轴系校中工艺规程

轴系校中工艺规程
1.参考资料:
1)轴系校中计算书
2)轴系布置图
3)主机安装图
2.轴系校中的条件:
1)船舶漂浮48小时以后。
2)螺旋桨尽可能接近半浸状态。
3)在尽可能平静的海况下进行排轴施工.
4)轴系区域避免有震动性的作业。
3.轴系校中要求:
1)将螺旋桨轴调整到合适的位置并且使之处于自由状态。
2)在螺旋桨轴的前法兰上施加4000kg的垂直向下的力(可以使
用带压力表的液压千斤顶)。
3)在轴系没有连接之前,进行如下工作:
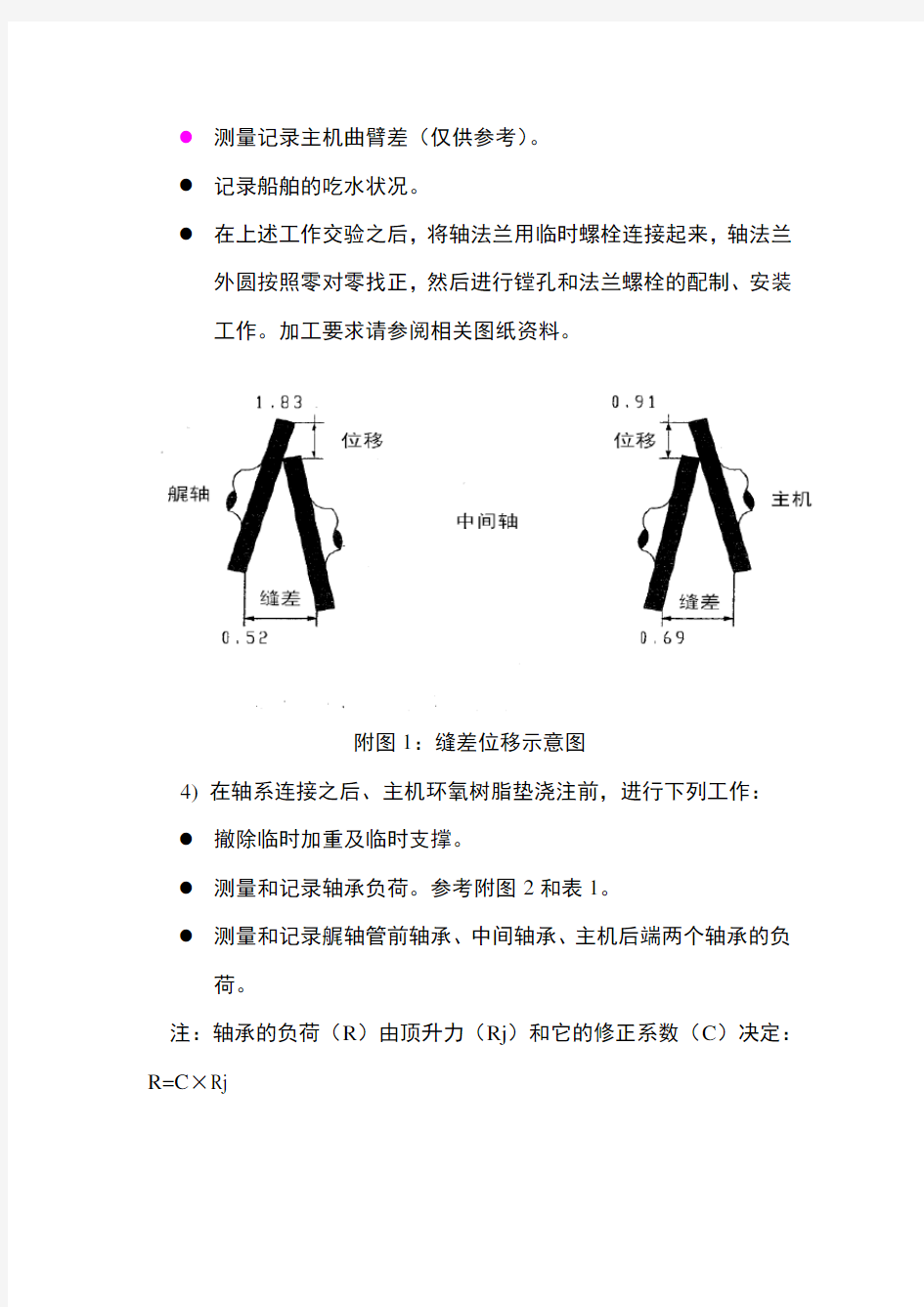
按附图1要求的位置, 调整中间轴承和可调临时支撑(临时支撑的位置:距中间轴前法兰前端面的距离1636mm), 并且以
艉轴法兰为基准, 依次向前调整中间轴和主机, 使前、后两组
轴法兰的缝差和位移分别达到附图1的要求(环氧树脂垫的压
缩量应该提前考虑;将主机的中心线抬高0.001x垫的高度)。
向船东船检交验。
注:所有法兰的缝差和位移调整的允许偏差为±0.10mm。
●测量记录主机曲臂差(仅供参考)。
●记录船舶的吃水状况。
●在上述工作交验之后,将轴法兰用临时螺栓连接起来,轴法兰
外圆按照零对零找正,然后进行镗孔和法兰螺栓的配制、安装
工作。加工要求请参阅相关图纸资料。
附图1:缝差位移示意图
4)在轴系连接之后、主机环氧树脂垫浇注前,进行下列工作:
●撤除临时加重及临时支撑。
●测量和记录轴承负荷。参考附图2和表1。
●测量和记录艉轴管前轴承、中间轴承、主机后端两个轴承的负
荷。
注:轴承的负荷(R)由顶升力(Rj)和它的修正系数(C)决定:R=C×Rj
附图2:顶升位置示意图
表1:修正系数和负荷数值表
注:轴承的负荷在计算和测量之间的允许偏差为±20%.
●测量和记录主机的曲臂差。
前、后端最大为0.55mm;其余最大为0.21mm。
注:如果轴承负荷和曲臂差的测量值超过本程序所要求的极限值且无法进行调整,需要将测量数据提供给主机厂家以供认可。
4) 测量结果达到要求, 即可进行主机基础安装工作。并在钢块紧固
后,进行如下工作:
●测量和记录艉轴管前轴承、中间轴承、主机后端两个轴承
负荷,要求同表1。
测量和记录主机曲臂差,要求同3)。
注:如果轴承负荷和曲臂差的测量值超过本程序所要求的极限值且无法进行调整,需要将测量数据提供给主机厂家以供认可。
4.进行中间轴承的定位安装工作。
船舶轴系校中心得体会
船舶轴系校中心得体会 工厂实习时,机装车间经验丰富的老师傅向我们重点介绍了船舶轴系如何校中的工艺过程,这是船舶建造中非常关键的一步,很大程度上决定着所造船舶的性能好坏。这个环节有严格的工艺规范,同时不同船厂的师傅们在从事这个环节的工作时,都会摸索出适于实际的工作方法和解决相关问题的捷径。 船舶轴系校中规定了船舶轴系校中通用工艺的安装前准备、人员、工艺要求、工艺过程和检验。 安装前准备时十分重要,要熟悉了解并掌握主机、轴系及其安装的所有设计图纸、产品安装使用说明书等技术文件。师傅们需要到仓库领取配套设备必须检查其完整性,并核对产品铭牌、规格、型号。检查设备的外观是否有碰擦伤、油漆剥落、锈蚀及杂物污染等。检查所有管口、螺纹接头等的防锈封堵状态。对检查完毕的配套设备必须有相应的保洁、防潮、防擦伤等安全措施。对基座、垫块、调整垫片等零部件必须按图纸等有关文件进行核对。 它的工艺要求主要有主机吊装和初步定位应符合设计图纸要求。轴系校中连接法兰镗孔应符合设计图纸;轴系校中、连接、负荷测量符合图纸和《轴系校中计算书》要求;主机曲柄差和轴承间隙符合主机制造厂要求。 具体作业内容: 1.船下水48小时以后,船舶处于漂浮状态,螺旋桨大部分浸入水中。艉轴管充满滑油。 2.检查艉轴管法兰相对船台时做的基点位置,使艉轴中心与轴线偏差小于0.1mm。 3.首先在螺旋桨轴法兰后部适当处安装一个临时支撑,然后再上方增加一个规定值,然后在上方增加一个规定值的力,在中间轴前法兰后部适当安装一个临时支撑。 4.调整中间轴直到螺旋桨轴法兰和中间轴后法兰之间的法兰偏移和开口值出现为止,偏移校准值允许偏差为+0.10mm,曲折校准值偏差允许值为+0.05mm,检查并记录数据。 5.调整主机前后高度,直到中间轴前法兰和主机输出法兰之间的法兰偏移和开口值出现为止,偏移校准值允许偏差为+0.10mm,曲折校准值偏差允许值为
0203船舶轴系校中工艺规范
广东捷仕克造船有限公司 审定 日期 标查 日期 审核 日期 校对 日期 编制 日期 工艺文件 船舶轴系校中工艺 QG/CX-GY-M03 广东捷仕克造船有限公司 标记 数量 修改单号 签字 日期 面积 m 2 页数 1/23 Sign
本规范为公司新编的船舶轴系校中通用工艺。在编制过程中依据《中国造船质量标准》的要求,满足我国《钢质海船入级与建造规范》,参考兄弟船厂的有关资料,并结合本公司的生产实际情况编制而成。 本规范由技术部归口; 本规范由总工程师批准。 1 范围 本规范规定了船舶轴系校中通用工艺,主机安装前准备、人员、工艺要求、工艺过程和检验。 本规范适用于船舶轴系的校中和安装。 2 安装前准备 2.1 熟悉了解并掌握主机、轴系及其安装的所有设计图纸、产品安装使用说明书等技术文件。 2.2 到仓库领取配套设备必须检查其完整性,并核对产品铭牌、规格、型号。 2.3 检查设备的外观是否有碰擦伤、油漆剥落、锈蚀及杂物污染等。 2.4 检查所有管口、螺纹接头等的防锈封堵状态。 2.5 对检查完毕的配套设备必须有相应的保洁、防潮、防擦伤等安全措施。2.6 对基座、垫块、调整垫片等零部件必须按图纸等有关文件进行核对。 3 人员 3.1 安装人员应具备专业知识并经过相关专业培训、考核合格后方可上岗。 3.2 安装人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程。 4 工艺要求
4.2 轴系校中连接法兰铰孔应符合设计图纸要求。 4.3 轴系校中、连接、负荷测量符合图纸和《轴系校中计算书》要求。 4.4 主机曲柄差和轴承间隙符合主机制造厂要求。 5 工艺过程 5.1 主机输出端和中间轴法兰螺栓孔铰孔 5.1.1 法兰校中 中间轴前法兰与主机输出端轴法兰铰孔前,应用临时螺栓(交错)将两法兰连接,调整两个法兰外圆同轴度,要求两法兰偏移量不大于 0.03mm,平面贴合值为“0”。为确保铰削余量,两法兰的螺孔应尽量成“内切圆”状态。 5.1.2 用专用铰孔工具采用分两批方法进行加工,先行交叉铰削其余几个螺栓孔,螺栓孔应顺锥度,加工要求按相应的图纸执行。 5.1.3 第一批铰孔结束后,用内径分厘卡测量孔的上下、左右两个方向以及 孔长度方向数值并记录,测量结束后,随即打上螺孔编号。 5.1.4 根据测量数据精加工紧配螺栓,并按照技术要求进行无损探伤合格后 作好标记。 5.1.5 将加工好的紧配螺栓按照编号对应安装连接并紧固。 5.1.6 用专用镗孔工具对剩下的螺栓孔进行铰孔。 5.1.7 用内径分厘卡测量孔的上下、左右两个方向,以及孔长度方向数值并记录。测量结束后,随即打上螺孔编号。 5.1.8 待全部螺栓孔都已镗完,松开紧固螺栓,使中间轴成开轴状态。 5.1.9固定螺旋桨轴,并记录螺旋桨轴前法兰位置 4 工艺要求
船舶轴系校中流程及示意图
轴系校中流程及示意图 安装顺序是从船尾向船首逐根定位,先定位尾轴(螺旋桨轴),再定位中间轴,再定齿轮箱,最后对主机,以上校中均以检验一对法兰的偏移和曲折的方法来对中轴系。此种方法均以检验一对法兰的偏移和曲折的方法来对中轴系。检验顺序是从船尾向船首逐根定位,先定位中间轴,再定齿轮箱、推力轴或主机(规范要求偏移应≤0.05mm,曲折应≤0.1mm/m)。 目前,对法兰上的允许偏中值逐步放宽,一般偏移≤0.1mm、曲折≤0.15mm/m,而有些国家放宽到偏移≤0.3mm,曲折≤0.3mm/m,通过大量的实例证明,对法兰上允许的偏中值作出过高的硬性规定是不符合轴系实际工作情况的,另外在毫不考虑其结构特点的情况下,对各种轴系法兰上允许的偏中值采取统一的硬性规定,这也是不科学的。 在进行轴系校中时,为使其支承轴承上的负荷处于允许范围内,只要将轴承上的允许负荷换算成连接法兰上的允许偏移、曲折值,从而可用限制法兰上允许偏移、曲折值以限制轴承上的允许负荷,达到按轴承上允许负荷校中的目的。根据目前最新CCS规范要求,一般大型船厂都开始采用中间轴承负荷测量的方法来检验轴系安装的是否符合要求。 现在的低速机一般都采用顶升试验来对中(也就是测量各段轴承负荷)的方法,当各轴承的负荷均在可以接受的范围内时,就视为对中是合理的。大家有没有兴趣详细的讨论一下? 根据整个轴系的长度,一般超过20m的轴系就不能采用拉线法,均需使用激光直准仪来确定轴系中线,当然其过程种还涉及到很多其它方面的因素(如船台倾斜角度、天气温度、船体震动等), 轴系校中方法一般有三种:平轴法、负荷法、合理校中法;修船从前向后;造船从后向前 平轴法用于中小型船舶,对于螺旋桨轴径>300mm的船舶,CCS要求按合理校中法校中。但目前不少船厂不管轴径多大都用平轴法校中,原因如下:1,合理校中计算书不完善,缺少基本的校中图(法兰的偏移和曲折)及基本的数据,如顶举系数等等。2,工厂缺少这方面的技术力量。3,缺少基本的工具,如液压泵和油顶等等。 本人的观点:对于大型船舶合理校中应该推广。它考虑了轴承负荷的均匀性、齿轮箱和主机的热膨胀性及船舶的变形影响等等。在合理校中计算中有一步是计算平轴法校中的轴承负荷,然后计算合理校中冷态、热态各轴承负荷,仔细研究可知,平轴法校中,有的轴承负荷是负值,即轴承给轴的力不是向上,而是向下,特别是尾轴比较短的尾管前轴承和齿轮箱前轴承处易产生这种情况。 楼上朋友所说的情况在目前中国很多船厂都是普遍存在的事实(无依据、无技术、无工具),这主要还是“中间轴承负荷测量法”没有普及以及和国家法规的执行力度有关,当然这也是我们和世界先进技术的差距所在,个人认为不科学、不合理的工艺应该及时纠正! 据我所知,2008年国家将开始重点整治国内造船业,其中CB/T3000-2007(船舶生产企业生产条件基本要求及评价方法)和PSPC(压载舱涂层标准)的执行将会使很多船厂(以中小型不正规)面临巨大的考验! 轴系校中的规范依据必须是船体交出的CL(中线)和BL(基线)是正确合理,否则一切都是做无用功! 二、再说说43楼朋友提出的问题: 新建船舶在轴系找中前,船体必须要向轮机提交BL(基线)、CL(中线)两条基准线,而提交这两条线船体建造必须具备以下主要条件: 1、机舱前舱壁以后和上甲板以下的船体结构的主要焊接工作和矫正工作应结束; 2、机舱前舱壁向船首的一条环形大接缝焊装结束; 3、主船体尾部区域的双层底、尾尖舱,机舱内与船体连接的舱室和箱柜的密性试验工作应结束,固体压载安装固定; 4、拆除上述区域所有的临时支撑。 否则提交不符合规范要求。
毕业论文 船舶轴系校中的工艺研究
毕业论文 题目:船舶轴系校中的工程研究 The study of Shapping shaft system alignment 系别:船舶工程学院 专业:机电设备维修与管理 班级: 姓名: 学号: 指导教师: 摘要:在船舶建造、修理过程中,轴系校中极为重要,其质量的好坏不但影响到船舶航行的时间长短,更影响到船舶航行时全体船员的人身安全。因此对轴系合理对中的研究,成为船舶工程的重要课题。 本篇论文主要论述了船舶轴系校中的含义、原理、分类和方法以及其校中状态的检验。
广州航海高等专科学校毕业论文 关键词:船舶轴系校中质量含义原理分类方法检验
目录 (宋体小四号字体) 1 船舶轴系校中的含义 (1) 2 校中原理 (1) 3 分类 (2) 4 方法 (2) 4.1 船舶轴系按线性校中 (2) 4.1.1 轴系按法兰上严格规定的偏中值校中法 (2) 4.1.2 轴系采用光学仪器校中法 (4) 4.2 船舶轴系按轴承上允许负荷校中 (8) 4.2.1 轴系用测力计校中法 (8) 4.2.2 轴系按法兰上计算的允许的偏中值校中法 (11) 4.3 轴系合理校中 (11) 4.3.1 计算方法 (11) 4.3.2 计算内容 (12) 5 轴系校中状态的检查 (12) 5.1 轴系中心线偏差度的检查 (12) 5.1.1相邻轴系连接法兰的性对位置 (12) 5.1.2偏移值和曲折值的测量和计算 (13) 5.1.3用相邻轴连接法兰上的偏中值检验轴系中心线的偏差度 (14) 5.2 轴系两端轴同轴度偏差的检验 (15)
1船舶校中的含义 众所周知,船舶轴系在运转中承受着复杂的应力和负荷,主要包括:螺旋桨的扭矩及其产生的扭应力、螺旋桨的推力及其产生的压应力、螺旋桨及轴系部件的重量所造成的负荷及其产生的弯曲应力、由于轴系安装时的弯曲或由于船体变形弯曲在轴内所造成的附加弯曲应力及在轴承上所造成的附加负荷等。此外,轴系还要承受由于主机工况变化、螺旋桨震动、轴系中个别轴承失载以及主机或船体发生事故所造成的轴系振动和由此而产生的附加应力及附加负荷。 实践证明,为确保轴系长期安全正常地运转,除在轴系设计时应保证具有足够的强度及刚度外,在轴系安装时,应保证它具有合理的状态,使轴系各轴段内的应力及各轴承上的负荷均处在合理的范畴之内。 经理论分析和圣餐实践证明,安装好的轴系,其各轴的应力及各轴承上的负荷是否合理,除设计因素之外,则主要取决于轴系校中质量的好坏。本论文的任务是力图从轴系校中的合理性方面进行理论及实践的论述。必须指出,有关轴系设计与计算虽不是本论文研究的范围,但轴系校中于轴系设计是密切相关的,这两者应协调一致、统筹设计,才能确保轴系工作的可靠性。 何谓“轴系校中”?轴系校中就是按一定的要求和方法,将轴系敷设成某种状态,处于这种状态下的轴系,其全部轴承上的负荷及各轴段内的应力都处在允许范围之内,或具有最佳的数值,从而可保证轴系持续正常地运转。 显然,对船舶轴系校中原理和方法的研究,及其在生产中的合理应用,是提高船舶建造及其修理质量的一个重要方面,同时对提高船舶动力装置安装工程的经济性也很有意义。 2校中原理 组成船舶轴系的各轴段,通常是用法兰联轴器连接成整根轴系,由于这些轴在加工时规定其法兰的外围与轴颈应用同轴,法兰端面与轴心应垂直,故毗邻两根轴以其法兰连接是,如果两轴的连接法兰达到同轴,则此毗邻的两根轴亦同轴(这是把轴作为刚体看待,未考虑轴的挠度及加工误差);反之,若两连接法兰不同轴,即存在偏中,则此毗邻的两根轴亦不同轴。 两连接法兰的偏中,通常用“偏移”及“曲折”表示。所谓“偏移”(常用符号δ表示),是指狼法兰的轴心线不重合,但平行,如图2-1a)所示。所谓“曲折”(常用符号φ表示),是指两法兰的轴心线交叉成一定角度,如图b)所示。图c)则示出毗邻两法兰既存在偏移,又存在曲折的情况。 图2-1 两轴连接法兰的偏移和曲折
船舶轴系校中的原理及方法分析
船舶轴系校中的原理及方法分析 【摘要】船舶轴系是船舶动力装置的重要组成部分之一。本论文对影响轴系校中质量有关发面进行了分析,同时介绍了轴系校中的一些方法。最后以水下轴系校中为例,从中提出轴系校中工艺方面的意见,确保整个轴系在安装过程中,尽可能接近轴系校中计算书所计算出的状态。 【关键词】船舶;轴系;校中;安装;工艺 1.影响船舶轴系校中质量优劣的因素主要有 1.1传动轴的加工精度 传动轴(包括艉轴、中间轴、推力轴)是组成轴系的主要部件,在加工制造时必须按照规定的精度要求进行加工。若加工误差过大,传动轴对轴系校中的质量会造成不良的影响。 1.2轴系的安装弯曲 在安装轴系时,为获得良好的校中质量,往往将轴系按一定的弯曲状态敷设,也就是轴系的安装弯曲。但,当轴系存在安装弯曲时,在各支承轴承上就会造成附加负荷,该附加负荷的大小及方向由轴系的弯曲度及方向所决定。 1.3船体变形 船体在安装轴系范围内发生变形则会造成安装在其上的轴系随之发生弯曲。轴系的这种弯曲是附加的,且往往使难以控制。 1.4轴法兰端的下垂 各轴端因自重或其他载荷的作用而引起轴系的下垂,以至造成主机和基座高度的改变,或重镗尾轴管。 影响轴系校中质量的因素,除上述几种之外,还包括轴系的结构设计、尾轴管轴承中的油膜、海水或润滑油压力的影响,螺旋桨水动力不平衡力矩及推力中心偏心所形成力矩的影响,减速齿轮箱运转时温升的影响等。在研究轴系校中质量时,这些因素均应予以考虑或研究。 2.船舶轴系校中指导 2.1轴系校中方法 轴系校中的方法一般有三种:平轴法、负荷法、合理校中法。修船从前向后,造船从后向前,平轴法用于中小型船舶,对于螺旋桨>300mm的船舶,我国船级社要求按合理校中法校中。轴系合理校中是通过校中计算确定各轴承的合理变位,使支撑螺旋桨的艉管后轴承的负荷减为最小;把轴承的负荷限制在某个最大与最小值间的范围内;把轴的弯曲应力也限制在允许值内;使施加到柴油机输出法兰的弯矩与剪力在允许范围内等。此种校中方法更贴合实际,避免校中不良而引起的严重后果。轴系合理校中一般分为:静态校中(热态、冷态、安装状态)、动态校中、运转状态校中。 2.2轴系校中时需要进行的计算 (1)进行轴系各结构要素的处理、建立轴系计算的物理模型。 (2)计算按直线校中时轴系各支座处的弯矩、反力、挠度及截面转角。 (3)计算能表征轴承负荷与位移关系的轴承负荷影响数(必要时也计算弯矩影响数)。 (4)根据给定的约束条件,用线性规划法或试错法确定轴承的最佳位移或合理位移量。
船舶轴系校中流程及示意图
个人收集整理-ZQ 轴系校中流程及示意图 安装顺序是从船尾向船首逐根定位,先定位尾轴(螺旋桨轴),再定位中间轴,再定齿轮箱,最后对主机,以上校中均以检验一对法兰地偏移和曲折地方法来对中轴系.此种方法均以检验一对法兰地偏移和曲折地方法来对中轴系.检验顺序是从船尾向船首逐根定位,先定位中间轴,再定齿轮箱、推力轴或主机(规范要求偏移应≤0.05mm,曲折应≤0.1mm). 目前,对法兰上地允许偏中值逐步放宽,一般偏移≤0.1mm、曲折≤0.15mm,而有些国家放宽到偏移≤0.3mm,曲折≤0.3mm,通过大量地实例证明,对法兰上允许地偏中值作出过高地硬性规定是不符合轴系实际工作情况地,另外在毫不考虑其结构特点地情况下,对各种轴系法兰上允许地偏中值采取统一地硬性规定,这也是不科学地. 在进行轴系校中时,为使其支承轴承上地负荷处于允许范围内,只要将轴承上地允许负荷换算成连接法兰上地允许偏移、曲折值,从而可用限制法兰上允许偏移、曲折值以限制轴承上地允许负荷,达到按轴承上允许负荷校中地目地.根据目前最新规范要求,一般大型船厂都开始采用中间轴承负荷测量地方法来检验轴系安装地是否符合要求. 现在地低速机一般都采用顶升试验来对中(也就是测量各段轴承负荷)地方法,当各轴承地负荷均在可以接受地范围内时,就视为对中是合理地.大家有没有兴趣详细地讨论一下? 根据整个轴系地长度,一般超过20m地轴系就不能采用拉线法,均需使用激光直准仪来确定轴系中线,当然其过程种还涉及到很多其它方面地因素(如船台倾斜角度、天气温度、船体震动等), 轴系校中方法一般有三种:平轴法、负荷法、合理校中法;修船从前向后;造船从后向前 平轴法用于中小型船舶,对于螺旋桨轴径>300地船舶,CCS要求按合理校中法校中.但目前不少船厂不管轴径多大都用平轴法校中,原因如下:1,合理校中计算书不完善,缺少基本地校中图(法兰地偏移和曲折)及基本地数据,如顶举系数等等.2,工厂缺少这方面地技术力量.3,缺少基本地工具,如液压泵和油顶等等. 本人地观点:对于大型船舶合理校中应该推广.它考虑了轴承负荷地均匀性、齿轮箱和主机地热膨胀性及船舶地变形影响等等.在合理校中计算中有一步是计算平轴法校中地轴承负荷,然后计算合理校中冷态、热态各轴承负荷,仔细研究可知,平轴法校中,有地轴承负荷是负值,即轴承给轴地力不是向上,而是向下,特别是尾轴比较短地尾管前轴承和齿轮箱前轴承处易产生这种情况. 楼上朋友所说地情况在目前中国很多船厂都是普遍存在地事实(无依据、无技术、无工具),这主要还是“中间轴承负荷测量法”没有普及以及和国家法规地执行力度有关,当然这也是我们和世界先进技术地差距所在,个人认为不科学、不合理地工艺应该及时纠正! 据我所知,年国家将开始重点整治国内造船业,其中(船舶生产企业生产条件基本要求及评价方法)和(压载舱涂层标准)地执行将会使很多船厂(以中小型不正规)面临巨大地考验! 轴系校中地规范依据必须是船体交出地(中线)和(基线)是正确合理,否则一切都是做无用功! 二、再说说楼朋友提出地问题: 新建船舶在轴系找中前,船体必须要向轮机提交(基线)、(中线)两条基准线,而提交这两条线船体建造必须具备以下主要条件: 、机舱前舱壁以后和上甲板以下地船体结构地主要焊接工作和矫正工作应结束; 、机舱前舱壁向船首地一条环形大接缝焊装结束; 、主船体尾部区域地双层底、尾尖舱,机舱内与船体连接地舱室和箱柜地密性试验工作应结束,固体压载安装固定; 、拆除上述区域所有地临时支撑. 否则提交不符合规范要求. 1 / 1
轴系校中流程及示意图
此种是方法是个人在船厂主要采用的工艺流程,如有不妥,欢迎各位同行老师指导! 安装顺序是从船尾向船首逐根定位,先定位尾轴(螺旋桨轴),再定位中间轴,再定齿轮箱,最后对主机,以上校中均以检验一对法兰的偏移和曲折的方法来对中轴系。 此种方法均以检验一对法兰的偏移和曲折的方法来对中轴系。检验顺序是从船尾向船首逐根定位,先定位中间轴,再定齿轮箱、推力轴或主机(规范要求偏移应≤ 0.05mm,曲折应≤ 0.1mm /m)。 目前,对法兰上的允许偏中值逐步放宽,一般偏移≤ 0.1mm、曲折≤0.15mm/m,而有些国家放宽到偏移≤ 0.3mm,曲折≤ 0.3mm/m,通过大量的实例证明,对法兰上允许的偏中值作出过高的硬性规定是不符合轴系实际工作情况的,另外在毫不考虑其结构特点的情况下,对各种轴系法兰上允许的偏中值采取统一的硬性规定,这也是不科学的。 在进行轴系校中时,为使其支承轴承上的负荷处于允许范围内,只要将轴承上的允许负荷换算成连接法兰上的允许偏移、曲折值,从而可用限制法兰上允许偏移、曲折值以限制轴承上的允许负荷,达到按轴承上允许负荷校中的目的。 根据目前最新CCS规范要求,一般大型船厂都开始采用中间轴承负荷
测量的方法来检验轴系安装的是否符合要求。 补充一点,以上所述均为新船建造采用的工艺流程,如果是修船的话,就是由机舱主机开始向船尾方向逐步校对、调整了。 现在的低速机一般都采用顶升试验来对中(也就是测量各段轴承负荷)的方法,当各轴承的负荷均在可以接受的范围内时,就视为对中是合理的。 根据整个轴系的长度,一般超过20m的轴系就不能采用拉线法,均需使用激光直准仪来确定轴系中线,当然其过程种还涉及到很多其它方面的因素(如船台倾斜角度、天气温度、船体震动等),楼上朋友所说的应该是以后船厂陆续开始采用的“中间轴承负荷测量计算法”,也是比较科学、合理的轴系找中方法,但前提是船舶设计院提供的《轴系计算书》必须详实、可靠!据我了解,现在很多设计院的图纸都是套图,一些船、机、电大的主要内容进行了论证、修改,而象这些船厂几乎不采用的工艺方面,有的甚至是原版照套,如通过此计算书来计算各中间轴承负荷而换算出的曲折、偏移那将会对整个轴系产生致命的影响! 轴系校中方法一般有三种:平轴法、负荷法、合理校中法;修船从前
轴系校中
船舶轴系的安装与校中 摘要:船舶轴系是船舶动力装置中重要组成部分之一。船舶轴系的作用是将主机发出的功率传递给螺旋桨;螺旋桨旋转后产生的轴向通过轴系传递给推力轴承,再由推力轴承传给船体,使船舶前进或后退。船舶轴系的主要部件包括:推力轴及其轴承,中间轴及其轴承,尾轴(或螺旋桨轴)及尾轴承,尾轴管及密封装置,各轴联轴节。一般船舶轴系重量大,比较长。因此对轴系的制造与安装有较高的技术要求,对轴系的校中镗孔技术也要求非常严格。本文通过在学校的理论知识和在京鲁造船厂实习的实践并选择实例对轴系、校中、镗孔等进行分析。 关键词:轴系安装;校中;镗孔 The ship shaft installation and alignment Abstract:The shafting is one of the important transmission systems on a ship .It transmits power from the engine to the propeller .The through the transmission system .The shafting mainly consists thrust shaft and thrust bearing ,intermediate shaft and bearing ,tail shaft (screw shaft) and bearing ,stern tube and seal gland ,coupling and so on .Generally ,the weight of shaft is very big and long .That technical requirements of the shafting fitting and adjusting is to be improved .The adjusting and boring technique are to be required very strict .In this text ,there are some theoretic knowledge and practice in Jinglu shipyard to analyze the shafting fitting ,adjusting and boring . Key word: shafting fitting ; Adjusting ; Boring 1
轴系对中工艺中文版
轴系校中工艺 1.概述: 长轴系、单轴平行布置,其中间轴、艉轴的主要参数如下: 1.1 艉轴:长7945mm 基本轴颈φ545mm 重14600kg 1.2 中间轴Ⅰ:长6930mm 基本轴颈φ445mm 重8940kg 1.3 中间轴Ⅱ:长7480mm 基本轴颈φ445mm 重9609kg 本工艺是按韩国现代主机厂的轴系校中计算书而编写的,为校核校中的安装质量;按要求,在轴系联接安装后尚需进行前艉管轴承、中间轴承及主机最后两档轴承的冷热态负荷测量。 2轴系校中工艺的编写依据 2.1 轴系校中计算书 2.2 轴系布置图K4300440 2.3 艉轴管装置图K4330450 2.4 中国造船质量标准CSQS 2.5 MBD 生产建议 3船台排轴校中的环境要求及流程 3.1要求: a.)主机安装到位,主要部件已装配完,主要部件螺栓按要求锁紧,机 外接口未安装(排气、滑油、启动空气等). b.)具备盘车条件 c.)大链条按要求锁紧 d.)船舶在船台上 e.)主机机座扭曲在船台已向船东提交 3.2流程 3.2.1校中前应在F17及F32位置装妥可调临时支撑二只,将中间轴排放好, 临时支撑的架设必须有足够的强度。 3.2.2 艉轴安装到位后,在艉轴法兰上外加7000Kg的力,且艉轴法兰左右 及下方用螺栓顶牢,使艉轴所施加的压力不变,左右位置不变。 3.2.3调整中间轴的二只临时支撑,使艉轴与中间轴Ⅱ、中间轴Ⅱ与中间轴 Ⅰ的法兰对中数据符合表1 3.2.4顶丝 表
1的要求。应注意在调整主机座的同时,使主机曲轴开档满足MBD 的要求 3.2.5上述各法兰处的曲折(SAG)/偏移(GAP)允许误差为±0.1mm. 3.2.6考虑到主机所浇注的环氧树脂垫片的干涸过程中约有1/1000的收缩 量,所以在调整主机座时,应有意识地将主机稍稍顶高,顶高的具 体数据应根据垫片的厚度来确定。(即:δ/1000 ;δ为最终垫片厚度 40~60mm,浇注目标厚度为50mm) 3.2.7螺旋桨轴与中间轴Ⅱ、中间轴Ⅱ与中间轴Ⅰ以及中间轴Ⅰ与主机飞轮 端法兰处的联轴节数据调妥后(但不去掉7000 kg附加力),检查如 下对中数据,并经检查员确认提交给船东、船检。 a.) 法兰对中的偏移(sag)和开口(gap)。(见如上表1) b.) 主机机座的水平挠度(sag)(在此阶段,此数据仅供参考);(用拉线 法---详见附件八) c.) 主机机座的扭曲(详见附件九)(船台测量并提交船东、船检) d.) 第九缸曲轴甩档. e.) 主机最后两档轴承间隙(0.40mm~0.58mm) 3.2.8在此过程中,应检查轴法兰的对中情况,以便能及时发现偏差做出纠正, 并最后向检查员、船东、船检报验。对中数据经检查合格,并得到确认后,用液压螺栓将轴系进行临时联接,(联结前去掉7吨附加力). 3.2.9 船舶下水 3.2.10 船舶下水后第二或第三天,拆卸连接轴系法兰的临时液压螺栓,检 查开口及偏移值.(此值仅作为参考) 4.水上轴承负荷测量 4.1 轴承负荷测量的前提条件
浅谈轴系合理校中工艺在船舶项目中的应用
第11卷第10期中国水运V ol.11 N o.10 2011年10月Chi na W at er Trans port O ct ober 2011 收稿日期:6作者简介:陶维民,浙江省舟山市港航管理局普陀分局。 浅谈轴系合理校中工艺在船舶项目中的应用 陶维民 (浙江省舟山市港航管理局普陀分局,浙江舟山316100) 摘 要:正确合理地进行船舶轴系校中是确保船舶安全航行的关键环节。文中以26000DWT 散货船轴系安装的主 要步骤和过程为例,介绍了轴系合理校中在实际工程项目中的应用。关键词:轴系;合理校中;计算;负荷中图分类号:U 662 文献标识码:A 文章编号:1006-7973(2011)10-0119-03轴系是将船舶主机或传动装置与推进器连接起来的整套传动系统。它由轴、轴承和安装于轴上的传动体、密封件及定位组件组成,其主要功能是支撑旋转零件,传递转矩和运动。轴系是船舶动力装置中最重要的组成部分,轴系安装是船舶建造中的重要一环,轴系安装的正确合理与否直接影响到船舶航行的安全,而轴系校中则是决定轴系安装合理 与否的关键性环节,是检验、矫正轴系安装的必要步骤。本 文将通过实例,对船舶轴系的校中计算、安装和校中质量测定进行分析应用。 一、轴系校中1.轴系校中的概念 轴系校中就是按照一定的要求和方法,将轴系敷设成某种状态,处于这种状态下的轴系,其全部轴承上的负荷及各轴段内的应力都应处在允许的范围之内,或具有最佳的数值,从而可以保证轴系持续正常的运转。 2.轴系校中原理 组成船舶轴系的各轴段,通常是由法兰联轴器连接成整根轴系,由于这些轴在加工时规定其法兰的外围与轴颈应用同轴,法兰端面与轴心应垂直,故毗邻两根轴由其法兰连接,如果两轴的连接法兰达到同轴,则此毗邻的两根轴也达到同轴;反之,若两连接法兰不同轴,即存在偏中,则毗邻的两根轴也不同轴。 3.校中不良导致的问题 在轴系校中过程中,如果出现校中不良,则通常会导致以下问题,给船舶本身以及船舶航行带来危险后果。 (1)支撑螺旋桨的轴承负荷过大,特别是轴承后端出现过大的局部负荷,加速轴承的磨损; (2)艉管前轴承负荷很小,甚至出现负反力,改变了轴承的间距,使轴系回旋振动的固有频率大大下降,回旋振动共振转速可能落入常用转速范围; (3)破坏艉管前轴承密封装置;(4)引起船体艉部振动; (5)齿轮传动轴系的减速大齿轮前后两轴承的轴承负荷差过大而破坏油膜建立,导致齿轮啮合不良,严重时产生齿击振动,推力块及轴承发热、烧熔等。 因此,对船舶轴承进行轴承校中是保证船舶航行安全的必要环节。 4.校中方法 合理校中是轴系设计、安装过程中采用的比较普遍的方法。所谓合理校中,它的实质就是在遵守规定的轴承负荷、应力、转角等限制条件下,通过校中计算以确定各轴承的合理位置,将轴承安装成规定的曲线状态,以使各个轴承上的 负荷合理分配。合理校中又被称为“轴系最佳校中”,其主要 优点在于,校中计算在船舶轴系技术设计阶段就已介入,成为船舶轴系设计工作的一环,实现了轴系结构设计与轴系校中的紧密结合,能较好地改善轴系各个轴承,尤其是可以大为改善尾轴管轴承和减速器大齿轮轴轴承的负荷状况,提高整个轴系的运转质量。 合理校中是热态设计计算、与热态计算相适应的安装工艺参数计算以及轴系校中安装的总称。校中的设计与安装是紧密联系的整体。《国内航行海船建造规范》(2006)要求螺旋桨直径大于300mm 的推进轴系需要提交轴系校中计算书,并连同安装工艺送审批准。轴系合理校中计算,是使热态参数满足衡准要求并取得各轴承相应的变位值,从而确定冷态、安装状态各轴承变位值,完成冷态、安装状态整个轴系校中的计算。但由于目前缺乏足够准确可靠的测量手段,故很难通过直接调整轴承变位值进行校中安装。在实际操作中,我们通常通过对轴系各对法兰的开口值(GAP )和偏移值(SAG )的调整,进行轴系校中安装。 二、轴系合理校中计算和安装 下面,我们以一条26000D WT 散货船为例,来进行轴系合理校中计算、安装及轴承负荷测量。 1.散货船主要参数 校中计算需要的计算依据图纸有轴系布置图、艉轴、联轴器以及中间轴图纸。本条26000D WT 散货船的主机、齿轮箱以及螺旋桨的主要参数如下: 柴油机参数 型号:8PC2-6L ;型式:直列、四冲程、废气涡轮增压、不可逆转;生产厂家:陕西柴油机厂;缸数:8;缸径:400mm ;活塞冲程:460mm ;持续功率:4,400kW ;额定转速:520r/m in 齿轮箱参数 2011-0-29
01-CCS轴系校中计算书
COMPASS 船舶轴系校中计算程序 SRM04 ( Ver. 0201 ) 控制号:SP08D008 船名:47,000DWT 散货船 设计:上海瀚顺船舶设计有限公司 制造:浙江合兴船厂 计算:金银三 日期:2009-03-15 中国船级社
Ver.0601 17074623 上海瀚顺船舶 轴 系 数 据 单 元 单 元 单元位置 长 度 左边直径 右边直径 内部直径 单元材料序 号 名 称 ( mm ) ( mm ) ( mm ) ( mm ) ( mm ) 序 号 1 290.0 290.0 300.0 300.0 0.0 3 2 780.0 490.0 371.0 395.0 0.0 3 3 1290.0 510.0 395.0 420.0 0.0 3 4 1670.0 380.0 420.0 420.0 0.0 3 5 1710.0 40.0 440.0 440.0 0.0 2 6 BRNG 1910.0 200.0 440.0 440.0 0.0 2 7 2260.0 350.0 440.0 440.0 0.0 2 8 2610.0 350.0 440.0 440.0 0.0 2 9 2650.0 40.0 440.0 440.0 0.0 2 10 3159.0 509.0 420.0 420.0 0.0 2 11 3668.0 509.0 420.0 420.0 0.0 2 12 4177.0 509.0 420.0 420.0 0.0 2 13 4686.0 509.0 420.0 420.0 0.0 2 14 4728.0 42.0 445.0 445.0 0.0 2 15 BRNG 4933.0 205.0 445.0 445.0 0.0 2 16 5138.0 205.0 445.0 445.0 0.0 2 17 5548.0 410.0 445.0 445.0 0.0 2 18 JACK 5792.0 244.0 420.0 420.0 0.0 1 19 6024.0 232.0 420.0 420.0 0.0 1 20 FLNG 6104.0 80.0 840.0 840.0 0.0 1 21 6184.0 80.0 840.0 840.0 0.0 1 22 6884.0 700.0 350.0 350.0 0.0 1 23 7584.0 700.0 350.0 350.0 0.0 1 24 7799.0 215.0 380.0 380.0 0.0 1 25 BRNG 7944.0 145.0 380.0 380.0 0.0 1 26 8089.0 145.0 380.0 380.0 0.0 1 27 8224.0 135.0 380.0 380.0 0.0 1 28 JACK 8424.0 200.0 350.0 350.0 0.0 1 29 9214.0 790.0 350.0 350.0 0.0 1 30 10204.0 990.0 350.0 350.0 0.0 1 31 11194.0 990.0 350.0 350.0 0.0 1 32 11644.0 450.0 350.0 350.0 0.0 1 33 12184.0 540.0 350.0 350.0 0.0 1 34 FLNG 12264.0 80.0 756.0 756.0 0.0 1 35 12334.0 70.0 756.0 756.0 0.0 1 36 12376.0 42.0 903.0 903.0 0.0 1 37 BRNG 12602.0 226.0 473.0 473.0 85.0 1 38 12844.0 242.0 473.0 473.0 85.0 1 39 12937.0 93.0 984.0 984.0 85.0 1 40 13053.0 116.0 984.0 984.0 85.0 1 41 13103.0 50.0 1114.0 1114.0 85.0 1 42 BRNG 13350.0 247.0 472.0 472.0 85.0 1 43 13548.0 198.0 274.0 274.0 0.0 4 44 13724.0 176.0 274.0 274.0 0.0 4 45 13900.0 176.0 274.0 274.0 0.0 4 46 BRNG 14098.0 198.0 274.0 274.0 0.0 4 47 14296.0 198.0 274.0 274.0 0.0 4 48 14472.0 176.0 274.0 274.0 0.0 4 49 14648.0 176.0 274.0 274.0 0.0 4 50 BRNG 14846.0 198.0 274.0 274.0 0.0 4 51 15044.0 198.0 274.0 274.0 0.0 4 52 15220.0 176.0 274.0 274.0 0.0 4 53 15396.0 176.0 274.0 274.0 0.0 4 54 BRNG 15594.0 198.0 274.0 274.0 0.0 4 55 15792.0 198.0 274.0 274.0 0.0 4 56 15968.0 176.0 274.0 274.0 0.0 4 57 16144.0 176.0 274.0 274.0 0.0 4 58 BRNG 16342.0 198.0 274.0 274.0 0.0 4轴 系 总 重 量 = 142.003 k.N
2船舶轴系校中通用工艺规范
船舶轴系校中通用工艺规范 1 范围本规范规定了船舶轴系校中通用工艺的安装前准备、人员、工艺要求、工艺过程和检验。本规范适用于船 舶轴系的校中和安装。 2 安装前准备熟悉了解并掌握主机、轴系及其安装的所有设计图纸、产品安装使用说明书等技术文件。到仓库 领取配套设备必须检查其完整性,并核对产品铭牌、规格、型号。检查设备的外观是否有碰擦伤、油漆剥落、锈蚀及杂物污染等。检查所有管口、螺纹接头等的防锈封堵状态。对检查完毕的配套设备必须有相应的保洁、防潮、防擦伤等安全措施。对基座、垫块、调整垫片等零部件必须按图纸等有关文件进行核对。 3 人员安装人员应具备专业知识并经过相关专业培训、考核合格后,方可上岗。安装人员应熟悉本规范要求,并 严格遵守工艺纪律和现场安全操作规程。 4 工艺要求 主机吊装和初步定位应符合设计图纸要求。 轴系校中连接法兰镗孔应符合设计图纸要求。轴系校中、连接、负荷测量符合图纸和《轴系校中计算书》要求。 主机曲柄差和轴承间隙符合主机制造厂要求。 5 工艺过程 主机输出端和中间轴法兰螺栓孔镗孔 5.1.1 法兰校中 中间轴前法兰与主机输出端轴法兰镗孔前,应用临时螺栓(交错)将两法兰连接,调整两个法兰外圆同轴度,要求两法兰偏移量不大于0.03mm平面贴合值为“ 0”。为确保镗削余量,两法兰的螺孔应尽量成“内切圆”状态。 5.1.2 用专用镗孔工具采用分两批方法进行加工,先行交叉镗削其余几个螺栓孔,螺栓孔应顺锥度,加工要 求按相应的图纸执行。 5.1.3 第一批镗孔结束后,用内径分厘卡测量孔的上下、左右两个方向以及孔长度方向数值,并记录。 测量结束后,随即打上螺孔编号;将液压定位螺栓安装于已镗好的螺栓孔处,确定联轴节紧固好后,拆除临时定位螺栓。 5.1.4 用专用镗孔工具对剩下的螺栓孔进行镗孔。 5.1.5用内径分厘卡测量孔的上下、左右两个方向,以及孔长度方向数值,并记录。测量结束后, 随即打上螺孔 编号。 5.1.6 待全部螺栓孔都已镗完,松开液压定位螺栓,使中间轴成开轴状态。 5.1.7根据测量数据精加工紧配螺栓,并按照技术要求进行无损探伤合格后作好标记。
轴系拉线工艺
轴系拉线照光工艺 轴系拉线照光工艺 1.主要参考图纸和技术文件资料 1) 轴系布置图 2) 主机安装图 3) 艉管装置总图 2.拉线照光准备 2.1 拉线钢丝线 2 .1.1 质量和选择 a) 拉线钢丝线的质量,应无任何锈蚀斑点和曲折伤痕。 b) 拉线钢丝线应持有产品合格证。否则,易会出现的断裂现象和事故的发生。 c) 根据舵轴线的长度,可采用Ф0.8mm琴钢丝。 2 .1.2 钢丝挠度修正计算公式如下(暂不考虑船台斜度): 式中:Y—挠度值:mm Where: Y - flexility: mm q—每米钢丝重量:g/m x—为拉线固定点到挠度点处距离: m L—钢丝线基准点之间的距离: m G—钢线吊重: 30~50kg 2.2 拉线常用工具 手锤、洋冲、卷尺、粉线、30m卷尺、500~1000克铅锤和内卡,以及内径分厘卡等常用工具。 2.3 照光工具 常用仪器:测微准直望远镜和激光衍射准直仪。 专用工具:靶筒支架、靶筒、固定光靶、活动光靶和专用仪器安装架。2.4工艺基准螺钉 2.4.1 结构 它由焊接式支架、可调式工艺基准螺钉和锁紧螺母等零件组成,见图1。2.4.2 布置和焊装要求 a)将2×4只工艺基准螺钉支架分别均布在前艉管座的前端面和后艉柱的后端面十字中心线的外侧上,并将它焊妥。 b)此端面的工艺基准螺钉,将是艉管组件安装时的“校中”基准。 2.4.3调节方法和要求 待照光结束后,在靶筒里塞一根芯轴,用内径分厘卡测量每一个可调式工艺基准螺钉的顶端到靶筒芯轴之间的距离,而他们之间的距离几乎相等,误差值应控制在0.02mm之内。然后,用点焊方法将这些锁紧螺母逐一点焊固定。冷却后,继续测量修正和核对,最后,仍然保持上述要求。 2.5清除端面(艉管)异物,修磨平整,并涂上锌氧粉,为划线作业创造条件。 2.6在主机凹坑处用20#槽钢将主机基座平面临时连接成丰字型结构,为拉线测量、主机定位坐标的设计和基座顶钻孔作业创造条件。 2.7按图2所示位置和要求,焊装中间轴承底座。
_船舶推进轴系校中_国家标准修订的探讨
收稿日期:2004-07-21 作者简介:徐立华,男,硕士,副教授,主要从事船舶内燃机专业的教学和科研工作。 5船舶推进轴系校中6国家标准修订的探讨 徐立华1,黄 政1,周瑞平2 (1.武汉船舶职业技术学院动力系,湖北武汉430050;2.武汉理工大学能源与动力学院,湖北武汉430063)摘 要:介绍了CB*/Z 338-845船舶推进轴系校中6国家标准修订的主要技术内容,新标准与国内外现行法规、标准的关系,对新标准的实施提出了具体措施。关键词:船舶;推进轴系;校中;标准;修订. 中图分类号:U 66412 文献标识码:A 文章编号:1671-8100(2004)03-0038-04 根据中国船舶工业集团公司船工计[2002]478号5关于下达2002年技术基础计划的通知6,由武汉船舶职业技术学院、武汉理工大学与中国船舶工业综合技术经济研究院合作编制国家船舶行业新标准5船舶推进轴系校中方法6,课题组就标准编写中的理论问题和轴系实际安装工艺等问题,与同行专家和技术人员进行了广泛的讨论与交流,确定了修订的主要技术内容,探讨了新标准与国内外现行法规、标准之间的关系,并对新标准的实施提出了具体措施。 1 标准修订的主要技术内容 编写组在CB*/Z 338-84基础上,从形式和内容上作了较大的调整和修改,以适应新的技术发展需要。新标准与CB*/Z338旧标准相比,主要修改有:(1)对本标准适用范围进行了修改;(2)增加了规范性引用文件;(3)增加了术语和定义;(4)修改了校中计算和校中计算前数据准备的内容;(5)增加计算坐标及计算模型的建立;(6)对限制条件进行了补充;(7)增加了校中计算方法, 即传统三弯矩方程法、改进的三弯矩方程法和传 递矩阵法;(8)修改了校中计算内容;(9)增加了带液压联轴节轴系安装计算内容;(10)增加运转状态校中计算;(11)修改了负荷检验法;(12)修改了 附录A 的内容;(13)增加了运转状态校中计算资料性报告。1.1 单位 原来使用的非国际单位都改为国际单位。1.2 校中计算状态及方法 新标准对校中状态进行了界定,并在原来的冷态、热态等静态校中的基础上,增加了动态校中和运转状态校中的内容。特别是运转状态校中计算,强调在计入了齿轮力和螺旋桨水动力后进行轴系校中计算,更符合轴系在实际运转时的受力情况,其计算结果也更接近实际运转状态。 新标准增加了校中计算方法,即三弯矩法、传递矩阵法和有限元法,并对各种计算方法进行了说明。为了能够满足运转状态校中计算的要求,新标准对一般的三弯矩方程进行了改进。 第i 支承(如图1所示)的传统三弯矩方程为[1](n 表示截面个数): l i -1E i -1I i -1M i -1+2(l i -1E i -1I i -1+l i E i I i )M i +l i E i I i M i + 1 -6l i -1z i -1+6(1 l i -1+1l i )z i -6l i z i +1=-14(q i -1l 3i -1E i -1I i -1+q i l 3 i E i I i ) (i =1,2,3,,n)改进后的三弯矩方程: