汽车车身轻量化及其相关成形技术综述_田浩彬

2005096
汽车车身轻量化及其相关成形技术综述
田浩彬1,林建平1,刘瑞同1,许永超2
(11同济大学机械工程学院,上海 200092; 21沈阳金属研究所,沈阳 110016)
[摘要] 综述了应用于汽车车身轻量化的成形方法(如拼焊板成形、液压成形等)以及特点,介绍了实现汽车车身轻量化的新成形工艺及其发展动态,并且对目前存在的问题进行了探讨。
关键词:汽车车身轻量化,拼焊板,液压成形
A Review on U ltralight A uto Body and Related Forming T echnologies
Tian Haobin 1
,Lin Jianping 1
,Liu Ruitong 1
&Xu Yongchao
2
1.S chool of M e chanical Engineer ing ,Tongj i Univ ersity ,S hanghai 200092;
2.I nstitute of M etal Research ,Chinese Academy of Scie nc es ,Shenyang 110016
[Abstract] The new est developments in forming technology for reducing vehicle mass including tailor -w elded blanks,hydro -forming etc.and their features are presented with remained problems discussed.
Keywords:Vehicle mass reduction,Tailor -welded blanks,Hydro -forming
原稿收到日期为2004年4月5日,修改稿收到日期为2004年6月21日。
1 前言
国际钢铁协会成立了由18个国家35家钢铁公司组成的ULSAB (ultralig ht steel auto body )项目组,目的是采用最先进的技术,在不增加成本的情况下,维持车身功能与抗冲击安全性,同时减轻车身质量。在开展的围绕车门等覆盖件与悬挂件进行轻量化的项目中,采用新材料以及新的成形方法(如拼焊板成形、液压成形等)是减轻车身质量的重要方法。U LSAB 项目组以后又提出了ULSAB -AVC(ultra -light steel auto body -advance vehicle concept )项目,它是通过车辆的整体设计来实现车身的轻量化,在成形工艺方面,其中有30%以上的零部件采用拼焊板成形,20%以上的部件采用了液压成形技术。目前所开发的新型材料主要有高强度钢板、超高强度钢板、轻金属材料如镁/铝合金、塑料以及复合材料等;新的成形方法主要有拼焊板成形、液压成形以及针对轻金属材料开发的半固态成形等。作者主要概述针对与车身轻量化相关的板料新成形工艺在汽车上的应用。
2 拼焊板成形工艺
拼焊板技术是按照车身零件不同的性能要求,分别使用不同的材料,将其焊接在一起,然后进行冲压成形获得所需零件形状的一种成形方法。这些板料可具有不同的厚度、材质或表面涂层。拼焊板的使用可减少零件的数量、减轻零件的质量、降低生产成本,并且增加结构的整体性和尺寸精度。因此拼焊板在汽车[1,2]和航空航天制造业中得到了广泛应用[3]。日本本田汽车公司最早将拼焊板应用于汽车行业,继本田之后,美国、欧洲的汽车制造商也逐渐采用拼焊板成形技术,其中美国通用、福特、克莱斯勒3大汽车公司在1994~1997年生产的一部分门内板、侧围板、立柱、门框、横梁等都已采用了拼焊板成形,并且门内板采用拼焊板成形的占40%。然而拼焊板由于焊缝的存在,降低了整体的成形极限,引起一些研究机构对拼焊板成形存在的问题进行研究,如德国的斯图加特大学,美国的俄亥俄州州立大学,ULSAB 等,他们在试验和数值模拟方面取得了一系列的研究成果。
2005年(第27卷)第3期
汽 车 工 程
Automotive Engineer ing
2005(Vol.27)No.3
目前对拼焊板的焊接工艺的研究已比较成熟,通过滚压焊和激光焊获得的拼焊板成形性较好,在国内外得到了广泛的应用。在拼焊板成形工艺方面,由于焊缝的移动使拼焊板过早产生裂纹,目前为了控制焊缝的移动或提高拼焊板的成形极限,所采取的措施主要有以下几种。
(1)采取橡胶软模垫辅助成形 文献[4]中采用聚氨酯橡胶作为背压来辅助成形,试验证实可以提高拼焊板的成形极限。
(2)通过改变压边力来控制焊缝移动 压边力的大小可以通过带台阶的刚性压边圈或凹模[5]、可变形压边圈、分瓣式压边圈、动态可调夹具[6]或控制压边力
[7]
等方法来进行控制。其中采用带台阶
的刚性压边圈对焊缝的移动可以起到一定的控制作
用,在控制薄板法兰起皱方面效果很好;可变形压边圈可以阻止起皱,但由于接触压力一致易导致过早出现缩颈;分瓣式压边圈则具有以上2种压边圈的优点。动态可调夹具是将夹具作为紧固系统,用氮气缸来控制夹持力,并且使拉深力获得优化。
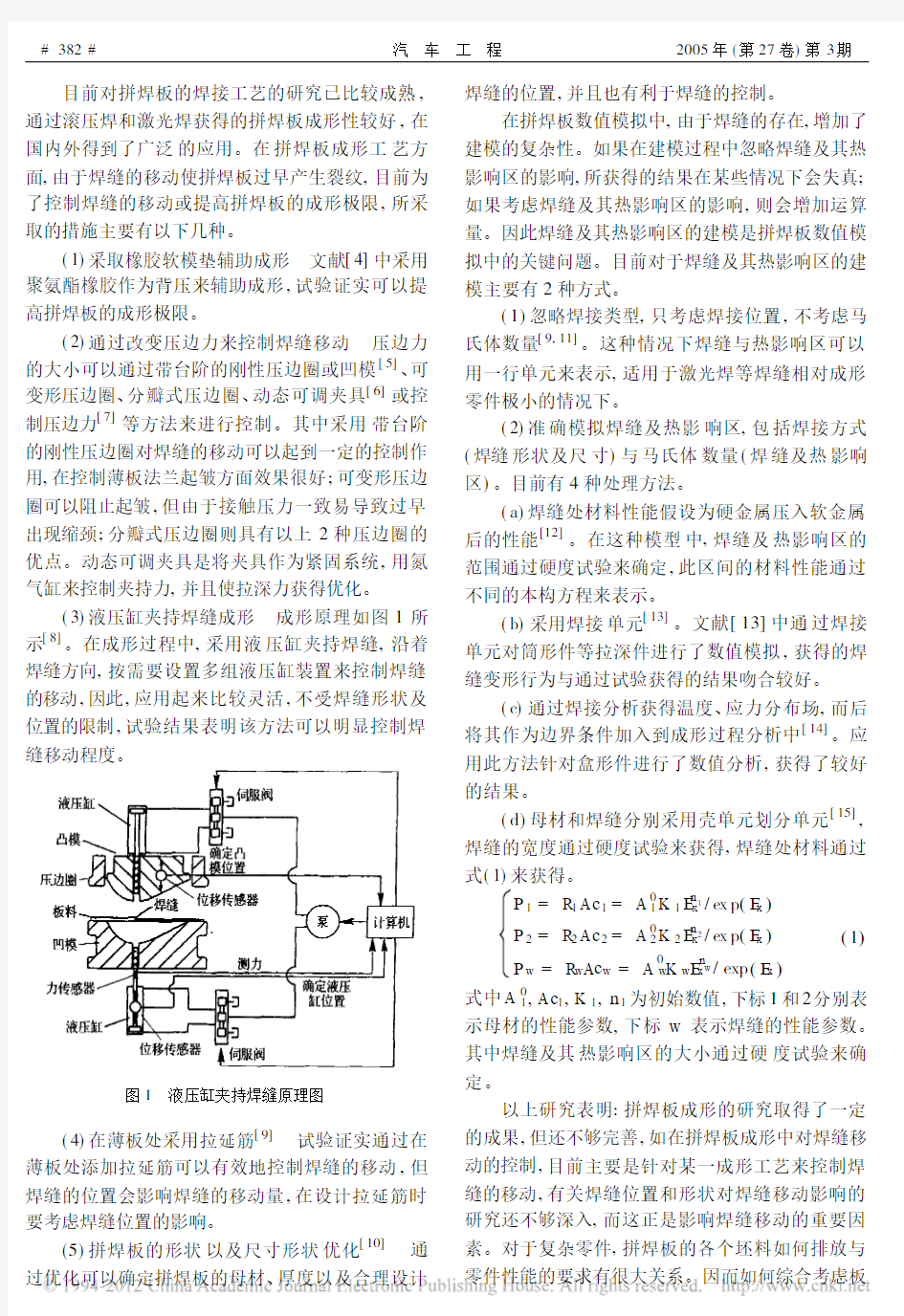
(3)液压缸夹持焊缝成形 成形原理如图1所示[8]。在成形过程中,采用液压缸夹持焊缝,沿着焊缝方向,按需要设置多组液压缸装置来控制焊缝的移动,因此,应用起来比较灵活,不受焊缝形状及位置的限制,试验结果表明该方法可以明显控制焊
缝移动程度。
图1 液压缸夹持焊缝原理图
(4)在薄板处采用拉延筋[9] 试验证实通过在薄板处添加拉延筋可以有效地控制焊缝的移动,但焊缝的位置会影响焊缝的移动量,在设计拉延筋时要考虑焊缝位置的影响。
(5)拼焊板的形状以及尺寸形状优化[10] 通过优化可以确定拼焊板的母材、厚度以及合理设计
焊缝的位置,并且也有利于焊缝的控制。
在拼焊板数值模拟中,由于焊缝的存在,增加了建模的复杂性。如果在建模过程中忽略焊缝及其热影响区的影响,所获得的结果在某些情况下会失真;如果考虑焊缝及其热影响区的影响,则会增加运算量。因此焊缝及其热影响区的建模是拼焊板数值模拟中的关键问题。目前对于焊缝及其热影响区的建模主要有2种方式。
(1)忽略焊接类型,只考虑焊接位置,不考虑马氏体数量[9,11]。这种情况下焊缝与热影响区可以用一行单元来表示,适用于激光焊等焊缝相对成形零件极小的情况下。
(2)准确模拟焊缝及热影响区,包括焊接方式(焊缝形状及尺寸)与马氏体数量(焊缝及热影响区)。目前有4种处理方法。
(a)焊缝处材料性能假设为硬金属压入软金属后的性能[12]。在这种模型中,焊缝及热影响区的范围通过硬度试验来确定,此区间的材料性能通过不同的本构方程来表示。
(b)采用焊接单元[13]。文献[13]中通过焊接单元对筒形件等拉深件进行了数值模拟,获得的焊缝变形行为与通过试验获得的结果吻合较好。
(c)通过焊接分析获得温度、应力分布场,而后将其作为边界条件加入到成形过程分析中[14]。应用此方法针对盒形件进行了数值分析,获得了较好的结果。
(d)母材和焊缝分别采用壳单元划分单元[15],焊缝的宽度通过硬度试验来获得,焊缝处材料通过式(1)来获得。
P 1=R 1A c 1=A 01K 1E n 1x /ex p (E x )P 2=R 2A c 2=A 02K 2E n 2x /ex p (E x )
P w =R w A c w =A 0w K w E n
w x /exp (E x )
(1)
式中A 01,A c 1,K 1,n 1为初始数值,下标1和2分别表示母材的性能参数,下标w 表示焊缝的性能参数。其中焊缝及其热影响区的大小通过硬度试验来确
定。
以上研究表明:拼焊板成形的研究取得了一定的成果,但还不够完善,如在拼焊板成形中对焊缝移动的控制,目前主要是针对某一成形工艺来控制焊缝的移动,有关焊缝位置和形状对焊缝移动影响的研究还不够深入,而这正是影响焊缝移动的重要因素。对于复杂零件,拼焊板的各个坯料如何排放与零件性能的要求有很大关系。因而如何综合考虑板
#382#汽 车 工 程 2005年(第27卷)第3期
材性能、焊缝位置、焊缝形状与焊缝移动量的关系还有待于进一步研究。
3 液压成形工艺
液压成形是指采用液态的水、油作为传力介质,代替刚性的凹模或凸模,使坯料在传力介质的压力作用下贴合凸模或凹模成形。由于用液体代替模具,不但减少了模具数量,降低了费用,还提高了产品质量和成形极限,可以实现车身轻量化设计。液压成形按成形毛坯的不同可以分为管材液压成形和板材液压成形。管材液压成形示意图见图2,其研究对象为波纹管、多通管以及变截面异形管件等。目前应用于汽车的有发动机系统零件、悬架系统零件、车身结构件架等。如美国通用汽车公司的SEVILL 车型的侧门横梁、车顶托架等结构件、福特汽车公司的M ondeo 车型的前车架结构件、克莱斯勒汽车公司的仪表盘支架、日本产CQX 车架以及德国奥迪汽车公司的Audi AL Z 车架的部分结构件均采用管件液压成形技术制造。德国奔驰汽车公司已建立专门的管件液压成形车间,宝马汽车公司也已在几个车型中使用了管件液压成形的零件。在国内,哈尔滨工业大学在管件液压成形方面进行了较系统的研究,开发出国内首台管件液压成形机,可以通过计算机严格控制液体压力与轴向载荷,并进行了典型零件的试生产[16]
。
图2 管件液压成形示意图
对于平板毛坯的液压成形(图3),研究对象主要涉及复杂曲面零件及覆盖件等。为了提高成形极
限,在成形工艺方面也逐渐采用新的成形技术,如带周向液压的充液拉深法(图4)[17]、外周带液压的充液反拉深法(图5)
[18]
、超声波振动充液拉深法(图
6)[19]、差温充液拉深技术(图7)[20]、成对液压成形
新工艺(图8)[21]、充液变薄拉深新工艺(图9)[22]以及微温充液拉深法(图10)[23]等。
带周向液压的充液拉深法主要通过周边径向加
压将高压液体引至板料凸缘的外周边,使产生的径
图3 充液拉深图4 周向充液拉深
1压边圈 2凹模3充液室 4凸模
图5 周向充液反拉深
A 、B-超声波振动源
图6 超声波振动
充液拉深
1凸模 2凹模 3压边圈 4液压室 5加热装置 6冷却装置 7隔热板
图7 差温充液拉深
图8 成对液压成形
图9 充液变薄
拉深成形
图10 微温充液拉深
向力推动板料向凹模内流动成形,同时在坯料与压
边圈、凹模之间形成双面流体润滑,进一步降低接触面上的摩擦力,从而可使凸模拉力降低,减小坯料径向拉应力的数值,使成形极限得到进一步提高;超声波振动充液拉深法在拉深过程中对凸模、凹模进行高频率的振动,使其最大拉深载荷显著下降,从而提高其成形极限;差温充液拉深技术是通过考虑温度对板料性能的影响来提高成形极限的方法;成对液压成形新工艺是将2块板料通过焊接或其它方式固定在一起,中间充添液体而形成中空件的一种方法;充液变薄拉深新工艺是利用液体施加于毛坯上的推
#
383#2005年(第27卷)第3期 汽 车 工 程
力,以及静水压力并减小不利于成形的摩擦力的因素来提高极限变薄程度的方法;微温充液拉深法是考虑某些板材对温度的敏感性来选择成形温度区间,使材料发挥其最佳的成形性能。
目前液压成形方法主要用来制造汽车的覆盖件如汽车翼子板等零件。
对于液压成形设备,目前国外已有专用的充液拉深成形专用设备。日本丰田汽车公司建成了以40000kN 超级大型充液拉深专用机为中心的冲压生产线,制造大型钣金覆盖件汽车翼子板
[24,25]
等。
但是专用设备造价比较高,不适合我国的国情,哈尔滨工业大学成功研制了基于通用单动和双动压力机的充液拉深装备
[22,23,26,27]
,液室压力和压边力可以
根据设定曲线自动跟踪调节,具有很高的自动化程度。
此外,随着汽车高度轻量化的需求促使汽车制造业在成形方法上不断创新,如采用一些新的材料,使半固态成形、热冲压成形等也逐渐应用于汽车行业。
4 结论
(1)拼焊板成形和液压成形在汽车轻量化发展过程中占有重要地位,其在汽车行业中的应用也在逐渐扩展。
(2)焊缝移动是决定拼焊板成形极限的重要因素,采用压边控制、拉延筋等措施可以有效控制焊缝的移动。
(3)液压成形是特种成形工艺,通过此方法成形的空心零件和覆盖件可以在满足强度的要求下减轻零件的质量。
参考文献
1 李淑慧,林忠钦,倪军 等1拼焊板在车身覆盖件冲压成形中的
研究进展1机械工程学报,2002,38(2)
2 姜银方,杨继昌,陈炜1铝拼焊板在车身覆盖件冲压成形中的应用研究1江苏大学学报(自然科学版),2003,24(2)
3 Botter H,Junai A A 1Laser W eldi ng of H eat -treatable Aluminuma-l
loys Used i n Aircrafe and Aerospace Industries 1Proceedings of S heM et .94,1994
4 Bolt P T,Bavel W B &Junai A A 1Improving the Formability of
T ailo-r made Blanks by U si ng a Counter Force 1Proceedings of the 5th International Conference S heM et .97,Northen Ireland,19975 程欣1拼焊板冲压不均匀变形规律的实验研究:[学位论文]1哈
尔滨:哈尔滨工业大学,2000
6 Ninforge D,Daw an ce J 1Im provement of T ailored Blank Stamping by
Using a Control and Localization of the Bl ank Holder 1Proceedi ngs of th e 20th Bienni al Congress,IDDRG .98,Brus sels,1998
7 Saunders F I,Wagoner R H 1Form i ng of Tailor -w elded Blanks.M et -allurgical and M aterial s Trans actions A (USA),1996,27A(9)8 Brad Lee Kinsey 1A Combi n ed Approach to Improve and Assess the
Formability of T ailor Welded Blan ks:[Dissertation for Doc Degree].Northw est University,2001
9 Youngmoo Heo,Youho Choi,Heon Young Kim &Daegyo S eo.
Characteristics of W eld Line M ovements for th e Deep Draw ing w ith Draw beads of Tailor -welded Blanks 1Journal of M aterials Processing Technology,2001,(111)
10 Shin J K,Lee K H,Song S I &Park G J 1Automotive Door Design
w i th the ULSAB Concept Using Structural Optimization 1Industrial
Applications and Design Case Studies,2002,(23)
11 M ustafa A,Ahmetoglu,Dirk Brouwers,Leonid S hulk i n,et al 1Deep
Draw ing of Round Cups From T ailor -w elded Blanks 1Journal of M a -teri als Processing Technology,1995,(53)
12 Kampus Z,Balic J 1Deep Draw ing of T ailored Blanks W ithout a
Blankholder 1Journal of M aterials Processing Technology,2003,(133)
13 M einders T,Van Den Berg A,Huetink J 1Deep Draw ing Simula -tions of Tai lored Blanks and Ex peri m ental Verification 1Journal of M aterials Processing Technology,2000,(103)
14 Zimniak Z,Piela A 1Finite Element Anal ysis of a Tai lored Blanks
Stamping Process 1Journal of M aterials Processing Technology,2000,(106)
15 Zhao K M ,Chun B K &Lee J K 1Finite Element Anal ysis of Ta-i
lor -w elded Blanks 1Finite Elem ents in Analysi s and Design,2001,(37)
16 苑世剑 等1内高压成形技术研究与应用进展1哈尔滨工业大
学学报,2000,32(5)
17 中村和彦,中川威雄1对向液压r 利用7?周液压深绞j 法
(2).塑性H 加工,1985,26(288)
18 中村和彦,中川威雄,铃木清1圆锥台容器对向液压深绞j 机
构.塑性H 加工,1985,26(299)
19 片罔征二1动动#液压深绞j 加工K *1k 振动条件*h T 润
滑油粘度N 影响1轻金属,1997,48(2)
20 中村和彦11050 ??? à板N 温间对向液压深绞j 特性1
轻金属,1997,46(6)
21 H ein P,Vollertsen F 1Hydroforming of S heet M etal Pairs.J.
M ater 1Process 1T ech,1999,(87)
22 周照耀,康达昌1正向充液变薄拉延工艺的研究1锻压技术,1997,(2)
23 徐永超1板材液压成形工艺及其数值模拟研究:[学位论文]1
哈尔滨:哈尔滨工业大学,2003
24 Nakamura K,Nakagawa T,Amino H 1Various Applicati on of H y -draulic Counter Pressure Deep Draw ing 1J 1M ater 1Process 1Tech,1997,(71)
25 Amino H,Nakagawa T 1Application of Hydraulic Counter Pres sure
Fluid Forming into Car Body S heet M etal Form i ng 1SAE T echnical Paper S eries 8803651International Congress and Exposition,De -troity,M ichigan,1988
26 胡大勇1充液拉深工艺的研究:[学位论文]1哈尔滨:哈尔滨工
业大学,1995
27 郎利辉1板料充液拉深及其成形过程数值模拟:[学位论文]1
哈尔滨:哈尔滨工业大学,1998
#384#汽 车 工 程 2005年(第27卷)第3期
汽车轻量化设计研究
汽车轻量化设计研究 企业产业发展的主要方向就是汽车轻量化,也是一个汽车厂商是否拥有先进技术的主要标志。我国汽车制造业很早已经把轻量化作为发展课题,如今面对逐渐提高的环保要求以及不断上涨的原材料价格,积极发展汽车灯具轻量化已经显得至关重要。文章主要分析了汽车轻量化设计的现状和意义,汽车灯具轻量化设计应用,汽车轻量化技术的应用前景。 标签:汽车轻量化;设计;发展 1 汽车轻量化设计的现状和意义 在世界经济领域与人们现实生活中企业的地位毋庸置疑,其发展的重要方向是舒适、安全、低成本、节能和智能化等,随着不断提高的社会文明程度以及日益紧张的不可再生资源,最大程度降低材料用量以及控制尾气污染,这些都是汽车行业需要面对的挑战。相关资料表示,每次减少10%的汽车质量,可以节省6-8%的油耗。世界主要汽车生产国都在严格执行排放标准。我国北京也把汽车尾气排放强制执行欧洲三级标准。 控制节省车体质量,也就是轻量化设计这一主要问题,不仅可以减少材料消耗,还可以降低排放尾气量,这已经成为全球汽车行业的共识,已经得到了巨大的成绩。同时加入WTO以后,对轻量化设计的大量应用,提高了我国汽车综合水平,成功接轨于世界标准,对于提升我国汽车行业国际竞争起到重要作用。 2 汽车灯具轻量化设计应用 2.1 替代材料 20世纪80年代,由于能源危机造成的影响,日本提出了汽车轻量化设计,设计出对能耗与原材料有效节省的新车型。汽车灯具选择注塑材料制作,提出了与灯具大型注塑件相适合的制造技术,有效节省了手工操作所需的成本,进一步提升了企业灯具轻量化设计水平。车灯具体能够划分为前照灯、后车灯、转向灯、雾灯等。PC由于具有较强的抗冲击能力要相当于250倍的无机玻璃,相当于30倍的聚甲基丙烯酸甲酯板材,最早代替剥离在前灯外罩中应用,由于利用PC制作外罩,造成灯体利用改性聚丙烯,灯罩与灯体一般利用粘胶粘接式进行装配。此外,车灯造型中装饰功能是主要部分,PC拥有极好的光学与着色性能,可以制作车内装饰条对车灯进行点缀和装饰。一般利用透明有色的PC制作装饰条,可以选择辅助喷底漆突出其颜色,也可以同构镀铝方式对金属色积极改变和装饰;装饰圈通常利用镀铝方式改变金属色在照明灯外实施包嵌;灯具中反射镜是主要的零部件,从前都是利用压铸件镀铝进行制作,目前全部应用PC注塑镀铝,降低了质量,也对工艺进行了简化。灯具中一般是没有办法改变灯泡的发光颜色的,而指示灯全部是发出颜色的灯光,因此,利用内配光镜的颜色对整灯光颜色进行调整,通常有色透明PC的颜色包括红、黄、绿和蓝。
汽车车身设计开发技术与方法
第三章汽车车身设计开发技术与方法 3.1车身设计方法学 3.1.1车身设计开发主要工作内容及流程(程序) 1)车身总布置设计及安全法规计算校核(或三维数字虚拟样机Archetype) 2)造型设计 3)三维曲面和造型面设计 4)1:5或1:4 模型及1:1外模型制作或数控加工(或三维数字模型) 5)1:1内模型(或三维数字模型) 6)1:1发动机舱模型(或三维数字模型) 7)1:1地板模型(或三维数字模型) 8)测量与曲面光顺 9)白车身结构详细设计(BIW) (9.1)1:1外模型光顺后数据分块 (9.2) 车身设计断面的定义与尺寸确定 (9.3) 密封结构确定与密封件选择 (9.4) 确定分块线 (9.5) 与车身有关的设计硬点的确定 (9.6) 左右侧围设计(A, B, C, D柱设计, 前后翼子板设计)
(9.7) 顶盖设计(外板, 横梁与纵边梁设计) (9.8) 发动机前围板设计 (9.9) A柱下段设计 (9.10) 发动机舱与前轮包设计 (9.11) 前后灯具设计(反射面与灯具厂共同设计) (9.12) 格栅设计 (9.13) 前围板设计 (9.14) 前保险杠设计 (9.15) 地板总成设计(前中后) (9.16) 后门总成设计 (9.17) 前门总成设计 (9.18) 尾门总成设计 (9.19) 前发动机罩设计 (9.20)前风当总成设计 10)内饰、外饰设计 11)先行车, 螺钉车或概念车的(Prototype)试制,第二轮试验样车(定型车)试制 12)碰撞与结构分析及结构优化设计 13)成型过程仿真 14) 模具与工艺工装设计 如图3.1.1为车身详细设计阶段面向对象的产品模型(OPM)并行设
全铝车身结构设计
汽车轻量化解决方案—全铝车身结构设计 摘要:解决汽车节能环保的问题,有提高传统燃油发动机的能效、发展新能汽车、应用轻量化技术三个方向。比较以上三种技术路线,在当今发动机技术提升难度日益加大、动力电池效率不高的背景下,不论对传统燃油汽车,还是新能源汽车,汽车轻量化技术都是一项共性的基础技术。大力发展并推进汽车轻量化技术,成为节能、减排的主导之一。而实现汽车轻量化技术又有三个技术途径:一种“轻量化材料”要通过一种“轻量化工艺”来实现一种“轻量化结构”。 关键词:汽车轻量化全铝车身型材截面优化 Stiffness Mass Efficient 由于世界能源的随时枯竭与环境的日益恶化,世界各行各业都积极行动起来,根据政府的优惠政策与民众的强烈要求,在节能、环保方面进行了高投入研发其高效节能、积极环保的产品。汽车产业首当其冲,其汽车零部件的制造,迁联到能源、钢材、铝材、合金、塑料、橡胶、玻璃、化工、机械、电器、信息等各行各业,对汽车节能环保的要求,就是对其它相关行业的要求。对汽车进行轻量化结构的研究,要联系相关行业的专业知识,进行综合性的研究。 一、汽车轻量化的目的 就汽车产业而言,根据汽车产品的特点,降低油耗或提高燃油效率、减少或清洁排放对环境的污染,是节能环保研发的主要目的。从全球汽车产业来看,解决汽车节能环保问题主要采用以下三种方式:
一是大力发展先进发动机技术,通过对传统发动机的改良和一系列汽车电子技术的应用,来提高燃烧效率,改善燃油经济性。 二是大力发展新能源汽车,通过研发先进新型发动机技术和推广使用气体燃料、生物质燃料、煤基燃料、高效电池等动力替代传统能源来减少汽车燃油消耗和对石油资源的依赖。 三是大力发展汽车轻量化技术,在保障汽车安全性和其他基本性能的前提下,通过减轻汽车自身重量降低能耗来实现节能减排的目的。 比较以上三种技术路线,在当今发动机技术提升难度日益加大、动力电池效率不高的背景下,不论对传统燃油汽车,还是新能源汽车,汽车轻量化技术都是一项共性的基础技术。大力发展并推进汽车轻量化技术,成为节能、减排的主导之一。 汽车的轻量化,英文名:Lightweight of Automobile,涵义是“在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。” 世界节能与环境协会的研究报告指出:汽车自重每减少10%, 燃油消耗可降低6%—8%,排放降低5%—6%。而燃油消耗每减少1升,CO2排放量减少2.45kg。燃油消耗量减少不仅有利于节约能源,也可有效减少污染物排放。当前,由于节能和环保的需要,汽车的轻量化已经成为世界汽车发展的潮流。 伴随着技术进步,制造汽车车身的材料已经不仅仅是钢铁了,越来越多的新材料被应用到车身的制作中。其中包括:玻璃钢、铝合金、
车身结构分类
车身结构 车身结构含有以下分类: 两厢车三厢车掀背车旅行车硬顶敞篷车软顶敞篷车跑车 MPV SUV 两厢 在国外,两厢车通常叫做“hatchback”,也就是掀背的意思,但是这与我们国内叫得掀背车有所区别。在国内,两厢车是指少了突出的“屁股”(后备箱)的轿车,它将车厢与后备箱做成同一个厢体,并且发动机独立的布置形式。这种布局形式能增加车内空间,因此多用于小型车和紧凑型车。 下图为标准两厢式轿车:
三厢 三厢式汽车:轿车的标准形式。我们常见的轿车一般是三厢车,它的车身结构由三个相互封闭用途各异的“厢”所组成:前部的发动机舱、车身中部的乘员舱和后部的行李舱。在国外,三厢车通常叫做Sedan或saloon。 下图为标准三厢轿车:
掀背车 掀背车在国外往往指的是两厢车,英文翻译为Hatchback,而国内所指的掀背车则是那些外形与三厢车相似,也有突出的后备箱,但是整个后备箱盖和后车窗玻璃是一体的能够一起打开的,在国外通常称为Quickback或Fastback,译为“快背”,相对短小的后备箱以及相对动感的尾部线条,让掀背车在视觉效果上更优于三厢车。国内常见的掀背车有MG6、斯柯达明锐、马自达睿翼轿跑版等。 下图为标准的掀背车:
旅行车
在英语中,旅行车通常称为wagon,奥迪称为Avant、宝马称为Touring、而奔驰称为Estate,一般来说大多数旅行车都是以轿车为基础,把轿车的后备厢加高到与车顶齐平,用来增加行李空间。Wagon的优点就在于它既有轿车的舒适,也有相当大的行李空间。 旅行车是在人类崇尚自然、热衷旅游的风潮下衍生出来的一种轿车派生车型,与SUV 和MPV相比,它的购买价格和使用成本都较低,而且具有更灵巧的车身,便于驾驶和停放,因此在经济发达国家(尤其在欧洲)的民众生活中扮演着重要的角色。 随着国内消费者物质生活水平的提高,节假日带着家人,开着旅行车,一起出门远行,已成为都市车族的新时尚。旅行车不仅能够长途跋涉,而且空间足够大,可以携带充足的旅行装备。同时,在日常城市生活当中,硕大的行李箱空间也十分实用。而中国较早出现的旅行车就是桑塔纳旅行版,而广州标致505SW在当时也能见到。 下图为标准旅行车:
轿车车身涂装的前处理工艺
轿车车身涂装的前处理工艺 轿车车身涂装的主要目的是提高车身的防护性和装饰性,增强车身防腐蚀能力,改善车身外观;另外国内外对环保的要求越来越高,为了更有效地减少汽车制造过程中造成的污染,更好地保护环境,汽车制造商致力于各种新工艺、新技术、新材料、新设备的研究与应用,不断提升轿车车身涂装质量。为了增强车身底材钢板与涂层间的附着力,提高车身底材的抗腐蚀能力,在涂漆之前要对白车身进行表面处理。本文就奇瑞汽车有限公司涂装二车间漆前表面处理的有关工艺、材料、设备、工艺管理等方面进行简要论述。 在各种金属表面处理方法中,磷化处理工艺已被广泛应用。奇瑞汽车有限公司涂装二车间车身漆前表面处理(简称前处理)的工艺流程见图1。 图1 前处理工艺流程 1脱脂 轿车车身材料一般是钢板,车身在进入涂装车间之前,经过贮藏、冲压拉延、焊接、修磨甚至烘烤等处理过程。在这些处理过程中,不可避免地带人大量的防锈油、拉延油等油脂类物质,而在压延和焊装过程中又产
生大量的铁粉、铁屑以及残胶等杂物,脱脂工序是清除这些油脂、杂物的重要工序。 车身进入前处理之前设置手工高压水枪冲洗,使用中性脱脂剂和工业水按一定比例混合,通过增压装置输送到两把高压水枪后进行冲洗。高压水枪的工作压力一般为50—100MPa,对车身内仓、夹缝、空腔结构等容易积聚灰粒的部位进行初步清洗。特别是车身内腔地板,影响电泳漆膜质量的灰粒有80%以上分布于车身内腔地板上。经过冲洗后的车身,灰粒大约可减少30%。有利于降低脱脂槽的污染,延长槽液的使用寿命。 脱脂工序采用浸洗和出槽喷洗相结合的处理工艺,可根据白车身质量和车间工艺水平状况设置两个或多个浸洗槽。槽液通过循环泵进行连续搅拌,增强对车身的冲刷清洗效果。除油装置有两种工作状态,生产过程中表面浮油和分散在槽液中的油污随槽液输送到油水分离器,在油水分离器内通过加热使油脂破乳分层,再经多级溢流将油污浓缩收集;停产期间通过补加少量工业水使表面静态浮油溢流到油水分离器,再经多级溢流将油污浓缩收集。使用的脱脂剂根据板材、油污的种类与性质选择,通常由硅酸盐、磷酸盐及表面活性剂等组成。但这些材料在一定程度上会对环境产生污染,环保成为新型脱脂剂的主要研究方向。奇瑞汽车有限公司涂装二车间使用的脱脂剂中表面活性剂是生物可降解材料,该种脱脂剂去油能力强,COD低,对环境的污染较传统脱脂剂小。
白车身结构强度分析报告
目录 1.分析目的 (1) 2.使用软件说明 (1) 3.模型建立 (1) 4 边界条件 (3) 5.分析结果 (3) 6.结论 (21)
1.分析目的 白车身结构的静强度不足则会引起构件在使用过程中出现失效。本报告采用有限元方法对Q11白车身分别进行了满载、1g制动、0.8g转弯、右前轮抬高150mm、左后轮抬高150mm、右前轮左后轮同时抬高150mm,6种工况的强度分析,观察整车受力状况,找出高应力区,考察其零部件的强度是否满足要求,定性地评价Q11白车身的结构设计,并提出相应建议。 2.使用软件说明 本次分析采用HyperMesh作前处理,Altair optistruct求解。HyperMesh是世界领先的、功能强大的CAE应用软件包,也是一个创新、开放的企业级CAE平台,它集成了设计与分析所需的各种工具,具有无与伦比的性能以及高度的开放性、灵活性和友好的用户界面,与多种CAD和CAE软件有良好的接口并具有高效的网格划分功能;Altair Optistruct是一个综和隐式和显示求解器与一体的大规模有限元计算软件,几乎所有的线性和非线性问题都可以通过其进行求解。通过Altair Optistruct可以进行任何形状、尺寸、拓扑结构的优化,采用固定的内存分配技术,具有很高的计算精度和效率。 3.模型建立 对车身设计部门提供的Q11白车身CAD模型进行有限单元离散,CAD模型以及有限元模型如图3.1所示。白车身所有零部件均采用板壳单元进行离散,并尽量采用四边形板壳 图3.1 Q11白车身CAD以及有限元模型
强度分析模型质量按整车满载质量计算,其中的白车身附加质量(见表 3.2)用质量点单元CONM2单元模拟。发动机和变速箱、油箱、备胎、冷凝器、前门总成、滑移门总成、后背门总成、发动机罩总成、前排座椅及乘员等使用RBE刚性单元加载到相应总成的安装处。由于额定载货质心的不可确定性,无法给定具体质心位置,因此本次分析在经验基础上确定质心位置,并将额定载货分布于后地板多处主要受力点处进行模拟。具体质量点分布情况可参考图3.2。 表3.2 Q11白车身附加质量及质心 图3.2 Q11白车身附加质量分布
浅析现代汽车车身设计方法
龙源期刊网 https://www.wendangku.net/doc/f66615747.html, 浅析现代汽车车身设计方法 作者:刘义 来源:《科技资讯》2011年第07期 摘要:针对现代汽车车身的作用及结构特点,分析了车身设计的要求与特点,并论述了基于CAX的现代汽车车身设计方法此方法在汽车设计理念、数学建模中具有快速、高效的特点。 关键词:车身设计汽车外形设计方法 中图分类号:U270 文献标识码:A 文章编号:1672-3791(2011)03(a)-0105-01 车身是汽车的四大总成之一,随着汽车服务领域的不断扩大和需求日益多样化、个性化车 身设计己后来居上逐渐占据主导地位。据统计,客车轿车和多数专用汽车的车身质量约占整车 质量的40%~60%;货车车身质量约占整车质量的16%~30%;而各车型车身的制造成本占整车的白分比甚至还略高于上述给出的上限值。从节能、节材等儿个方面来看,车身设计的潜力则 更大。 国内外汽车生产的实践充分说明:整车生产能力的发展取决于车身的生产能力;汽车的更新换代在很大程度上也取决于车身;在基本车型达到饱和情况下,只有依赖于车身改型或改装才能打开销的路。传统的汽车车身设计方法的整个过程是基于手工设计完成的、一般分为起步设计与技术工艺设计的两个阶段。整个过程的特点是通过实体、图纸、模型、样板等来表达信息, 需要制作个尺寸油泥模型、样车以及三次风洞试验等阶段;同时需要进行车身原始数据的保留、车身主图板和车身主模型制作。因此,进行优化车身设计改良,不仅可以节约制造物理样机所需要的时间与经费,而且能够获得较最佳的设计力案;同时能够准确快捷的确定、修改设计缺陷,逐步优化设计力案。从源头提高了产品的设计质量,大大缩短了产品的开发周期及费用。 1 车身的作用及结构特点 车身的主要作用是载运乘客或货物,相当于临时住所或流动仓库,是一个受到质量和空间限制的活动建筑物,其详细作用因车而异。就轿车车身而言其作用概括起来有以下5点:(1)实现整车功能;(2)为乘客提供舒适的乘坐环境;(3)为乘客提供安全保护;(4)减少空气阻力;(5)增强轿车的美观性。 车身的特点主要体现在车身的涉及面广、车身材料种类多、车身造型发展迅速等几个方面。车身的结构特点主要在于组成车身外形的各个零部件(即所谓的车身覆盖件)的材料薄、尺寸大、形状复杂且多为自由曲面。 2 对车身设计的要求与特点分析
浅谈汽车车身结构轻量化
浅谈汽车车身结构轻量化 【摘要】本文综述了汽车轻量化技术应用的必要性、汽车轻量化的效果和意义、汽车轻量化的途径和技术,以及与节能环保和安全的关系,强调了车身轻量化设计是实现汽车轻量化的主要途径之一。汽车轻量化是汽车产业的发展方向之一,也是一个汽车厂商和国家技术先进程度的重要标志。 【关键词】汽车车身;车身结构;轻量化 0 引言 随着国民经济的蓬勃发展,汽车已一跃成为当前极为重要的交通运输工具。从全世界范围来看,目前还找不出一个无汽车的现代化社会的先例。因此,汽车工业在带动其他各行各业的发展中,已日益显示出其作为重要支柱产业的作用。 在扩大汽车的服务领域和满足各方面多样化要求的前提下,作为汽车上三大总成之一的车身,已后来居上越来越处于主导地位。据统计,客车、轿车和多数专用汽车车身的质量约占整车自身质量的40%~60%;货车车身质量约占整车自身质量的16%~30%;其各车型的车身占整车制造成本的百分比甚至还略超过以上给出的上限值。因此,仅从这个意义上来衡量汽车车身,其经济效益也远远高于其他两大总成。 如果从节能、节材等几方面来考虑,则其潜力更大。此外,纵观国内、外车身制造和装配等工艺流程,不难发现,尽管随着科学技术的进步,吸取了大量的尖端技术,机械化和自动化程度很高,但是仍有两化无能为力而又必须由手工操作来完成的部分(特别是车身的内、外装饰和附件的装配)。 1 汽车轻量化技术应用的必要性 汽车轻量化对于节约能源、减少废气排放十分重要。而在驾驶方面,汽车轻量化后其加速性能也将得到提高,而在碰撞时由于惯性小,制动距离也将减少,便于主动安全控制。 纵观世界汽车工业沿革,可以看出,现代汽车是沿着“底盘”→“发动机”→“车身”逐步发展完善过来的。这个发展过程在很大程度上取决于当时的科学技术水平和物质生活条件。由于汽车与人们的日常生活息息相关,为了适应各种不同的目的和用途乃至车身的更新换代等,其关键在于车身。 国内外汽车生产的实践一再表明:整车生产能力的发展取决于车身的生产能力;汽车的更新换代在很大程度上也决定于车身;在基本车型达到饱和的情况下,只有依赖车身改型或改装才能打开销路。凡此等等都足以说明,汽车工业发展到今天成为重要的支柱产业,而重中之重则非车身莫属。 2 汽车轻量化的效果 汽车轻量化的主要目的是降低油耗。如图1所示,车辆行驶的燃油消耗量与车辆质量的关系。一般情况下,对于1000kg自重的轿车,车辆质量减轻8%,可降低油耗约10%以上。 图1 车辆行驶油耗与质量的关系 另外,世界铝业协会的报告指出:整车质量每减少100KG,其百公里油耗可节降低0.4-1.0L,每公里二氧化碳排放也将相应减少7.5克到12.5克。而车身质量占整车质量的1/3,空载情况下,约70%的油耗用在车身质量上。这意味着:只要通过科学的方式,将车身轻量化后,就可以有效减少燃油消耗。 3 车身轻量化的意义
汽车车身涂装生产线工艺流程
卓科工业汽车车身涂装工艺流程 主要内容; 1涂料和涂装基本知识; 2汽车及零部件涂装工艺; 3涂装工艺方法; 4涂装三废处理;涂料和涂装基本知识 1.1涂料和涂装的概念;涂料:是以高分子材料为主体,以有机溶剂、水或空气; 涂装:将涂料均匀地涂布在基体表面并使之形成一层连;?§1涂料和涂装基本知识; 1.2涂料和涂装的作用;1.保护作用;主要是金属防腐蚀; 2.装饰作用;装饰产品表面,主要内容1涂料和涂装基本知识2汽车及零部件涂装工艺3涂装工艺方法4涂装三废处理涂料和涂装基本知识 1.1涂料和涂装的概念 涂料:是以高分子材料为主体,以有机溶剂、水或空气为分散介质的多种物质的混合物。 涂装:将涂料均匀地涂布在基体表面并使之形成一层连续、致密涂膜的操作工艺称为涂装。 1涂料和涂装基本知识 1.2涂料和涂装的作用 1?保护作用:主要是金属防腐蚀。 2.装饰作用:装饰产品表面,美化产品和生活环境。 3.标志作用:做色彩广告标志,起到警告、危险、安全、禁止等信号作用。 4.特殊作用:电气绝缘漆、船底防污漆、超温报警示温涂料、抗红外线涂料 1涂料和涂装基本知识1.3涂料的组成1涂料和涂装基本知识1.4涂料的分类和命名1.分类 一般可以下几种: 1.)根据组成形态分类(溶剂型、无溶剂型、粉末涂料、水性涂料、高固体 份等) 2.)按用途分类(建筑涂料、汽车涂料、飞机蒙皮漆、木器漆等) 3.)按涂装方法分类(喷漆、浸漆、烘漆、电泳漆等)
4.)按涂装工序分类(底漆、面漆、腻子、罩光漆) 5.)按效果分类(绝缘漆、防锈漆、防污漆等) 6.)按成膜物质分类 以涂料基料中主要成膜物质为基础。分为18类(17类成膜 物质,1类辅助材料)。 A氨基树脂涂料Q硝基涂料B丙烯酸树脂涂料C醇酸树 脂涂料 H环氧树脂涂料G过氯乙烯涂料L沥青树脂涂料 2?命名 全名=颜色或颜料名称+成膜物质+基本名称 (红醇酸磁漆锌黄酚醛防锈漆) 2涂装工艺 涂装是物体表面的最终修饰,涂装质量的好坏对物体的价值有直接的影响。影响涂装质量的好坏的三要素:涂料、涂装技术(方法、设备、环境)和涂装管理涂装类型根据被涂物对外观装饰性要求、涂层使用条件和涂层性能, 一般分下列五种类型: 1?高级装饰性涂层(一级涂层)
汽车车身设计
《汽车车身结构与设计》1 工学院车辆与交通工程系 二〇一〇年六月 主讲:江发潮第五讲车身造型与空气动力学 《汽车车身结构与设计》 2 《汽车车身结构与设计》3 一、汽车造型设计 1.1 汽车造型设计的特点和要求 汽车造型设计是指汽车总布置和车身总布置基本确 定之后进一步使汽车获得具体形状和艺术面貌的过程,它包括外形设计和室内造型设计。 汽车造型设计师的工作:参与汽车总布置设计和车 身总布置设计,绘制效果图,塑制模型,将外形形体上的曲线表达在主图板上,制订室内造型和覆饰设计方案,最后协同结构设计师将造型形象体现在具体的车身结构上。 《汽车车身结构与设计》 4 汽车造型设计的特点: 1、独特的综合创作。 2、科学技术与艺术技巧的高度融汇。 3、不仅包含结构性能,工艺等科学技术因素,也包含艺术因素和社会因素,需要加以综合分析,权衡各种因素的作用和影响。 汽车造型设计应满足要求: 1、使汽车具有完美的艺术形象 2、使汽车具有良好的空气动力性能 3、使汽车车身具有良好的工艺性 4、应保证汽车良好的适用性 5、应考虑材料的装饰效果 《汽车车身结构与设计》5 1.2 汽车外形的影响因素 汽车的外形取决于三个因素:形体构成、线形构 成、装饰和色彩构成。 形体构成指汽车的基本形状和整体分块,取决于 汽车总布置和车身总布置。 线形构成指赋予汽车外形覆盖件具体的形状。装饰和色彩构成是指散热器面罩、保险杠、灯 具,车轮装饰罩,标志、浮雕式文字等的造型设计和位置布置以及车身的色彩设计。 《汽车车身结构与设计》 6 汽车仪表及警告指示灯 流行仪表式样是:黑底、白字、红针、蓝灯仪表一般两大两小: 两大:发动机转速表和车速表 两小:水温表和燃油表
汽车车身轻量化设计方法探析
汽车车身轻量化设计方法探析 发表时间:2019-07-31T11:57:33.793Z 来源:《科学与技术》2019年第05期作者:计金民江方安[导读] 实现了在满足性能要求的情况下降低车身重量的目的,使车身轻量化技术水平和车身开发能力得到提升。山东御捷马新能源汽车制造有限公司山东省德州市 251100 摘要:轻量化是汽车节能减排的重要技术路径,车身轻量化相比其它性价比更高。文章探索了车身轻量化的技术路线,该技术路线通过轻量化设计、轻量化材料和轻量化工艺来实现。通过此方法的研究并在实际项目中得以应用,实现了在满足性能要求的情况下降低车身重量的目的,使车身轻量化技术水平和车身开发能力得到提升。 关键词:汽车车身;轻量化;设计方法;探析 1汽车车身轻量化设计的基本方法 1.1结构优化设计 优化设计主要将原有系统设计为带有变量的数学模型,通过变量的选取来实现设计要求,并使设计满足约束条件。结构优化设计主要包括形貌优化设计、拓扑优化设计和尺寸优化设计这三种方法。从结构拓扑优化方面来讲,设计人员需要了解结构的振动特性、静动态特性等性能,进而对结构进行拓扑优化设计。而结构的拓扑优化最大特点就是在设计之前,运用一定受力条件和外界条件就能够找出结构材料的最佳分配方案,进而得到结构的部分参数,为后续设计提供条件。从结构形貌优化设计方面来讲,形貌优化设计主要目的是寻找最佳的结构形状设计方法。例如,在设计车身钣金件形貌的时候,可以采取最佳加强筋布置方案,在减小钣金件质量的基础上增强钣金件的刚度和强度。 1.2有限单元分析技术 有限单元分析技术是当前工程问题分析的有效手段,主要通过计算矩阵对每一步过程进行计算,能够将显示的工程问题转化为数学问题进行分析和解决。而有限单元分析技术在解决复杂工程问题的时候需要设置很多条件,计算时间较长,对计算机硬件设备和有限单元分析软件提出了更高的要求。 1.3新型材料的应用 新型材料的应用能够加快汽车车身的轻量化设计。然而,新型材料的应用会增加车身制造的成本,如果想要降低车身的质量,实现轻量化设计可以选择纤维复合材料。具体来讲,汽车车身轻量化设计主要在发生在开发设计阶段,对车身概念、车身动静态刚度、车身碰撞安全性等进行设计。其中,新型材料主要包括铝合金、塑料、镁合金等低密度材料和高强度钢等高强度材料。在运用新型材料的时候应充分考虑新型材料的其强度、刚度、成本、回收利用优势等。目前,汽车车身设计仍然主要使用钢材。而高强度钢具有较高的拉伸强度和较大的屈服强度,能够增强汽车车身的吸收能量能力和抗变形能力,优化汽车车身的动态性能,降低车身质量,实现车身轻量化设计。同时,高度钢的固有频率、动静态刚度以及碰撞安全性与其他材料相比有着巨大优势,已经成为汽车车身轻量化发展的重要方向。另外,镁合金的加工性能较高,减震性和抗凹性突出,在汽车车身轻量化发展中有着良好的应用前景。然而,由于镁合金容易被腐蚀、回收成本和制造成本较高,镁合金在当前汽车车身轻量化设计应用仍然有较大的问题。 2基于灵敏度的汽车车身轻量化设计的方法 2.1车身灵敏度分析 灵敏度分析是汽车车身轻量化设计的重要方法,能够定量计算汽车车身设计的安全系数和余量,并估算汽车车身结构修改所要达到的效果,进而节省设计时间,提高汽车车身轻量化设计的经济效益。 2.2基于灵敏度分析的车身设计的原则 首先,基于灵敏度分析的车身轻量化设计应将车身的物理问题转化为数学问题,运用数学手段来实现车身轻量化设计。为此,设计人员应合理选取设计变量,确定问题所使用的函数和问题的约束条件。其次,基于灵敏度分析的车身轻量化设计应将物理问题转化为数学模型,通过求数学模型极值来解决汽车车身设计问题,找出汽车车身灵敏度分析的设计变量、目标函数、约束条件等要素。具体来讲,设计变量的选择要能够影响目标函数值和计算效率,尽可能少地选取变量个数。再次,设计变量之间应互不干涉,使设计变量处于一定的变化范围之内。并且,灵敏度分析要充分考虑汽车车身的设计条件,将设计条件进行分类,在分类的基础上进行分析。最后,目标函数的选择应选取与汽车车身设计变量相关的函数,确保通过函数能够得到汽车车身轻量化设计的结果。 2.3基于灵敏度分析的汽车车身轻量化设计的流程 在进行汽车车身轻量化设计的时候,要确保汽车车身的性能符合汽车车身设计的标准和要求。尤其在灵敏度分析的时候,要将车身钣金厚度作为变量,将车身扭转刚度、弯度、第一阶模态等作为设计的约束条件,以最小车身质量为设计目标对汽车车身进行轻量化设计。同时,在轻量化设计过程中,设计者要充分考虑零件厚度变化对钣金冲压成本的影响,确保最小的制造成本增加。 3基于碰撞安全性的车身轻量化设计 3.1建立整车碰撞有限元模型 从单元类型方面来讲,设计者可以将汽车车身钣金件选用壳单元作为单元类型,在模拟碰撞刚性圆柱的时候对刚性材料赋予薄壳单元进行碰撞圆柱模拟。从模拟材料方面来讲,模拟材料直接影响着模拟结果的可靠性。设计者可以根据普通钢和高强度钢材料的密度、泊松比、弹性模量、拉伸强度、屈服强度等参数进行碰撞模拟。从侧面碰撞圆柱的确定来讲,设计人员应按照我国发布的《汽车侧面碰撞乘员保护标准》确定碰撞模型。从接触方面来讲,汽车侧面碰撞模拟通常采用自动接触的方式。这是因为自动接触能够了解设备模型单元壳的厚度,并在接触过程中按照壳厚度进行处理。 3.2轻量化设计的不同方案 在碰撞安全性方面,笔者设置了三种不同的碰撞方案,并对这三种方案进行了比较。第一种是在轻量化设计之前对车身进行有限元模型设计,第二种是通过修改车身钣金零件厚度构建限元模型,第三种对高强度钢轻量化车身进行设计。从节点侵入量方面来讲,第二种放慢的节点入侵量会在某一时段略高于第一种方案,说明轻量化设计之后,车身碰撞安全性符合要求,安全性能下降很小。第三种方案的节点入侵量在大多数时间段内都小于第一种方案,这说明高强度钢的运用不仅能够实现车身轻量化,而且增强了车身的碰撞安全性。 4结语
汽车轻量化低碳设计
汽车轻量化低碳设计 轻量化不仅意味着车架和钢板重量的减轻,也包括了发动机、传统系统、驱动系统以及油箱等每一个可能降低重量的部分。轻量化到底能带来多大效果,根据奥迪方面的研究,现在,一辆采用轻量化科技的奥迪A5,比普通A5可减轻重量350公斤,意味着每百公里可以降低油耗约1升。足见汽车轻量化设计是不折不扣的“低碳”经济。 “低碳”经济如今成为全球最热话题,随着上海世博会出行普通采用纯电动、混合动力、燃料电池等新能源汽车以及新能源汽车补贴政策的实施,汽车行业也燃起了一股“低碳”经济热潮。不过大家关注汽车行业低碳经济的时候,往往首先想到的就是新能源汽车,事实上,只要有利于减少排放和污染的技术都可以称之为低碳技术。今天我们就来讲讲汽车行业的另类“低碳”经济——全球汽车轻量化设计风潮。 汽车轻量化是不折不扣的“低碳”经济 汽车轻量化,并非没有技术含量的简单降低汽车重量,事实上诸如碳纤维代表着当今最先进的汽车技术。汽车轻量化是在保证汽车强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力利用率,减少燃料消耗,降低排气污染。汽车轻量化对于节约能源、减少废气排放十分重要。权威研究显示,若汽车整车重量降低10%,燃油效率可提高6%—8%;汽车整备质量每减少100公斤,百公里油耗可降低0.3—0.6升;汽车重量降低1%,油耗可降低0.7%。而在驾驶方面,汽车轻量化后其加速性能也将得到提高,而在碰撞时由于惯性小,制动距离也将减少。此外,车辆每减轻100公斤,二氧化碳排放可减少约5克/公里。可见汽车轻量化的节能环保效益觉不亚于汽车发动机技术节油技术。 当前,由于环保和节能的需要,汽车轻量化已成为世界汽车发展的潮流。实施汽车轻量化的主要材料有碳纤维、铝合金、镁合金、钛合金、工程塑料、复合材料和高强度钢等,主要用来改造和替代车身材料。汽车轻量化大致可以分为三类:车身轻量化、发动机轻量化、底盘轻量化。其目的均是在保证性能的前提下通过使用更轻材料降低车重,从而实现节能环保功能。将车身轻量化运用到极致的当属大量使用碳纤维的F1赛车,不过由于追求速度和激情,燃油消耗依然严重再次不做介绍,但可以肯定的是如果F1赛车不采取轻量化车身,其燃油消耗将更为惊人。 宝马、奥迪引领发动机和底盘轻量化 发动机和底盘的轻量化,一般都是采用铝合金或镁铝合金结构代替笨重的铸铁发动机部件和普通钢制悬架部件,从而实行更强强度和更轻的质量。以这一代宝马530的前悬挂和直列6缸引擎为例,铝合金材料的大量运用,有效的控制了二者的自重,从而帮助设计师实现了降低12%单位油耗的既定目标。
汽车车身涂装生产线工艺流程
卓科工业汽车车身涂装工艺流程 主要内容; 1涂料与涂装基本知识; 2汽车及零部件涂装工艺; 3涂装工艺方法; 4涂装三废处理;涂料与涂装基本知识 1、1涂料与涂装的概念;涂料:就是以高分子材料为主体,以有机溶剂、水或空气;涂装:将涂料均匀地涂布在基体表面并使之形成一层连;?§1涂料与涂装基本知识; 1、2涂料与涂装的作用;1、保护作用;主要就是金属防腐蚀; 2、装饰作用;装饰产品表面,主要内容1 涂料与涂装基本知识2 汽车及零部件涂装工艺3 涂装工艺方法4 涂装三废处理涂料与涂装基本知识1、1 涂料与涂装的概念 涂料:就是以高分子材料为主体,以有机溶剂、水或空气为分散介质的多种物质的混合物。 涂装:将涂料均匀地涂布在基体表面并使之形成一层连续、致密涂膜的操作工艺称为涂装。 1 涂料与涂装基本知识 1、2 涂料与涂装的作用 1.保护作用:主要就是金属防腐蚀。 2.装饰作用:装饰产品表面,美化产品与生活环境。 3、标志作用:做色彩广告标志,起到警告、危险、安全、禁止等信号作用。 4、特殊作用:电气绝缘漆、船底防污漆、超温报警示温涂料、抗红外线涂料 1 涂料与涂装基本知识1、3 涂料的组成 1 涂料与涂装基本知识1、4 涂料的分类与命名 1、分类
一般可以下几种: 1、)根据组成形态分类(溶剂型、无溶剂型、粉末涂料、水性涂料、高固体份等) 2、)按用途分类(建筑涂料、汽车涂料、飞机蒙皮漆、木器漆等) 3、)按涂装方法分类(喷漆、浸漆、烘漆、电泳漆等) 4、)按涂装工序分类(底漆、面漆、腻子、罩光漆) 5、)按效果分类(绝缘漆、防锈漆、防污漆等) 6、)按成膜物质分类 以涂料基料中主要成膜物质为基础。分为18类(17类成膜 物质,1类辅助材料)。 A 氨基树脂涂料Q 硝基涂料 B 丙烯酸树脂涂料 C 醇酸树 脂涂料 H 环氧树脂涂料G 过氯乙烯涂料L 沥青树脂涂料 2、命名 全名=颜色或颜料名称+成膜物质+基本名称 (红醇酸磁漆锌黄酚醛防锈漆) 2 涂装工艺
新能源汽车特拉斯车身结构材料分析报告
新能源汽车特斯产车身结构材料分析报告
目录 1.车身结构的组成构件 (5) 1.1汽车结构件 (5) 1.2汽车加强件 (5) 1.3汽车覆盖件 (6) 1.3.1发动机盖 (6) 1.3.2翼子板 (7) 1.3.3保险杠 (7) 1.3.4车顶盖 (7) 1.3.5车门 (8) 1.3.6行李箱盖 (8) 2.97%全铝车身,实现极致轻量化 (8) 2.1全铝车身简介 (8) 2.2特斯拉Model S的铝合金结构件 (9) 2.2.1悬挂系统采用镂空锻造铝合金 (10) 2.2.2罕见的铸铝横梁 (11) 2.2.3汽车覆盖件 (11) 2.2.4铝合金制轮毂 (11) 2.3全铝车身“鼻祖”——奥迪ASF车身主要参数 (11) 3.关键区域的高强度钢应用提高乘员安全 (12) 3.1高强度硼钢加固 (12) 3.2汽车防撞梁 (13) 4.特斯拉其他材料使用情况 (13) 5.投资建议 (13) 6.风险提示 (13)
图目录 图1汽车结构件示意图 (5) 图2汽车加强件示意图 (6) 图3汽车覆盖件示意图 (6) 图4发动机盖结构示意图 (7) 图5发动机盖与前翼子板结构示意图 (7) 图6汽车前后保险杠示意图 (7) 图7汽车车门结构示意图 (8) 图8奥迪A8全铝车身 (9) 图9汽车“白车身”——结构件示意图 (9) 图10特斯拉全铝车身 (10) 图11特斯拉Model S悬挂系统 (11) 图12奥迪A8(D5)车身结构材料示意图 (12)
表目录 表1奥迪A8系列白车身重量 (12) 表2特斯拉MODEL S前后防撞梁强度表(MPa) (13) 表3特斯拉MODEL S其他关键构件所用材料 (13)
汽车车身涂装工艺及其质量控制
汽车车身涂装工艺及其质量控制 摘要汽车涂装是汽车制造过程中非常重要的一个环节,它直接影响着汽车车身的美观性和使用性。文中主要论述了汽车车身的涂装的工艺过程以及作用,并且介绍了影响汽车车身涂装质量的因素及其处理措施。 关键词汽车喷涂;涂装;质量 随着科学技术的不断进步,汽车已经成为人们出行和运输必备的工具。汽车的外观和内置功能的设置是人们不断追求的目标,本文主要讨论汽车的外观设置,也就是汽车涂装工艺的设置及其质量的控制。 1 涂装概述 1.1 涂料和涂装的定义 涂料是指处于流动或者粉末状态的有机物质,将这样的有机物质涂抹在其他物体表面时能够形成一层薄膜,我们称这层薄膜为涂层。将涂料涂抹到清洁的被涂物表面上,经过干燥形成薄膜的工艺过程就是涂装。 1.2 涂装的目的 汽车表面进行涂装的目的主要有两方面的原因。 1)起到装饰的作用,汽车车身表面经过涂装可以呈现不同的色彩,并且使得汽车车体具有立体、光滑的视觉效果,从而满足现代人们追求个性的需求和产生美好和舒适的感觉。 2)起到相应的保护作用,这也是汽车涂装最根本的目的。汽车的制造材料是铁和钢等金属,这就使得汽车继承了一般金属材料的缺点,即腐蚀性,所以在汽车涂装的时候我们要选择耐水、耐油、耐热和耐候性好的材料。 2 涂装工艺 车身涂装完成后要在车身由钢板层向上依次得到锌层、磷化层、电泳底漆、中途层、金属底漆和罩光清漆等等,还有在焊缝等汽车连接处有PVC胶层。所以汽车涂装工艺过程包括:前处理、底漆、涂胶、中途、面漆、检查修整和后处理七个步骤。各工序的作用如下所述。 1)前处理。现在经常采用的前处理工艺主要是脱脂和磷化处理。从而去除汽车车身表面的油污,并且得到一层多孔性的磷化薄膜,增加汽车的防锈能力和增加汽车基材和底漆之间的附着力,使汽车的整个图层具有耐腐蚀的能力。
精选CATIA汽车车身设计资料
CA TIA汽车车身设计方法 汽车车身除了要有漂亮的外表和与众不同的个性特征,同时还要能安全可靠地行驶,这就需要整个设计过程融入各种相关知识,包括车身结构、制造工艺要求、空气动力学、人机工程学等。细化开发流程与同步开发手段,对于设计出消费者认可的新车型至关重要。 汽车车身设计简单理解是根据一款车型的多方面要求来设计汽车的外观及内饰,使其在充分发挥性能的基础上艺术化。汽车车身除了要有漂亮的外表和与众不同的个性特征,同时还要能安全可靠地行驶,这就需要整个设计过程融入各种相关的知识:车身结构、制造工艺要求、空气动力学、人机工程学、工程材料学、机械制图学、声学和光学知识。从一个灵感到最后实现,需要一系列的步骤。得到市场的认可,性能优良的内“芯”,再加上一袭新衣包装,才是新车待嫁时。下面,让我们看看正向设计如何为一款新车设计“嫁衣”。 项目策划 项目策划包括:项目计划、可行性分析、项目决策及组建项目组等几个方面。图1为项目策划阶段的示意图。 图1 项目策划阶段示意图 汽车企业的产品规划部门必须做好企业产品发展的近期和远期规划,具有市场的前瞻性与应变能力。项目前期需要在市场调研的基础上生成项目建议书,明确汽车形式及市场目标。可行性分析包括:政策法规分析、竞争对手和竞争车型、自身资源和研发能力的分析等。 项目论证要分析与审查论点的可行性和论据的可靠性与充分性。经过这一阶段,要开发一个什么样的车型,类似于同行什么等级的车型,其性价比方面有哪些创意与特点即展现在我们面前。 项目策划的最后阶段是组建项目组:组建新品开发项目小组、确立项目小组成员的职责、制定动态的项目实施计划、明确各阶段的项目工作目标、规定各分类项目的工作内容、计划进度和评价要求。 概念设计阶段 概念设计在新产品开发中有着重要地位,因此,新产品概念设计流程再造是新产品开发流程再造成败的关键所在。一个全新的汽车创意造型设计分为以下几部分: 1. 总体布置草图设计:绘制产品设计工程的总布置图(如图2),一方面是汽车造型的依据;另一方面它是详细总布置图确认的基础,在此基础上将产品的结构具体化,直至完成所有产品零部件的设计。 图2 某车型的总布置草图
(汽车行业)汽车车身结构设计与结构分析学习
(汽车行业)汽车车身结构设计与结构分析学习
2004.11.17from:《汽车超级读本》 0.汽车的基本构造 汽车壹般由发动机、底盘、车身和电气设备等四个基本部分组成。 汽车发动机:发动机是汽车的动力装置。由机体,曲柄连杆机构,配气机构,冷却系,润滑系,燃料系和点火系(柴油机没有点火系)等组成。按燃料分发动机有汽油和柴油发动机俩种;按工作方式分有二冲程和四冲程俩种,壹般发动机为四冲程发动机。 四冲程发动机的工作过程:四冲程发动机是活塞往复四个行程完成壹个工作循环,包括进气、压缩、作功、排气四个过程。四行程柴油机和汽油机壹样经历进气、压缩、作功、排气的过程。但和汽油机的不同之处在于:汽油机是点燃,柴油机是压燃。 冷却系:壹般由水箱、水泵、散热器、风扇、节温器、水温表和放水开关组成。汽车发动机采用俩种冷却方式,即空气冷却和水冷却。壹般汽车发动机多采用水冷却。 润滑系:发动机润滑系由机油泵、集滤器、机油滤清器、油道、限压阀、机油表、感压塞及油尺等组成。 燃料系:汽油机燃料系由汽油箱、汽油表、汽油管、汽油滤清器、汽油泵、化油器、空气滤清器、进排气歧管等组成。 化油器:是将汽油和空气以壹定的比例混合为壹种雾化气体的装置,这种雾化气体叫可燃混合气,及时适量供入气缸。 汽车的底盘: 传动系:主要是由离合器、变速器、万向节、传动轴和驱动桥等组成。 离合器:其作用是使发动机的动力和传动装置平稳地接合或暂时地分离,以便于驾驶员进行汽车的起步、停车、换档等操作。 变速器:由变速器壳、变速器盖、第壹轴、第二轴、中间轴、倒档轴、齿轮、轴承、操纵机构等机件构成,用于汽车变速、变输出扭矩。 行驶系:由车架、车桥、悬架和车轮等部分组成。它的基本功用是支持全车质量且保证汽车的行驶。 钢板弹簧和减震器:钢板弹簧的作用是使车架和车身和车轮或车桥之间保持弹性联系。减震器的作用是当汽车受到震动冲击时使震动得到缓和。减震器和钢板弹簧且联使用。 转向系:由方向盘、转向器、转向节、转向节臂、横拉杆、直拉杆等组成,作用是转向。 前轮定位:为了使汽车保持稳定直线行驶,转向轻便,减少汽车在行驶中轮胎和转向机件的磨损,前轮、转向主销、前轴三者之间的安装具有壹定的相对位置,这就叫“前轮定位”。它包括主销后倾、产销内倾、前轮前束。前束值是指俩前轮的前边缘距离小于后边缘距离的差值。制动系:机动车的制动性能是指车辆在最短的时间内强制停车的效能。 手制动器的作用:手制动器是壹种使汽车停放时不致溜滑,在特殊情况下,配合脚制动的装置。 液压制动构造:液压制动装置由制动踏板、制动总泵、分泵、鼓式(车轮)制动器和油管等机件组成。 气压制动装置:由制动踏板、空气压缩机、气压表、制动阀、制动气室、鼓式(车轮)制动器和气管等机件组成。 电气设备: 汽车电气设备主要由蓄电池、发电机、调节器、起动机、点火系、仪表、照明装置、音响装置、雨刷器等组成。 蓄电池:蓄电池的作用是供给起动机用电,在发动机起动或低速运转时向发动机点火系及其他用电设备供电。当发动机高速运转时发电机发电充足,蓄电池能够储存多余的电能。蓄电池上每个单电池都有正、负极柱。其识别方法为:正极柱上刻有“+”号,呈深褐色;负极
汽车车身轻量化结构设计
汽车车身轻量化结构设计 2011届分类号: 单位代码 :10452 本科专业职业生涯设计 题目汽车车身轻量化结构设计 姓名 学号 年级 2007级 专业车辆工程 系 (院) 工学院 指导教师 2011年4月24日星期日 目录 人生需要梦想 ............................................ 2 ,一, 引言 ............................................. 4 ,二, 自我分 析 ......................................... 4 ,三, 环境条件分 析 ..................................... 4 3.1 家庭条件分 析 (4)
3.2 社会环境的分析 ...................................... 4摘 要 (5) ABSTRACT (5) 汽车车身轻量化概述 ................................ 6 第1章 1.1 汽车轻量化的意义 .................................... 6 1.2 汽车轻量化的发展 .................................... 6 第2章汽车车身轻量化设计的材料选择 . (7) 2.1 高强度钢是占主导地位的轻量化材料 (7) 2.2铝合金是最有希望取代钢铁材料的轻量化材料 (11) 2.3塑料和复合材料 ...................................... 12 第3章汽车轻量化设计的分析 .............................. 13 3.1轻量化设计的分析原则 ................................ 13 3.2减重:轻量化评价参 量 ................................ 14 3.3性能:满足各类碰撞法 规 .............................. 15 3.4轻量化与成本的关 系 .................................. 16 第4章运用CAE技术进行某微型客车车架结构的分析与优化设计 16 4.1 CAE技术 ............................................ 16 4.2动力学分析 .......................................... 17 4.3静力分 析 ............................................ 20 4.4优化设 计 ............................................ 23 第五章结束 语 .......................................... 24 参考文 献 ............................................... 25 谢 辞 (26) 2