基于PLC的自动化生产线控制系统软件设计

基于PLC的自动化生产线控制系统软件设计
发表时间:2019-03-29T16:05:02.057Z 来源:《防护工程》2018年第35期作者:苏玉飞[导读] 自动化生产线可以自动完成生产过程,大幅度提高生产效率,改变生产流程,只需改变控制程序,控制程序的设计是自动运作的关键。
中国有色(沈阳)冶金机械有限公司辽宁沈阳 110000
摘要:自动化生产线由送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。每个单元都有控制本单元工作过程的PLC。控制系统要求,每个都要上电时先复位,然后才能工作;按了停止按钮后,每个单元都要把本单元的流程进行完,然后停止;按下急停按钮,立即停止工作,急停按钮回复,寻找断点继续工作。研究以上控制要求的编程思路,并且以自动线供料单元为例,研究复位、停止、急停等控制要求编程的方法。
关键词:PLC;自动线;控制;软件设计
1.自动化生产线概述
自动化生产线是在流水线的基础上逐渐发展起来的,它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品;而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。按照规定的程序自动地进行工作,这种自动工作的机械电气一体化系统就是自动生产线(简称自动线)。自动线一般由送料、加工、装配、输送和分拣五个单元组成。工作目标是将供料单元料仓内的工件送往加工单元的物料台,完成加工操作后,把加工好的工件送往装配单元的物料台,然后把装配单元料仓内不同颜色的小圆柱工件嵌入物料台上的工件中,完成装配后的成品送往分拣单元分拣输出,分拣站根据工件的材质、颜色进行分拣。
文中研究的自动线由送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。工作目标是将供料单元料仓内的工件送往加工单元的物料台,完成加工操作后,把加工好的工件送往装配单元的物料台,然后把装配单元料仓内不同颜色的小园柱工件嵌入到物料台上的工件中完成装配后的成品送往分拣单元分拣输出,分拣站根据工件的材质、颜色进行分拣。自动化生产线主要完成的是顺序动作,其控制器多选用可编程控制器。可编程控制器根据检测传感部分送来的信号,按照预先设计好的控制程序,控制执行机构完成相应的动作。文中主要研究自动线控制软件设计。
自动化生产线由以下系统组成:
(1)自动加工系统,这个系统是指生产线的基础系统,是整个生产线的框架。(2)物流系统,这个系统是指生产线上的传送装置,例如轨道、输送带、转盘等,主要是负责产品的运输。(3)信息系统,这个系统是对生产线传输进行负责,例如生产线的信息、控制等,同时还对计算机与其它控制系统进行信息传输,相当于人体的血液。
(4)软件系统,这个是生产线最重要的部分,他就像人体的大脑,它包括控制软件、生产系统软件、运输软件、监控软件等。自动化生产线是一个复杂的综合体,是解决机械硬件实现柔性化的关键技术,而它的优点有设备领用率高,可以将生产线上的设备柔性的连接;生产能力稳定;产品质量高,由于产品生产不间断,这样会使产品的质量得到保证;运行灵活,生产、检验、维护方便。未来自动化生产线应该向着高速、精度高、效率高、智能化的方向发展,实现用户界面的图像化,将机器与人直接对话,现在的生产线只能行程简单的图形,实现的是图形的仿真与动态模拟,所以可视化是未来发展的重要方向。
2.自动化生产线的研究背景及意义
近年来,无线通信、传感器、组网等技术的进步使信息系统得到了前所未有的发展,然而,在经济建设的各主要领域,生产线基础设施和信息基础设施的建设往往是分开进行的。一方面,人们不断地建设和完善周围的生产线;另一方面,人们也不遗余力地发展数据中心、个人电脑和宽带网络等信息世界,但将信息世界和生产线世界割裂开来。而国民经济的发展对信息系统早已提出了更高的要求,现代科技的发展要求将计算技术拓展到整个人类活动的空间,将人类的生产线世界计算化、网络化、信息化,使信息系统和生产线系统整合统一成为自动化生产线分布式控制系统【1】。
自动化生产线分布式控制系统的重要特性与生产线环境紧密交互,其应用任务的临界性通常对自动化生产线分布式控制系统的精度、能耗、实时性、组网可靠性、安全性、服务质量等性能指标有着严格的要求。然而,也正是由于同生产线环境的紧密结合,环境因素不可避免地会影响传感/执行子系统的采样数据并且不断产生变化,生产线环境的不确定性和系统自身的误差给整个系统的性能造成极大的影响。另一方面,由于市场和推广的原因,自动化生产线分布式控制系统通常采用大量低成本的非定制器件搭建和设计,系统资源非常有限。因此系统的性能保障问题正在成为自动化生产线分布式控制系统设计和应用的瓶颈,阻碍其大规模发展的步伐。
3.自动线控制要求
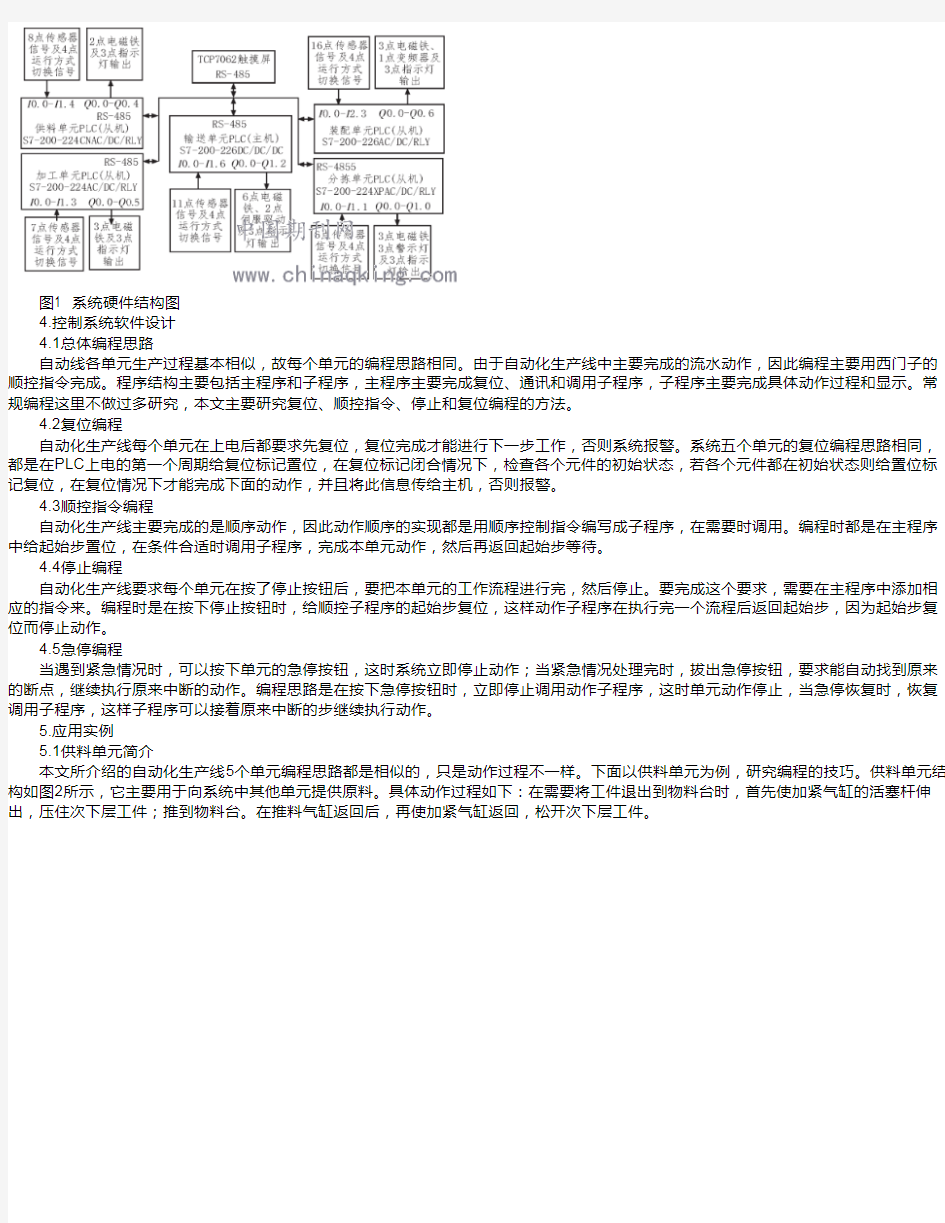
自动化生产线,是指以计算机程序设计运用模式,取代传统人工跟踪加工处理的生产过程,它具有高效率、一体化等特征,与传统的生产线加工方式相比,它主要通过执行自动编程命令,操控生产对象进行自主性生产,其速率更高、质量保障性也更大。由于自动化生产线控制结构,主要是以程序生产为主导,各部分生产操作均是按照“命令”进行操作,由此,它要求各个部分在生产过程中,均要保持在同一运转速率上,才能够实现流畅性生产;同时,自动化生产线控制系统,着重突出的是“控制”的自动化,确保机械与人能够协调运作,而不是要求人跟随机械的变化而变化,由此,自动化生产控制系统,必须有较为综合的人机对话平台,才能够彰显“自动化控制”的这一优势。我们在进行系统升级、全面性设计的过程中,应注重对这两点问题进行把握。本控制系统以可编程控制器为整个控制系统的核心,各单元均设置一台西门子S7-200PLC承担其控制任务,各PLC之间通过PPI通信实现互连,构成分布式的控制系统。系统硬件如图1所示。自动线各单元流程不同,但其控制要求相同。自动线各单元控制要求如下:3.1每个单元上电后先要复位;
3.2每个单元按流程完成生产过程;
3.3按下停止按钮,每个单元要完成一个控制流程,然后停止;