汽车某支架工艺卡片

工厂名称冲压工艺卡片标记零件代号XSY2013-05-28 文件代号XSY20-13-05-28 车间名称零件名称汽车某支架零件共2页
材料名称规格毛
坯
尺
寸
条
料
1.2mm×259.1mm×3600mm材料利用情况产品型号
08钢
t=1.2mm 单
件
1.2mm×251.9mm×171.5mm材料利用率6
2.56% 每条件数21件
工序工
步
工序或工
步内容
加工草图设
备
工
具
量
具
备
注
定
额
I
1
2
3 剪板
检查材料
1)、厚度t=1.2mm
2)、表面质量:
平整、无气泡、
分层、锈蚀、
白膜
剪切
检验(按工艺要
求)
板料1.2mm×1300mm×3600mm
剪成251.9mm×3600mm
剪板机
Q11-
1.2×1200
卷尺
0~25
千分尺
0~125
游标
卡尺
2200
条/班
次
II 1
2
3 落料冲孔
校装模具
检验(按工艺要
求)
1)、毛刺高度
不得高于0.05mm
2)、首检3件
以上,每2小时
抽检一次
1600KN的闭
式单点单动
压力机
JB-160
落
料
冲
孔
模
0~25
千分尺
0~125
游标
卡尺
3200
片/班
次
III 1
2
3 成形
校装模具
检验(按工艺要
求)
160KN的开
式可倾压力
机
J23-16
成
形
模
0~25
千分尺
0~125
游标
卡尺
3200
片/班
次
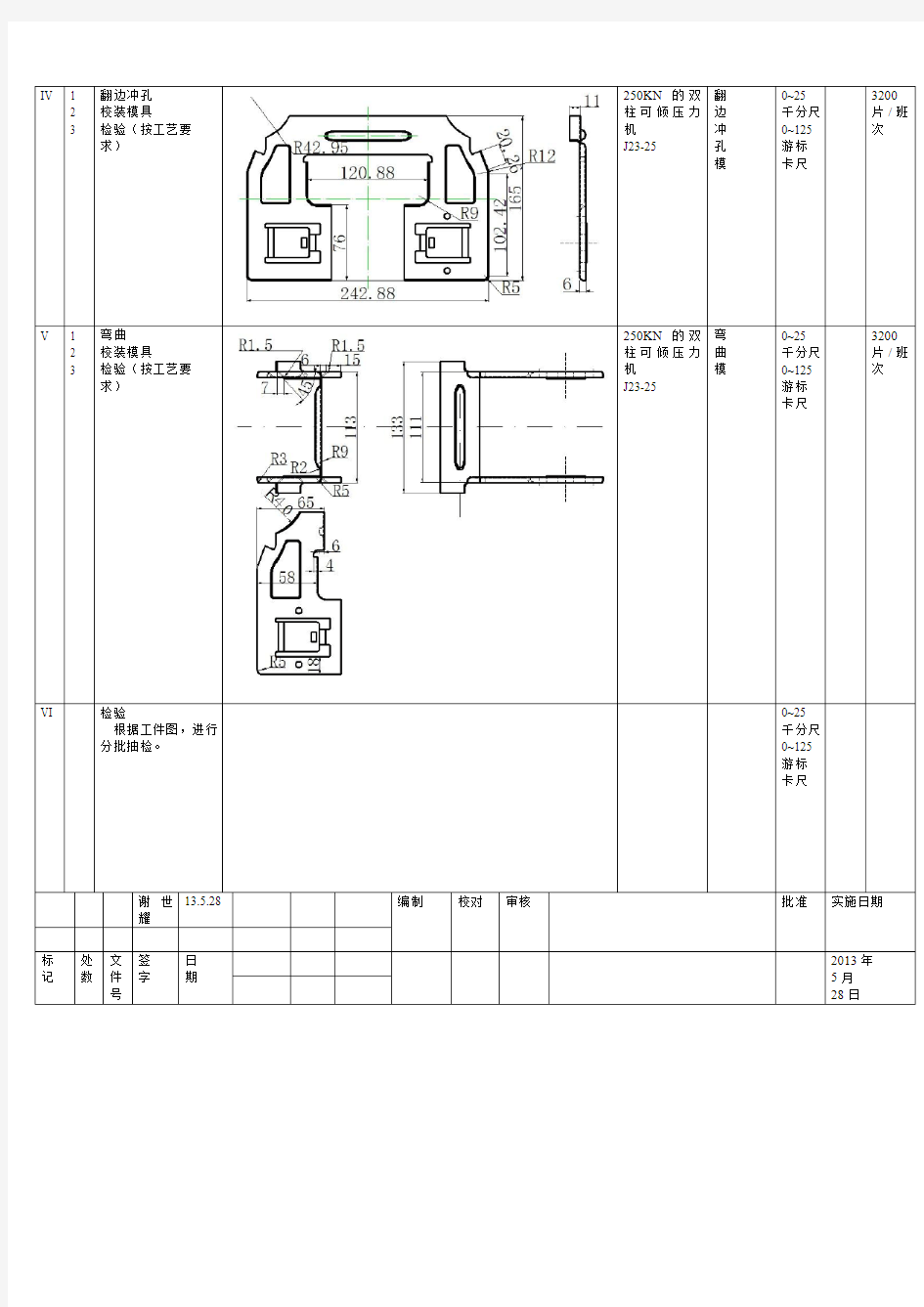
IV 1
2
3 翻边冲孔
校装模具
检验(按工艺要
求)
250KN的双
柱可倾压力
机
J23-25
翻
边
冲
孔
模
0~25
千分尺
0~125
游标
卡尺
3200
片/班
次
V 1
2
3 弯曲
校装模具
检验(按工艺要
求)
250KN的双
柱可倾压力
机
J23-25
弯
曲
模
0~25
千分尺
0~125
游标
卡尺
3200
片/班
次
VI 检验
根据工件图,进行
分批抽检。0~25 千分尺0~125 游标卡尺
谢世
耀
13.5.28 编制校对审核批准实施日期
标记处
数
文
件
号
签
字
日
期
2013年
5月
28日
工序卡-张紧轮支架-机械加工工艺
机械加工工序卡片(一) 安阳工学院机械加工工序卡片产品型号零件图号0001 产品名称 张紧轮支 架 零件名称共6 页第1页 车间工序号工序名称材料牌号 铸造车间0 张紧轮支架HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件175*90*65 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切屑液 工位器具编号工位器具名称 工序时间/min 准终单件 工步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀 量/mm 进给次数 工步工时/min 描图机动辅助 1 铸造毛坯保证各尺寸游标卡尺 描校 2 清砂 3 热处理,硬度要求达到 HBS1187-220 底图号 装订号 设计(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片(二) 安阳工学院机械加工工序卡片产品型号零件图号0001 产品名称 张紧轮支 架 零件名称共6 页第2 页 车间工序号工序名称材料牌号 10 张紧轮支架HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件175*90*65 1 1 设备名称设备型号设备编号同时加工件数 铣床 1 夹具编号夹具名称切屑液 工位器具编号工位器具名称 工序时间/min 准终单件 工步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀 量/mm 进给次数 工步工时/min 描图机动辅助 1 粗铣支架底面立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺144 37.68 0.08 0.8 5 1.6 0.236 描校 2 粗洗支架上表面立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺144 37.68 0.08 0.8 5 1.6 0.236 3 粗洗上表面台阶立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺14 4 37.68 0.08 0.8 5 0.62 0.092 底图号 4 半精铣支架底面 5 半精铣支架上表面 装订号 6 半精铣表面台阶
张紧轮支架工序卡 (1)
文件编号 湖州师范学院机械加工工序卡片产品型号 零(部)件图 号 共10页产品名称张紧轮支架 零(部)件名 称 第1页车间工序号工件名称材料牌号铸造车间0张紧轮支架HT200 毛坯种类 毛坯外形尺 寸 每坯件数每台件数铸件173*87*6311 设备名称设备型号设备编号 同时加 工件数 1 夹具编号夹具名称冷却液 工序时间 准终单件 工 步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀 次数 工时定额 描图机动辅助1铸造毛坯保证各尺寸游标卡尺 描校2清砂 3热处理,硬度要求达到HBS1187-220 底图号 装订号 1
编制审核会签 标记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期 文件编号 湖州师范学院机械加工工序卡片 产品型号 零(部)件图 号 共10页 产品名称张紧轮支架 零(部)件名 称 第2页 车间工序号工件名称材料牌号 10张紧轮支架HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件173*87*6311 设备名称设备型号设备编号 同时加 工件数 磨床1 夹具编号夹具名称冷却液 工序时间 机动单件 工步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀 次数 工时定额 描图基本辅助1去毛刺磨床、游标卡尺660500.40.8511 2
描校2中检660500.51510 3 底图号 装订号 编制审核会签 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期 文件编号 湖州师范学院机械加工工序卡片产品型号 零(部)件图 号 共10页产品名称张紧轮支架 零(部)件名 称 第3页车间工序号工件名称材料牌号 15张紧轮支架HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件87*61.511 设备名称设备型号设备编号 同时加 工件数 铣床X53立式1 夹具编号夹具名称冷却润滑液 工序时间 准终单件 3
机械加工工艺过程卡与工序卡
湘潭大学机械加工工艺过程卡产品型号零部件图号 产品名称零部件名称支架共 1 页第 1 页材料HT200 毛坯种类铸件毛坯外形尺寸每个毛坯可制件数 1 每台件数备注 工序号工序名称 工序内容车间工段设备工艺装备 工时/min 准终单件 1 铣铣大小两头端面X503 2 专用夹具,面铣刀0.70 2 铣铣大头端平面(60mm,80mm)X5032 专用夹具,面铣刀 2.73 3 扩扩小头孔?20Z3080 专用夹具,扩孔钻0.93 4 钻钻2×?15螺栓孔Z3080 专用夹具,标准麻花钻0.67 5 锪锪两螺栓底面?28Z3080 专用夹具,锪钻0.68 6 铣铣螺纹处凸台X5032 专用夹具,立铣刀0.37 7 钻钻?8.9螺栓孔Z3080 专用夹具,标准麻花钻0.55 8 攻丝攻?8.9螺丝孔为M10Z3080 专用夹具,机用丝锥0.60 9 铣铣螺纹处3mm槽X5032 专用夹具,锯片铣刀0.38 10 扩孔扩上部分M10螺丝孔为?11Z3080 专用夹具,扩孔钻0.31 11 半精铣半精铣大端平面X5032 专用夹具,面铣刀0.93 12 铰铰小头孔?20Z3080 专用夹具,机用铰刀0.74 13 钳去毛刺钳工台锉刀 14 检检查各处尺寸和精度量具 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改 文件 号 签字日期标记处数 更改 文件号 签字日期
湘潭大学机械加工工序卡产品型号零部件图号 产品名称零部件名称支架共14页第1页 车间工序号工序名称材料牌号 1粗铣端面HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数 铸件1 设备名称设备型号设备编号同时加工件数 立式铣床X5032 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时/min 准终单件 0.70 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/z 切削深 度mm 进给次数 工步工时/min 机动辅助 1 粗铣小头端端面A1?50mm硬质合金面 铣刀,专用夹具375 58.9 0.15 3 1 0.3 0.38 2 翻转夹具,粗铣小头端端面A2375 58.9 0.15 3 1 0.3 0.38 设计审核标准化会签
- 机械制造张紧轮支架机械加工工艺过程卡工序卡
- 机械制造张紧轮支架机械加工工艺过程卡,工序卡
- 课程设计KCJ5支架设计机械加工工序卡片
- 机械制造张紧轮支架机械加工工艺过程卡,工序卡
- 机械制造张紧轮支架机械加工工艺过程卡工序卡
- 机油泵传动轴支架工序卡.
- 机械制造张紧轮支架机械加工工艺过程卡工序卡
- 机械制造张紧轮支架机械加工工艺过程卡,工序卡
- 机械制造张紧轮支架机械加工工艺过程卡 工序卡
- 支架 工艺过程卡
- 管道安装工序卡
- 机油泵传动轴支架全套工序卡
- 支架维修工艺卡讲解
- 飞锤支架工序卡片
- 管道支吊架调整工艺卡
- 工序卡-张紧轮支架-机械加工工艺
- 摇臂支架工艺过程卡
- 支架加工工序卡
- 机械制造张紧轮支架机械加工工艺过程卡,工序卡
- 4.支架焊接工艺过程卡