7-108 威锋(G544090A)型切断机作业指导书 V1.1

编 制审 核批 准
V1.1第 1 页 共 3 页
1开机
开机及参数设置 1.在机台配电柜侧面将机台电源打开。
2.等待操作面板启动后,检查切割参数是否正常:正常切割速度:
切产品锭1.3mm/s~1mm/s 切提纯锭1mm/s~0.8mm/s
切边皮0.8mm/s~0.5mm/s
成品断刀1mm/s
慢切速度:
切产品锭0.2mm/s~0.05mm/s 切提纯锭0.5mm/s 切边皮0.5mm/s 成品断刀0.05mm/s
工件长度:156mm;锯条线速度:1300m/min
确保用电安全
1、检查冷水系统是否正常。
2、确保工作台表面无硅渣等杂物。
2棒料准备
记号笔直尺
1.检查硅棒是否有切断标记,用直尺确认切断尺寸是否与计划部要求一样。
1.轻拿轻放、防止磕碰硅棒磕碰。
2.每根硅棒必须有记号笔画出的切断标识,如果没有必须通知班长,不得私自划线。
标准作业指导书
第1次修改
西安华晶电子编号:Q/HJ.ZY7-108技术股份有限公司威锋G544090A型切断机作业指导
书
图例
序号
项目名称
注意事项
使用工具及
材料
操作步骤
操作要求
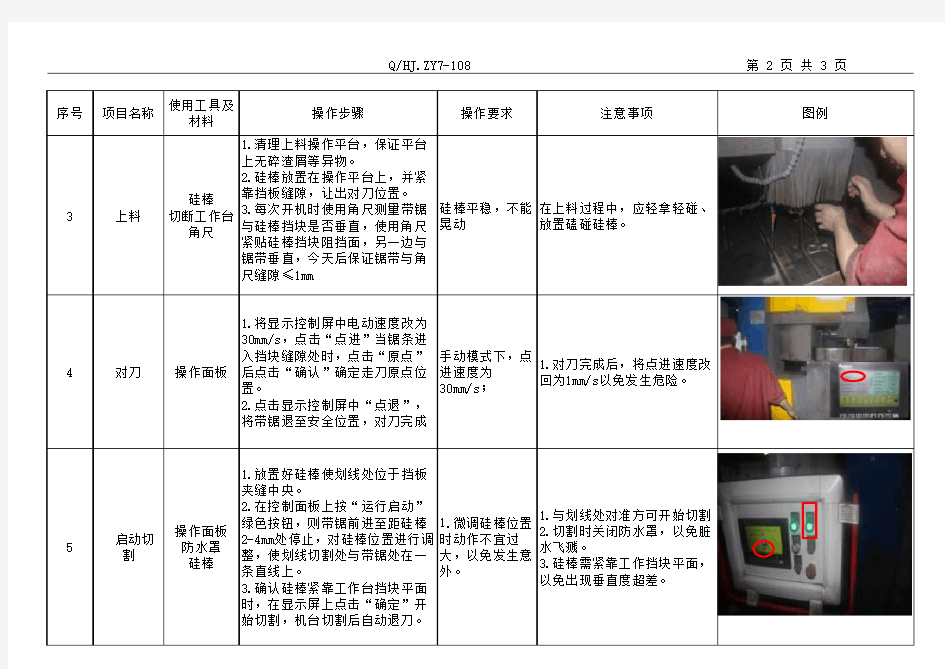
3上料
硅棒
切断工作台
角尺
1.清理上料操作平台,保证平台
上无碎渣屑等异物。
2.硅棒放置在操作平台上,并紧
靠挡板缝隙,让出对刀位置。
3.每次开机时使用角尺测量带锯
与硅棒挡块是否垂直,使用角尺
紧贴硅棒挡块阻挡面,另一边与
锯带垂直,今天后保证锯带与角
尺缝隙≤1mm
硅棒平稳,不能
晃动
在上料过程中,应轻拿轻碰、
放置磕碰硅棒。
4对刀操作面板1.将显示控制屏中电动速度改为
30mm/s,点击“点进”当锯条进
入挡块缝隙处时,点击“原点”
后点击“确认”确定走刀原点位
置。
2.点击显示控制屏中“点退”,
将带锯退至安全位置,对刀完成
手动模式下,点
进速度为
30mm/s;
1.对刀完成后,将点进速度改
回为1mm/s以免发生危险。
5 启动切
割
操作面板
防水罩
硅棒
1.放置好硅棒使划线处位于挡板
夹缝中央。
2.在控制面板上按“运行启动”
绿色按钮,则带锯前进至距硅棒
2-4mm处停止,对硅棒位置进行调
整,使划线切割处与带锯处在一
条直线上。
3.确认硅棒紧靠工作台挡块平面
时,在显示屏上点击“确定”开
始切割,机台切割后自动退刀。
1.微调硅棒位置
时动作不宜过
大,以免发生意
外。
1.与划线处对准方可开始切割
2.切割时关闭防水罩,以免脏
水飞溅。
3.硅棒需紧靠工作挡块平面,
以免出现垂直度超差。
图例
Q/HJ.ZY7-108 第 2 页 共 3 页项目名称
使用工具及
材料
操作步骤操作要求
序号注意事项
6
退刀
卸料
切断工作台
角尺
硅棒
1.切割完成后等锯刀退到初始位
置后,将切好的料取下。
2.每刀需检查断刀长度与要求是
否一致。
3.针对8寸多晶方棒需测量端面垂
直度,将角尺一侧紧贴方棒一
侧,角尺另一侧紧卡在端面上,
要求角尺一侧与方棒端面间缝隙
≤1mm。
1.防止硅棒磕碰
2.使用角尺测量
时确认角尺与方
棒表面无异物影
响测量结果。
1.每断5刀料后应仔细检查刀
具是否异常。
2.每刀结束后都需对方棒垂直
度进行确认。
3
2
1V1.1JS20130913-02景钰洲杨国农2013.09.13修改次数修改标示文件更改申请单号修改人批准人生效日期
修改记录 Q/HJ.ZY7-108 第 3 页 共 3 页
序号项目名称使用工具及
材料
操作步骤操作要求注意事项图例