图19所示,该器件总发生偏移,SMT工程师观察了印刷后的锡膏(如图20)没有明显的异常,但发现贴装的器件高度有0.3mm的差异,且器件偏移方向均向着翘起的一边。经分析,确定为器件来料中有一定比例单边翘起的不良品(如图21),需要由QC工程师联系供应商实施改善。该器件来料不良改善后,过度偏移的现象即不再发生了。
(图 19) (图20)
(图 21)
案例2:如图22所示,左下角的贴片件总是容易发生虚焊,经在高倍发大镜下观察,发现焊盘明显偏大(如图23)。这样,在回流焊的过程中,锡膏熔融后产生较大的张力,而该贴片件接触的粘着力<张力,容易产生虚焊。找到原因后,QC工程师联系产品设计人员,修改了焊盘的大小。
(图 22) (图 23)
案例3:翻件和反白元件(如图24)常发生在二级管和电阻上,通过在程序中增加识别选项(如图25),可以减少此类不良熔焊到PCBA上。
(图 24) (图 25)
案例4:如图26左侧一排LED,常发生虚焊。经调整和更改贴装位置(如图27)后,使引脚完全接触到锡膏,这样虚焊的现象就避免了。
(图 26) (图 27)
以上一系列的异常分析和处理案例,均被详细记录在异常处理记录单上(如图28),要求明确异常的标准和对应的途径;针对不良异常的处理记录详细;异常的状态、原因的分析、对应的方法,还有改善后的效果;以及,为防止再次发生不良的标准化内容(如图29)。
(图28) (图29)
在这样的一个个案例的日积月累下,SMT制程品质管理逐步得到稳固,PPM也得到有效地控制,通过一年多的时间,品质提升了60%(如图30),实现了阶段品质改善目标。
(图 30)
5S管理改善篇
5S和员工技能是制造行业的基础,它是一个永恒的话题。正如图31所示,5S管理可以实现高收益、快速发展的工厂。
(图 31)
红牌作战是5S管理的通用手法,在现场管理中不断发现细节中的不足,并不断修正,可以逐步提升5S管理水平。
(图 32)
上面这组图片,是我们发现的一部分现场5S问题,分别是:卡通箱的碎屑往往是异物不良的原因;良品的在线库存直接放在地面上可能会受到意外损伤;用完的料盘不应该和没有使用的料盘混放在一起;印刷机配套的刮刀使用后应及时清洁。这些问题,都已被及时发现和改善,卡通箱只放置在备料区,备料区和生产区之间有隔帘;增添了多辆周转车,良品放置在周转车上;用完的料盘套在专门的束轴上;设置了钢网清洗池,刮刀可以在清洗池及时清洗。
5S管理现在已经升格为6S,并在全公司、各事业部被积极推动。公司建立了6S评价体制,列入事业部的年度KPI,逐步得到有效地改善。
环境管理改善篇
在这里着重介绍防静电管理方面,这也是SMT品质控制的重中之重。比较有特色的几项改善案例记述如下:
案例1:现在人们的衣服材质多种多样,在干燥、寒冷的季节难免身上带有较强的静电荷。在进入生产区域的门口设置静电释放点(如图33),可以有效地释放员工身上的静电荷。
(图 33) (图 34) (图 35)
案例2:原先很多人以为纯棉布底的鞋子(如图34)可以替代防静电鞋,但是为了更有效地做好静电防护,进入生产区域人员一律要求穿专门的防静电鞋(如图35)。
案例3:金属托盘(如图36)是良好的导电体,为什么不能用作为防静电周转用具呢?其实静电既要得到有效的释放,也要防止瞬间快速放电损伤PCBA,所以采用阻抗符合标准要求的的专用防静电周转盒(如图37)是正确的选择。
(图 36) (图 37)
案例4:长期以来,用于PCBA测试的治具的材质被我们忽略了,它也必须用防静电的材料来制作,不能使用普通有机玻璃。
(图 38)
(图 39)
防静电管理的改善是几方面改善中比较有效的,其防护要求也被标准化了。在这样的环境中,SMT产品的静电防护是可以得到保障的。
生产管理改善篇
生产活动是SMT制造的核心内容,提升生产效率是生产管理的重要目标。SMT生产管理又细分为:计划达成率管理、生产点数管理、综合嫁动率管理、机种连续嫁动率管理、Loss Time管理、机种切换时间管理。
(图 40)
由于生产管理本身就是一门很大的管理学科,在这里我们仅仅谈谈提升综合稼动率方面所做的点滴改善事例。
首先从时间分析开始,从图41可以看出,每班次按12小时计,原先的综合稼动率还不到50%,必须找回损失的时间。
(图 41)
改善手法1:每班次12小时中,员工午餐和晚餐各用时50分钟(如图42),加在一起就是100分钟,约占整个班次时间的14%。在SMT制造行业中,大多数采用了“人停机不停”的做法,所以我们也实行了轮班制,操作员工轮流用餐,即保证了员工的作息,也保证了设备的稼动。
(图 42)
改善手法2:减少印刷工位切换的准备时间和减少首件调整时间,可以找回可贵的14分钟,2%的提升也是成绩。
(图 43)
改善手法3:离线备料的模式(图44)是理想化的模式,前提是有足够的Feeder。生产主管通过对现有Feeder的计算,最终提出了合理的新添置Feeder的数量,报请申购。实际切换中,尽可能实现离线换料,大大缩短了换线备料时间。
(图 44)
改善手法4:IPQC负责SMT每次换线后的首件检查,如果生产能与IPQC共同一起做首件,时间就可以节省一半了。同时,IPQC 也借助QC工程师编制的PCBA元件版图和新购置的便携式袖珍电桥,得以缩短首件检查的时间。
(图 45)
综合以上举例的手法,在一定资金投入的前提下,SMT切换时间可以得到大大的缩短,图46是对这些手法的综合评估。。
(图 46)
物料管理改善篇
物料管理分解为存储管理、作业方式(收料、配料等)、数量管理(盘点)。
公司上马了Oracle的ERP系统,物料管理人员在实际存储管理工作中,严格按照系统指令和单据操作,保证“单随物走”、“帐物一致”、“先进先出”。作业时注意料盘、帐卡、单据一致,避免混料、错料。盘点多采用:定期盘点、循环盘点、贵重物料盘点等方式。
物料管理就是严格管理好数字,包括订单号、物料编码、储位号、数量、日期等,以及数量间清晰的加减乘除关系。
阶段成果回顾
改善其实不是一个专门的话题,而是日常工作的一部分。每个改善团队成员,都能在改善活动中不断积累、不断进步、在一番努力之后,阶段性的成果悄然而至了。面对最近的SMT制程诊断(如图47、图48),我们只会说:改善无止境、更上一层楼。
(图 47) (图 48)
提案改善案例分享
提案改善案例分享 這是永鋒鋼鐵公司廠部長交流會中,動力部杜部長對台灣引興王佳惠總經理11月24日在永鋒精益大講堂演講,回饋的第一句話—「她是蹦著講話,有活力、有激情。」 王總經理常駐嘉興,也擔任翔茆、承茆、專晶三公司總經理,各有同仁100多人,為何會被邀請到有6000餘名同仁的永鋒鋼鐵演講呢?又如何會引起場部長們的共鳴呢? 三公司繼承台灣引興公司的傳統,生產與工具機有關的板金與伸縮護罩,在業界享有盛名。長期實踐豐田生產方式與TPM,顛覆業界訂製品用庫存交貨的方式,對規格各異的製品,100%接單後,根據交期生產。除顧客、公司、同仁均因此獲利之外,異於常規的經營模式也引起各界的重視,訪客絡繹不絕。 演講中,王總經理談得最多的,是競爭對手的挖角與新年後的人員流動,2013年新年後,幾乎只剩下她看著空蕩蕩的工廠。只得重新招人,自己親自教導,她認為「能力不足者可以教,願意把事情做好的態度更重要。」即使是現在,若讓昆明玉溪廠的同仁寫他們自己的名字,仍有1/3的人是邊寫邊發抖。但若讓他們說說自己的工作,卻能滔滔不絕,還有人入選總公司所舉辦說故事比賽的決賽。 對於2015年以後,為何新年後的離職率幾乎降到0的問題,王總經理反問:「是待遇嗎?」是成長,是被尊重,是熟練了原來不會工作的成就感。
王總經理再有本領,也教不了所有的人,況且生產現場工作多如牛毛,要如何教導傳承呢?公司裡有一個「我就是老師」的活動,乍聽之下以為王總經理就老師,結果不是,連不會寫名字的同仁也可當老師。每個人每個月要交出一張「單點教程,OPL. One Point Lesson」。不會寫,可以用畫的,也可以口述由旁人代寫,之後,小老師上場了,寫的人也要將自己的OPL教給做同樣工作的同仁,當然會有不同的意見,交流後就有了更好的結論。可以想像這樣的場景嗎?大家做OPL單點教程,互相觀摩學習、成長,從技工變成技師,變成老師。 談起與同仁的溝通,王總經理剝著橘子與一位觀眾分享,示範同理心,如果大家吃著同一個橘子,就容易溝通橘子好不好吃,溝通時要齊一彼此的立足點,換位思考,才容易溝通。「同仁找你時,肯定是遇到困難」,王總經理承認這時還做不到立刻放下手邊的工作來處理,但她認為當時的態度將成為妳在員工眼中的印象。 關於如何鼓勵同仁改善,王總經理認為要讓職場的氣氛佈置成全體同仁的學習道場,將所有的事物區分成如下圖的四個部分: 1. 立刻改善身邊的小事。(紅色) 2. 從改善中學習、成長。 3. 原來困難的事變簡單了。擴大了可以立刻得到效果的範圍(紅色)。 4. 開發了原來未曾想到過的新領域(橙色) 5. 豐田鼓勵讓大多數的人,立即做第3象限的改善,讓大多數的人有成就感,水漲船高的結果,連1、4象限要花時間,困難的事也容易解決,而持續擴大了組織(面對、挑戰困難、學習、解決問題)的能力。
低成本智能自动化
日本LCIA低成本智能自动化标杆研修(含两天日本LCIA... 来自: 恒卓咨询机构(企业转型升级推动者与践行者) 2016-07-02 13:13:25 标题:日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会) 日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会) LCIA标杆研修+LCIA展会+LCIA道场DIY 报名参加日本LCIA标杆研修团(8天7夜),免费赠送3天2夜LCIA低成本自动化工作坊训练
-高清观看-腾讯视频 日本低成本智能自动化标杆研修 日本LCIA展会 丰田:缔造车界传奇为什么经济适用?难道仅是精益生产带来的结果?
·1933年,当丰田喜一郎开始研制汽车时,通用汽车公司和福特汽车公司早已是车界望尘莫及的大佬 日本LCIA标杆研修1.jpg ·74年后,丰田年产汽车近950万辆,取代通用汽车公司76年的霸主地位,成为全球最大汽车制造商 ·2012年,在经历了短暂的低潮后,丰田重返全球汽车制造第一的宝座,汽车累计产量突破2亿辆大关 ·为什么丰田在这么短的时间内能够超越福特和通用,成为汽车制造业的No.1? ·为什么丰田能够在经历频频发生的召回事件后还能逆势崛起,创下连续6年位列车辆与零部件行业榜首的光辉业绩?丰田持续辉煌,缔造传奇的背后原因在于“JIT及自働化(低成本自动化)”! 如果将丰田生产方式比作一间屋子,那么构建“这间屋子”的过程应该是这样的:以均衡化生产、标准作业及目视化管理为地基,全员参与,夯实地基,建立准时化和自働化生产两大支柱,并在全员持续改善中,盖上最完美的屋顶,即实现最佳品质、最低成本、最短交期、最佳安全性、最高员工士气的目标。 在构建和完善“这间屋子”的过程中,丰田从一家生产织布机的企业,华丽转身为世界十大汽车工业公司之一。 丰田生产方式(TPS)→自働化(丰田成功精髓之一) 1980年代末,麻省理工学院开启了“国际汽车计划”研究。1989年出版的《改变世界的机器》一书向世人揭开了丰田生产方式的神秘面纱,精益生产JIT响应世界,可是大家忽略了丰田另外一大支柱自働化,自此,日本丰田的成功之道便被不断总结,并且成为无数企业学习和效仿的标杆: ·通用汽车、福特汽车、大众、西门子、三星电子、LG等世界一流企业均积极践行并推行低成本自动化; ·日本电装和富士施乐应用的淋漓尽致,让我们感受到一切皆有可能; ·华为也多次安排高管去日本学习日本低成本自动化制造的方法; ·中国本土的日资企业也纷纷加入低成本制造行列,比如:京瓷、东芝、爱普生等; ·欧美企业也掀起了低成本自动化风波,只有低投入高回报才有竞争力; ·中国本土一线、二线品牌已经加快低成本自动化投入的步伐…… 低成本自动化,正成为企业转型升级的利器。
改善提案案例大全
改善提案案例大全 篇一:员工提案改善案例 为什么提案(合理化建议)活动的持续力会不强呢笔者认为首先要解决的是观念问题。笔者曾经为深圳市一家港资企业做培训,笔者建议董事长要在企业内搞提案活动、qcc活动、甚至是tpm活动,这位董事长十分诧异地问笔者,“工作没做好,干部员工理所当然要做改善,这是他们本身的职责,为什么还要搞活动呢企业已经给干部员工发工资了,为什么搞了活动还要发奖金呢”笔者询问这位董事长,“假如员工不搞改善企业是否会少发员工的工资呢”他告诉笔者说不会,笔者又继续问他,“假如员工不做改善工资不会少那么员工又为什么要做改善呢”这位董事长听后严肃地说,“员工做事要有责任心,我们企业不欢迎没有责任心的员工……”由于董事长观念的迂腐,这家企业竞争力逐渐下降,导致该企业形成“老板天天忙基层,员工天天谈战略”的滑稽局面。 笔者曾经担任深圳市一家台资家具制造型企业的咨询顾问,这家拥有数千人的大型企业内有一支数十人的“合理化”队伍,他们专门为这支队伍成立了一个部门叫“合理化课(部)”。笔者觉得他们这种做法很特别,一次,询问他们的管理干部,“合理化课(部)这个叫法很好,请问这些人每天在忙些什么呢”这几位经理一听就笑了起来说,“我们老总很崇拜台塑集团的王永庆,他听说台塑集团有个合理化部门,做得很出色,便在我们企业内成立了这个部门”。笔者笑
着问他们,“那么你们企业的tpm活动与qcc活动一定做得很不错了”“什么tpm与qcc,我们企业内的合理化课(部)不搞这些,他们的职责就是灭火,哪里起火他们就在哪里灭火……” 后来,笔者向这家企业的老总详细介绍了台塑集团合理化改善的做法,并向他赠送了一本《向台塑学合理化》,老总对此很感兴趣,立即要求合理化课角色转型,他们开始在企业内部建立了规范的提案管理制度(《提案改善提交流程》、《提案改善评分标准》、《提案改善奖励标准》、《提案改善活动效果金额折算标准》等)、qcc活动推行流程,每年举办两次大型的合理化改善成果发表会,在企业内部营造了浓厚的改善氛围,记得提案改善活动推行的第一个月,白身车间一名员工提出了节约砂纸的提案,一年内便能为公司节约100多万人民币的材料成本。 这位老总开始将员工自主改善当做一项很重要的工作来抓,他经常在公司内部的会议上引用王永庆经常讲的一句话“企业今天的成长和业绩,可以说百分之九十五都是来自内部管理的改善,我们要追求点点滴滴合理化,追根究底的改善精神……”。正是因为这种向改善要效益的精神,使得这家企业在家具行业反倾销严重不景气的2004年,赢得了生存和发展。 日本的富士施乐公司人均提案件数达到每人每月3件多。这家公司将提案制度变成员工入厂教育的一个环节,在最开始的时候将提案作为每一个员工的一项职责,通过制度保障提案活动的持续开展,让
对低成本机械自动化技术的几点思考
龙源期刊网 https://www.wendangku.net/doc/d66701044.html, 对低成本机械自动化技术的几点思考 作者:赵善通 来源:《科技与创新》2017年第04期 文章编号:2095-6835(2017)04-0027-02 摘要:对于一些企业来说,对自身所使用的机械设备进行自动化升级所需的成本较高, 导致机械自动化始终无法全面普及。为此,如何降低机械自动化的成本,成为很多企业需要解决的问题。在这样的情况下,低成本机械自动化技术应运而生。 关键词:低成本;机械自动化技术;通用机床;微电子技术 中图分类号:TH16 文献标识码:A DOI:10.15913/https://www.wendangku.net/doc/d66701044.html,ki.kjycx.2017.04.027 “机械自动化”是指在机械制造上中运用自动化的生产技术,实现加工对象的连续自动生产。如今,机械自动化技术已经成为机械行业发展的主要趋势和进行机械制造的重要手段。一个国家的整体机械自动化水平,不仅会对整个国家机械制造行业的发展产生巨大的影响,而且还在很大程度上对各行各业技术进步的速度与质量产生影响。正是因为如此,发展我国的机械制造业自动化技术才显得很有必要。对于我国的企业来说,发展机械自动化技术任重而道远。而在发展机械自动化技术的过程中,成本是一个不容忽视的阻碍因素,因此,必须加强对低成本机械自动化技术的研发与应用。 1 低成本自动化技术的作用与发展趋势 低成本机械自动化技术具有巨大的发展潜力与广阔的市场前景,其凭借较少的投资与较大的回报,以及对生产效率的巨大提升作用,在我国机械行业的发展中占有着越来越重要的地位。相比对现有的生产设备进行更换,低成本机械自动化技术更加注重对现有设备的潜力进行深入挖掘。在实际操作中,低成本机械自动化技术以对现有设备进行自动化改造为主要表现形式。经过自动化改造的旧有设备,其生产效率与自动化水平仍然无法与新的自动化设备相比,但其成本更加低廉。而且设备的操作人员对改造之前的设备就已经很熟悉,在设备改造之后,只需要经过短暂的学习就可以使用。低成本机械自动化技术适合我国机械行业现阶段的发展需要,正在促进我国的机械行业不断向前发展。 在20个世纪90年代,美国的麻省理工学院提出了精节生产模式,其核心理念就是用最低的成本使生产效率获得最大程度的提升。日本的丰田公司所运用的生产方式则更加倾向于对自动化程度较低的工厂进行合理的质量监管与人员、资源的调配,从而促进企业效益的最大化。这种模式以挖掘企业自身的潜力为主,见效较慢,但有利于企业夯实自身基础,促进企业的良性发展,而且对于多数企业都具有借鉴意义。在芬兰,很多企业并不盲目地上马自动化项目,而是将一些自动化的生产技术与传统的生产设备有机结合。在这种模式下,生产过程并非完全
低成本智能自动化
日本L C I A低成本智能自动化标杆研修(含两天日本L C I A... 来自:(企业转型升级推动者与践行者)2016-07-02 13:13:25 标题:日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会) 日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会)? LCIA标杆研修+LCIA展会+LCIA道场DIY? 报名参加日本LCIA标杆研修团(8天7夜),免费赠送3天2夜LCIA低成本自动化工作坊训练 -高清观看-腾讯视频 日本低成本智能自动化标杆研修? 日本LCIA展会? 丰田:缔造车界传奇为什么经济适用难道仅是精益生产带来的结果? ·1933年,当丰田喜一郎开始研制汽车时,通用汽车公司和福特汽车公司早已是车界望尘莫及的大佬? 日本LCIA标杆研修? ·74年后,丰田年产汽车近950万辆,取代通用汽车公司76年的霸主地位,成为全球最大汽车制造商? ·2012年,在经历了短暂的低潮后,丰田重返全球汽车制造第一的宝座,汽车累计产量突破2亿辆大关? ·为什么丰田在这么短的时间内能够超越福特和通用,成为汽车制造业的? ·为什么丰田能够在经历频频发生的召回事件后还能逆势崛起,创下连续6年位列车辆与零部件行业榜首的光辉业绩? 丰田持续辉煌,缔造传奇的背后原因在于“JIT及自働化(低成本自动化)”!? 如果将丰田生产方式比作一间屋子,那么构建“这间屋子”的过程应该是这样的:以均衡化生产、标准作业及目视化管理为地基,全员参与,夯实地基,建立准时化和自働化生产两大支柱,并在全员持续改善中,盖上最完美的屋顶,即实现最佳品质、最低成本、最短交期、最佳安全性、最高员工士气的目标。?
改善提案范例
改善提案範例 第一章總則 【目的】 第一條本辦法規定員工改善提案之提出方法、處理流程與獎勵辦法。 第二條改善提案制度目的如下: 1.提高生產力、生產效率、作業效率、營業額及經營效率。 2.降低成本(包括人工成本、原物料成本、製造銷售管理費用)。 3.提高作業或產品品質。 4.激勵員工士氣。提案越多,改善效益越高的員工,給予越多的獎勵金。 5.培訓主管。提案越多,改善效益越高的員工,若具備領導能力,應予培訓為主管。 6.激勵員工多加思考、發掘問題與改善的意識,發揮潛力。 7.讓員工有表達與參與的機會,發揮團隊精神,增加溝通管道,達成全員參與管理。 【提案資格】 第三條凡本公司員工均可依本辦法提案。提案方式可區分為個人提案或共同提案。共同提案需選定代表人,以利聯絡。 【提案範圍】 第四條凡是可以提高經營效率之改善意見、構思、發明、創見均可作為提案。僅列提案範圍供參考:降低原物料損耗、降低原物料採購單價、降低殘留邊料、節省材料、替代性材料、 減少廢料、廢料之利用、呆料之利用、減少廢品、提高產量、提高效率、提高營 業額、提出新產品構想、提供新客戶、提供銷售通路、降低代工價格、提供高品 質供應商降低供應價格、減少編制人數、縮短更換生產線時間、減少簡化無效動 作、合併動作增加產量、消除不必要作業項目、降低成本、新工作方法、建議新 設備可以降低成本者、機械設備改進、工具及治具改進、新加工方式、降低原物 料不良品、降低在製品不良品、降低製成品不良品、提高品質、機械設備佈置改 善可以提高效率者、工作環境改善可以提高產量者、減少浪費、物料搬運改善、 減少物料搬運次數、產品及包裝外觀之改善、提高工作安全、工作流程改善、表 格設計、防弊措施、異常事件反應、減少等待時間、減少待料時間、管理制度改 善。 但,下列事項不適合列為提案對象: 工作時間,薪資,福利,人事異動與任免問題。 政治問題。 批評式或人身攻擊式提案。
透过igus易格斯5轴机械手臂关节模组实现低成本自动化
透過igus 易格斯5軸機械手臂關節模組實現低成本自動化 在今年Motek 歐洲國際工業自動化暨工具展上,德國運動工程塑膠專家igus 易格斯展示兩款新 robolink D 系統 德國科隆,2016年10月4日——簡單配置、快速出貨、即裝即用——進入igus 低成本自動化的世界就是這麼簡單。透過igus 易格斯robolink D 系列的新5軸機械手臂關節模組即可輕鬆實現。裝配套件包括機械手臂、馬達和差速器,亦提供可即裝即用的模組系統。使用者可以輕鬆配置自己的自動化系統。 現在越來越多的機械手臂可自動工作。去年,工業機械手臂的銷量超過245,000件,這是一個新的紀錄。現在人們對簡易且經濟實惠的機械手臂越來越有興趣。在低成本自動化領域,igus 易格斯的robolink D 讓用戶可以透過靈活的機械手臂關節模組提升生產效率。在2016年Motek 歐洲國際工業自動化暨工具展,德國運動工程塑膠專家igus 易格斯展示了全新的5軸機械手臂關節模組套件,也可以供應即裝即用的預裝配機械手臂模組系統。 享受自行配置的樂趣或預先裝配的便利 通過模組化的robolink 機械手臂關節、馬達和差速器,客戶將獲得適用於多種機械手臂任務的系統。此外,還可將不同尺寸的馬達、機械手臂關節與標準控制系統組合起來,成為完整的機械手臂。預裝配的5 軸運動中用到了robolink D 關節模組、igus 步進馬達、連接金屬零件、igus 拖鏈和最高可享36 個月保固服務的chainflex? 耐彎曲電纜。馬達可由控制模組控制,並可以透過更改連
接零件來調整中心距離。5軸的 robolink DC 有兩種型號:負載能力為 0.5 kg的小型關節模組以及負載能力達2.5 kg 的大型關節模組。此系統還可以用作旋轉裝置、擺動裝置或2軸擺動機械手臂。預裝配的機械手臂輕巧、易於安裝,受到機械手臂製造商、機器製造商和自動化業者的青睞,適合所有產業,如汽車製造和醫療技術產業。透過robolink 線上配置系統,用戶可以輕鬆配置robolink D 機械手臂關節模組。一件起訂,歡迎洽詢。 圖片說明: 圖片PM5116-1 可供應零件或預裝配系統:透過igus 易格斯的新5軸機械手臂關節模組,輕鬆進入自動化世界。(來源:igus GmbH)
低成本自动化在工业控制中应用(doc 8页)
低成本自动化在工业控制中应用(doc 8页)
低成本自动化及其在工业控制中应用 作者:马竹梧 摘要:本文首先叙述低成本自动化的概念,系统构成、硬件、软件和功能选择原则,特别是先进功能的考虑方法和效益。最后叙述低成本自动化应用的例子。 1.前言 发展工业的传统方法是投入一些资金以建设新厂或增加设备,增加原料投入和增加人力以达到增产目的,然而这种粗放经营的方式在工业生产中已证明其局限性,特别是在激烈的市场竞争中无论价格和质量部无法取胜。故从60年代开始,西方国家就开始对工业进行改造,特别是重工业和大型厂矿,除组织合理化以外,主要靠技术进步,即新设备、新工艺和自动化及计算机应用,而使各类工业飞速发展,且朝高产、优质、多品种和节能降耗以及低成本方向发展。由于自动化及计算机应用不仅节省人力,更重要的是把工异参数严格控制在规定值、监控生产过程,甚至自寻最优而使工艺过程优化,达到高产、优质、节能降耗和降低成本,而且能生产过去不能生产的产品,故自动化及计算机应用不仅是工业现代化的标志,而且是生产必需和关键的环节,因此世界各国都努力发展工业自动化。到目前为止,工业自动化已如图1所示的我级计算机自动化系统,虽然大多数工业,特别是中小企业大都只装备基础自动化级和过程自动化级,但这种计算机集成制造(CIMS)结构已成为工业自动化的标准形式。在美、欧、日等发达国家,其大型企业和跨国公司大都实行CIM和CIP技术,然而这种方法需要大量资金,是一种高投资、高效益但同时是高风险的发展模式,很难为大量的中小企业所采用,故运去这些中小企业,甚至一些大型企业往往只实行基础自动化,然而实践证明仅有基础自动化虽然也收到一定效果,但仍然难以满足生产要求,特别是过程自动化,其优化、监控、预报等功能更是必不可少和能取得重大经济效益的重要环节,然而传统的使用V AX型计算机甚至使用Alpha型小型机构成的过程自动化级,其昂贵的硬件和系统软件以及应用软件编程的费用也令人望而却步。 此外,为提高效率和取得重大经济效益,中小企业也要装备管理自动化级。就是只实行基础自动化,对PLC或工控机也面临:(1)要求降低成本;(2)增加灵活性;(3)增加诊断功能以提高可维护性;(4)缩短程序开发时间和降低其费用,这就要求实现LCA(低成本自动化)系统。
机械设计自动化水平的提升
机械设计自动化水平的提升 【摘要】 近年来,随着我国经济的持续发展和科技水平的持续提升,我国的机 械设计也得到了很大的革新。机械设计自动化在目前社会中得到了广 泛的关注和应用,本文分析了我国机械设计自动化水平的发展现状, 指出了我国机械设计自动化的发展方向,及其中出现的问题和解决的 有效途径,旨在帮助相关工作人员提升机械设计自动化的水平。 【关键词】 机械设计;设计自动化;供电 机械设计自动化在我国得到了广泛的应用和开发,它随着工业的发展 和科学的进步,持续的被改进。首先,机械设计自动化建立在自然科 学的基础上,在科技的支撑下持续的进行完善,结合生产中的实际工 作经验,提出其中出现的问题。另外,机械设备的自动化水平直接关 系到企业的经济效益,工作人员要深刻的明白其中的机理条件,确保 机器在使用的过程中不出现任何的错误,在出现问题的时候能够及时 的进行补救。 1我国机械设计自动化的发展现状和存有的问题 1.1我国机械设计自动化的发展现状总体来说,我国对机械设计的研 究是很晚的,但是自建国以来,我国便付出了很大的努力尽力提升机 械设计的水平,持续改进机械设计的方法。相对于西方国家而言,我 们需要学习的地方还有很多,因此,我们要认真分析我国机械设计的 发展现状,积极改进我国机械设计的质量,持续提升设计的生产效率,严格要求设计出来的产品的质量等。机械自动化主要是指在机械制造 业中广泛的应用自动化的技术,对生产对象进行高效的生产和管理, 持续的加快生产效率和流动的速度。
1.2我国机械设计自动化中存有的问题①在西方的发达地区,企业的 整个生产体系都已经达到了高度的自动化,可以将信息综合进行升级 和利用,但是在我国仍然存有着自动化水平低的问题。这在很大的水 准上是因为我国的机械自动化设计不足,我国的机械设计自动化缺乏 整体的计算机辅助系统。②我国的机械自动化设计水平落后。在时代 的持续发展中,任何一门技术都需要得到适时的更新和创新。③我国 的机械自动化水平仅仅停留在单机自动化和刚性自动化的层次,缺乏 工艺制造水平的提升。 1.3机械设计自动化的重要性大力的发展机械设计的自动化水平可以 有效的提升企业的生产效率,节约大量的人力和物力,对产品的生产 过程进行优化,降低劳动者的劳动强度。机械设计自动化有助于推动 我国的生产企业开启另一个高效的新纪元,有利于提升生产的质量, 提升企业的收入。科学技术的进步是提升生产效率的重要手段,因此,持续完善和提升机械设计自动化的水平必将引领我国企业更好的发展。 2提升机械设计自动化水平的有效途径 2.1弥补我国制造技术方面的劣势,增强技术创新我国机械制造业起 步比较晚,机械制造技术落后发达国家至少30年,特别是机械发动机 制造技术。机械发动机是机械的核心组成部分,在机械中具有不可替 代的作用。因此,我国应增强技术研发和创新工作,提升我国自主创 新的能力,提升机械发动机制造技术。在进行机械技术研发和创新的 过程中,要学会吸收和借鉴国际先进技术,但要避免出现仿制的现象。同时,还要注意到技术壁垒给我国机械制造技术发展带来的防碍,积 极发挥自身的技术优势,研发出具有我国特色的机械制造技术。 2.2结合实际生产需要,提升我国机械自动化的应用水平随着市场的 持续发展,机械制造业也应改变传统的生产方式,应建立可变式自动 化生产系统,实现灵活、快速应对市场变化的目标。所谓可变式自动 化生产系统就是指利用计算机技术实现柔性自动化。在进行机械制造 生产的过程中,可变式自动化系统可以对生产设备进行自动检测,发 现其中的存有的问题。此外,这种系统还能实现从一种零件制造过程
低成本智能自动化
低成本智能自动化
————————————————————————————————作者: ————————————————————————————————日期: ?
日本LCIA低成本智能自动化标杆研修(含两天日本LCIA... 来自:恒卓咨询机构(企业转型升级推动者与践行者) 2016-07-0213:13:25 标题:日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会) 日本LCIA低成本智能自动化标杆研修(含两天日本LCIA展会) ??LCIA标杆研修+LCIA展会+LCIA道场DIY ?报名参加日本LCIA标杆研修团(8天7夜),免费赠送3天2夜LCIA低成本自动化工作坊训练
-高清观看-腾讯视频 ???日本低成本智能自动化标杆研修 ?日本LCIA展会? · 1933年,当丰田喜一郎开始研制汽车时,丰田:缔造车界传奇为什么经济适用?难道仅是精益生产带来的结果??? 通用汽车公司和福特汽车公司早已是车界望尘莫及的大佬 ?日本LCIA标杆研修1.jpg ?·74年后,丰田年产汽车近950万辆,取代通用汽车公司76年的霸主地位,成为全球最大汽车制造商? ·2012年,在经历了短暂的低潮后,丰田重返全球汽车制造第一的宝座,汽车累计产量突破2亿辆大关? ·为什么丰田在这么短的时间内能够超越福特和通用,成为汽车制造业的No.1???·为什么丰田能够在经历频频发生的召回事件后还能逆势崛起,创下连续6年位列车辆与零部件行业榜首的光辉业绩????丰田持续辉煌,缔造传奇的背后原因 在于“JIT及自働化(低成本自动化)”! ?如果将丰田生产方式比作一间屋子,那么构建“这间屋子”的过程应该是这样的:以均衡化生产、标准作业及目视化管理为地基,全员参与,夯实地基,建立准时化和自働化生产两大支柱,并在全员持续改善中,盖上最完美的屋顶,即实现最佳品质、最低成本、最短交期、最佳安全性、最高员工士气的目标。??在构建和完善“这间屋子”的过程中,丰田从一家生产织布机的企业,华丽转身为世界十大汽车工业公司之一。? 1980年代末,麻省理工学院开启了“国际汽车计划”研究。1989?丰田生产方式(TPS)→ 自働化(丰田成功精髓之一) ?? 年出版的《改变世界的机器》一书向世人揭开了丰田生产方式的神秘面纱,精益生产JIT响应世界,可是大家忽略了丰田另外一大支柱自働化,自此,日本丰田的成功之道便被不断总结,并且成为无数企业学习和效仿的标杆:??·通用汽车、福特汽车、大众、西门子、三星电子、LG等世界一流企业均积极践行并推行低成本自动化; ?·日本电装和富士施乐应用的淋漓尽致,让我们感受到一切皆有可能; ?·华为也多次安排高管去日本学习日本低成本自动化制造的方法;? ·中国本土的日资企业也纷纷加入低成本制造行列,比如:京瓷、东芝、爱普生等; ·欧美企业也掀起了低成本自动化风波,只有低投入高回报才有竞争力;? ·中国本土一线、二线品牌已经加快低成本自动化投入的步伐……??
《自働化(JIDOKA)改善技术》——陈晓亮老师
自働化(JIDOKA)改善技术 从省力化到少人化,从少人化到自働化 课程背景: 人字边的自动化,又称简便自动化(Low Cost Intelligent Automation、LCIA)不仅当异常状况发生时,设备(生产线)自动停止或作业员使之主动停止下来,而且结合了本公司产品和技能(Know-How),由本公司员工自主开发的低成本、智能化的设备装置,来实现少在库、高品质、少人化的目标。人字边的自动化(JIDOKA)与及时生产(JIT),并称为丰田生产方式(Toyota Production System)的两大支柱。 然而国内企业在追求精益生产时往往更加偏重于JIT及时生产。JIDOKA人字边的自动化,则受到许多不明就理的人之疏忽,或不明其理,或未掌握其工具和方法,更会误以为就是一般意义上的自动化。人字边的自动化与一般意义上的自动化,是完全截然不同的境界、观念及实践方法。 本课程从TPS丰田生产方式的不可分割的两个支柱(JIT&JIDOKA)的本源出发,不仅理解JIT的重要性,更要理解JIDOKA自働化的独特作用,和与普通意义的自动化的区别所在,以及POKA-YOKE防呆技术的原理、方法、工具和运用,而且还介绍人字边自动化整体设计的新思维、新观念及实践的步骤。课程有效的诠释了自働化技术背后深刻“零缺陷”、“零损失”“零停滞”所运用的精益思想,从而更有效的促进JIT及时生产与JIDOKA 自働化技术在实践中的获得充分运用并取得显著的效果。 本课程希冀能彻底改变传统自动化设备,盲目追求高速度、大产量及泛用化的高成本的设计观念;而能朝适速化、小型化、专用化的低成本、可以自制的领域发展实现。 培训目标: ——深刻感知“自働化”给企业带来低成本、高效率、高品质、少库存、少人化、柔性智能的革命性生产方式的变化; ——彻底认识“零缺陷”、“零损失”“零停滞”,并通过系统设计的方法彻底杜绝浪费; ——解释防错的价值,描述需要防错的情形,低成本设计防错装置,建立防错系统; ——有效提高企业的产品品质和人员的工作质量,最终实现零缺陷; ——充分激发员工积极性和创造性,真正实现全员参与。 培训对象:制造型企业生产运作管理人员,包含生产管理、生产技术、品质管理、IE工业工程、设备工程、车间现场等相关管理人员;改善项目负责人及骨干等。 培训教材:(自编) 培训日期:(待定) 培训时间:2天(共计12课时)。 培训地点:(待定,培训教室应较宽敞,教学设备齐全,音响效果良好。) 培训方式:理论讲解、案例分析、现场互动、管理游戏、现场辅导
案例企业改善提案制度
〖例〗某世界500强企业的改善提案制度 下面是某世界500强企业某制造部门成功实施的改善提案制度的案例。它的成功实施,为企业带来革命性的变化,不管是在管理制度、行政体系、工作效率还是在生产变革等方面都起到了举足轻重的作用。 1.目的 激发全体员工的工作士气,积累并推广群体的智慧,不断提出对工作改善的建议与方法,促进全员参与改善,提高改善意识,以期提高品质、降低成本、提高管理水平,创造优秀的、持续改进的制造部门。 2.适用范围 适用于本部门的全体员工。 3.规定 3.1改善提案的定义 改善提案是指针对本事业部现场和间接部门在工作中存在的所有不合理或需改善的地方,提出的合理化建议或可实施的方案。 3.2改善提案的范围 3.2.1改善提案受理范围 ·管理体制:有利于公司文化建设,有利于现场、行政、财务等管理,提高团队士气等合理化建议或方案。 ·品质改善:降低不良损金额,降低材料不良率,提高产品一次合格率等方面的提案。 ·降低成本:效率提升,作业方法改善,工艺流程改善,治工具或设备改善,物流改善,布局改善,降低消耗品使用量,其他成本降低之方法的提案。 ·生产技术:生产方式改善与变革的方法与建议,新生产技术的建议、实施方案等提案。 ·有关安全生产、生产环境改善、5S改善之提案。 3.2.2不受理之范围 非建设性之批评、抱怨、涉及人身攻击内容,以及无具体改善内容或内容重复的提案等将不予受理。 3.3改善提案委员会组织机构与职能 3.3.1改善提案组织机构
3.3.2改善委员会职能 (1)委员长的职能 ·制度改善提案体制的方针、年度计划与目标; ·跟踪改善提案制度的实施情况、成果; ·任命相关人员、审定奖励成果及活动经费; ·各职能部门的协调工作。 (2)推进及执行委员会的职能 ·负责与提案者的日常联络、提案跟踪与指导; ·负责提案的初审工作及提案的推广工作; ·负责各提案实施效果的跟踪、确认与评估工作; ·定期参加改善提案的相关会议; ·负责培训、指导本单位员工的问题意识、改善意识。 (3)评审委员的职能 ·定期参加提案评审工作; ·在评审过程中必须做到公平、公正的原则; ·定期参加改善提案的相关会议。 (4)事务局的职能 ·各种会议的组织; ·改善提案的宣传工作,改善提案的整理、存档等工作; ·改善提案活动实施的总结、相关制度的制定与完善; ·改善提案活动经费管理、奖励活动的组织与主持。 3.4改善提案的处理 ·改善提案内容与现行的作业标准、加工标准有冲突时,应先经相关人员确认后,列出临时标准后实施,实施达到预期效果后修改现行标准。 ·为了营造各部门内公平、合理竞争的环境,各级评审担当者及改善者本人(或团体)