提高连续式控制气氛热处理炉炉温均匀性

!工艺与装备#
提高连续式控制气氛热处理炉炉温均匀性
钟原,邓力生,李维攀
(福建省永安轴承有限责任公司,福建永安366000)
摘要:通过对炉温均匀性检测,查明热处理炉炉温均匀性差的原因,采用各种方法提高炉温均匀性,提高热处理质量控制水平。
关键词:热处理炉;炉温均匀性;检测
中图分类号:TG155.14文献标识码:B文章编号:1000-3762(2002)08-0017-02
热处理炉设计、制造水平和运行、维护状况以及气氛应用方式是影响炉温均匀性的关键因素,在新热处理炉正式投产前或热处理炉使用中炉况发生变化时,有必要采取适当的措施提高炉温均匀性,提高工艺执行准确率和工件热处理质量。本文以两台连续式控制气氛热处理炉炉温均匀性改造为例作简要的介绍。
1无马弗托辊式网带炉炉温均匀性的提高
一条新添置的控制气氛无马弗托辊式网带炉热处理生产线,淬火炉额定功率160kW,网带宽800mm、排料宽度600mm、排料高度80mm、有效加热区长5700mm,网带运行采用辊棒托送、炉内回带,加热采用数字PI D调节、电辐射管变压器低压供电,分四区控制,气氛采用N2+H2+甲醇滴注,炉内分区及测温点、进气口位置如图1a所示。
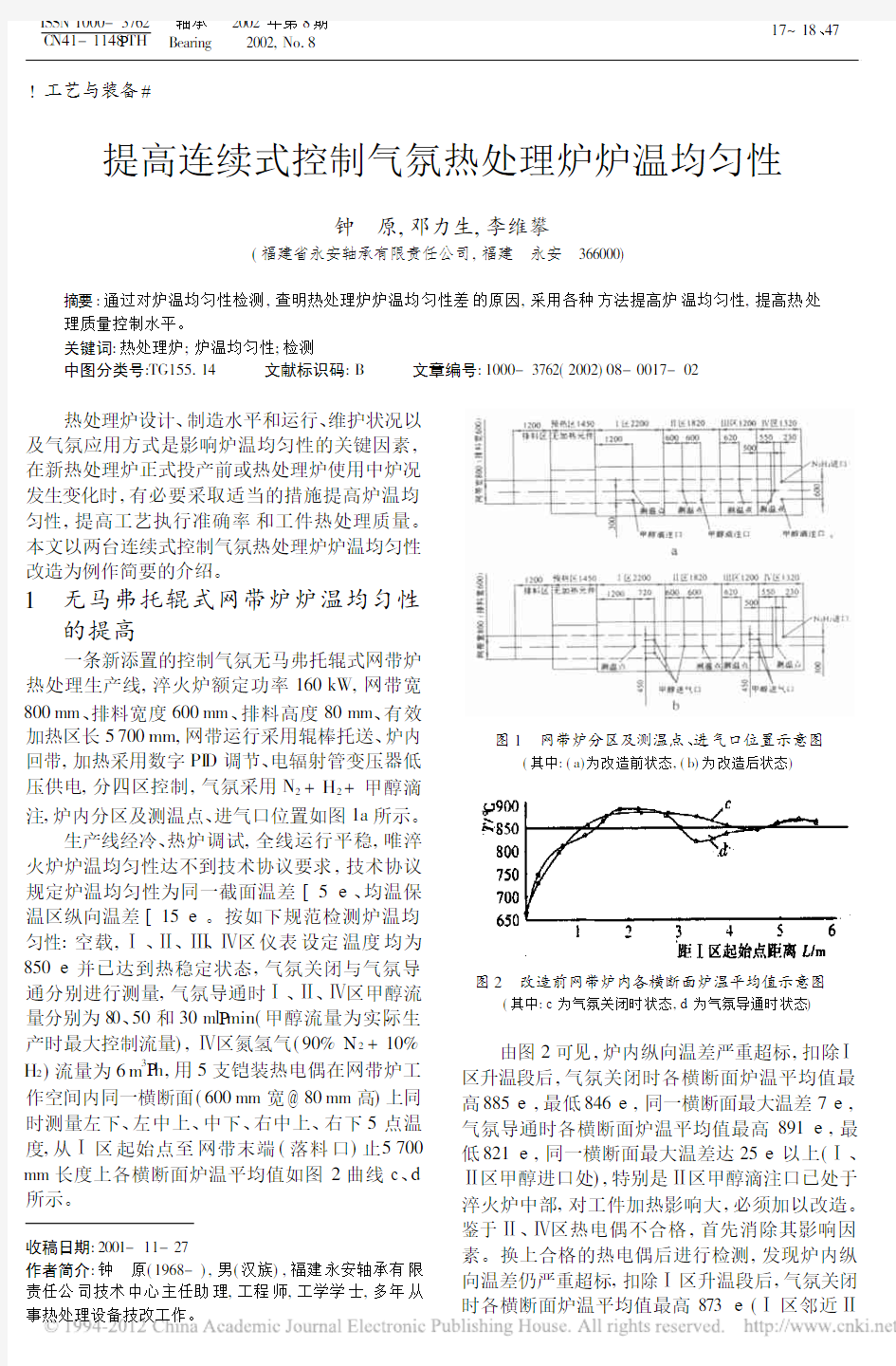
生产线经冷、热炉调试,全线运行平稳,唯淬火炉炉温均匀性达不到技术协议要求,技术协议规定炉温均匀性为同一截面温差[5e、均温保温区纵向温差[15e。按如下规范检测炉温均匀性:空载,?、ò、ó、?区仪表设定温度均为850e并已达到热稳定状态,气氛关闭与气氛导通分别进行测量,气氛导通时?、ò、?区甲醇流量分别为80、50和30ml P min(甲醇流量为实际生产时最大控制流量),?区氮氢气(90%N2+10% H2)流量为6m3P h,用5支铠装热电偶在网带炉工作空间内同一横断面(600mm宽@80mm高)上同时测量左下、左中上、中下、右中上、右下5点温度,从?区起始点至网带末端(落料口)止5700 mm长度上各横断面炉温平均值如图2曲线c、d 所示。
收稿日期:2001-11-27
作者简介:钟原(1968-),男(汉族),福建永安轴承有限责任公司技术中心主任助理,工程师,工学学士,多年从
事热处理设备技改工作。
图1网带炉分区及测温点、进气口位置示意图
(其中:(a)为改造前状态,(b)为改造后状态)
图2改造前网带炉内各横断面炉温平均值示意图(其中:c为气氛关闭时状态,d为气氛导通时状态)
由图2可见,炉内纵向温差严重超标,扣除?区升温段后,气氛关闭时各横断面炉温平均值最高885e,最低846e,同一横断面最大温差7e,气氛导通时各横断面炉温平均值最高891e,最低821e,同一横断面最大温差达25e以上(?、ò区甲醇进口处),特别是ò区甲醇滴注口已处于淬火炉中部,对工件加热影响大,必须加以改造。鉴于ò、?区热电偶不合格,首先消除其影响因素。换上合格的热电偶后进行检测,发现炉内纵向温差仍严重超标,扣除?区升温段后,气氛关闭时各横断面炉温平均值最高873e(?区邻近ò
ISSN1000-3762 C N41-1148P TH
轴承
Bearing
2002年第8期
2002,No.8
17~18、47
区处),最低838e (ò区中后部),同一横断面最大温差4e ,气氛导通时炉内纵向温差超标更为严重,同一横断面最大温差超标如旧。据此分析炉温均匀性差的原因在于:
¥影响横断面炉温均匀性的主要因素是甲醇滴注口位置不合适,布局偏于炉膛一侧,由于甲醇流量大,在炉内气化裂解吸收热量,造成局部炉温剧烈波动;|影响纵向炉温均匀性的主要因素是ò区热电偶位置不合适、各区炉温设定不当、甲醇滴注口位置不合适。针对各影响因素采取以下解决措施:1醇采用炉外增设的三台加热气化装置生成150e 甲醇蒸汽导入炉内,调整甲醇进气口至炉内高温点并沿中轴线对称分布,如图1b 所示,解决横断面炉温均匀性差的问题,也有利于提高纵向炉温均匀性;o调整ò区测温点位置;?鉴于?区和ò区之间、ó区和?区之间炉温较高,功率分布不易调整,而工艺允许?区升温减缓,据此合理调整各区温度设定,结合甲醇蒸汽进口位置调整,消除纵向炉温高温点,提高炉温均匀性。改造后再次检测炉温均匀性,设定各区温度为?区835e 、ò区和ó区850e 、?区845e ,其余检测规范同前,结果如图3曲线e 、f
所示。
图3 改造后网带炉内各横断面炉温平均值示意图
(其中:e 为气氛关闭时状态,f 为气氛导通时状态)
由图3可见,炉内纵向温差趋于平缓,气氛关闭时扣除?区升温段后各横断面炉温平均值最高858e ,最低847e ,同一横断面最大温差4e ,气氛导通时除?区炉温较低外,ò区至落料口3500mm 长度上各横断面炉温平均值最高853e (ó区和?区之间),最低842e (ò区与?区相邻处),同一横断面最大温差5e ,达到技术协议和生产工艺要求。根据炉温均匀性检测结果指导工艺调整,随后进行大批量正式生产验证,炉内工件加热均匀,外径200mm 以内轴承套圈淬回火后硬度及硬度均匀性、金相、断口检验均符合JB P T1255-2001标准要求,同批零件硬度差[2HRC,改造效果良好。
2 提高控制气氛铸链炉炉温均匀性
一条已使用多年的控制气氛铸链炉热处理生
产线,淬火炉额定功率163kW,铸链带有效长度4
850mm 、宽度590m m 、挡边高度100mm,采用数字
PID+双向晶闸管调节、电辐射管加热,分三区控制,气氛采用90%N 2+10%H 2。设备经长期使用后,炉膛保温性能、密封性能的变化引起ó区末端炉温波动。按如下规范检测炉温均匀性:空载,?、ò、ó区仪表设定温度均为850e 并已达到热
稳定状态,氮、氢气流量共15m 3
P h,其中ó区测温
点前400m m 处进气口流量10m 3
P h 、炉膛落料口
下方进气口5m 3
P h,用5支铠装热电偶在铸链带工作空间内同一横断面(590mm 宽@100mm 高)上同时测量左上、左下、中间、右上、右下5点温度,从进料震动导槽在铸链带上开口处(进料口)起至铸链带末端(落料口)止4850mm 长度上各横断面炉温平均值如图4曲线g 所示。
图4 铸链炉内各横断面炉温平均值示意图
(其中:g 为改造前状态,h 为改造后状态)
曲线g 显示ó区纵向温差大,ó区邻近ò区处横断面炉温平均值为全炉最高862e ,而相距仅1000m m 的落料口处横断面炉温平均值降至826e 。针对设备现状,从三个方面进行改造:¥修补炉衬,用高温粘结剂修补主动轮两侧破损的异形砖,后炉门与炉门框空隙处粘贴硅酸铝纤维毡、检修锁紧处石棉盘根;|在生产时关闭炉膛落料口下方进气口,在ò、ó区之间距ò区测温点400mm 处增设一进气口;§调整ó区功率分布,ó区总功率53kW,共12支鼠笼式辐射管,每4支串联为一相,星形接法,分布为ó区测温点前铸链带上方5支辐射管、下方3支辐射管、ó区测温点后侧4支辐射管,ó区测温点前铸链带上方功率分布过于密集,鉴于辐射管安装位置不能移动,采用如下方式调整功率分布:三相各抽出1支辐射管,将管芯中串联的20根0Cr25Al5电热体减少为14根,每支改造过的辐射管仍与3支未改动辐射管串联为一相,3支改造过的辐射管安装在ó区铸链带上方邻近ò区处,改造后ó区总功率57.3kW,其中ó区测温点前铸链带上方加热功率21.15kW,较改造前减少4.2%,下方加热功率15.48kW,较改造前增加16.8%,ó区测温点后侧加热功率20.64kW,也比改造前增加16.8%。改
造后采用氮、氢气流量共15m 3
P h,其中ó区测温
点前方进气口流量10m 3
P h 、
(下转第47页) #18#5轴承62002.l .8
图1 脂润滑角接触球轴承
2.2 低噪声技术
高速运转时产生的噪声与滚动体通过的数量密切相关。因为做公转运转的滚动体会间歇性的地隔断油气的喷射。/低噪声角接触球轴承0开发时,重新研究了油气供应方法,采用了特殊喷嘴,从而消除了对油气的隔断,降低了噪声。润滑机构如图2所示,特殊喷嘴把油气喷射到内圈锥口上,使球不能直接挡住气流。沾在锥口上的润滑油由于离心力的作用,沿斜面流动,使球沾湿进行润滑。使用内径100mm,装陶瓷球的角接触球轴承,其测量结果如图3
。
图2 低噪声轴承
此外因使用特殊喷嘴,可以省去仅为了克服高速旋转时风压的喷流,气流量较过去可以减少,
有利于节省能源。
图3 低噪声轴承的噪声水平
3 高精度技术
为了提高工件表面形状精度,主轴用轴承的旋转精度应符合JIS 等级规定,同时要降低非重复性径向跳动(NRRO)值。通过控制滚动面的波纹度和滚动体直径相互差等轴承零件精度,可使主轴用角接触球轴承的NRRO 值降到0.15L m 以下。使用这种轴承工件圆度可达0.15L m 。
21世纪的机床,技术开发的关键是把高效率和适应环境要求有机地结合起来。主轴轴承不仅要实现高速化,对油气的消耗、降低噪声也要采取相应措施。这些问题往往是矛盾的,解决好它们的相互关系正是今后技术开发课题。
(编辑:聂龙宣)
(上接第18页)
ò区测温点后侧进气口5m 3
P h,其余规范不变,检测炉温均匀性,结果如图4h 所示。
改造后炉内纵向温差明显减少,ó区邻近ò区处横断面炉温平均值仍为全炉最高856e ,落料口处横断面炉温平均值845e ,均温保温区内同一横断面最大温差均在?4e 之内,可满足工艺要求。改造后ó区电热体表面负荷1.65W P c m 2
,较改造前升高16.9%,但由于加热控制采用数字PI D+双向晶闸管调节,ó区生产时功率负荷一般在60%以下,根据近三年维修记录观察,辐射管寿命对比无明显变化。
3 结论
通过对新、旧两台控制气氛连续式热处理炉进行炉温均匀性检测,查明炉温均匀性差的原因,继而采用改变气氛形态、调整测温孔、进气口位置、调整加热功率分布、修补炉衬等方法提高炉温均匀性和工件热处理质量。参考文献:
[1] 臧尔寿.热处理炉[M ].北京:冶金工业出版社.
1983.
[2] 张文尚.热处理炉有效加热区测定方法[J].金属热
处理,1993,(12):25-27.
[3] 王广生.热处理全面质量控制与技术改造[J].金属
热处理,2001,(9):17-22.
(编辑:聂龙宣)
#
47#陈君豪:机床领域的要求及滚动轴承相关技术
可控气氛热处理炉的分类及特点
编订:__________________ 审核:__________________ 单位:__________________ 可控气氛热处理炉的分类 及特点 Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-4645-44 可控气氛热处理炉的分类及特点 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1.可控气氛热处理炉的分类 可控气氛热处理炉种类很多,有周期式和连续式之分。 周期炉:有井式炉和密封箱式炉(又称多用炉),适用于多品种小批量生产,可用于光亮淬火、光亮退火、渗碳、碳氮共渗等热处理。 连续炉:有推杆式、转底式及各种形式的连续式可控气氛渗碳生产线等,适用于大批量生产,可以进行光亮淬火、回火、渗碳及碳氮共渗等热处理。 2.可控气氛热处理炉的特点 (1)炉膛密封良好 炉膛密封形式主要有炉体密封和炉罐密封两类。炉体密封,包括炉壳、炉门、电热元件引出孔、热电偶孔、风扇轴孔和推料机械伸出炉外的孔洞等处的密
封。电热元件等在可控气氛作用下,需采用抗渗碳性强的材料或加抗渗碳涂料,最好用低压供电,以免元件渗碳或炉壁积碳使元件发生短路而毁坏。 采用炉罐(金属或陶瓷罐)隔离密封,密封效果比较好,但会降低传热效果和增加炉罐材料消耗,炉子工作温度也受到限制。还有一种密封形式兼有上述两类密封的特点,即除炉膛密封外,采用辐射管加热器,可防止炉气侵蚀元件和火焰破坏炉内气氛。 (2)炉内保持正压 可控气氛炉内应保持正压,以防止炉外空气侵入引起爆炸,并且保证炉内气筑稳定。保持炉内正压的措施是,以一定压力供入足够的可控气体,保证可控气氛充满炉膛;对全密封的炉子,在废气排出口设置水封;控制炉内压力;炉门设置装料前室及火帘装置,以隔绝空气侵入和防止炉气外溢。 (3)炉内气氛均匀 可控气氛在炉内必须循环流动,使气氛和温度均匀,以保证产品质量一致。因此,可控气氛炉大都设
网带炉产品生产工艺规范
网带炉产品生产工艺规 范 文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
网带炉热处理工艺规范 网带炉热处理工艺规范 1 适用范围 本标准规定了GCr15、GCr15SiMn、65Mn等钢制轴承零件的淬回火及SPCC、 St14、SCM415、20#、10#、08F、20CrMo、20Cr、15CrMo等低碳钢制轴承零件的渗碳淬回火工艺规范。 本标准适用于上述钢制轴承零件的热处理。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。所引用标准的最新版本适用于本标准。 GB/T338-1992 工业甲醇 SHO553-1993 工业丙烷 GB/T536-1998 液氨 3 要求 进入托辊炉内的各类零件应清洁、干燥(即无锈、无水、无油、及其它污物、杂物)。 GCr15钢制套圈和滚针(子)淬火后硬度不小于HRC63,GCr15SiMn钢制套圈和滚针(子)淬火后硬度不小于HRC62;回火后硬度应符合产品图要求; 65Mn钢制推力垫片淬火后硬度不小于HRC62;回火后硬度应符合产品图要求;内径20mm以上的推力垫片,必须用专用夹具夹平整后回火。 低碳钢制轴承零件渗碳淬火后硬度应不小于HV700;回火后硬度应符合产品图要求。 4 工艺过程 准备工作 每周一生产作业前,用直流电子电位差计校验炉温;停炉或大修后开炉时必须校验。
每半年清理炉膛一次。 每天每班检查下列项目: —100℃) 温度设定 根据不同材料、不同的零件、不同的热处理方式,参照炉温校验记录,进行炉温设定(详见表1) 表1 网带炉温度设定 气氛流量(详见表2) 表2 通入网带炉炉内的气氛流量
浅谈辊底式加热炉技术
浅谈辊底式加热炉技术 浅谈辊底式加热炉技术 【摘要】辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备。本文阐述了辊底式加热炉的基本概念及作用,并重点介绍了辊底式加热炉的主要技术特点。 【关键词】步进式加热炉机械设备 辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备,在功能上起着承上启下的作用,它一面将连铸出来的板坯加热至轧钢工艺所要求的出钢温度1150±10℃,这个温度精度要远高于一般步进炉所能够达到的±30℃的温差值,这样就为生产超薄热带产品奠定了基础,另一方面,辊底炉在整个工艺中还起着重要的缓冲作用。 一、辊底式加热炉概述 辊底式加热炉用炉内辊道运送热处理材,沿炉子整个长度每隔一定距离安装一根辊子,物料在辊子上运行,在辊子上面和下面的炉膛都可布置烧嘴供热。辊子有环辊(带有盘形辊环)和平辊二种,前者只能用于加热板材,后者可用于加热板材、型钢、管材和棒材。辊子外层辊套的材质通常为耐热钢,有的也用碳化硅。温度高的炉子(1000-1150℃)采用水冷轴并带绝热内衬的耐热钢炉辊,或全水冷的炉辊。为了防止炉辊弯曲,在高温下工作的辊子必须不停地旋转;当炉子空烧或不出料时,也要用低速以每分钟0.5-1.5周的转速摆动或旋转。辊底式炉因物料两面受热,加热较快、较均匀,广泛应用于常化、退火、淬火、回火等热处53工艺。 二、辊底式加热炉的作用 将连铸机送来的薄板坯按工艺要求均匀地加热到轧制温度。投产的生产线连铸坯入炉温度一般在850℃-1050℃之间,出炉温度(轧制温度)1100℃-1150℃,在炉内需提温50℃-300℃。要求出炉板坯长度与宽度方向温差≤±10℃,板坯边部(约40ram范围内)温度比中部温度高40℃左右。 在单尺坯轧制时,炉子能储存若干块单尺坯,当轧机换辊或事故
燃气式热处理炉
燃气式热处理炉、天然气炉、燃气炉 品牌恒炉型号多种别名燃料炉适用范围金属件淬火、正 火、退火等热处理炉膛最高温度 1300(℃)工作温度按工艺(℃) 装载量参照用户(kg) 本系列炉是国家标准节能型周期式作业炉,节能结构。台车采用防撞击密封,炉门采用自动弹簧式压紧机构,自动密封台车和炉门,一体化连轨,不需基础安装,放在水平地面即可使用。主要用于高铬、高锰钢铸件、球墨铸铁、轧辊、钢球、45钢、不锈钢以及各种机械零件等淬火、正火、退火等热处理。 简介: 1、设备以各式燃烧气体为介质,通过各式烧咀燃烧加热,最高温度1300℃。 2、炉体骨架由各种大中型型钢现场组合焊接而成,外壳封板为钢板,高铝全纤维耐火纤维棉模块为炉衬,密封、节能效果好。 3、台车骨架由各种大型工字钢、槽钢、角钢及厚钢板等组合焊接而成。 4、台车传动采用全部车轮均为驱动轮,驱动可靠,传动系统采用“三合一”电机—减速机,安装方式为轴装式,结构紧凑、装配牢固、进出灵活、操作简单、维修方便。 5、台车耐火砌体采用高铝定型砖结构,与炉体密封效果好,耐压强度高。台车面搁置垫铁供堆放工件用。台车帮板全部采用铸件,保证车体经久耐用。炉车与炉衬的密封采用耐火纤维密封块电动推杆自动压紧结构。侧密封的开、闭与炉车进出连锁。 6、炉门采用高铝全纤维耐火甩丝毯与型钢组合框架结构,电动葫芦升降,炉门密封机构采用长短杠杆弹簧式自动压紧凸轮机构和软边密封装置。保证上下无摩擦、轻松自如、安全可靠。 7、烟囱安装蝶阀与执行器等,可调节降温速度,控制炉压。 8、加热器采用高速烧咀,均布两侧。连续比例调节燃烧。执行器调节风量的大小,通过比例阀来调节燃气量的大小,达到空燃比例燃烧,燃气和风量设有下限限幅,每个烧咀的燃气管上设有控制电磁阀,每个烧咀配有独立完整的燃烧控制器,具有自动点火,火焰检测,灭火报警自动断气。这样充分保证燃烧温控系统的稳定性、安全性。 9、烧咀的特点 高速烧咀可使燃料与助燃空气在燃烧室内基本实现完全燃烧,燃烧后的高温气体以100m-150m/s的速度喷出,从而达到强化对流传热,促进炉内气流循环,保温时炉温均匀度≤±10℃。 该烧咀 a、燃烧室体积小 b、燃烧气体出口速度高
600度连续式隧道炉说明书
深圳市中达电炉厂产品使用说明书 连 续 式 隧 道 炉 说 明 书 电话: 0755— 33353798 4008 – 163 - 588 传真: 0755— 81700525 网址: https://www.wendangku.net/doc/609161186.html,
一、公司介绍 深圳市中达电炉厂于2008年通过ISO9001质量管理体系认证。是一家集专业设计、生产非标环保节能工业电炉,控制软件开发及生产于一体的专业电炉厂,尤其在高温电炉领域有着丰富的经验,并有过很多成功案例。我们长期着力于改变生产和工艺存在的难题,不断学习、研发以满足客户的需要。改变了传统电炉设计对电网造成的干扰和损耗。在原有的基础上节约了能源。我厂通过引进国际先进电炉设计技术、采用正规厂家生产的优质新型耐火、隔热及发热材料,从而使产品具有使用寿命长、性能可靠、高效节能、升温快、控温精度高等优点。 主要生产:硅钼棒、硅碳棒高温箱式电阻炉,陶瓷推板窑,隧道窑、网带炉、真空烧结炉、真空回火炉、真空热处理炉、台车炉、铝合金炉,蒸气炉、实验炉、高低温烘箱、烘房、ED 涂装线、熔金炉、金属熔练炉,温度可达范围:室温——2500℃。 产品适应范围和用途:中达电炉广泛应用于加工热处理等作业上,如各类陶瓷、玻璃、琉璃、氮化硅、纳米材料、氧化铝等烧结及脱蜡;五金塑胶模具、特殊金属等淬火、回火及热处理;丝印、电镀、金银珠宝、五金塑胶、纳米、变压器、电机、线路板、电器等烘烤脱水及老化测试;铝合金、固溶及时效热处理;碳纤维复合材料二次烧结、ED途装及精细烘干。 技术支持:我厂特请经验丰富的电炉专家吉林工大研究生赵宏哲先生任总工程师,拥有一批经验丰富的设计技术人才、先进的生产检测设备及完善的管理体系,结合深圳特区效率高、速度快、公平、公正、公开的经营模式、资源齐等特点及完善的售后服务体系,产品远销国内外。
浅析辊底式连续热处理炉辐射管现状及发展前景
辊底式光亮连续热处理炉辐射管现状及发展趋势 天津钢管公司轧管二部冷轧机组黄大伟鲍云飞 [摘要]文章概述了辊底式连续热处理炉的工作原理及特点,对辊底式连续热处理炉自预热时辐射管内部结构及辐射管类型及材质进行详尽评述,并表明了目前存在问题及今后发展的主要方向。 关键词辊底式连续热处理炉辐射管烧嘴热效率 1 前言 天津钢管集团公司冷轧不锈机组的辊底式连续热处理炉是2003年从德国洛伊公司引进。炉体全长132M,设计热处理管坯直径为φ20至φ406,管坯长度为5-12M,炉体内采用氮气作为保护气,控制自预热式烧嘴燃烧通过热辐射管对钢管进行热处理,钢管在热处理过程中不接触明火,保证了生产过程中炉体内部无氧化成份气体,在热处理效果和抗氧化技术在国内处于领先水平。 2 辊底式连续热处理炉主要工作原理及特点 辊底式连续热处理炉整体由上料台架、上料横移小车、入口真空室、入口过渡段、加热段、喷冷锻、出口缓冷段、出口真空室、下料横移小车及下料台架10部分组成,其中入、出口真空室各有2道密封门,管料生产过程即按上述10部分依次行进。炉子传动采用辊道运输钢管,加热区主要通过两台电机减速机及变频器控制辊道转动速度,根据不同钢种、规格等要求设定不同温度及辊道运输速度。本设备采用氮气作为炉内保护气体,热处理炉在工作时始终向炉体内填充氮气,保持炉内气压为0.1-3mbar的微正压,防止外部空气进入炉内, 在整条生产线中,炉子加热段温度最高,进料端离加热段近,如此处气氛控制不好极易造成钢管的氧化,为避免外界空气进入炉膛,保证炉内气氛,真空室配备有耐热真空锁气门及隔热附件。坯料快速进入真空室后,其前后两道真空锁气门关闭,2台真空泵将真空室抽至设定的真空状态(绝对压力1-5mbar),在充入保护气体。上述过程完成后,靠近加热段侧真空锁气门打开,坯料快速进入炉前过渡段,这样可以防止外界空气进入炉内。
回火炉厂家哪家好
回火炉厂家哪家好 【盛阳工业炉专业生产回火炉】介绍了回火炉中的真空热处理炉恒温区的测量原理、测量步骤及测量过程中需要注意的事项,恒温区的均匀性,是保证热处理工艺需求、保证热处理产品品质、提高生产率的重要保障。回火炉厂家哪家好,我们推荐盛阳工业炉,一起来看一下吧~ #详情查看#【盛阳工业炉:回火炉】 真空热处理炉恒温区真空热处理炉的发热元件布置,通常有:圆形布置和矩形布置。在真空状态下加热,热传导方式只有辐射。恒温区的测量,通常是在空载状态下进行的。恒温区的存在,是为了保证热处理工艺需要,保证热处理产品品质,提高生产率。恒温区的判断标准很多,不同行业按照各自行业需求,判断各自的恒温区。每一台真空热处理炉,通常都是按照恒温区尺寸要求设计的,合格的真空热处理炉,都得满足恒温区尺寸要求。真空热处理炉炉内温度均匀性,是指炉内设计恒温区边缘各测试点高和低与控制点的温度偏差。为了保证工艺温度和实际记录温度的一致性,在选择控温热电偶时,按照热电偶的测温范围应尽量选择误差小、精度等级高的;其次选择带冷端补偿的控制仪表,以保证工作偶与炉内温度一致;再次,应当尽可能地将控温热电偶安装在炉内温度近似于平均炉温值的地方,以便正确地反
映真空热处理炉的恒温区的均匀性。恒温区均匀性测量的原理真空热处理炉恒温区均匀性的测定装置:测温热电偶、补偿导线、检测仪表(如温度巡检仪)、测温架等组成。 #详情查看#【盛阳工业炉:回火炉】 真空回火炉加热过程中的注意事项: 1、要避免热处理产品,尤其足铜、铝、锌、锡、铅等与电加热元件接触,无论是细粉、熔液或蒸汽等,防止在电加热体表面侵蚀形成“麻坑”,截面变小,后过热而烧断。 2、测试炉温均匀性时,应注意测温触点的定位捆绑方式,以及离加热元件的远近。 箱式电阻炉炉内经常(至少每月)用毛刷、扫帚或压缩空气、吸尘器等清洁炉膛和搁砖,要防止炉内氧化皮等杂质掉在电热元件上,发生短路,甚至烧坏搁砖。底板、坩埚、炉罐等耐热钢构件每使用一段时间,好吊起敲击,清除其氧化皮。氧化铁皮等杂质如不及时清除,就会熔融与耐火砖发生反应,使炉丝熔化。
可控气氛热处理炉的分类及特点(通用版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 可控气氛热处理炉的分类及特 点(通用版) Safety management is an important part of production management. Safety and production are in the implementation process
可控气氛热处理炉的分类及特点(通用版) 1.可控气氛热处理炉的分类 可控气氛热处理炉种类很多,有周期式和连续式之分。 周期炉:有井式炉和密封箱式炉(又称多用炉),适用于多品种小批量生产,可用于光亮淬火、光亮退火、渗碳、碳氮共渗等热处理。 连续炉:有推杆式、转底式及各种形式的连续式可控气氛渗碳生产线等,适用于大批量生产,可以进行光亮淬火、回火、渗碳及碳氮共渗等热处理。 2.可控气氛热处理炉的特点 (1)炉膛密封良好 炉膛密封形式主要有炉体密封和炉罐密封两类。炉体密封,包括炉壳、炉门、电热元件引出孔、热电偶孔、风扇轴孔和推料机械伸出炉外的孔洞等处的密封。电热元件等在可控气氛作用下,需采用抗渗碳性强的材料或加抗渗碳涂料,最好用低压供电,以免元件
渗碳或炉壁积碳使元件发生短路而毁坏。 采用炉罐(金属或陶瓷罐)隔离密封,密封效果比较好,但会降低传热效果和增加炉罐材料消耗,炉子工作温度也受到限制。还有一种密封形式兼有上述两类密封的特点,即除炉膛密封外,采用辐射管加热器,可防止炉气侵蚀元件和火焰破坏炉内气氛。 (2)炉内保持正压 可控气氛炉内应保持正压,以防止炉外空气侵入引起爆炸,并且保证炉内气筑稳定。保持炉内正压的措施是,以一定压力供入足够的可控气体,保证可控气氛充满炉膛;对全密封的炉子,在废气排出口设置水封;控制炉内压力;炉门设置装料前室及火帘装置,以隔绝空气侵入和防止炉气外溢。 (3)炉内气氛均匀 可控气氛在炉内必须循环流动,使气氛和温度均匀,以保证产品质量一致。因此,可控气氛炉大都设有风扇。可控气氛可从加热室的侧面供入,也可从加热室上方滴入。 (4)装设安全装置
炉温均匀性测试作业指导书
有限公司 热处理炉均匀性测试作业指导书 编制: 审核: 批准: 实施时间:
1、目的: 生产中使用的热处理炉TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要以及符合客户需求特制定本作业指导书。 2、范围: 本作业指导书适用于公司热处理炉产品所使用的热处理炉温度均匀性测试。 3、职责 4.1 公司热处理工程师根据客户要求负责热处理工艺编制和最终确认。4.2 技术部与生产部门按照产品热处理工艺选择需要的热处理设备,设备的仪表类型也必须经过国家法定检定机构校检并符合客户要求。 4.3由公司热处理工程师主持相关技术人员对热处理炉进行TUS测试。4、热处理温度均匀性 热处理炉内工作区温度达到稳定化后相对于设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求(一般情况下用于正火的热处理炉温度均匀性:±14℃,回火热处理炉温度均匀性±8℃)。 热处理炉等级与温度均匀性范围要求: 5、温度均匀性测试(TUS) 进行TUS时,如果客户没有特别指出热处理炉的装载状态,一般情况下在满载情况下进行测试,装载的产品必须是依据公司工艺文件进行热处理的产品。当下一次进行TUS时也必须是和前一次测试时的装载状态且产
品与上一次相同。 5.2 温度均匀性测试(TUS)步骤 5.2.1通常情况下,在进行TUS时热处理炉必须是室温状态下;如果热处理炉刚进行过生产有一定温度(例如:此时炉内温度是500℃),则下一次进行TUS测试也必须和此次情况相同(500℃)。 5.2.2 热电偶(传感器)的处理。 TUS测试进行之前,热电偶测量端必须用直径不超过13mm(0.5英寸)并且不超过待热处理产品的最薄处、与产品材料一致的长60mm,内部加工出与热电偶直径一样大小深40mm圆孔的圆棒,置于热电偶测量端进行保护。 5.2.3 测量点的选择与位置图 5.2.3.1测量点及热电偶的选择 本公司热处理炉温度均匀性测试,采用10点进行测量,9 TUS+1控温热电偶。如下图所附。
气氛保护辊底式热处理炉方案及报价
广西钦州力创特种合金新材料有限公司可控气氛保护连续辊底式不锈钢热处理炉 方案及报价书 广州市沛凯技术工程有限公司 2011年11月25日
一、概述 可控气氛保护连续辊底式不锈钢热处理炉是连续工作制设备,专门为不锈钢圆钢进行冷拉拔中间退火或不锈钢圆钢的固溶热处理而设计,工件由辊筒输送,经进料区、预热区、高温区、冷却区,最后到出料区,完成热处理工艺,为了减少氧化烧损,该设备炉体采取全密封结构,炉膛注入氮气保护,进出料口用火封封闭,保持炉内气氛的稳定,实现无氧化处理。 电气控制采用PLC、温度控制模块、人机界面对各区的温度、运行速度等参数进行自动控制,该设备具有高效节能,自动化程度高,生产的产品质量稳定的特点。 二、工艺描述及技术参数 2.1 工艺描述 可控气氛保护连续辊底式不锈钢固溶炉的热处理工艺是:在处理材料前先进行炉膛预热,设定预热区和高温区的工作温度值,通电升温,同时通过设在各区的保护气氛输入阀,按照工艺流量要求向炉膛注入氮气,各区的温度达到设定温度后,人工将待处理材料放置到进料段的辊筒上摆放整齐,然后推到送料辊筒上,由送料辊筒将材料送进炉膛,由于进料区、预热区、高温区、均布置了辊筒,并以同样的速度旋转,材料从进料区进入,便由辊筒带动经过预热区、高温区、到冷却区,由于需要采用水套冷却方式,材料到冷却区后,传动方式改为网带传动,以增加传热面积,达到快速冷却的工艺目的,最后到达出料区,完成整个工艺过程。 2.2 技术参数
2.2.1 额定工作产量:1吨/小时(按直径为12mm的不锈钢圆钢计算); 2.2.2 额定电源电压:380V 三相四线供电; 2.2.3 额定总功率:400KW,其中电加热功率380KW; 2.2.4 工作方式:连续工作制,辊筒及网带传动组合; 2.2.5 炉膛最高使用温度:1150°C; 2.2.6 工作室(炉膛)尺寸:长*宽*高=10000*800*150mm; 2.2.7 设备外形尺寸:长*宽*高=25000*2000*1500mm; 2.2.8辊筒运行速度:200~600mm/min; 2.2.8 保护气氛:纯度99%以上的氮气; 2.2.9 气氛消耗量:约50m3/hr 三、结构材料 可控气氛保护连续辊底式不锈钢热处理炉设备由进料区、炉体、冷却区、出料区、辊筒及网带传动运行系统、气氛输入机构、冷却水循环机构及电控系统构成。 3.1 进料区 进料区总长度为:8000mm,宽度:1000mm,兼做上料工作台。机架用8#槽钢焊接,布置直径为60mm的钢质辊筒,两端轴承,其中靠近炉膛一端2000mm长辊道的辊筒为有动力辊筒,其余为无动力辊筒,用于支承材料。 3.2 炉体由外壳、保温材料、炉膛耐火材料、电加热元件和炉内辊筒等部 分组成 3.2.1 炉体外壳框架用10#槽钢焊接,外壳用6mm厚钢板折弯密封焊接, 炉底铺6mm钢板,炉体进、出口端面用12mm厚钢板,使整个炉体框架有足
炉温均匀性测试作业指导书
炉温均匀性测试作 业指导书
有限公司 热处理炉均匀性测试作业指导书 编制: 审核: 批准: 实施时间:
1、目的: 生产中使用的热处理炉TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要以及符合客户需求特制定本作业指导书。 2、范围: 本作业指导书适用于公司热处理炉产品所使用的热处理炉温度均匀性测试。 3、职责 4.1 公司热处理工程师根据客户要求负责热处理工艺编制和最终确认。 4.2 技术部与生产部门按照产品热处理工艺选择需要的热处理设备,设备的仪表类型也必须经过国家法定检定机构校检并符合客户要求。 4.3由公司热处理工程师主持相关技术人员对热处理炉进行TUS测试。 4、热处理温度均匀性 热处理炉内工作区温度达到稳定化后相对于设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求(一般情况下用于正火的热处理炉温度均匀性:±14℃,回火热处理炉温度均匀性±8℃)。 热处理炉等级与温度均匀性范围要求: 5、温度均匀性测试(TUS)
进行TUS时,如果客户没有特别指出热处理炉的装载状态,一般情况下在满载情况下进行测试,装载的产品必须是依据公司工艺文件进行热处理的产品。当下一次进行TUS时也必须是和前一次测试时的装载状态且产品与上一次相同。 5.1 温度均匀性测试的设备: 5.2 温度均匀性测试(TUS)步骤 5.2.1一般情况下,在进行TUS时热处理炉必须是室温状态下;如果热处理炉刚进行过生产有一定温度(例如:此时炉内温度是500℃),则下一次进行TUS测试也必须和此次情况相同(500℃)。 5.2.2 热电偶(传感器)的处理。 TUS测试进行之前,热电偶测量端必须用直径不超过13mm(0.5英寸)而且不超过待热处理产品的最薄处、与产品材料一致的长60mm,内部加工出与热电偶直径一样大小深40mm圆孔的圆棒,置于热电偶测量端进行保护。 5.2.3 测量点的选择与位置图 5.2.3.1测量点及热电偶的选择 本公司热处理炉温度均匀性测试,采用10点进行测量,9 TUS+1控
热处理炉参数
2#热处理炉 1.1数量:一座 1.2炉型:上下供热氮气保护无氧化辊底式热处理炉 1.3结构:平顶炉i 1.4炉体基本尺寸 1.4.1炉子内部长度:63220mm 1.4.2炉子有效长度:59740mm 1.4.3炉子内部宽度:3650mm 1.4.4炉子有效宽度: 1.4.5炉子内部高度:3025mm 1.5炉底辊 1.5.1辊子材质:25%的Cr、35%的Ni及1.5%的Nb 1.5.2端部材料是DIN1.4852浇注材料,轴是1.0570浇注材料(St50) 1.5.3辊子数量:109根 1.5.4辊子直径:380mm 1.5.5辊子壁厚:20mm 1.5.6辊子长度:5393mm 1.5.7辊子有效长度:3650mm 1.5.8辊子的斜度:580mm 1.5.9电机功率:1~73(非卸料部分) 2.2KW/根;74~109(卸料部分)40KW/根1.5.10辊道速度:非卸料部分0.3~20m/min 卸料部分0.3~60m/min 1.5.11传动方式:每个齿轮电机驱动一个辊子 1.6幅射管 1.6.1内管火管 1.6.1.1火管数量:1848(每个辐射管内12段) 1.6.1.2外部直径:270mm 1.6.1.3厚度:5mm 1.6.1.4最大承受温度:1380℃ 1.6.1.5成分组成:SiC88﹪游离硅12﹪
1.6.2外管 1.6. 2.1数量:154 1.6. 2.2外部直径:300mm 1.6. 2.3厚度:10mm 1.6. 2.3成分组成:28﹪的Cr 48﹪的Ni Nb 1.7烧嘴 1.7.1空气电磁阀 1.7.1.1电压220~240V 1.7.1.2频率:50~60Hz 1.7.1.3功率:67~75W 1.7.1.4工作温度:-20~+60℃ 1.7.1.5 IP:54 1.7.2空气手动球阀 1.7. 2.1型号:Q11F-16C 1.7. 2.2公称压力1.6Mpa 1.7. 2.3公称直径50mm 1.7. 2.4使用温度:≤150℃ 1.7.3煤气电磁阀 1.7.3.1电压:230V AC 1.7.3.2频率:50~60Hz 1.7.3.3功率53W 1.7.3.4工作温度:-20~+60℃ 1.7.3.5IP:65 1.7.4煤气手动阀 1.7.4.1型号:Q11F-16C 1.7.4.2公称压力1.6Mpa 1.7.4.3公称直径40mm 1.7.4.4使用温度:≤150℃ 1.8装料辊道
网带炉发展和特点
网带炉详细说明 网带炉介绍和特点:经过半个多世纪的发展,第一代网带炉从氧化气氛下加热逐步发展到第二代保护气氛、少无氧化加热,又进步到第三代可控气氛加热,第四代计算机管理,在廿一世纪的今天,网带炉是如何发展的网带炉的特点 今天热处理网带炉发展的动力和其它产品一样源自市场的需求,发展的成果来自技术的进步。我国改革开放政策正大大地推动并加速了热处理行业发展过程。 廿一世纪的网带炉技术将带有鲜明的时代特征,具有四大特点:智能化热处理、高质量热处理、低成本热处理、清洁的热处理 ■网带炉的发展方向: 网带炉生产线采用无污染DX气体回火发黑技术、无污染利用回火余热染黑技术取代了传统有污染的发黑工艺。网带炉热污染为零。 ■网带炉的详细介绍: 经过半个多世纪的发展,第一代网带炉从氧化气氛下加热逐步发展到第二代保护气氛、少无氧化加热,又进步到第三代可控气氛加热,第四代计算机管理,在廿一世纪的今天,网带炉是如何发展的网带炉的特点? 今天热处理网带炉发展的动力和其它产品一样源自市场的需求,发展的成果来自技术的进步。我国改革开放政策正大大地推动并加速了热处理行业发展过程。 廿一世纪的网带炉技术将带有鲜明的时代特征,具有四大特点:智能化热处理、高质量热处理、低成本热处理、清洁的热处理. 1智能化热处理 研究发展人员运用最新CAD程序和热处理数据库,计算机模拟仿真技术和控制技术,采用高度柔性化、智能化的综合控制和管理系统于网带炉及其生产线。 未来的网带炉操作者仅需将待处理的工件数量、图纸输入计算机,整套设备将自行处理出高质量的产品。 目前已实现了整个系统实时多项目操作控制。如控制装料厚度、网带速度、温度、碳势等。可全屏幕监视及控制分批进料之移动。能完全工艺程序控制,可储存9999个工艺。能完全记录设备运行状况中所检测到的工艺参数(零件号、材料、温度、碳势等)送计算机进行处理并存储记录。可随时调阅和打印。可贮存十年的记录。密码分层控制,完全分层。含有新炉升温程序,停炉升温程序可有效执行升温过程等. 2高质量的热处理 质量分散率为零,热处理畸变为零。质量控制措施: 上料控制系统:重量、数量、均匀性可控。实现翻斗式、吸盘式、磁带性、阶梯式、震动式料系统普遍推广采用。上料节奏自动控制、变频调速。零件方向自动排列。加料厚度实现实时监控。从源头上为热处理工艺的准确执行提供保证。 设备温度控制:炉温稳定性±1℃、炉温均匀性±10℃,冷处理温度均匀性±5℃,开关式温控将被淘汰。
连续式热处理炉操作标准说明书
标 题: 连续式热处理炉操作标准说明书 第3次修订 、型号:5S 6S 二、厂牌:三永电热机械股份有限公司 三、机械规格与特性: SY-805-6 主炉规格 10m X 1.8m 、lOmX 1.6m , SY-809-6 10m x 1.7m (调质 炉)、10n X 1.4m (渗碳炉)。 五、使用前应注意事项: (一):检查各瓦斯压力是否足够。 (二):检查冷却水是否足够。 (三):各轴承部位应加注黄油。 (四):检查淬火油及回火油是否足够。 (五):检查各经路是否正常。 六、开炉步骤: (一)、主炉部分: 、将冷却水总开关打开调整设定水量,检视各冷却水是否畅通。 、启动输送传动马达,调整输送网位置。 、启动主炉电热开关升温至400C 保持续2小时,升至600r /2保持2小时, 升至800r 保持2小时。 (二):特性: 连续式。 四、诸元介绍: (详细参阅附件WEM701 股份有限公司 05.12.06 05.12.05 05.12.04 (一):规格: 、启动一、 三、四号搅拌器风扇。
第3次修订 (二)、碳势控制系统: 1、打开碳势控制系统电源,设定碳势。 2、主炉温度达800r后,方可打开甲醇开关,调整甲醇流量。 3、将排气口打开点燃30分至1小时。 4、等炉内火焰烧至入口时,方可打开瓦斯开关。 5、先手动调节瓦斯流量,再调整伺服马达,使其置于自动控制状态。 6等碳势显示达所需标准且稳定后方可入料操作生产。 (三)、淬火油槽: 1、打开淬火油槽循环油开关。 2、启动输送带开关。 (四)、洗净 槽: 1、打开洗净槽循环泵浦。 2、打开喷射管开关。 3、启动输送带开关。 (五)、回火炉部分: 1、启动回火炉电热开关,将温度升至所需温度(具体温度依所生产之产品而定) 2、启动输送网传动马达。 3、启动1、2、3、4号搅拌器。 4、打开冷却水开关。 (六)、回火油槽: 1、启动回火油槽循环泵。 2、启动输送马达。
电回火炉技术要求
附件: xxxxx有限公司一期完善工程——电回 火炉设备 技 术 要 求
1项目综述 1.1项目及设备名称 项目名称:xxxxx有限公司一期完善工程 设备名称:电回火炉 1.2项目背景 xxxxx有限公司热处理车间,拟新建2台电回火炉为调质生产配套,用于各种锻件淬火后的回火热处理。 1.3项目地址 项目地址位于xxxxx有限公司施工现场。 2投标总体要求 (1)本项目采用总承包方式,投标方负责电回火炉的设计、制造、运输、安装和调试,所提供的设备应达到国内先进水平,并具有经济可靠的特点。 (2)投标方对其提供的技术、供货设备的质量、性能和消耗指标完全负责。投标方应列出近5年的类似产品的业绩。 (3)投标方除报投标总价外,还应按炉体钢结构、机械设备、耐火材料、加热系统、循环降温系统、电气控制系统、备品备件、施工安装、设计、调试编程及培训、工程管理、技术服务和运输等费用进行分项报价,同时对所提供的成套设备的组成和功能、技术参数进行详细技术描述,提供外购件供货厂家等,不按要求进行分项报价可能导致废标。 (4)本招标文件所提出的仅为最低的技术要求,并未包括所有的技术细节及要求。 (5)投标方应具备相应的企业资质,所提供的设备应符合国家相应的技术规范和标准,并具有先进性、可靠性、完整性,投标设备要求技术成熟、运行经济、性能可靠、维护方便的特点。
(6)投标方应对所投标的设备及技术性能做出详细的描述,凡技术要求中对设备的技术参数未列出的,均需投标方报出。 (7)本项目为交钥匙工程。 3设计依据 3.1工件条件 代表钢种:718、42CrMo、34CrNiMo6; 代表规格:1400mm*600mm*6000mm(宽×厚×长); 最大单重:42吨。 3.2炉型及相关工艺条件 3.2.1电回火炉基本设计参数 (1) 电回火炉数量:2台 (2) 装炉量:150t (3) 有效加热区尺寸(长×宽×高):8m×2.5m×1.9m (4) 炉内膛尺寸(长×宽×高):≥8500×3600×2900(mm) (5) 台车面尺寸(长×宽):8500×2800(mm) (6) 工作温度范围:250~680℃(最高700 ℃) (7) 型式:台车自行走式 注:装炉量不包括垫铁重量,有效尺寸不包括垫铁所占空间。 3.2.2工艺条件 (1) 升温速度:20-60℃/h;加热冷却过程均可控。 (2) 炉温均匀性(保温期):≤±5℃。 (3) 炉子控温精度:±1℃。
3《辊底式热处理炉过程控制系统及应用》
收稿日期:2011-03-16 作者简介:唐郑磊(1985-),男,助理工程师,双学位,主要从事宽厚板方面的技术工作。Process Controlling System and Its Application for Roller Hearth Heat -treating Furnace TANG Zheng -lei ,ZHANG Hong -wei ,YANG Dong ,ZHU Cheng -jie (Nanyang Hanye Special Steel Co.,Ltd.,Nanyang 474500,China ) ABSTRACT :The article analyzes comprehensively the process controlling distinguishing features of roller hearth heat -treating furnace of Nangang.Moreover on the basis of mathematical model of roller hearth furnace ,achieves computer optimal controlling of roller hearth heat -treating furnace.The online optimal controlling of roller hearth heat -treating furnace can achieve real-time tracking of plate position inner furnace ,dynamic calculation of the temperature ,the best temperature optimization and online feedback correction ,plate loading and unloading online correction and other functions ,finally realizes the computer controlling system network in the whole line. KEY WORDS :roller hearth heat-treating furnace ;process controlling ;mathematical model ;optimal controlling 摘要:以南钢辊底式热处理炉为研究对象,全面分析了其过程控制特点。并以辊底式热处理炉数学模型为基础,实现了辊底式热处理炉的计算机优化控制。该辊底式热处理在线优化控制可实现炉内钢板位置的实时跟踪、温度的动态计算、最佳炉温优化及在线反馈修正、钢板装出炉在线修正等功能,最终实现了全线计算机控制系统网络。 关键词:辊底式热处理炉;过程控制;数学模型;优化控制 中图分类号:TF 806.4文献标识码:A 文章编号:1005-6084(2011)03-0019-05 唐郑磊,张红伟,杨 东,朱承杰(南阳汉冶特钢有限公司,河南 南阳474500)第39卷第3期2011年6月Vol .39No .3Jun 2011 金属材料与冶金工程 METAL MATERIALS AND METALLURGY ENGINEERING 辊底式热处理炉过程控制系统及应用 热处理工艺是中厚板生产的最后处理工序, 热处理在这个过程中扮演着极其重要的角色, 钢板的加热质量将直接影响产品的质量。辊底 式热处理炉由于其处理的钢材质量好,产量高, 易于实现机械化、自动化操作而被广泛应用于 冶金及机械行业生产中[1]。辐射管加热辊底式热 处理炉由于充入氮气做保护气,炉内保持无氧 化气氛,使钢板不会被氧化,大大提高了钢板 的加热质量[2]。本文针对南阳汉冶特钢有限公司 已建成的采用辐射管加热的辊底式热处理炉进行研究,全面分析了其过程控制特点,并以辊底式热处理炉数学模型为基础,实现了辊底式热处理炉的计算机优化控制。1南阳汉冶特钢有限公司辊底式热处理炉南阳汉冶特钢有限公司的辊底式热处理炉
网带炉产品生产工艺规范
网带炉热处理工艺规范
网带炉热处理工艺规范 1 适用范围 本标准规定了GCr15、GCr15SiMn、65Mn等钢制轴承零件的淬回火及SPCC、St14、SCM415、20#、10#、08F、20CrMo、20Cr、15CrMo等低碳钢制轴承零件的渗碳淬回火工艺规范。 本标准适用于上述钢制轴承零件的热处理。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。所引用标准的最新版本适用于本标准。 GB/T338-1992 工业甲醇 SHO553-1993 工业丙烷
GB/T536-1998 液氨 3 要求 3.1 进入托辊炉内的各类零件应清洁、干燥(即无锈、无水、无油、及其它污物、杂物)。 3.2 GCr15钢制套圈和滚针(子)淬火后硬度不小于HRC63,GCr15SiMn钢制套圈和滚针(子)淬火后硬度不小于HRC62;回火后硬度应符合产品图要求; 3.3 65Mn钢制推力垫片淬火后硬度不小于HRC62;回火后硬度应符合产品图要求;内径20mm以上的推力垫片,必须用专用夹具夹平整后回火。 3.4 低碳钢制轴承零件渗碳淬火后硬度应不小于HV700;回火后硬度应符合产品图要求。 4 工艺过程 4.1 准备工作 4.1.1 每周一生产作业前,用直流电子电位差计校验炉温;停炉或大修后开炉时必须校验。 4.1.2每周一生产作业前,检查炉顶甲醇汽化装置罐内是否需要添加52#汽缸油。 4.1.3 每半年清理炉膛一次。 4.1.4 每天每班检查下列项目: 4.1.4.1 四个区三相电流表读数是否平衡。 4.1.4.2 各电机运行是否正常。 4.1.4.3 链传动机构运行是否正常。 4.1.4.4 淬火油槽内油面高度是否合适(能封住落料口为合适)。 4.1.4.5 淬火油温度是否正常(正常使用温度80—100℃)
可控气氛热处理炉的分类及特点
仅供参考[整理] 安全管理文书 可控气氛热处理炉的分类及特点 日期:__________________ 单位:__________________ 第1 页共4 页
可控气氛热处理炉的分类及特点 1.可控气氛热处理炉的分类 可控气氛热处理炉种类很多,有周期式和连续式之分。 周期炉:有井式炉和密封箱式炉(又称多用炉),适用于多品种小批量生产,可用于光亮淬火、光亮退火、渗碳、碳氮共渗等热处理。 连续炉:有推杆式、转底式及各种形式的连续式可控气氛渗碳生产线等,适用于大批量生产,可以进行光亮淬火、回火、渗碳及碳氮共渗等热处理。 2.可控气氛热处理炉的特点 (1)炉膛密封良好 炉膛密封形式主要有炉体密封和炉罐密封两类。炉体密封,包括炉壳、炉门、电热元件引出孔、热电偶孔、风扇轴孔和推料机械伸出炉外的孔洞等处的密封。电热元件等在可控气氛作用下,需采用抗渗碳性强的材料或加抗渗碳涂料,最好用低压供电,以免元件渗碳或炉壁积碳使元件发生短路而毁坏。 采用炉罐(金属或陶瓷罐)隔离密封,密封效果比较好,但会降低传热效果和增加炉罐材料消耗,炉子工作温度也受到限制。还有一种密封形式兼有上述两类密封的特点,即除炉膛密封外,采用辐射管加热器,可防止炉气侵蚀元件和火焰破坏炉内气氛。 (2)炉内保持正压 可控气氛炉内应保持正压,以防止炉外空气侵入引起爆炸,并且保证炉内气筑稳定。保持炉内正压的措施是,以一定压力供入足够的可控气体,保证可控气氛充满炉膛;对全密封的炉子,在废气排出口设置水封;控制炉内压力;炉门设置装料前室及火帘装置,以隔绝空气侵入和 第 2 页共 4 页
防止炉气外溢。 (3)炉内气氛均匀 可控气氛在炉内必须循环流动,使气氛和温度均匀,以保证产品质量一致。因此,可控气氛炉大都设有风扇。可控气氛可从加热室的侧面供入,也可从加热室上方滴入。 (4)装设安全装置 可控气氛多数有毒和有爆炸的危险。除要求正确操作外,炉上应有防爆孔,还应设安全装置。如在管路上设单向阀、截止阀、火焰逆止阀、压力测定器以及安全报替等装置。 (5)炉内构件抗气氛侵蚀中国冶金行业网 对于吸热式可控气氛,炉衬霈要采用抗渗砖砌筑。多数可控气氛对电热元件都有侵蚀作用,破坏元件的氧化膜,发生渗碳或渗氮,缩短元件的使用寿命。为保护电热元件,可将其安装在辐射管内。对暴露在气氛中的元件,应在氧化性气氛中加热,使其退碳、退氧,重新形成保护性氧化膜。热电偶的热结点不得暴露在可控气氛中。 第 3 页共 4 页
高温网带炉有什么特点
高温网带炉有什么特点? 高温网带炉有什么特点?隧道式网带烧结炉作为连续性生产窑炉之一,广泛应用于1050℃一下电子产品在保护气氛或空气中的预烧、烧成或热处理工艺,包括导体浆料、电阻浆料等厚膜电路,电阻、电容、电感等电子元件的端头烧银、烧成,电路管壳、晶振等元件的玻璃绝缘子封装等。
窑炉温区设计考究、加热元件选刚玉管螺旋缠绕电阻丝,耐材采用全纤维超轻质材料隔热保温、输送链带采用耐热耐腐不锈钢材质。电气主要执行元件采用美国进口固态继电器,温控仪表采用日本进口单回路智能温控仪控制,调速系统采用变频器。整个系统具有升温快、控温精度高、保温效果好,温度均匀性高、传动稳定可靠,节能等特点,是企业批量生产的理想设备. 高温网带炉的加热元件采用陶瓷纤维加热板或陶瓷发热棒,可满足快速升温工艺要求,温控系统采用进口多段智能程序温度控制仪控制,温度控制系统的稳定性、安全性十分可靠,同时系统按要求可配置数据通讯接口,可与计算机监控系统实现数据实时通讯,为设备的
安全稳定运行提供有效的监控数据。高温网带炉采用变频无级调速,耐热钢网带传送,全新的大包角设计理念,确保了产品的平稳输送。 合肥日新高温技术有限公司成立之初,就确定了依托技术开拓市场空间的经营策略,在秉承传统工艺的基础上,不断引进新技术,消化再吸收新工艺,持续发展,开拓创新。以专业品质科技创新的产品价值观,以日新盛德笃志笃行的企业精神,精心打造中国窑炉一流品牌日新窑炉。逢此民族产业迅速发展之盛世,合肥日新高温技术有限公司全体同仁热忱希望能广交业内有识之士,以致力于热能技
术、工程提供一流的解决方案为企业核心使命,为携手振兴中国的窑炉事业而贡献力量。