4208操作手册
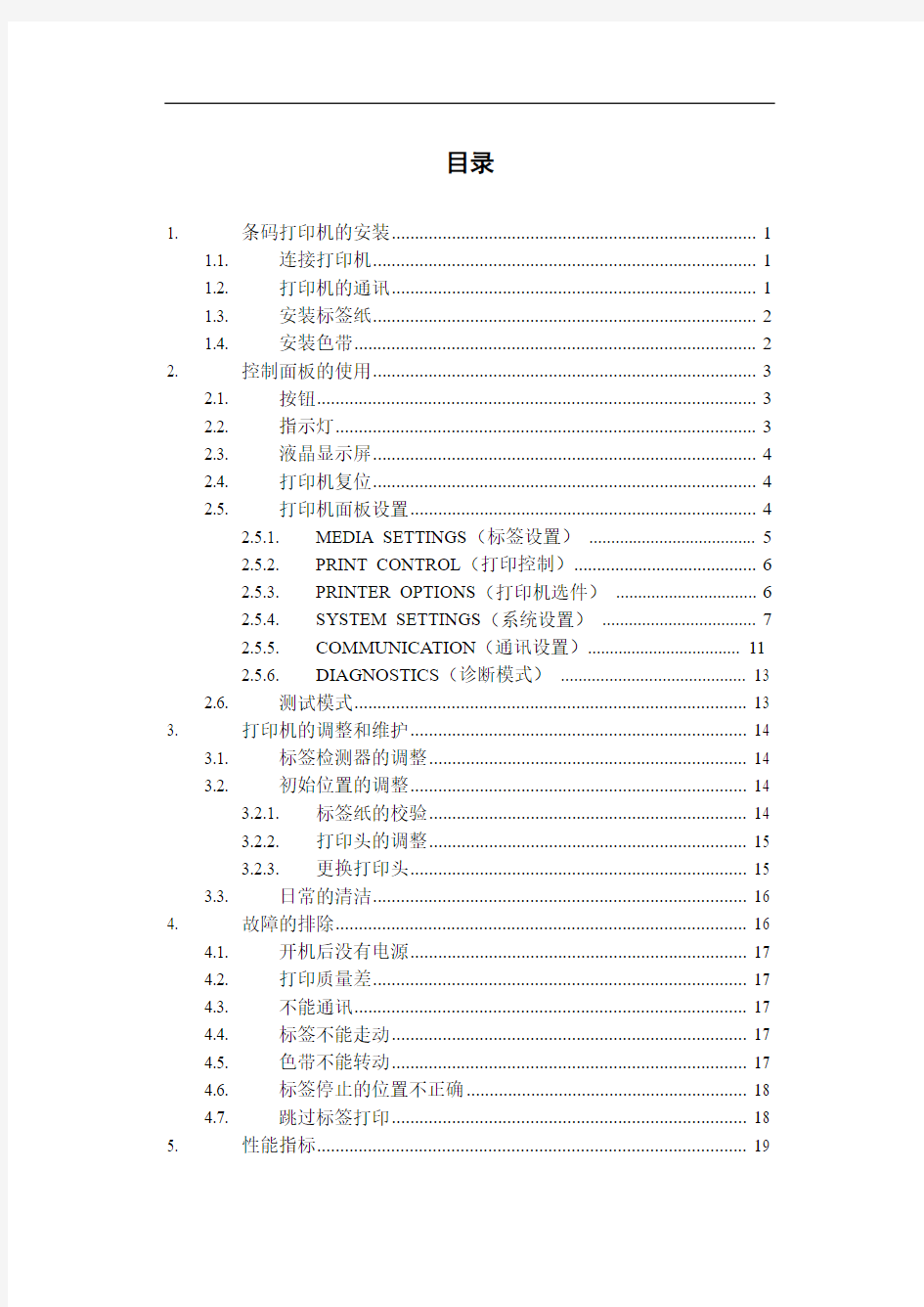
DATAMAX I-4208条码打印机
用户手册
目录
1. 条码打印机的安装 (1)
1.1. 连接打印机 (1)
1.2. 打印机的通讯 (1)
1.3. 安装标签纸 (2)
1.4. 安装色带 (2)
2. 控制面板的使用 (3)
2.1. 按钮 (3)
2.2. 指示灯 (3)
2.3. 液晶显示屏 (4)
2.4. 打印机复位 (4)
2.5. 打印机面板设置 (4)
2.5.1. MEDIA SETTINGS(标签设置) (5)
2.5.2. PRINT CONTROL(打印控制) (6)
2.5.3. PRINTER OPTIONS(打印机选件) (6)
2.5.4. SYSTEM SETTINGS(系统设置) (7)
2.5.5. COMMUNICA TION(通讯设置) (11)
2.5.6. DIAGNOSTICS(诊断模式) (13)
2.6. 测试模式 (13)
3. 打印机的调整和维护 (14)
3.1. 标签检测器的调整 (14)
3.2. 初始位置的调整 (14)
3.2.1. 标签纸的校验 (14)
3.2.2. 打印头的调整 (15)
3.2.3. 更换打印头 (15)
3.3. 日常的清洁 (16)
4. 故障的排除 (16)
4.1. 开机后没有电源 (17)
4.2. 打印质量差 (17)
4.3. 不能通讯 (17)
4.4. 标签不能走动 (17)
4.5. 色带不能转动 (17)
4.6. 标签停止的位置不正确 (18)
4.7. 跳过标签打印 (18)
5. 性能指标 (19)
1. 条码打印机的安装
本部分主要介绍条码打印机与计算机的连接、标签和色带的安装以及这些操作过程中需要注意的一些事项。
1.1. 连接打印机
条码打印机所使用的是230 VAC ±10% 单相50/60 Hz 电源,也可选择使用115VAC 的电源,请注意看打印机背后的铭牌说明。该打印机具有串行和并行两种通讯接口,在使用过程中需要一根串
行或并行打印线缆,用来连接计算机和条码
打印机,其步骤如下:
1. 关闭打印机和计算机的电源。
2. 将串行/并行线缆的一端连接到计算
机的串/并行口,另一端连接到打印机
的串行/并行打印端口。
3. 连接好电源电缆并打开电源开关。 注意:请注意电源插槽背后的标识,由此
选择正确的电压标准,115VAC 或230VAC 。
1.2. 打印机的通讯
本条码打印机采用串行或并行的通讯方式,其中并行打印时采用标准的并口打印线缆,串行线缆的连接如下图。
图:连接打印机 图:打印机串行线缆的连接
1.3. 安装标签纸
该打印机可以安装内径为1.5或3英寸的标签纸卷,当安装1.5英寸(38毫米)的标签纸卷时,需要将3英寸(76毫米)的安装轴套向外拔出。标签纸卷的最大外径可以达到203毫米,安装标签纸的步骤如下:
1. 打开打印机右边的翻盖。
2. 旋转打印头锁定扳手(Printhead Latch ),从而升起打印头。
3. 将标签挡板(Media Edge Guide )滑到外侧,并旋转到水平位置。
4. 将标签卷套在标签轴(Media Hub )上,注意纸面向上,推到最里面,
将标签从导纸杆(Media Idler )的下方并通过标签检测器(Media Sensor )引出,压在打印头的下面。
5. 将标签档板推至标签边缘,并旋转至垂直位置。
6. 滑动标签检测器,使其检测孔处于标签纸的宽度范围之内。
7. 压下打印头并锁定。
1.4. 安装色带
1. 旋转打印头锁定扳手(Printhead
Latch ),从而升起打印头。
2. 将色带卷插入色带安装轴(Ribbon
Supply Hub ),安装时应注意根据
色带碳层的朝向(内碳或外碳)选
择插入时色带卷的方向,保证色带
的碳层朝下。
3. 将色带引出,按图示的方向从色带
辊(Ribbon Roller )的下面绕过打印
头,卷到色带回收轴(Ribbon
Take-up
图:安装标签纸
图:安装色带
Hub)上。注意不要将色带穿过标签纸检测器的中间。
4.将打印头压下并锁定。
2.控制面板的使用
该部分主要介绍条码打印机控制面板上的按钮、指示灯的作用以及结合液晶显示器进行参数设置的过程。
2.1.按钮
打印机的控制面板上共有5个按钮,在打印机处于不同的模式时,其功
2.2.指示灯
打印机的面板上共有3个指示灯,其各自的功能如下表。
2.3.液晶显示屏
该显示屏可以显示以下信息。
●开机自检的过程
●操作提示,状态提示,下载,警告以及失败等信息
●设置模式下的各级菜单
●标签打印时的计数
●时间和日期
2.4.打印机复位
该打印机共有3种复位的方式,其操作方法和效果如下表。
2.5.打印机面板设置
本打印机可以通过控制面板进行设置,共有六个设置部分,列示如下:●Media Settings
●Print Control
●Printer Options
●System Settings
●Communications
●Diagnostics
通过面板对打印机进行的设置,可以保存在打印机内,关闭电源后,这些参数不会丢失。同时,为了防止无关人员进行设置,该面板可以设置密码,从而减少一些不必要的故障发生。
在进入设置菜单后,凡是带“*”的参数均为当前值,如果改变了某个参数但尚未保存,那么该参数将以“§”标识。当完成所有的设置以后,通过按“Menu”逐步退出,当系统出现提示“save change”的提示时,“ENT”为保存,“ESC”为取消。以下列示了子菜单的相应设置和功能说明。
2.5.1.MEDIA SETTINGS(标签设置)
从“READY”的状态,按“MENU”键,进入“菜单”模式。
●MEDIA TYPE(标签纸类型)
DIRECT THERMAL(热敏方式)使用热敏方式打印(使用热敏纸)。
THERMAL TRANSFER(热转印方式)使用热转印方式打印(使用色带和标签纸)。
●SENSOR TYPE(标签检测方式)
GAP(缝)也称透射式,用于检测经过分切的标签纸,利用标签之间的切缝(底纸)透光性强的特点来探测每一张标签。
CONTINUOUS(连续纸)用于连续纸,通过设置标签的长度来控制每张标签。
REFLECTIVE(反射纸)打印机通过识别标签背面的标记(通常是黑条)来检测每张标签。
●LABEL LENGTH(标签长度)该值在CONTINUOUS方式时才有效,
确定每张标签的长度。
●MAXIMUM LABEL LENGTH(最大标签长度)设置每张标签的最大
打印长度,如果超过这个长度,打印机将会报错。
●SENSOR CALIBRATION(检测头校准)调整标签检测头的参数以
使打印机能够正确检测不同反光或透光性能的标签纸。
PERFORM CALIBRATION(执行校准程序)用户根据程序提示的步骤操作,使打印机分别计算未装纸时、遇到缝或标记时及
遇到纸时的透(反)光的值,并据此设置检测头的参数。
ADVANCED ENTRY(高级设置)由用户手动输入设置参数。
?SENSOR LEVELS(检测信号的分层)设置标签纸检测器
对于纸,缝或标记以及没有标签纸时检测信号的阈值。
?SENSOR GAIN(检测信号的增益)监测检测器A/D转换的
读数,设置检测信号的增益,调整检测头对用户不同类型
的标签纸的灵敏度。
2.5.2.PRINT CONTROL(打印控制)
●HEAT(打印温度值)控制打印头的通电时间,从而改变打印温度。
这个值与通常的标签打印软件中的温度设置是一样的。
●PRINT SPEED(打印速度)控制打印时的速度。
●FEED SPEED(走纸速度)控制走纸的速度。
●REVEASE SPEED(回退的速度)控制打印机退纸的速度。
●ROW OFFSET(行的起始位置)设置纵向的打印起始位置。
●COLUMN OFFSET(列的起始位置)设置横向的打印起始位置。
●PRESENT DISTANCE(停止位置)指定每张标签的停止位置超过
标签起始位置的值,在打印时,标签会回退到起始位置进行打印,
在成批打印标签时,如果没有使用出纸检测功能,或停止位置设置
为0,则打印时标签不会回退。
●CUSTOM ADJUSTMENT(用户调节)由用户对打印机进行微调,用
于补偿不同打印机在按相同的标签格式定义打印时,因微小的机械
差异而造成的明显的打印效果的差别。同时,该设定值不会随着恢
复工厂默认的设置而变化。
DARKNESS(打印深度)对打印温度(HEAT)进行微调。
ROW ADJUST(行调整)以点为单位对行起始位置(ROW OFFSET)进行微调。
COLUMN ADJUST(列调整)以点为单位对列起始位置(COLUMN OFFSET)进行微调。
PRESENT ADJUST(停止位置调整)以点为单位对停止位置(PRESENT DISTANCE)进行微调。
2.5.
3.PRINTER OPTIONS(打印机选件)
●MODULES(存储模块)存储模块用于存储图象,字库和标签格式
文件。必须在打印机安装了相应的模块的前提下,才能使用该功能。
PRINT DIRECTORY(打印目录)将选定的或所有可用的模块的可用空间、存储的文件以及模块和文件的类型打印出来。
PRINT FILE(打印文件)用户从可用的文件列表中选择打印。
FORMAT MODULE(格式化模块)用户从可用的模块的列表中
选择模块进行格式化,模块中所有的数据将被删除。
DELETE FILE(删除文件)用户从可用的文件列表中选择文件并将其删除。在进行PACK MODULE(整理模块)之前,被删
除文件所占的存储空间并没有被释放。
PACK MODULE(整理模块)整理模块的存储空间,将作了删除标记的文件真正地删除,并整理文件系统,回收存储空间。
●PRESENT SENSOR(出纸检测器)用于根据需要控制标签的输出,
当出纸检测器检测到上一张标签还没有移走时,下一张标签将不会
打印。必须在打印机安装了出纸检测器的前提下,才能使用该功能。
ENABLE 使用出纸检测器按照需要进行打印。
DISABLE禁止使用出纸检测器。
NOT INSTALLED没有安装出纸检测器。
●CUTTER(切刀)用于切割标签纸,必须在打印机安装了切刀的前
提下,才能使用该功能。
ENABLE允许切刀工作。
DISABLE 禁止切刀工作。
NOT INSTALLED没有安装切刀。
●GPIO PORT(GPIO端口)用于打印机连接外部控制设备的接口装
置。
GPIO(GPIO端口)打印标签时需要输入控制信号。
ENABLED允许使用外部控制信号。
DISABLED 不使用GPIO。
END OF PRINT(打印结束)可编程的输出信号。
LOW STATUS低电平状态。
HIGH STATUS高电平状态。
LOW PULSE低电平脉冲。
HIGH PULSE高电平脉冲。
DISABLED 禁用。
2.5.4.SYSTEM SETTINGS(系统设置)
●CONFIGURATION FILE(配置文件)用于存储和调用打印机配置
文件。
RESTORE AS CURRENT(使用当前文件)从可用的配置文件列表中选择其中的一个,作为打印机的当前设置。
SAVE SETTING AS(保存文件)将当前的设置保存在一个文件中,文件名最长不超过19位。
DELETE FILE(删除文件)从文件列表中选择删除,并释放
存储空间。正在被击活的文件不能被删除。
FACTORY SETTING FILE(工厂设置文件)从可用的配置文件列表中选择一个,被选中的文件即使在打印机进行一级复位
操作时也能被系统重新装载。
●INTERNAL MODULE(内部模块)分配内部RAM “D”模块的大小。
●DEFAULT MODULE(设定缺省的模块)当没有其他的模块被指定
时,文件存储在缺省的模块中。
●SCALEABLE FONT(缩放字体缓存)设置可缩放字体引擎可使用
缓存的大小,可使用的空间取决于机器的型号。
●SINGLE BYTE SYMBOLS(单字节字体)指定打印单字节字符时所
使用的字符集。当在DPL(DataMax 打印语言)语言中没有选择其他字符集时,该字符集就被选用。
PC-850 MULTILINGUAL(PC-850字符集)选择使用PC-850字符集。
。。。。。。(共有61种字符集可选用)。
●DOUBLE BYTE SYMBOLS(双字节字体)在安装了ILPC(国际语言
打印支持)选件时,指定打印双字节字符时所使用的字符集。如果没有DPL指令特别选择某个字符集,该字符集将被选用。
JIS(日本工业标准)
SHIFT JIS(转换的日本工业标准)
EUC(扩展的UNIX码)
UNICODE(国际通用编码)
GB(汉字国标码)
BIG5(台湾地区大五码)
●DATE AND TIME(日期和时间)允许用户设置日期和时间。
●MEDIA COUNTERS(标签打印计数器)记录打印机已打印的标签
长度和使用的时间。
ABSOLUTE COUNTER(绝对值计数器)显示累计的打印长度和自出厂以后开机的时间,用户不能进行更改。
RESETTABLE COUNTER(可复位计数器)记录自最后一次复位后的打印长度和使用时间。
RESET COUNTER(复位计数器)使可复位计数器复位。
●PRINT CONFIGURATION打印系统设置参数,如果改变参数但没有
复位,系统将以“§”符号标。带“●”的为通过计算机进行的设置,该设置没有写到永久存储器中,关机后不能被保存。
●CONFIGURATION LEVEL(配置等级)如果需要给打印机升级,必
须了解打印机的硬件和软件的相关信息,以判断该打印机与新的升级软件是否匹配。该选项显示了打印机的相关信息,同时该信息也
打印在打印机的设置清单上。
PRINTER KEY(打印机编码)每台打印机都有一个唯一的编码,其格式为:vvvv-wwxx-yyyyyy-zzz,其中vvvv为打印机型
号的代码,ww为主板代码,xx为软件代码,yyyyyy为出厂日期
代码,zzz为序号码。
UPGRADE PRINTER CODE(打印机升级代码)用于打印机软件升级时输入的一组代码,必须经Datamax授权。
●SET FACTORY DEFAULTS(返回工厂默认设置)将打印机参数复
位为出厂默认值,即重装工厂设置文件。注意:打印机将自动复位,除了用户调节(CUSTOM ADJUSTMENT)和标签纸与色带的校准参数外,其他的参数将被重新设置为工厂缺省值。
●FORMAT ATTRIBUTES(格式属性)在打印标签时,当多个文字,
图象或条码交叉重叠时,打印的处理方式。
TRANSPARENT(透明)重叠的部分叠层打印。
XOR(异或)重叠的部分不打印(当奇数个重叠时打印)。
OPAQUE(不透明)重叠时,打印最后定义的文字,图象或条码。
●IMAGING MODE(图象模式)指定打印机是否预先生成标签图象,
该设置能够影响标签的打印速度,如果标签上包含时间的标记,该设置能够影响时间的精确性。
MULTIPLE LABELS(多个标签模式)打印机在内存允许的范围内预先处理多个标签,以达到最大的打印速度。但是,如果
标签上包含时间的标记,那么这个时间为该标签被生成时的系
统时间,会比实际打印的时间早一些。
SINGLE LABELS(单个标签模式)打印机只有在打印完前一个标签后才处理下一个标签,单个标签模式在打印带时间标记
的标签时将更加的精确,但打印速度相对较慢。
●PAUSE MODE(中断模式)如果设置为中断模式,打印机将在打
印完一张标签后暂停,直到按一下“PAUSE”键才继续打印下一张标签。
ENABLE(有效)打印每张标签均需要按“PAUSE”键。
DISABLE(无效)在成批打印的过程中不需要按“PAUSE”键。
●SECURITY(安全模式设置)允许用户使用密码来保护面板的设
置。
SELECT SECURITY(选择安全模式)允许或不允许安全模式设置。
ENABLE(有效)使用密码保护面板设置。
DISABLE(无效)没有密码保护。
MODIFY PASSWORD(编辑密码)如果选择使用密码,由用户自己设置密码来进行面板设置。
●UNITS OF MEASURE(计量单位)选择系统参数的计量单位。
METRIC(公制)公制单位,长度单位是毫米,标签计数单位用厘米。
IMPERIAL(英制)英制单位,长度和计数单位都是英寸。
●PLUS EMULATION(仿真PLUS打印机)设置打印机在处理某些DPL
指令时仿真Prodigy Plus机型的处理。
ENABLED(允许)以下是具体的说明,这些事项将随着新的软件版本而更新:
?数据终结符—对于交叉二五码(ID:D,J,L),第一个
非数字字符将被当作条码数据字段的终结符。
?条的尺寸—对于交叉二五码(ID:L),当条的尺寸被定
义为比P(25)大时,该值将自动减少到10。
?可读字符—对于EAN和UPC码(ID:B,C,F,G,M,N),
将打印出固定尺寸的标注。
?列的位置,条码的高度,线条的宽度以及列的起始位置,
这些命令将按200DPI分辨率来计算。
DISABLED(不允许)以上的事项都被禁止。
●ALLEGRO EMULATION(仿真ALLEGRO打印机)设置打印机在处理
某些DPL指令时仿真Allegro机型的处理。
ENABLED(允许)行的位置参数基于194DPI分辨率来计算。
DISABLED(不允许)以上的事项都被禁止。
●SOP EMULATION(起始位置的仿真)使
向下兼容那些为其他打印机设计的标签格式,(当改变这些值,打印机将会自动走出2张标签,从而设置新的打印位置)。
110(PRODPLUS)仿真PRODIGY PLUS打印机。
220(ALLEGRO)仿真ALLEGRO打印机。
250(PRODIGY)仿真PRODIGY打印机。
DISABLED 不仿真,使用正常的打印位置值。
●BACK AFTER PRINT(打印后回退)当安装了切刀,出纸检测器
和GPIO选件并设置了出纸位置值时,该设置决定在打印完毕后标签纸是否及时回退。
ENABLED(允许)在切刀切完后,GPIO开始打印的信号收到后以及出纸检测器检测到清除状态后,标签纸立即回退,这
样可以达到快速打印的效果。
DISABLED(不允许)打印后标签纸不立即回退,直到打印下一张标签,可以防止标签纸的边缘起卷。
●MENU LANGUAGE(菜单语言)选择菜单系统和配置清单中的语言
种类,只有内置的语言种类才能被选择使用。
ENGILISH(英语)
FRENCH(法语)
ITALIAN(意大利语)
GERMAN(德语)
SPANISH(西班牙语)
USER DEFINED(用户自定义)用户自己定义下载的语种。
https://www.wendangku.net/doc/ea15820419.html,MUNICATION(通讯设置)
●SERIAL PORT A(串口A)设置串行通讯端口A。
BAUD RATE(波特率)选择波特率。
38400
28800
19200
9600
4800
2400
PROTOCOL(通讯协议)选择通讯协议。
BOTH
SOFTWARE
HARDWARE
NONE
PARITY(校验)设置校验方式。
NONE
ODD
EVEN
DATE BITS(数据位)设置数据位。
7
8
STOP BITS(停止位)设置停止位。
1
2
●SERIAL PORT B(串口B)设置串行通讯端口B,如果安装了该选
件,其设置方法与串口A相同,否则显示NOT INSTALLED。
●PARALLEL PORT A(并口A)并口A的通讯设置。
PORT DIRECTION(端口方向)决定信息是否通过并口由打印
机传给计算机。
UNI-DIRECTIONAL单工方式。
BI-DIRECTIONAL IEEE 1284双工模式。
●HOST SETTINGS(主机设置)设置打印机与主机的通讯参数(这
些设置在各种通讯方式下都有效)。
HOST TIMEOUT (主机超时)指打印端口必需空闲指定的秒数后,打印机才能处理另一个端口的数据,该设置同样适用于
图像和标签格式下载时的超时设置。
CONTROL CODES(控制代码)允许用户改变指令前缀代码的ASCII值。
STANDARD CODES(标准代码) Hex01=SOH;Hex02=STX;
Hex1B=ESC;Hex0D=CR。
ALTERNATE CODES(变化码) Hex5E=SOH;Hex7E=STX;
Hex1B=ESC;Hex0D=CR。
ALTERNATE CODES2(变化码2)Hex5E=SOH;Hex7E=STX;
Hex1B=ESC;Hex7C=CR。
ALTERNATE CODES3(变化码3)Hex5E=SOH;Hex23=STX;
Hex1B=ESC;Hex0D=CR。
FEEDBACK CHARACTERS(反馈信息)在每张标签打印完成后返回Hex 1E[RS],在一批标签打印完成后返回Hex 1F[US]。
ENABLED(允许)将反馈代码传给计算机。
DISABLED(不允许)没有反馈代码。
ESC SEQUENCES(ESC序列)允许数据中包含无效的ESC字符。
ENABLED(允许)打印机正常操作模式。
DISABLED(不允许)ESC被忽略,数据照常被处理。在此模式下不能下载点阵字库。
HEAT COMMAND(温度命令)决定是否禁止DPL指令设置打印温度,以便与Datamax的其他打印机兼容。
ENABLED(允许)正常的操作模式。
DISABLED(不允许)温度指令被忽略,只能通过控制面板
进行设置。
SPEED COMMANDS(速度命令)决定是否禁止DPL速度指令(打印,走纸,回退)。
ENABLED(允许)正常的操作模式。
DISABLED(不允许)速度指令被忽略,打印,走纸和回退
速度只能通过控制面板进行设置。
2.5.6.DIAGNOSTICS(诊断模式)
●HEX DUMP MODE(字符映射模式)通常用于排除故障,将计算机
传来的数据和指令直接打印出来,而不是将其作为标签格式处理。
ENABLE(允许)直接将接收到数据的ASCII值打印出来,而不是执行指令。
DISABLE(不允许)执行并打印标签。
●OPTIONS TESTING(选件测试)测试当前安装的选件。
TEST PRESENT SENSOR测试出纸检测器电路。
TEST CUTTER(测试切刀)测试切刀的机械和电路性能。
PERFORM TEST测试切刀1次,10次或100次(可选),每次
测试的结果直接显示出来。
●PRINT TEST RATE(测试标签的打印间隔)设置打印测试标签时
每两张标签之间的延时的分钟数。
●SENSOR READINGS(标签检测器的读数)显示检测头的检测信号
值。
THR TRAN RIBM 24V→显示实际的传感器检测值,可以用前后翻屏键进行翻屏,其中THR为热敏电阻值,TRAN为标签纸检
测值(如果检测方式设置为反射式,那么用REFL参数取代
TRAN),RIBM为色带检测值,24V为电源检测值。
←PS HD RANK分别为出纸检测值,打印头闭合检测值和打印头电阻值。
●RIBBON SENSOR LIMITS(色带检测器的阈值)显示用于色带检
测信号模数转换的上下限。
RIBBON ADC LOW HIGH其中LOW值为检测信号的下限,HIGH 为上限。
2.6.测试模式
通过打印出打印机内置的点阵图象,可以用来判定打印头的整体打印质量和是否有损坏,其操作步骤如下。
●按下TEST键。
●通过FWD键选择“Dot Test Pattern”菜单。
●使用ENT键选择打印数量。
●按下TEST键开始打印。
●在打印的过程中可以随时通过TEST键来中止打印。
3.打印机的调整和维护
该部分主要介绍在打印机的使用过程中可能需要进行调整的事项以及一些日常的维护工作。
3.1.标签检测器的调整
在标签检测器的中间,有固定的检测孔(Sensor Eye Mark ),为了适应不同的标签,有时需要将检测器向外(内)拉(推),使检测孔位于标签的宽度范围之内或与标签纸上的检测孔对准,以便检测标签纸的间隙或检测孔。参见下图。
图:标签检测器的调整
3.2.初始位置的调整
持续按下FEED键4秒,打印机将走出2-3张标签,并显示“READY”状态,同时矫正打印的初始位置。
3.2.1.标签纸的校验
如果显示屏显示“UNCALIBRATED”,则需要进行标签纸的校验,操作步骤如下:
●按MENU键,进入“media setting”,进入后翻屏,选择“sensor
calibration”,按ENT键确定。
●系统提示“perform calibration”,按ENT键确认。
●系统提示“remove label stock,press any key”,将标签纸移掉
后,合上打印头,按任意键。
● 系统提示“scan backing,press any key ”,将标签纸剥掉一片后,
将空白的部分安装在检测器的下面,合上打印头,按任意键。
● 系统提示“scan paper,press any key ”,将标签纸拼成一片,将
标签部分放在检测器的下面,合上打印头,按任意键。
● 系统提示“calibration complete ”,此时按FEED 键使打印机走出
几张标签就可以消除“uncalibration ”的状态。
3.2.2. 打印头的调整
在打印的过程中,有时需要调整打印头前后的位置和左右两端的压力,这时将需要调整下图所示的几个旋纽。
● 打印头前后位置的调整
松开打印头固定螺丝(Locking
Srcews )。
调整调节螺丝(Adjustment
Screws ),每次顺时针或逆时针旋
转半圈,然后观察打印效果。
如果打印效果还是不好,继续上一个步骤,或向相反的方向调
整,直到打印的图象很清晰为止。
旋紧打印头固定螺丝(Locking Srcews ),固定好打印头。
● 打印头左右压力的调整
通过调整左右两个绿色的压力
旋钮,可以分别调节打印头左右
两端的压力。
通过调节右侧的平衡调节钮
(Printhead Leveling Cam ),
从而调节打印头两端的平衡,使
图象打印的比较均匀。 3.2.3. 更换打印头
更换打印头时,请按照以下步骤进行。
● 关闭打印机电源,将标签纸和色带移掉。
● 松开打印头固定螺丝,小心拔下连接线缆,去掉原来的打印头。 ● 将新的打印头连接好线缆,并安装到支架上,旋紧螺丝。
图:打印头位置的调整 图:打印头左右压力的调整
图:更换打印头
3.3.日常的清洁
在使用的过程中,由于灰尘和碳粉的沉积,打印头上需要定期进行清洗,否则会使打印效果变差,甚至损坏打印头。同时橡胶滚轴也要进行适当的清洗,否则可能会影响打印机的传动效果。在清洗时,一定要使用无水酒精和棉花进行,不要使用其他的材料,更不能使用坚硬的器具损坏打印头。关于打印头和相交滚轴的清洗工作,请参见下图。
图:日常的清洁
4.故障的排除
以下列举了在打印机使用的过程中可能会出现的一些故障和相应的解决办法。
4.1.开机后没有电源
●没有220V电源。
●电源保险丝烧坏,更换保险丝。
●打印机控制面板与主板的连接不好,重新连接。
●主板坏,与供应商联系。
4.2.打印质量差
●打印头脏,清洁打印头。
●打印温度低,调整打印温度。
●打印头左右的压力不均匀,调节打印头的平衡。
●打印头位置偏,调节打印头的位置。
4.3.不能通讯
●打印线缆坏,更换新的打印线缆。
●通讯参数的设置不正确,重新设置。
●计算机端口坏,维修计算机。
●打印机通讯口坏,与供应商联系。
4.4.标签不能走动
●橡胶滚轴脏,清洗。
●打印机马达不转动,与供应商联系。
4.5.色带不能转动
●橡胶滚轴脏,清洗。
●打印机马达不转动,与供应商联系。
4.6.标签停止的位置不正确
●橡胶滚轴脏,清洗。
●标签纸未校验,重新执行标签的校验程序。
●标签检测器不灵敏或坏,与供应商联系。
4.7.跳过标签打印
●打印的内容超过标签的实际高度,减少打印内容或更换标签纸。
●标签纸未校验,重新执行标签的校验程序。
●标签检测器不灵敏或坏,与供应商联系。
社区推广活动操作手册
贵州益佰医药有限公司终端推广部 (内部资料 严禁泄露) 目录 做足100 ? 金牌伙伴 健康100中国行 社区活动推广执行手册
第二部分认识我们的工作 (4) 一、工作要点 (4) 二、工作职责 (4) (一)区域推广经理的工作职责 (二)业务主管的工作职责 (三)业务员的工作职责 第三部分社区推广活动 (5) 一、社区推广活动操作流程表 (5) 二、社区推广活动操作流程细则 (5) 三、社区推广活动执行要点 (8) (一)活动现场布置 (二)活动形式 (三)五大产品诉求点解析 第四部分社区推广阶段性主推产品排期 (13) 附件: 附表一《社区活动申请表》 附表二《社区巡展活动时间控制表》 附表三《社区巡展物料清单》 附表四《赠品签收单》 附表五《社区活动总结报告》 第一部分活动背景 目前药品市场上,同类的产品越来越多,产品的同质化越来越普遍,各医药企业之间的竞争变的更加激励。在零售渠道方面,连锁药店在一、二级重点的城市处在市场的绝对领导地位,占居着绝大部分的市场份额,各大药店的规模也越来越大,逐步在向商超化来演变。 并且在国家政策的大环境下,药店已经变成国内外各医药企业宣传产品、争夺消费者、提高
经过了多年的发展,益佰业已形成以“克咳家族”、“四季草颗粒”、“定风蔴牌天麻头风灵胶囊”、“铁榔头正红花油模贴”、“铁榔头贴剂系列”、“怜香惜玉系列”为主导的OTC产品群,其品牌形象和产品销量也在稳步提升。 有鉴于此,益佰特举行“合联胜·做足100”系列工程,来加强与连锁药店的合作,最终达到双赢。而本次的社区推广活动,是益佰制药首次与全国各大连锁药店展开深入合作,举行“合联胜·做足100”系列工程中一个重要分支行动。因此,这次大型、长期的社区推广活动是以益佰制药与连锁药店共同之名义开展的。 本次活动的主要目的,是针对社区消费者解决益佰系列产品知识的普及教育,树立企业为民服务的品牌,以期长期销售得以提升提高。同时帮助连锁药店扩大在当地社区影响,提高益佰产品的销售。 本次活动涉及的产品是四季草颗粒、铁榔头正红花油膜贴、铁榔头贴剂系列、天麻头风灵胶囊、怜香惜玉系列五类产品。 第二部分认识我们的工作 一、工作要点 1、通过在社区的一对一传播,让更多的人了解贵州益佰,信赖贵州益佰,选择贵州益佰。 2、社区活动是一项长期、繁杂、但最具实效的工程。它将直接对销量产生影响,它对贵州 益佰的品牌发展具备不可替代的战略价值。 3、打造旗舰品牌,在了解贵州益佰的同时帮助合作药店宣传。
机械剥线机操作规程通用版
操作规程编号:YTO-FS-PD234 机械剥线机操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
机械剥线机操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 一、开机前按要求润滑各部位,检查电器及传动系统正常可靠。 二、确定不同导线选用不同规格的刀片(一般导线,排线用平刀片,屏蔽线用圆形刀,护套线用“ε”型刀片)。 三、根据剥头要求调节切刀与剥刀之间的距离;确定开线长度。 四、把导线拉到夹线机构中,调节松紧且不夹伤导线为准。 五、开机工作时,靠近运动部件周围不得堆放杂物及工具。 六、确定准确无误后先进行手动操作,然后开机自动开线。 七、调机时注意夹线机构和刀片间的距离不要太近,以免碰伤。 八、防护网必须放置到位才能进行自动操作。 九、机器工作时,切勿将手伸到防护网置下,严禁用
手直接从夹接架上取下切割及剥开的导线。 十、如需调速必须先停机,打开底座右边的盖子,然后转动调速柄。 十一、工作结束切断电源后,清除剥线废料,保洁床面,涂防锈油。 该位置可输入公司/组织对应的名字地址 The Name Of The Organization Can Be Entered In This Location
ZDBX-2型电脑剥线机使用说明书
ZDBX-2 电脑剥线机使用说明书 一.技术性能 1.适用加工导线种类:VSF、IV、KV、玻璃纤维护套线。 2.加工范围:AWG30#~12# 3.切割长度:1~99999mm 4.长度相对误差:±(0.2±0.002)mm 5.剥头长度:前端:1~30mm,后端:1~25mm 6.最高加工速度:(当L=100时)85条/分 7.具备切断、切痕、全剥、半剥功能 二.输线调整方法 1.A、松开压力调节旋钮(5)(6),同时将输线轮间隙调节旋钮(3)(4)向上方向旋转,使上下输线轮间隙大于被加工导线外径。B、根据导线外径,选择合适的导管(12),导套(13)(14),导管装入导管座后调节前端尽量靠近刀口,摆动导管,视其前端不与刀口相碰擦。C、将导线穿过导套进入导管,顺时针方向旋动压力调节旋钮,同时向下转动间隙调节旋钮(6),使上下输线轮压紧导线,用手拉导线不打滑,左边(后)输线轮调节方法同左(前)输线轮。注:压力和间隙对导线与输线轮间的摩擦力互为关系,压力—压强、间隙—接触面积,调节时注意恰到好处,即既不压伤导线,又不打滑为最佳。 1、(附示意图)
(1)(2)输线轮间隙调旋钮(3)(4)上下轮间隙调节盘 (5)(6)上下轮压力调节旋钮(7)(8)左侧滚轮 (9)(10)右侧滚轮(11)刀架(12)导管 (13)(14)导套(15)校直器 2、机器后视 3、校直器(旧说明书P5) 三.程序设定和调整方法 1.开机: 按照红色急停旋钮所示方向转动旋钮,使之升起,再拨动船型电 源开关至“通电”,此时指示灯和显示屏背光亮,表示通电。 2.设定 (1)键的种类
1、键“A、B、C、D、JD、SUM、TOT、求助、增加、减少 补偿、确认求助用以显示液晶显示屏上相对应的数字。 II、键“切断、点动、复位、启动、继续、停机用以操作剥线机的动作。 III、键0~9用以输入数字。 (2)设定加工程序 首先在显示屏上输入加工数据。 以下图为例:导线线号为AWG#30、全剥。 A—导线前端剥头长度 C—导线前端外皮拉(移)动距离 L—导线总长度 B—导线后端剥头长度 D—导线后端外皮拉(移)动距离 设定方法如下: 按动A,显示屏对应数字闪动,按数字键0,再按6,显示屏显示06,为前端剥头长度6mm,按动C,输入07,注:全剥时C>A,D>B。按动L,输入00100显示屏显示00100,总长为100mm,按动B键,输入04,再按D,输入05,以上完成加工长设定需半剥时,设定A>C,B>D。(C和D表示设定。剥头拉开距离)
企业门户网站使用说明书
企业门户网站使用说明书 配置源程序 附加数据库MySQL (1)将TM\08\Database文件夹中db_database25.sql放入mysql目录下的bin 文件中,选择“开始”/“所有程序”/“MySQL”/“MySQL Command Line Client”命令, (2)将打开MySQL数据库的Command Line Client窗口,在该窗口中,输入密码并按下〈Enter〉键时,进入数据库在命令行输入source db_database25.sql。 发布与运行 (1)将光盘\TM\08\MedicineManager文件夹拷贝到MyEclipse的工作空间中。 (2)启动MyEclipse。 (3)选择“文件”/“导入”菜单项,展开“常规”节点,选择“现有项目到工作空间中”子节点,如图1所示。 图1 “导入”窗口 (4)单击【下一步】按钮,单击【浏览】按钮,选择程序所在目录,然后勾选“将项目复制到工作空间中”复选框,如图2所示。
图2 “导入”窗口 (5)单击【完成】按钮。 (6)参照第07章文档中的7.3.5节中的第5小节,为MyEclipse配置Tomcat服务器。 (8)添加MySQL驱动包。 (9)单击工具栏的“”按钮,将弹出如图3所示的对话框。这个对话框是项目发布对话框,在对话框的“Project”下拉选择框中选择本系统的项目名称“MedicineManager”,单击Add按钮进行项目发布的设置。 图3 MyEclipse项目发布对话框 (10)在弹出如图4所示的对话框中,选择“Server”下拉选择框中的“Tomcat 5”服务器,单击“完成”按钮程序将自动发布到服务器中。如果需要重新发布项目,可以单击Redeploy按钮。
最新大型会议活动流程及操作手册1
大型会议活动流程及操作手册1 金凯悦酒店英雄宴地点:金凯悦宾馆活动时间:2011年7月9日参会人员:领导:李董、赵总及随行人员,分公司总经理室,各部门长 分公司:前线部分员工机构:机构总及营销培训负责人业务员:李董有约入围业务员,上半年新晋升主管(04、05、06、08),南阳A大队全体人员,各机构A大队入围英雄宴人员,新机构业务员,南阳外勤30名 “李董有约”工作组会议总指挥:周总会议总督导:罗亮经理荣誉会主持人:周总英雄宴主持人:欧利敏、崔志刚(暂定)策划:朱文婕、李开明 场控组组长:罗亮组员:李开明马德化崔洪武(培训部)钱志刚(南阳)节目组组长:欧利敏组员:李海蒂(南阳)礼仪组组长:朱文婕组员:金艳杰王策(南阳)徐艳丽设计制作组组长:牛志伟组员:张瑾(行政部)史翔资料组组长:徐艳丽组员:钱慧朋欧利敏后勤组组长:陈臻组员:姜华钱志刚(南阳)礼仪人员(6名,人员待定):丁丽丽(财务)李玉琳(财务)楮俏颖(客服)全体工作人员均协助设计组参与7月8日—9日上午的会场布置工作。 2活动议程:时间流程项目工作组13:30—14:00 业务员入场场控组、礼仪组、节目组、资料组 14:00—14:05 领导入场礼仪组、资料组、节目组
14:05—14:10 少儿手语舞《感恩的心》表演资料组、节目组14:10—14:20 主持人出场,介绍参会嘉宾、领导及各系列业务员 资料组、节目组 14:20—14:25 主持人宣布大会正式开始,全体起立,齐唱司歌、司训 资料组14:25—14:35 卢总为大会致辞并作豫南成长PPT汇报礼仪组、资料组、节目组 14:35—15:05 优秀业务员表彰礼仪组、资料组、节目组 15:05—15:20 优秀代表发言(平顶山:金建敏)礼仪组、节目组、资料组 15:20—17:20 李董演讲礼仪组、节目组、资料组 17:20—17:25 为李董献礼礼仪组、节目组、资料组 17:25—17:35 赵总致辞场控组、礼仪组、节目组、资料组、设计组、后勤组 17:35—17:40 全体参会人员共跳手语舞《平安到永远》,主持人宣布会议结束场控组、资料组、设计组、后勤组 17:40—18:10 分机构与领导合影留念场控组、资料组、礼仪组、后勤组、设计组、节目组 18:10—18:20 全体集合安排前往英雄宴会场车辆礼仪组、后勤组、场控组 18:20—18:50 由南阳机构车辆引领车队共同前往南阳宾馆参
电子税务局操作手册——门户管理
江苏电子税务局纳税人端用户操作手册
目录 1.1 功能概述 (3) 1.2 办税业务指引区 (3) 1.2.1功能概述 (3) 1.2.2操作步骤 (3) 1.2.3 注意事项 (4) 1.3 办税渠道区 (4) 1.3.1功能概述 (4) 1.3.2用户登陆注册 (4) 1.3.3纳税服务热线 (18) 1.3.4办税厅导航 (19) 1.3.5手机客户端、江苏国税官方微信 (20) 1.3.6邮递办税 (25) 1.4政策宣传发布区 (27) 1.4.1功能概述 (27) 1.4.2操作步骤 (27) 1.4.3 注意事项 (35) 1.5办税应用区 (35) 1.5.1功能概述 (35) 1.5.2操作步骤 (35) 1.5.3 注意事项 (37) 1.6视频辅导区 (37) 1.6.1功能概述 (37) 1.6.2注意事项 (38) 1.7在线帮助区 (38) 1.7.1功能概述 (38) 1.7.2征期日历 (38) 1.7.3 信息查询 (39) 1.7.4办税指南 (45) 1.7.5网上学堂 (45) 1.7.6在线帮助 (46) 1.7.7服务投诉 (46) 1.7.8涉税举报 (47) 1.7.9问卷调查 (47) 1.8其他 (48) 1.8.1功能概述 (48) 1.8.2下载中心 (48) 1.8.3 计算器 (49) 1.8.4 浏览器设置 (50)
首页各类功能区介绍及操作指引 1.1 功能概述 电子税务局门户首页包含7块区域,分别是A办税业务指引区、B办税渠道区、C政策宣传发布区、D办税应用区、E视频辅导区、F在线帮助区和G其他。页面如下: 1.2 办税业务指引区 1.2.1功能概述 本区域包含首页、税收优惠、申报及缴(退)税、发票使用、登记认定、税收证明和小微企业税银互动六个栏目,页面以若干常见问题问答的形式,系统友好地引导纳税人办理各类税收业务,并提供操作链接、办税指南、热点问题、视频学习,提高用户业务办理能力。 1.2.2操作步骤 点击进入各类模块即可查看。
全自动电脑剥线机使用说明书
全自动电脑剥线机 使用说明书 适用围 全自动电脑剥线机适用于单股、多股导线的切断、剥头、剥尾、中间剥的加工,加工最大截面积0.1-4.5mm 2,切断最大长度为9999mm,剥头35mm,剥尾15mm。主要适用于电子、电器、玩具、汽摩配等行业的线束加工。 重量:31KG 外形尺寸:390mm×350mm×255mm 功率:120 – 200W 显示方式:LCD液晶显示屏 切割长度:1mm – 9999mm 切割公差:0.002×L以(L =切割长度) 剥离长度:0 – 35mm 切割线芯截面积:0.1 – 4.5mm2 导管最大直径:¢8 中间剥皮:10处剥 刀具材料:优质钨钢 剥线速度:2000 – 80000根/小时 驱动方式:两轮 调节速度:0最慢,9最快
安全使用注意事项 首先非常感您购买SWT系列全自动电脑剥线机!为了确保您能安全与正确地使用该机器,请在使用之前详细阅读本使用说明书。 一、为了使机器工作电压稳定,敬请用户选配电源稳压器,以避免电压过高而烧 坏该机器。 二、使用时该机器应放置于平坦稳固的表面上操作,以免掉落损坏机器。 三、请勿在靠近电磁场较强的区域使用该机器,以免对该机器产生干扰。 四、使用时不得在该机器上面放置任何物品,不得接近腐蚀性的化学物品,务必 保持工作环境干燥、通风、无灰尘,工作室温:0–35℃。 五、使用时该机器如果出现不理想的剥线效果或不同程度的故障,敬请阅读本使 用说明书中的故障及排除方法,如果仍无法解决,请拨打我们的技术服务咨询检修的方法,为了您的安全起见,请勿自行拆卸该机器进行检修。
目录 一、剥线机的主要结构 二、快速操作方法 三、机械部分工作原理 四、面板操作与参数设定 五、刀口位置调整 六、参数名词说明 七、售后服务承诺 八、故障及排除方法
沱牌舍得经销商门户操作手册(简化版v2.1)分析
附件2: 经销商门户系统操作手册 (V2.1) 四川沱牌舍得酒业股份有限公司 金蝶软件(中国)有限公司成都分公司 2015年09月
修改记录 更改记录 日期作者版本参考版本备注2015-8-6 谢松V1.0 2015-9-15 杜泽春V2.0 2015-10-8 杜泽春V2.1 添加了登录网址后缀 审校 日期作者版本参考版本备注
目录 修改记录 (2) 更改记录 (2) 审校 (2) 1 WEB端登录 (4) 1.1登录网址 (4) 1.2密码修改 (6) 2网上订货单制作 (6) 3渠道管理 (8) 3.1渠道网点建设单新增 (8) 3.2渠道网点建设单维护 (8) 4渠道库存导入单 (9) 5报表展示 (13) 5.1市场费用可用额度查询 (13) 5.2客户折扣对账表 (13)
本版本主要介绍经销商网上订货单制作、渠道网点建设制作、渠道库存导入单制作。 1 web端登录 1.1登录网址 1、输入网址:http://118.122.182.188:8888/K3WEB/login.aspx见如下界面 2、输入公司代号与密码:公司代号:06 密码:为空,不用输入任何文字 3、登录公司验证:点击确定则可,将出现如下界面。
4、公司验证通过后,选择命名用户登录 5、选择数据源:沱牌舍得业务账套 6、选择子系统:客户门户 7、输入用户名与密码(用户名系统唯一,客户首次登录须修改) 强恒用户名:13010303 密码:tpsd*2601 8、点击确定,则登录公司经销商门户系统。 注意事项: ①公司将为经销商在系统里建立1个唯一用户名。 ②系统将为经销商预设一个初始密码,第一次登录后,须更改密码,重新设置。 ③各经销商要妥善保管好用户名与密码,所有以自己用户名登录发生的经济业务自行承 担责任。
电脑剥线机操作规程
电脑剥线机操作规程 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
电脑剥线机的操作规范1程序:程序是指线的规格长短有多种,将每种规格(即线长、线头、线尾、剥开、延时、退刀、剥头、剥尾、线径、速度、定量、批量构成一种规格)储存到一指定的程序号之中,程序号选01-99(25毫米-10米);00程序为试机专用,98号程序为短线专用,线长限定为1-25毫米。 2定量:是将此程序内所有储存的规格,需要生产多少,给予报警及停机。 3产量:检查生产情况,每到一百根时,电脑会自动报警,但不停机,在产量=定量时,电脑会自动报警并自动停机。 4剥线机的程序设置有99种,根据生产需求可将下线规格储存电脑中,避免同规格的每次重设制。 5线长:线长是指所需电线的总长度,如图4-1、图4-2(包括线头、线尾长度)。 6线头:线头是指电线的首端剥出的长度。如图4-1、图4-2 7线尾:线尾是指电线的尾端剥出的长度。如图4-1、图4-2 8剥头:剥头是指电线的首端剥开的长度,剥头大于等于线头为全剥开,小于时为半剥开,(即剥头大于线尾为全剥,剥头小于线头为半剥开)剥出的护套,套住线头,以免在各工序流程中弄乱线芯。 9剥尾:剥尾是指电线的尾端要剥开的长度,如果剥尾大于等于线头为全剥开,小于时为半剥开,(即剥尾大于线尾为全剥,剥尾小于线尾为半剥)剥出护套,套住线头,以免在各工序流程中弄乱线芯。
10线径:线径是指电线线芯的直径,显示的数据表示线径粗细的值(并不是指线芯的直径大小),在机器运动中,如线头剥不开,需调整线径使其变小,如线头剥开将线芯铜线切断,需调整线径值使其变大,(一般为30-90,数值仅为参考)。 11速度:机器运行中的速度、快慢调节方法为:运行过程中按停机键,通过“加1”或者“减1”键来调节,速度分为:00-09档,00为最慢,09为最快。(目前公司设置:线材㎜速度05;线材速度03) 12 剥开:剥开是指电线中间剥开的长度,剥开的距离与线长的强度有关,线皮的强度太强就难拉开,对刀具影响较大,线皮的强度差的容易拉开,此功能跟线皮与线芯裹的松紧有关,跟线皮材料有关。 13 退刀:退刀是指刀具破线皮之后,刀片退到一定的位置来剥开线皮(一般为00-10数值),一般线皮薄的参数设置小,线皮厚的参数设置大。(一般设定为02-03。一般设定为03-05) 14刀值:刀值是指刀子到铜线的距离。(刀值的大了线皮无法剥脱,刀值小铜线会切断)
建设银行善融商务商城用户操作手册电子券营销活动
善融商务企业商城用户操作手册 (电子券营销活动功能) 1通用券商品 1.1商户申请加入建行发起的通用券活动 1.1.1功能概述 商户在前台申请加入我行总行发起的通用券活动,商户所有符合活动规则的商品在活动期间都自动成为派券商品、收券商品,显示派券标识、收券标识。活动结束后,自行取消派券标识、收券标识。 1.1.2适用对象 加入建行发起的通用券活动的企业客户。 1.1.3操作流程 第一步:登录建行电子商务金融服务平台,点击进入“商务中心”页面; 第二步:在“商务中心”页面导航条中选择“营销活动”; 第三步:在“营销活动”页面左侧菜单栏中选择“活动申请”;再选择“加入活动申请”选项卡 第四步:选择总行发起的通用券活动,点击“申请加入” 第五步:点击《商户需与活动发起方签订的电子协议》,阅读协议 第六步:点击【确定】,申请加入活动 1.2商户查看申请加入通用券活动的结果 1.2.1功能概述
商户在前台查看申请加入我行总行发起的通用券活动的结果 1.2.2适用对象 加入建行发起的定向券活动的企业客户。 1.2.3操作流程 第一步:登录建行电子商务金融服务平台,点击进入“商务中心”页面; 第二步:在“商务中心”页面导航条中选择“营销活动”; 第三步:在“营销活动”页面左侧菜单栏中选择“活动申请”;再选择“申请管理”选项卡; 第四步:在“申请管理”页面查看申请加入通用券活动的状态,点击“查看详情”可查看活动详情、返券规则。 1.3 发布收取通用券商品(卖家) 1.3.1商户发布 1.3.1.1功能概述 客户通过我行善融商城网站发布或取消收取通用券消费商品,商家自行设置的收券商品长期有效,不受活动时间控制,同时支持自行取消。 1.3.1.2适用对象 发布通用券消费商品的企业客户。 1.3.1.3操作流程 1.3.1.3.1商户发布收取通用券商品(新商品) 第一步:登录建行电子商务金融服务平台,点击进入“商务中心”
操作规程(总)
行车操作规程 3台 1.开车前应认真检查设备机械,电气部分和防护保险装置是否完好可靠。如果控制器,限 位器,制动器,紧急开关等主要附件失灵,严禁吊运。 2.必须听从挂勾起重人员指挥,但对任何人发出紧急停车信号,都应立即停车。 3.工作停歇时,不得将起重物悬在空中停留。严禁吊物从人头上越过,吊运物体离地不得 过高。 4.检修行车应停靠在安全地点,切断电源挂上“禁止合闸”的警告牌。 5.重吨位物体吊起时,应先稍离地试吊,确认吊挂平稳,制动良好,然后升高,缓慢运行。 6.不准在运行时进行检修和调整*件。 7.工作完毕,行车应停在规定位置,升起吊钩,行车开到轨道两端。 数控母排折弯机操作规程 1台 1.机床操作者必须是经培训且考核合格的人员。严格遵守机床的安全说明。 2.严禁手和身体其他部位进入模具或工作危险区。严禁机床带病工作和运转。 出线异常情况应关闭电源,并查明原因处理完毕后方可使用。 3.机床使用范围一般应在60%~80%的公称压力内,严禁超载使用。 4.主电机启动后禁止开启电气控制柜的门。 5.机床只能用来加工15mm以下铜排及10mm以下钢板,不可用作其他用途。 6.工作结束后应关闭各操作按钮,主油泵,电源,气源。检查各零部件是否有损坏,裂痕 和变形。最后清理机床。 数控母排冲孔机操作规程 1台 1. 机床操作者必须是经培训且考核合格的人员。严格遵守机床的安全说明。 2. 严禁手和身体其他部位进入模具或工作危险区。严禁机床带病工作和运转。 出线异常情况应关闭电源,并查明原因处理完毕后方可使用。 3. 机床使用范围一般应在60%~80%的公称压力内,严禁超载使用。 4. 主电机启动后禁止开启电气控制柜的门。 5. 机床只能用来加工15mm以下铜排及10mm以下钢板,不可用作其他用途。 6. 工作结束后应关闭各操作按钮,主油泵,电源,气源。检查各零部件是否有损坏,裂痕 和变形。最后清理机床。 全自动电脑剥线机操作规程 1台 1.工作电源:AC220V±10%,50~60HZ。如果电压不稳定,为了使机器能正常运行,需要配 备稳压电源。 2.设备工作的周边环境清洁,无粉尘,无腐蚀性化学药品,无强电磁干扰,设备切误放置 在极冷极热的环境中,同时保持通风良好。 3.勿与取暖设备或电磁铁等容易产生压变与电磁干扰的设备同一组电源。 4.机器运行前需给传动部位(刀架部位)进行润滑保护。如果温度低时,需使用防冻机油。 刀架上塑料盒上有两个小孔,为加油孔。 5.设备使用过程中。切勿让非操作人员接近,以免造成伤害。 6.使用完毕后及时清理机器与工作现场。 多工位母排加工机操作规程 2台 1.剪切机应由专人操作和保养,定期检查及润滑,使用前应空转2分钟,其他人不得随意
剥线机操作流程
限公司管理文件 编号:RH-GC-02-2014 第1页;共5页 一、设备名称:剥线机 二、使用 1、操作人员应熟悉剥线机使用说明书中的各项内容,并了解各部分的结构及性能。将剥线机置于清洁、干燥通风良好的环境中使用。 2、使用前应检查供电是否正常,接线是否可靠,成套各部位是否紧固。 三、操作和调整 图1 1、连接好剥线机电源,将右侧滚轮上升开关调到上位置,将待剥电源线按上图方式插入导管内,再将滚轮开关调到下位置,并调节右侧轮间隙调整开关,使滚轮间隙至刚刚接触到线材后再往下调2大格; (左侧滚轮也调至可将电源线压紧状态,若已处于压紧状态,则不需调节间隙调整开关) 1、 左侧滚轮上升开关 8、 右进线孔 2、 右侧滚轮上升开关 9、 右侧滚轮压力调整钮 3、 左侧轮间隙调整开关 10、 导管(粗/细线导管不通用) 4、 右侧轮间隙调整开关 11、 左上滚轮 5、 刀座 12、 左下滚轮 6、 右上滚轮 13、 左侧滚轮压力调整钮 7、 右下滚轮 14、 进线滚轮 14 13 11 10 12 5 3 2 1 4 6 9 8 7
限公司管理文件编号:RH-GC-02-2014 第2页;共5页 2、打开电源开关,按图纸要求调节剥线机参数设置; 图2 按面板“”移动键,将光标移至程序位置,可设置01-99个可记忆程序(00为试机专用,无记忆功能,01-89为常规程序,90-99为超短线程序)。 按面板“”移动键,将光标移至速度位置,可设置00-99(其中00最慢,-99最快)。 按面板“”移动键,将光标移至线长位置,根据图纸要求,按右边数字键输入线长尺寸。 按面板“”移动键,将光标移至产量位置,此设置默认为“0000”生产到了定量设定值后,电脑自动报警并停机。 按面板“”移动键,将光标移至线头位置,根据图纸要求,按右边数字键输入线头剥皮尺寸。 按面板“”移动键,将光标移至剥头位置,剥头数值≧线头数值线皮剥落,剥头数值<线头数值线皮不剥落,按右边数字键输入剥头尺寸。 按面板“”移动键,将光标移至线尾位置,根据图纸要求,按右边数字键输入线尾剥皮尺寸。 按面板“”移动键,将光标移至剥尾位置,剥尾数值≧线尾数值线皮剥落,剥尾数值<线尾数值线皮不剥落,按右边数字键输入剥尾尺寸。
中国电信集中MSS项目_外部门户系统操作手册
中国电信2013年 全国集中MSS外部门户系统
文档管理 文档信息 版本信息 批准 姓名: ____________________________ 日期: ___________ 姓名: ____________________________ 日期: ___________
目录 1文档说明 (4) 1.1编制说明 (4) 1.2项目背景 (4) 1.3文档目标 (4) 2供应商注册 (4) 2.1业务说明 (4) 2.2涉及角色 (5) 2.3操作流程 (5) 3登录系统 (14) 3.1用户登录 (14) 4系统功能 (16) 4.1系统功能模块 (16) 4.2角色简介 (16) 4.3常用操作 (17) 4.3.1常用操作 (17) 5日常业务 (17) 5.1系统主要业务功能简介 (17) 5.2日常业务操作 (19) 5.2.1采购协同 (36) 5.2.2付款协同 (39) 5.2.3可研协同 (46) 5.2.4设计协同 (51) 5.2.5施工协同 (59) 5.2.6监理委托 (66)
1 文档说明 1.1 编制说明 本操作手册适用于指导中国电信全国集中MSS项目外部门户系统的学习使用。 1.2 项目背景 通过集中MSS系统的建设,目标是在中国电信全国范围内建立一个集中、规范、统一的管理支撑系统的平台。通过数据规范的统一和数据透明促进企业内部数据和信息的共享,建立贯穿集团、省、地市的采购与库存管理体系一体化和标准化管理流程,提高采购执行效率、规范采购业务行为、规避采购风险,降低库存水平、提升供应链的总体运营效率;通过建立集团级企业管理信息数据仓库,为业务部门和管理层提供实时准确的业务管理和决策支持信息。 其次,通过建设集中MSS系统这样一个规范高度统一、业务高度集成的平台,为加强业务整合、统一业务模式、规范业务操作、优化业务流程、固化管理要求提供有效的管理手段和强有力的系统支撑。 总之,通过集中MSS系统的建设,将有效促进中国电信的纵向管理一体化和横向业务集成化进而达到集约高效,为中国电信进一步提高管理水平、保持可持续发展和实现精确管理搭建强大的技术和管理平台。 1.3 文档目标 2 供应商注册 2.1 业务说明 与电信合作单位需要在门户系统发起供应商注册申请,供应商注册审批通过后全国通用;
融合套餐活动受理操作手册40完整
融合套餐活动受理操作手册 注意事项(必看) 1.受理融合套餐包活动前必须确定该集团已经订购了【多媒体桌面电话和新增V 网】业务。 2.受理【多媒体桌面电话和新增V网】时必须新建账户,该账户是IMS固话合 户和专线的账户。 3.受理融合套餐包活动的号码必须是【多媒体桌面电话和新增V网】业务的计费 号码。 4.一定要注意,我们给用户的优惠专线的划拨是通过活动划款实现的,IMS固话 和手机号码费用划拨是通过活动划款+集团划拨来实现的,活动划拨给集团 80989账本下的钱是供IMS固话+需划拨手机号码一起使用的,因此【集团划 拨给手机号码的费用总和】+【IMS固话当月的消费额】不能高于80989账本 内的余额,否则集团划拨无法实现。 受理流程 1.为集团订购【多媒体桌面电话和新增V网】业务(新建账户) 2.为集团订购相应的专线业务(选择上步新建的账户) 3.IMS固话开户(选择指定的包月套餐) 4.IMS固话与 5.取【多媒体桌面电话和新增V网】业务的计费号码受理融合套餐包活动 6.根据客户需求为客户需划拨的手机号码进行个性化集团划拨 流程详解 为集团订购【多媒体桌面电话和新增V网】业务 在融合后版本PRM中选定集团客户管理——集团查询菜单 选择需要操作的集团,双击进入集团视图 选择左上角集团信息——V网菜单,进入集团V网信息界面 点击添加,查询需要绑定的V网;选定查询结果,点击【确定】 在弹出窗口中点击【确定】,V网绑定成功。回到V网页面中,可看到已添加成功的集团,点击【查看】可以查看已绑定的V网信息 在集团视图中选择套餐订购——基本套餐 在基本套餐订购页面中选择IMS业务分组——新增V网和多媒体桌面电话,点击【订购】 在订购页面中,输入订购信息(注意,V网编号下拉列表中选择之前绑定的VPMN编号,另外,因为牵涉到专款费用的划拨,此处的账户编号需新建,且仅用于IMS固话合户和融合V网域多媒体桌面电话使用)
电脑剥线机操作规程
电脑剥线机的操作规范 1程序:程序是指线的规格长短有多种,将每种规格(即线长、线头、线尾、剥开、延时、退刀、剥头、剥尾、线径、速度、定量、批量构成一种规格)储存到一指定的程序号之中,程序号选01-99(25毫米-10米);00程序为试机专用,98号程序为短线专用,线长限定为1-25毫米。 2定量:是将此程序内所有储存的规格,需要生产多少,给予报警及停机。 3产量:检查生产情况,每到一百根时,电脑会自动报警,但不停机,在产量=定量时,电脑会自动报警并自动停机。 4剥线机的程序设置有99种,根据生产需求可将下线规格储存电脑中,避免同规格的每次重设制。 5线长:线长是指所需电线的总长度,如图4-1、图4-2(包括线头、线尾长度)。 6线头:线头是指电线的首端剥出的长度。如图4-1、图4-2 7线尾:线尾是指电线的尾端剥出的长度。如图4-1、图4-2 8剥头:剥头是指电线的首端剥开的长度,剥头大于等于线头为全剥开,小于时为半剥开,(即剥头大于线尾为全剥,剥头小于线头为半剥开)剥出的护套,套住线头,以免在各工序流程中弄乱线芯。 9剥尾:剥尾是指电线的尾端要剥开的长度,如果剥尾大于等于线头为全剥开,小于时为半剥开,(即剥尾大于线尾为全剥,剥尾小于线尾为半剥)剥出护套,套住线头,以免在各工序流程中弄乱线芯。 10线径:线径是指电线线芯的直径,显示的数据表示线径粗细的值(并不是指线芯的直径大小),在机器运动中,如线头剥不开,需调整线径使其变小,如线头剥开将线芯铜线切断,需调整线径值使其变大,(一般为30-90,数值仅为参考)。 11速度:机器运行中的速度、快慢调节方法为:运行过程中按停机键,通过“加1”或者“减1”键来调节,速度分为:00-09档,00为最慢,09为最快。(目前公司设置:线材0.1㎜速度05;线材2.5-3.0㎜速度03) 12 剥开:剥开是指电线中间剥开的长度,剥开的距离与线长的强度有关,线皮的强度太强就难拉开,对刀具影响较大,线皮的强度差的容易拉开,此功能跟线皮与线芯裹的松紧有关,跟线皮材料有关。 13 退刀:退刀是指刀具破线皮之后,刀片退到一定的位置来剥开线皮(一般为00-10数值),一般线皮薄的参数设置小,线皮厚的参数设置大。(0.1mm一般设定为02-03。2.0mm-3.0mm一般设定为03-05) 14刀值:刀值是指刀子到铜线的距离。(刀值的大了线皮无法剥脱,刀值小铜线会切断)
门户网站操作指南
门户网站操作指南 哈尔滨市妇女联合会 2013年8月
目录 第一章门户网站简介 (2) 1.1 主要栏目 (2) 1.2 信息类型与表现形式 (3) 第二章门户网站后台管理 (5) 2.1 信息提交 (5) 2.1.1 图文结合类信息提交步骤 (5) 2.1.2 通知公告类信息提交步骤 (11) 2.1.4 视频类信息提交步骤 (14) 2.1.5 信息提交后的维护 (14) 2.2 审核发布 (14) 2.3 回收站 (15) 2.4 密码修改 (15) 附:信息编辑要求 (16) (供信息管理员使用)
第一章门户网站简介 哈尔滨市妇女联合会门户网站是以信息公开、在线办事、公众参与为主要内容的综合性网络平台,涉及我市妇女发展、维权、建设以及儿童家庭、社会服务等多方面内容,并将通过此平台为广大公众服务。这是加强妇女建设、提高办公效率、展示我市形象、建设阳光政府的有效途径,将为我市妇女及儿童教育的又好又快发展创造条件。 网站平台采用主/子网站模式构建,主要由首页、妇女工作、维权窗口、女性讲堂、巾帼志愿、爱心世界、家长网校、就业家政、妇儿规划、女性社区等子站组成。 1.1 主要栏目 【妇女工作】:为了宣传贯彻党的路线、方针、政策。教育、引导妇女成为有理想、有思想、有文化、有纪律的社会主义新女性,宣传、普及有关妇女儿童的法律和法规 知识,提高妇女儿童健康水平和家庭教育水平,维护社会稳定。 【维权窗口】:呼吁社会关注、推动有关部门解决侵害妇女儿童权益的热点、难点问题,进行男女平等基本国策、法律法规政策的宣传培训,开展婚姻家庭调适服务,举 办增强妇女能力、提高妇女素质相关内容的培训。 【女性讲堂】:进一步提高妇女和家庭的思想道德素质、科学文化素质、身心健康素质,促进女性、家庭和社会的和谐与幸福。 【巾帼志愿】:大力发展社会服务业,帮助更多的下岗失业妇女在社会中实现再就业;开展结对帮扶、扶贫济困和群众性互助服务活动。 【爱心世界】:致力公益慈善事业,关爱青少年成长,倡导企业公民责任,推动社会河蟹进步,通过互联网平台支持广泛的公益慈善事业。 【家长网校】:系统,科学,完整的帮助家长掌握好学习方法,提高学习效率和能力。 【就业家政】:通过就业培训扩大内需、服务民生、增加就业、构建和谐社会。 【妇儿规划】:深入贯彻落实科学发展观,宣传倡导全社会共同关注妇女儿童发展,并积极参与推动规划的实施,为妇女儿童创造良好的发展环境。 【女性社区】:围绕妇女学习、就业、婚恋、参与、维权等基本需求,不断加大服务力度,拓展女性服务领域。
《幼儿园一日活动保教常规操作手册》学习心得
《幼儿园一日活动保教常规操作手册》学习心得 《幼儿园一日活动保教常规操作手册》中讲到了生活活动、游戏活动、体育活动、学习活动,书中对每个活动都做出了一个概述,以及保教基本常识,同时还对各年龄段拟出了幼儿常规培养建议。 给我印象最深刻的是体育活动、游戏活动。以前我觉得开展的体育集教活动才是体育活动,看了这本书以后我才知道,“幼儿园的“体育活动”是幼儿园教育中,引导幼儿通过体育器械的运用、基本动作活动、利用自然因素的锻炼和体操活动。”也就是说幼儿在园的户外活动、晨间体育活动、体育集教活动都属于体育活动。而且在开展体育活动的时候是一个安全教育的契机,可以在活动中告知幼儿所要注意的安全事项,久而久之幼儿便知道哪些事情是安全的哪些事情是危险的,幼儿可以在体育活动中累积安全知识。 幼儿常规培养建议中给予了我们很好的提示,分别有活动前、活动中、活动后,我觉得体育活动中特别要注重的是安全;其次是幼儿的护理,在游戏前应该检查孩子的衣物是不是便于运动,然后选择合适的场地,准备好材料;然后在是幼儿在游戏中我们应该关注幼儿在游戏中的情况,引导幼儿遵守游戏规则以及对材料的创新、引导幼儿遇到问题的时候与同你、伴交流合作,教师应该巡视幼儿观察其危险的地方时借助次时机进行安全教育。在体育活动中不仅能让幼儿身体的到发展还能增加幼儿间的情感,幼儿解决问题的能力,能让幼儿在多方面得到发展。
幼儿园的游戏活动时很重要的,幼儿能在游戏中得到多方面的发展。幼儿的想象与创造、合作与交流、勇敢与坚持、愉悦与向往等良好品质都在游戏活动中得到及时的满足和综合的发展。在游戏活动中教师要做的就是为幼儿提供多样化的材料,组织丰富的游戏活动,同时在游戏中观察幼儿的水平及发展。 游戏活动分为两个板块,室内游戏和户外游戏。我觉得室内游戏分为:区角游戏、集教游戏、手指游戏等。室外游戏则分为:晨间游戏、户外区角游戏。在开展这些活动前教师应该根据室内实际情况、幼儿实际情况设计合适的活动,然后在与幼儿一同制定游戏规则。同时很多游戏都会借助材料来完成,就需要准备多样化的材料供幼儿玩耍。在活动中教师应该多角度观察幼儿,材料是否感兴趣?关注幼儿能否在活动中的需求,及时进行相应的调整;游戏后对于游戏的情况进行分享交流、提升经验。 书中特别强调的是对于游戏在游戏中的护理,例如:幼儿在户外游戏的安全、幼儿在玩沙水时的安全和卫生、游戏材料的安全、游戏材料的卫生、等,而我以前在开展游戏活动的时候都特别在意幼儿在游戏中有没有遵守规则,幼儿会不会玩游戏。幼儿在玩游戏时最应该注重的应该是幼儿的安全和健康,有了安全和健康才能开展有趣的游戏。
【单点登录】统一内部应用门户用户操作手册
BN市劳动保障 总集成及公共服务建设项目统一内部应用门户 用户操作手册 (V3.0)
目录 第一章系统介绍 (1) 1.1统一内部应用门户 (1) 1.2组织机构管理 (2) 1.3单点登录系统 (1) 第二章操作流程 (3) 2.1登陆流程 (3) 2.2个性化首页 (4) 2.3进入业务系统 (4) 第三章组织机构维护 (6) 3.1进入组织机构管理 (6) 3.2维护行政区划管理 (7) 3.3维护组织单元类型 (8) 3.4维护组织单元管理 (9) 3.5维护岗位管理 (13) 3.6维护用户管理 (15) 第四章配置管理 (18) 4.1系统管理 (18) 4.2菜单管理 (20) 4.3资源管理 (21) 第五章安全管理 (22) 5.1用户注册管理 (22) 5.2用户组织关系变更查询 (23) 5.3统一审计管理 (23) 5.4组织单元变更日志 (24) 5.5CA绑定管理 (24) 5.6访问策略管理 (25) 5.7用户信息查看 (26)
5.8在线用户查看 (27) 5.9帐号状态管理 (27) 5.10组织角色授权 (28) 5.11安全管理角色 (29) 5.12业务角色管理 (31) 5.13用户密码修改 (32) 第六章公共服务 (33) 6.1网站管理 (33) 6.1.1新建网站 (33) 6.1.2设为缺省网站 (35) 6.1.3更改网站名称 (36) 6.1.4委派网站管理员 (36) 6.1.5设定网站可访问人群 (38) 6.1.6网站导入 (39) 6.1.7网站导出 (41) 6.1.8网站删除 (42) 6.2页面管理 (42) 6.2.1新建页面 (43) 6.2.2创建链接 (44) 6.2.3编辑页面 (46) 6.2.4删除页面 (47) 6.2.5复制页面 (47) 6.2.6向上移动页面 (48) 6.2.7向下移动页面 (50) 6.2.8移动页面到 (51) 6.2.9配置模板 (51) 6.2.10手工编辑 (52) 6.2.11页面属性编辑(通用) (53) 6.3模板管理 (62) 6.3.1添加模板 (62)
信息门户使用指南
信息门户使用指南 上海建桥学院信息门户为全校师生提供各种应用系统、数据资源和互联网资源的访问和查询,根据每个用户使用特点和角色的不同,形成个性化的应用界面,并通过对事件、消息的处理和传输把用户有机地联系在一起。 一、访问路径: 打开IE,输入 https://www.wendangku.net/doc/ea15820419.html, 二、用户名、密码及登录方式: 1)本系统采用学校“统一身份认证系统”进行个人身份认证,用户名为您的职工号或是学号(本专科生、专升本)。 2)“统一身份认证”的密码为:如您未修改过密码,则初始密码规则为:身份证号码,取其最后六位作为初始密码。 3)登录成功后,进入“初始化个人资料”界面,初次登录需填写必要信息,(*为必填项目)。 三、信息门户“首页”介绍 此页面为系统登录成功后的“首页”。 1)个人信息 显示与个人相关的信息内容,可在“个人设置”中修改相关信息。 2)系统导航 点击导航图片可直接进入系统。 3)待办提醒 提示当前用户系统内站内信、工作区通知、邀请提
示、工作区讨论、图书借阅和校园一卡通余额情况。 4)待办事宜 该页面显示与当前用户相关的业务系统待办事项。5)我的日程 为用户进行日程的安排和管理,用户可以点击日历上的日期后添加事件。 6)图书借阅 整合图书管理系统中的当前借阅图书名、借阅日期以及应还日期等信息。 7)教师课表 与教务系统同步抽取,显示本学期的课程安排。8)内部公开信息 整合信息公开网站中的对校内员工公开的信息。9)建桥新闻 整合新闻网的建桥要文。 四、“个人主页”介绍 点击“个人主页”,页面会自动显示个人主页相关页面。 五、“综合应用”介绍 综合应用主要针对日常工作中所需要的应用,如我的日程,主要让用户维护自己的日程表;工作区主要让用户进行群组讨论、分享信息等;我的考勤记录主要让用户查看考勤信息。 例如“我的日程”操作
- 幼儿园一日保教活动操作手册
- 信息技术社团活动手册
- XXV3菱悦上市活动操作手册
- 外出经营活动证明-操作手册教学文案
- 大型会议活动流程及操作手册
- 市场活动操作指引手册
- 大型会议活动流程及操作手册(doc 32页)
- 建设银行善融商务商城用户操作手册电子券营销活动
- 大型活动操作指南--
- 家居岩板建材客户团购专场活动策划落地操作方案手册
- 幼儿园一日保教活动操作手册
- 最新大型会议活动流程及操作手册1
- 大型引爆活动操作手册
- 幼儿园一日保教活动操作手册
- 大型引爆活动操作手册PPT课件
- 大型会议活动流程及操作手册
- 大型会议活动流程及实用操作手册(绝版)
- 大型会议活动流程及操作手册1(绝版)
- 幼儿园一日保教活动操作手册
- 大型活动操作手册